 Vai al contenuto
Vai al contenuto 

Introduzione: Lo stampo stampaggio a iniezione è un modo per creare molti pezzi della stessa forma. Ecco come funziona: Si riscalda la plastica e la si spinge in uno stampo con una macchina. La plastica si raffredda, diventa dura e si ottiene un pezzo.
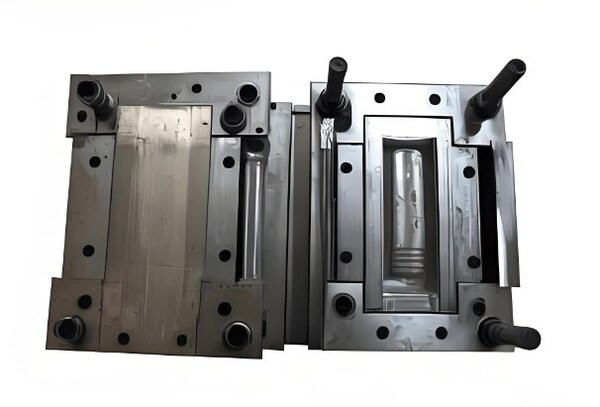
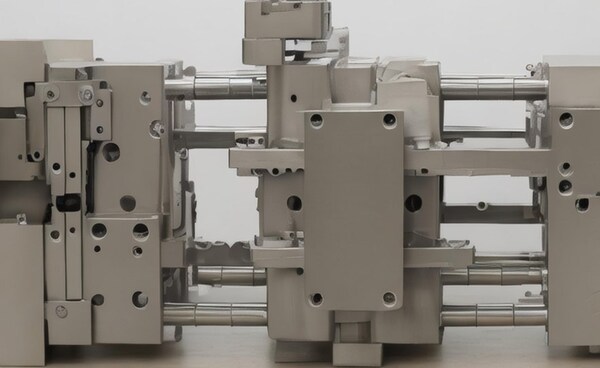
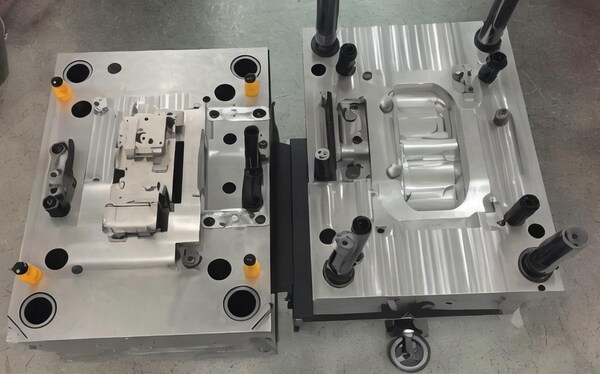
Lo stampo a iniezione è composto da due parti: lo stampo mobile e lo stampo fisso. Lo stampo mobile è installato sulla sagoma mobile della pressa a iniezione, mentre lo stampo fisso è installato sulla sagoma fissa della pressa a iniezione.

Nello stampaggio a iniezione, lo stampo mobile e lo stampo fisso sono chiusi per formare un sistema di colata e una cavità. Quando lo stampo viene aperto, lo stampo mobile e lo stampo fisso vengono separati per rimuovere il prodotto plastico. In questo articolo verranno analizzate in dettaglio le variabili che incidono sul costo degli stampi a iniezione e le relative soluzioni.
Di cosa si compone uno stampo a iniezione?
Gli stampi per materie plastiche sono suddivisi in diverse parti in base alla loro funzione, tra cui: sistema di colata, sistema di controllo della temperatura, sistema di stampaggio, sistema di scarico, sistema di guida, sistema di espulsione, ecc.

Tra queste, il sistema di colata e le parti di stampaggio sono quelle che sono a diretto contatto con la plastica e che cambiano con la plastica e il prodotto. Sono le parti più complesse e variabili dello stampo e richiedono la massima finitura e precisione di lavorazione.
Il sistema di versamento
Si riferisce alla parte del canale di flusso prima che la plastica entri nella cavità dall'ugello, compresi il canale principale, il foro per il materiale freddo, il canale secondario e la porta, ecc.

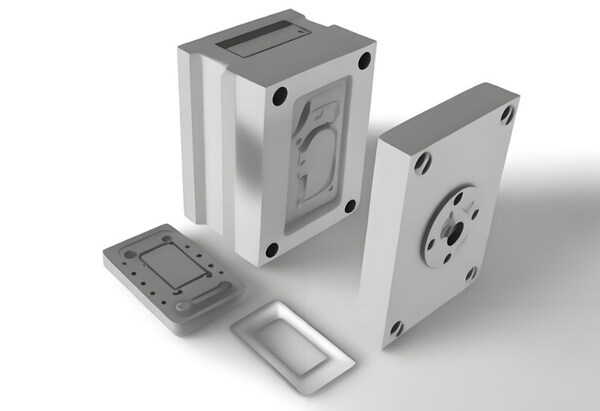
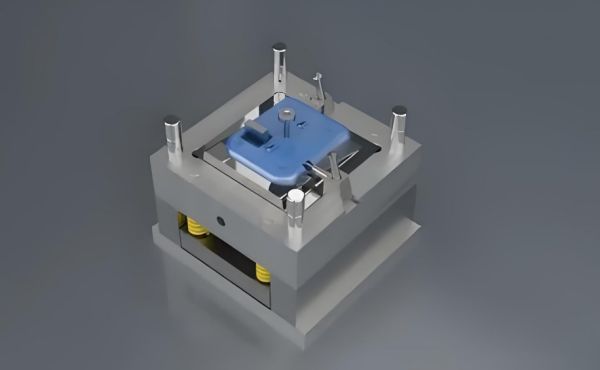
Il sistema di stampaggio delle parti
si riferisce alla combinazione di varie parti che costituiscono la forma del prodotto, tra cui lo stampo mobile, lo stampo fisso, la cavità (stampo concavo), l'anima (stampo convesso), l'asta di stampaggio, ecc.
Il nucleo forma la superficie interna del prodotto, mentre la cavità (stampo concavo) forma la superficie esterna del prodotto. Dopo la chiusura dello stampo, l'anima e la cavità costituiscono la cavità dello stampo.

In base ai requisiti di processo e di produzione, a volte l'anima e lo stampo concavo sono composti da più pezzi, a volte sono realizzati in un unico pezzo e vengono utilizzati solo inserti in parti facili da danneggiare e difficili da lavorare.
Sistema termostatico
Per soddisfare i requisiti del processo di iniezione per la temperatura dello stampo, è necessario un sistema termostatico per regolare la temperatura dello stampo. Per gli stampi a iniezione per termoplastici, la cosa principale è progettare un sistema di raffreddamento dello stampo (lo stampo può anche essere riscaldato).
Il metodo comune di raffreddamento degli stampi consiste nell'aprire un canale di raffreddamento nello stampo e utilizzare l'acqua di raffreddamento in circolazione per sottrarre il calore dello stampo; oltre a utilizzare l'acqua di raffreddamento per far passare l'acqua calda o l'olio caldo, è possibile installare elementi di riscaldamento elettrici all'interno e intorno allo stampo per riscaldare lo stampo.
Sistema di scarico
È predisposto per scaricare all'esterno dello stampo l'aria presente nella cavità e il gas generato dalla fusione della plastica durante il processo di stampaggio a iniezione.

Se lo scarico non è regolare, sulla superficie del prodotto si formeranno macchie di gas, bruciature e altri difetti; il sistema di scarico dello stampo per materie plastiche è solitamente un'uscita d'aria a forma di scanalatura aperta nello stampo per scaricare l'aria della cavità originale e il gas portato dal materiale fuso.
Quando il materiale fuso viene sparato nel foro, l'aria che si trovava nel foro e l'aria che è entrata con il materiale devono uscire dal foro attraverso il foro all'estremità del foro in cui va il materiale, altrimenti l'oggetto avrà dei buchi, connessioni sbagliate, materiale insufficiente e forse l'aria si schiaccerà e diventerà calda e brucerà l'oggetto.
Di solito, il foro può trovarsi all'estremità del foro dove va il materiale o nel punto in cui le due metà del foro si separano.
Il secondo consiste nell'aprire una scanalatura poco profonda, con una profondità di 0,03-0,2 mm e una larghezza di 1,5-6 mm, su un lato dello stampo. Durante l'iniezione, il materiale fuso non fuoriuscirà molto dal foro di sfiato, perché il materiale fuso si raffredderà e solidificherà in quel punto, bloccando il canale.
L'apertura di sfiato non deve essere rivolta verso l'operatore, per evitare che il materiale fuso possa fuoriuscire accidentalmente e ferire le persone. Inoltre, lo spazio tra l'asta di espulsione e il foro di espulsione, lo spazio tra il blocco di espulsione e la piastra di spellatura e il nucleo possono essere utilizzati per lo scarico.
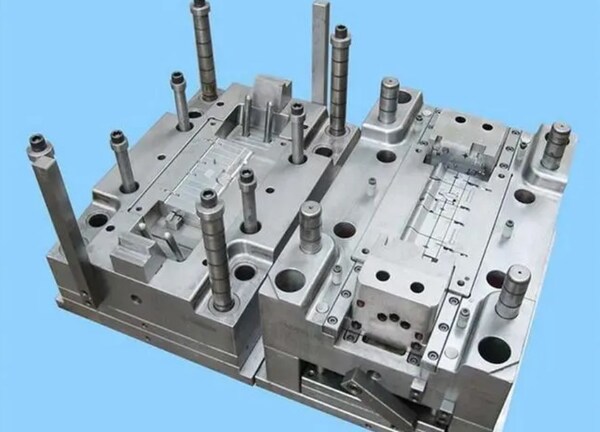
Sistema di guida
Per garantire che lo stampo mobile e lo stampo fisso possano essere allineati con precisione quando lo stampo è chiuso, è necessario inserire nello stampo un componente di guida.
Nello stampo a iniezione, per formare il componente di guida si utilizzano solitamente quattro serie di perni di guida e manicotti di guida. A volte, per facilitare il posizionamento, sullo stampo mobile e sullo stampo fisso sono presenti superfici coniche interne ed esterne che coincidono tra loro.
Sistema di espulsione
In genere comprende: espulsore, piastre di espulsione anteriori e posteriori, asta di guida dell'espulsore, molla di ritorno dell'espulsore, vite di bloccaggio della piastra di espulsione e altri componenti.

Dopo che il pezzo è stato stampato e raffreddato nello stampo, le metà anteriore e posteriore dello stampo si separano e si aprono, e il sistema di espulsione - il perno di espulsione - spinge il pezzo di plastica e il materiale solidificato nel canale di colata fuori dalla cavità dello stampo e dalla posizione del canale di colata sotto la spinta dell'asta di espulsione della macchina di stampaggio a iniezione, in modo che il successivo stampaggio a iniezione ciclo può iniziare.

Quali sono le categorie di stampi a iniezione?
Esistono diversi tipi di stampi a iniezione. I più comuni sono gli stampi a due piastre, gli stampi a tre piastre, gli stampi a canale caldo e gli stampi a iniezione ad angolo retto.
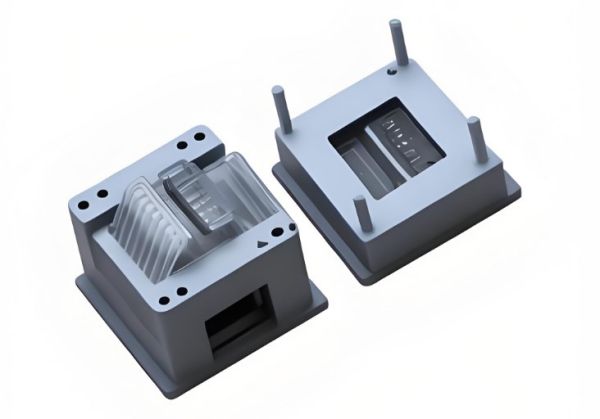
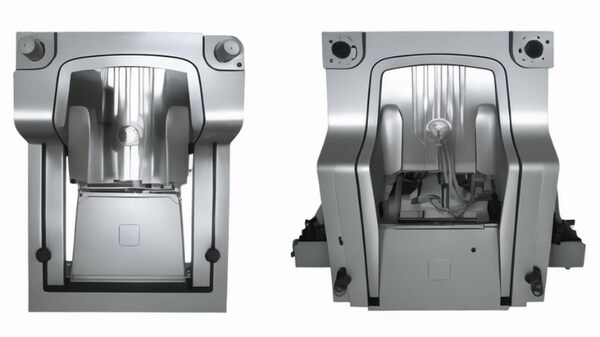
Stampo a due piastre
Lo stampo a due piastre è chiamato anche stampo a iniezione a superficie monoblocco. È il tipo di stampo più semplice e basilare. È ampiamente utilizzato e può essere progettato in uno stampo a cavità singola o in uno stampo a più cavità in base ai requisiti del prodotto.

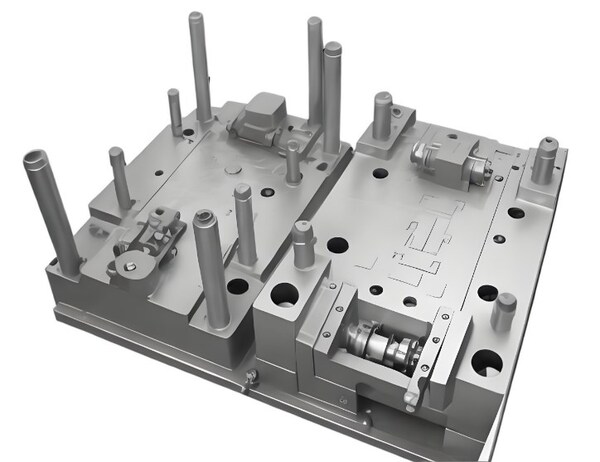
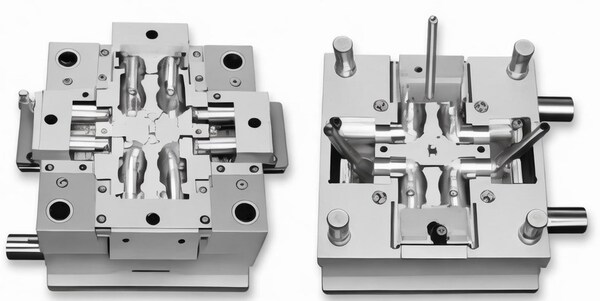
Stampo a tre piastre
Lo stampo a tre piastre è anche uno stampo a iniezione a doppia superficie. È diverso dallo stampo a iniezione a superficie mono-parte. Nella parte fissa dello stampo, lo stampo a tre piastre di questo stampo è progettato con una piastra di spogliazione che può essere parzialmente spostata.

In questo progetto, il canale di scorrimento sarà espulso tra la prima e la seconda piastra e la piastra di spogliazione sarà espulsa tra la seconda e la terza piastra per raggiungere lo scopo di separare il pezzo e il canale di scorrimento.
Gli stampi a iniezione a doppia superficie di separazione non sono adatti allo stampaggio di pezzi stampati a iniezione di grandi dimensioni, perché hanno strutture complesse, costi di produzione elevati e una difficile lavorazione dei pezzi.
Stampi a canale caldo
Gli stampi a canale caldo sono simili ai tradizionali stampi a canale freddo. La differenza è che gli stampi a canale caldo iniettano direttamente la plastica nella cavità attraverso un ugello. Durante il processo di stampaggio non c'è alcun corridore, il che migliora notevolmente il tasso di utilizzo delle materie prime ed evita gli sprechi.

In generale, il costo di produzione degli stampi a canale caldo è superiore a quello degli stampi a canale freddo, ma se i pezzi stampati sono molto piccoli, soprattutto se sono più piccoli del canale, gli stampi a canale caldo sono una scelta più economica.
Nolds per iniezione ad angolo retto
Gli stampi a iniezione ad angolo retto non sono molto diffusi e sono adatti solo alle macchine per lo stampaggio a iniezione ad angolo. A differenza di altri stampi a iniezione, durante lo stampaggio la direzione di alimentazione dello stampo deve essere perpendicolare alla direzione di apertura e di chiusura e l'area della sezione trasversale è solitamente invariata.

Inoltre, il canale principale dello stampo a iniezione ad angolo retto è aperto su entrambi i lati della superficie di separazione dello stampo mobile e fisso. All'estremità del canale principale, è presente un inserto di scorrimento sostituibile per prevenire l'usura e la deformazione tra l'ugello della pressa a iniezione e l'estremità di ingresso del canale principale.
Quali variabili incidono sul costo degli stampi a iniezione?
Parte Materiali
Il tipo di materiale utilizzato per i pezzi stampati a iniezione incide notevolmente sul costo degli stampi. Alcuni materiali possono richiedere caratteristiche specifiche dello stampo, canali di raffreddamento o trattamenti superficiali a causa delle loro qualità e requisiti unici.

Alcuni materiali plastici, soprattutto quelli ad alta temperatura o abrasivi, usurano gli stampi a iniezione e riducono la durata degli utensili. Per superare questa sfida, sono necessari stampi più duri realizzati con specifici gradi di acciaio, il che aumenta il costo degli stampi a iniezione per materie plastiche.
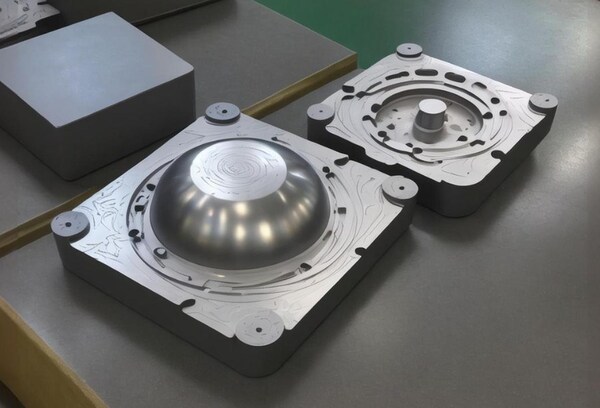
Finitura dei pezzi
Dalla mia esperienza pluriennale nella produzione di parti specializzate stampate a iniezione per prodotti di consumo di lusso, ho scoperto che la quantità di finitura richiesta per queste parti ha sempre un impatto enorme sul costo del processo di stampaggio a iniezione della plastica.
Quando la finitura dei pezzi diventa più complessa, lo stampaggio a iniezione diventa più difficile. Per far sì che funzioni, è necessario pensare alla finitura quando si progetta lo stampo e si pianifica la produzione. Per ottenere sempre la finitura desiderata, è necessario disporre dei materiali giusti per lo stampo e inserire caratteristiche di fantasia nello stampo. Tutto questo costa di più per la produzione dello stampo.
Costi di elaborazione
La realizzazione di stampi a iniezione comporta numerosi processi, come la fresatura, la tornitura, la rettifica, il taglio a filo, ecc. Ciascun processo richiede tempo e manodopera, il che influisce sulla produzione di plastica. stampaggio a iniezione costi dello stampo. Il calcolo dei costi di lavorazione si basa solitamente sulle attrezzature e sul livello tecnologico del produttore, oltre che sul tempo di lavorazione richiesto.
Costi di progettazione e ingegneria
Anche la progettazione e l'ingegnerizzazione degli stampi a iniezione richiedono determinati costi. Tra questi figurano lo stipendio dei progettisti di stampi, il costo del software di progettazione e delle attrezzature di ingegneria, nonché i costi di collaudo e verifica degli stampi. Anche i costi delle attrezzature sono una parte importante del calcolo dei costi degli stampi.
Vita e durata
La durata e la resistenza dello stampo sono un fattore importante per il prezzo dello stesso. In generale, il design e la qualità dello stampo determinano la sua durata. Gli stampi di alta qualità possono essere utilizzati più a lungo, ma costano di più.

Complessità e dimensioni
Il prezzo dello stampo è influenzato anche dalla sua complessità e dalle sue dimensioni. Quanto più complesse sono la progettazione e la fabbricazione dello stampo, tanto più tempo e risorse sono necessari e tanto più alto è il costo. Inoltre, le dimensioni dello stampo influiscono anche sulla quantità di materiale necessario e sulla difficoltà di lavorazione, che incidono sul costo.
Quantità e lotto
Anche il numero e il lotto di produzione degli stampi a iniezione sono fattori che influenzano il costo. In genere, il costo dello stampo per la produzione di massa è più basso perché il costo unitario può essere ridotto grazie all'allocazione dei costi fissi. Il costo dello stampo per la produzione di piccoli lotti sarà relativamente alto perché le economie di scala non possono essere sfruttate appieno.
Design del prodotto
La progettazione del prodotto può modificare lo stampo. Ad esempio, una volta completata la progettazione dello stampo, il telaio deve essere ordinato dopo aver effettuato un ordine e il progetto del cliente cambia. Se la modifica è relativamente piccola, non influisce sulla struttura complessiva.

Se le modifiche sono numerose, si ripercuotono sui prodotti realizzati dallo stampo e persino il telaio deve essere riordinato. I costi aumenteranno notevolmente.
Il progetto dello stampo è appropriato, ragionevole e fattibile?
Esistono molti metodi di simulazione, come l'analisi del processo di produzione, l'analisi della dinamica strutturale, l'analisi comparativa tridimensionale dei prodotti di prova e dei prodotti di progettazione, ecc. Se la progettazione dello stampo è irragionevole, il costo aumenterà.
Controllo del numero di prove per la produzione di stampi
La maggior parte dei produttori calcola il costo di produzione di uno stampo in base al numero di giorni necessari per inviarlo al cliente. Se lo stampo non può essere consegnato dopo diverse ispezioni, oltre alle multe previste dal contratto, più a lungo lo stampo rimane in fabbrica, più alto sarà il costo di lavorazione. Naturalmente, anche il costo dei test sugli stampi sarà relativamente alto.
Come ridurre il costo degli stampi a iniezione?
Scegliere il materiale giusto
La prima cosa da fare per ridurre i costi di produzione degli stampi in plastica è scegliere il materiale giusto.
Innanzitutto, scegliere il materiale giusto in base ai requisiti dello stampo e al volume di produzione previsto.
In secondo luogo, confrontate e valutate più materiali per trovare quelli che hanno un prezzo ragionevole e prestazioni stabili.
Infine, assicuratevi che i materiali scelti siano di buona qualità, in modo che lo stampo duri nel tempo e sia conveniente.

Ottimizzare il design
L'ottimizzazione della progettazione è uno dei modi più importanti per ridurre i costi di produzione degli stampi in plastica. Grazie all'ottimizzazione della progettazione, è possibile ridurre gli sprechi di materiale e migliorare la durata e la qualità del prodotto.

Allo stesso tempo, per gli stampi che sono stati progettati, migliorando i dettagli e ottimizzando la progettazione strutturale, è possibile raggiungere l'obiettivo di aumentare la durata dello stampo e ridurre i costi di produzione.
Rafforzare la gestione
La chiave per ridurre i costi di produzione degli stampi in plastica è il rafforzamento della gestione. Nel processo di produzione degli stampi, è necessario stabilire un sistema completo di gestione della qualità, rafforzare la gestione dei fornitori, la gestione del piano di produzione e la gestione del controllo dei costi e controllare completamente tutti gli anelli del processo di produzione degli stampi per garantire la qualità e l'efficienza del processo di produzione.

Migliorare il livello del processo.
Anche il miglioramento del livello di processo è una misura importante per ridurre i costi di produzione degli stampi in plastica. Introducendo processi produttivi e attrezzature tecniche avanzate, possiamo migliorare l'efficienza produttiva e i livelli di qualità.

Allo stesso tempo, possiamo ridurre i tempi operativi e le perdite causate da omissioni di operazioni manuali nel processo di produzione. Grazie a mezzi tecnici efficaci, possiamo controllare l'aumento dei costi di produzione e ottimizzare la strategia di sviluppo dell'impresa.
Gestione della produzione snella
L'utilizzo della gestione della produzione snella è un buon modo per ridurre i costi di produzione degli stampi in plastica. Quando si utilizza la gestione della produzione snella, è possibile utilizzare tutte le risorse dell'azienda per produrre stampi, ridurre gli sprechi nel processo di produzione e produrre più stampi in modo più rapido e migliore.
Potete anche far funzionare meglio la vostra azienda, ridurre i costi di gestione e produrre più stampi in modo più veloce e migliore.
In breve, ogni azienda manifatturiera deve risolvere il problema della riduzione dei costi di produzione degli stampi in plastica. Solo quando l'azienda migliorerà gradualmente il proprio sistema gestionale e tecnico e stabilirà un sistema stabile di riduzione dei costi, potrà migliorare l'efficienza produttiva e la competitività e raggiungere uno sviluppo sostenibile.
Uso efficace degli stampi in plastica
Prima di produrre beni, la scelta accurata di stampi in plastica con schemi di progettazione scientifici e ragionevoli è il modo più elementare per controllare i costi dello stampaggio a iniezione. Diversi tipi di strutture di stampi per lo stampaggio hanno ovviamente requisiti diversi per le materie prime dei prodotti. Stampi eccellenti hanno un'elevata produttività, con conseguente riduzione degli scarti e, naturalmente, dei costi di produzione.
Utilizzando una tecnologia di elaborazione scientifica e ragionevole.

Per lo stesso prodotto si utilizzano diversi tipi di tecnologie di produzione e lavorazione e le materie prime necessarie sono diverse. In base alle caratteristiche del prodotto, a condizione di rispettare gli standard di qualità, l'applicazione di una migliore tecnologia di lavorazione può ridurre efficacemente i costi dei materiali e della produzione.
Stabilire un sistema di gestione della qualità efficace
La creazione di un buon sistema di gestione della qualità è un altro modo per ridurre i costi. stampaggio a iniezione della produzione di stampi a iniezione. Un buon sistema di gestione della qualità consente di ridurre gli errori e le duplicazioni nella produzione, rendendo la produzione più efficiente e migliore.

Ad esempio, è possibile utilizzare un software di garanzia della qualità per gestire la qualità ed evitare errori e duplicazioni nella produzione. Inoltre, se disponete di un buon sistema di gestione della qualità, potete rendere più felici i vostri clienti, il che vi aiuterà a vendere di più e a guadagnare di più.
Conclusione
Questo articolo tratta dei fattori che incidono sul costo dello stampaggio a iniezione e delle relative soluzioni. In primo luogo, il costo del materiale per lo stampo a iniezione è il fattore principale che incide sul costo. Tipi e complessità diversi di stampi richiedono materiali metallici diversi, quindi il costo è diverso.

In secondo luogo, anche i costi di lavorazione e di progettazione hanno un impatto significativo sul costo. Ogni fase di lavorazione nel processo di produzione degli stampi richiede tempo e risorse.
Inoltre, anche la complessità, le dimensioni e il lotto di produzione previsto per lo stampo influiscono direttamente sul livello dei costi.

L'articolo sottolinea che selezionando materiali appropriati, ottimizzando la progettazione, rafforzando la gestione, migliorando il livello del processo e adottando una gestione della produzione snella, la produzione costi degli stampi a iniezione possono essere efficacemente ridotti, l'efficienza produttiva e il livello di qualità possono essere migliorati, promuovendo così lo sviluppo sostenibile delle imprese.Se avete un progetto di stampaggio a iniezione, contattate Zetar Mold.







