 Vai al contenuto
Vai al contenuto 

Lo stampaggio a iniezione è un metodo di lavorazione delle materie plastiche ampiamente utilizzato per realizzare ogni tipo di prodotto in plastica. Ma a volte le cose vanno storte durante la processo di stampaggio a iniezione. Potreste ritrovarvi con linee di saldatura, bolle, cavità da restringimento, colpi corti o deformazioni. Questi difetti non solo danno al prodotto un brutto aspetto e un cattivo funzionamento, ma ne compromettono anche la durata. È quindi importante individuare e risolvere questi problemi il prima possibile.

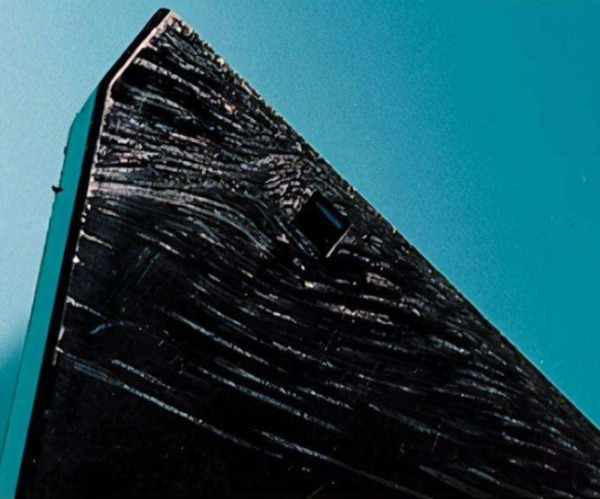
1. I prodotti stampati a iniezione si rompono
Le cricche possono essere suddivise in cricche filamentose, microcricche, sbiancamento superiore, cricche sulla superficie del pezzo e rischi di traumi causati dall'incollaggio dello stampo del pezzo e del canale di flusso. In base al tempo di formazione della cricca, si divide in cricca da sformatura e cricca da applicazione. Le cause principali sono le seguenti:

1.1 Elaborazione
Se la pressione è troppo alta, la velocità è troppo elevata, il riempimento è eccessivo, l'iniezione è troppo lunga e il tempo di mantenimento della pressione è troppo lungo, si verificheranno eccessive sollecitazioni interne e cricche.
② Regolare la velocità e la pressione di apertura dello stampo per evitare che i pezzi vengano estratti forzatamente troppo velocemente, causando lo sformaggio e la formazione di crepe.
Aumentare opportunamente la temperatura dello stampo per facilitare il distacco dei pezzi e ridurre opportunamente la temperatura del materiale per evitare la decomposizione.
④ Prevenire le cricche a causa della minore resistenza meccanica dovuta ai segni di saldatura e alla degradazione plastica.
⑤ Utilizzare in modo appropriato i distaccanti e prestare attenzione a rimuovere frequentemente gli aerosol e altre sostanze attaccate alla superficie dello stampo.
Le tensioni residue del pezzo possono essere eliminate con un trattamento termico di ricottura subito dopo lo stampaggio per ridurre la generazione di cricche.

1.2 Aspetti dello stampo
① L'espulsione deve essere bilanciata. Ad esempio, il numero di perni di espulsione e l'area della sezione trasversale devono essere sufficienti, l'angolo di sformo deve essere sufficiente e la superficie della cavità deve essere sufficientemente liscia da impedire la formazione di cricche dovute alla concentrazione di tensioni residue nell'espulsione causate da forze esterne.
② La struttura dei pezzi non deve essere troppo sottile e le transizioni ad arco devono essere utilizzate il più possibile nelle parti di transizione per evitare la concentrazione di tensioni causata da spigoli e smussi.
③ Utilizzare il minor numero possibile di inserti metallici per evitare che le sollecitazioni interne aumentino a causa dei diversi tassi di ritiro tra l'inserto e il prodotto finito.
④ Per i pezzi a fondo profondo è necessario prevedere adeguate prese d'aria di sformatura per evitare la formazione di una pressione negativa da vuoto.
⑤ Il canale di colata è abbastanza grande da permettere al materiale del canale di colata di uscire dallo stampo prima che abbia il tempo di solidificarsi, facilitando il distacco dello stampo.
⑥ Il collegamento tra la boccola del flusso principale e l'ugello deve impedire che il materiale freddo e duro venga trascinato e faccia aderire il pezzo allo stampo fisso.

1.3 Materiali
① Il contenuto di materiali riciclati è troppo elevato, il che rende i componenti deboli.
② Se l'umidità è troppo elevata, alcune materie plastiche reagiscono con il vapore acqueo, rendendosi deboli e causando crepe e rotture.
③ Se il materiale stesso non è adatto all'ambiente in cui viene lavorato o è di scarsa qualità, la contaminazione ne causerà la rottura e la frattura.

1.4 Aspetti della macchina
La capacità di plastificazione del stampaggio a iniezione deve essere adeguato. Se è troppo piccolo, la plastificazione sarà insufficiente, non sarà completamente miscelato e diventerà fragile. Se è troppo grande, si degrada.
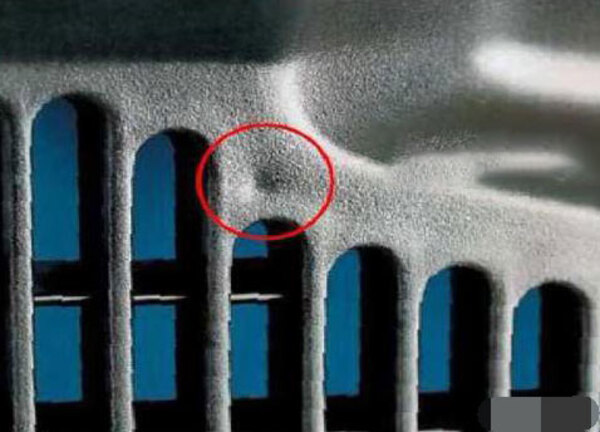
2. I prodotti stampati a iniezione presentano bolle
Le bolle (bolle di vuoto) sono bolle di vuoto in cui il gas è molto sottile. In generale, se si riscontrano bolle al momento dell'apertura dello stampo, si tratta di un problema di interferenza del gas. Le bolle da vuoto si formano a causa di un riempimento insufficiente della plastica o di una bassa pressione. Con il rapido raffreddamento dello stampo, il combustibile a contatto con la cavità viene tirato, con conseguente perdita di volume.

Soluzione
① Aumentare l'energia di iniezione: pressione, velocità, tempo e volume del materiale e aumentare la contropressione per riempire lo stampo.
Aumentare la temperatura del materiale e renderlo scorrevole. Abbassare la temperatura del materiale per ridurre il ritiro e aumentare la temperatura dello stampo, in particolare la temperatura locale dello stampo dove si forma la bolla di vuoto.
③ Collocare il cancello nella parte spessa del pezzo per migliorare le condizioni di flusso dell'ugello, del canale e del cancello e ridurre il consumo di pressione.
④ Migliorare le condizioni di scarico della muffa.

3. Deformazione di ordito dei prodotti stampati a iniezione
La deformazione, la flessione e la torsione dei prodotti stampati a iniezione sono causate principalmente dal fatto che il tasso di contrazione nella direzione del flusso è maggiore di quello nella direzione verticale durante lo stampaggio della plastica, con conseguenti tassi di contrazione diversi in ciascuna direzione e la conseguente deformazione dei pezzi. Inoltre, a causa dell'inevitabile processo di riempimento dello stampo durante lo stampaggio a iniezione, all'interno del pezzo rimane una grande tensione interna che causa la deformazione. Queste sono tutte manifestazioni della deformazione causata dall'orientamento delle sollecitazioni. Pertanto, in linea di massima, la progettazione dello stampo determina la tendenza alla deformazione dei pezzi. È molto difficile sopprimere questa tendenza modificando le condizioni di stampaggio. La soluzione definitiva al problema deve partire dalla progettazione e dal miglioramento dello stampo. Questo fenomeno è causato principalmente dai seguenti aspetti:

3.1 Aspetti dello stampo
① Assicurarsi che lo spessore e la qualità di tutti i pezzi siano coerenti.
② Progettare il sistema di raffreddamento per garantire che la temperatura di tutte le parti della cavità dello stampo sia costante. Progettare il sistema di chiusura per garantire che il materiale fluisca simmetricamente per evitare deformazioni causate da direzioni di flusso e tassi di contrazione diversi. Aumentare il più possibile lo spessore del canale di colata e del canale principale per i pezzi difficili da riempire. Eliminare le differenze di densità, pressione e temperatura nella cavità.
③ Assicurarsi che le aree di transizione e gli angoli dello spessore del pezzo siano lisci e abbiano buone proprietà di stampaggio, ad esempio aumentando il margine di stampaggio, migliorando la lucidatura della superficie dello stampo e bilanciando il sistema di espulsione.
④ Assicurare un buon scarico.
⑤ Aumentare lo spessore della parete del pezzo o aumentare la direzione di antitorsione e utilizzare nervature di rinforzo per migliorare la capacità di antitorsione del pezzo.
⑥ Il materiale dello stampo non è abbastanza resistente.

3.2 Plastica
Le plastiche cristalline hanno maggiori probabilità di deformarsi rispetto alle plastiche amorfe. Inoltre, le plastiche cristalline possono correggere la deformazione attraverso il processo di cristallizzazione, che diminuisce con l'aumento della velocità di raffreddamento e la riduzione del tasso di ritiro.
3.3 Elaborazione
① La pressione di iniezione è troppo alta, il tempo di mantenimento è troppo lungo, la temperatura della massa fusa è troppo bassa e la velocità è troppo elevata, il che provoca l'aumento delle tensioni interne e la deformazione da deformazione.
② La temperatura dello stampo è troppo alta e il tempo di raffreddamento è troppo breve, il che provoca il surriscaldamento dei pezzi durante lo stampaggio e la deformazione in espulsione.
③ Ridurre la velocità della vite e la contropressione per ridurre la densità, mantenendo la quantità minima di carica per limitare la generazione di stress interno.
④ Se necessario, le parti soggette a deformazione possono essere stampate in modo morbido o dopo lo stampaggio.

4. Difetti di barre di colore, linee e fiori nei prodotti stampati a iniezione
Questo difetto si verifica principalmente nelle parti in plastica colorate con masterbatch. Sebbene la colorazione con masterbatch sia migliore di quella con polveri secche e paste coloranti in termini di stabilità del colore, purezza del colore, migrazione del colore, ecc. la distribuzione, cioè le particelle di colore, sono relativamente scarse nel diluire la plastica e nel mescolarsi uniformemente, e i prodotti finiti presentano naturalmente differenze di colore regionali.

Soluzione
① Aumentare la temperatura della sezione di alimentazione, in particolare la temperatura all'estremità posteriore della sezione di alimentazione, in modo che la temperatura sia vicina o leggermente superiore alla temperatura della sezione di fusione, in modo che il masterbatch colorato possa fondere il più rapidamente possibile quando entra nella sezione di fusione, promuovere la miscelazione uniforme con la diluizione e aumentare la possibilità di miscelazione del liquido.
Quando la velocità della vite è costante, l'aumento della contropressione aumenta la temperatura della massa fusa e l'effetto di taglio nel cilindro.
③ Modificare lo stampo, in particolare il sistema di colata. Se la porta è troppo larga, l'effetto di turbolenza è scarso al passaggio della massa fusa e l'aumento di temperatura non è elevato, per cui il risultato è irregolare e la cavità dello stampo a nastro deve essere ristretta.

5. Prodotti stampati a iniezione Restringimento e ammaccature
Quando si inietta la plastica nello stampo, questa si raffredda e si solidifica. Durante questo processo, la plastica si restringe. Questo è normale. Ma a volte il ritiro non è uniforme. In questo caso si formano delle ammaccature.
5.1 Aspetti della macchina
① Se il foro dell'ugello è troppo grande, la massa fusa rifluirà e causerà un restringimento; se è troppo piccolo, la resistenza sarà grande e la quantità di materiale sarà ridotta, causando un restringimento.
② Se la forza di serraggio non è sufficiente, il flash si ridurrà, quindi è necessario verificare se il sistema di serraggio non presenta problemi.
Se la quantità di plastificazione non è sufficiente, è necessario utilizzare una macchina con una grande quantità di plastificazione per verificare se la vite e il cilindro sono usurati.

5.2 Aspetti dello stampo
① Assicurarsi che lo spessore della parete sia uguale dappertutto e che il ritiro sia lo stesso.
② Assicurarsi che il sistema di raffreddamento e riscaldamento dello stampo mantenga la stessa temperatura per tutte le parti.
③ Assicurarsi che la porta sia liscia e non presenti troppa resistenza. Ad esempio, le dimensioni del canale principale, del canale di scorrimento e del cancello devono essere giuste, la superficie deve essere liscia e l'area di transizione deve essere curva.
④ Per i pezzi sottili, aumentare la temperatura per assicurarsi che il materiale scorra senza problemi. Per i pezzi spessi, abbassare la temperatura dello stampo.
Assicurarsi che la porta sia simmetrica e cercare di posizionarla nella parte spessa del pezzo. Assicurarsi che il pozzetto per le pallottole fredde sia sufficientemente grande.

5.3 Plastica
Le plastiche cristalline si restringono di più di quelle amorfe. Quando le si lavora, è necessario aggiungere più materiale o aggiungere qualcosa alla plastica per farla cristallizzare più velocemente e non ridursi così tanto.
5.4 Elaborazione
① La temperatura del cilindro è troppo alta e il volume cambia notevolmente, soprattutto la temperatura del forno anteriore. Per le materie plastiche con scarsa fluidità, la temperatura deve essere aumentata in modo appropriato per garantire la scorrevolezza.
② La pressione, la velocità e la contropressione di iniezione sono troppo basse e il tempo di iniezione è troppo breve, con conseguente volume o densità del materiale insufficiente e ritiro. La pressione, la velocità e la contropressione sono troppo elevate e il tempo di iniezione è troppo lungo, con conseguente formazione di bolle e restringimenti.
③ Se la quantità di materiale aggiunto è troppo grande, la pressione di iniezione sarà consumata; se è troppo piccola, la quantità di materiale sarà insufficiente.
Per i pezzi che non richiedono precisione, al termine dell'iniezione e del mantenimento della pressione, lo strato esterno è sostanzialmente condensato e indurito, ma il pezzo a sandwich è ancora morbido e può essere espulso. Può essere rimosso dallo stampo il prima possibile e lasciato raffreddare lentamente all'aria o in acqua calda. L'ammaccatura da ritiro è delicata e poco evidente e non influisce sull'uso.
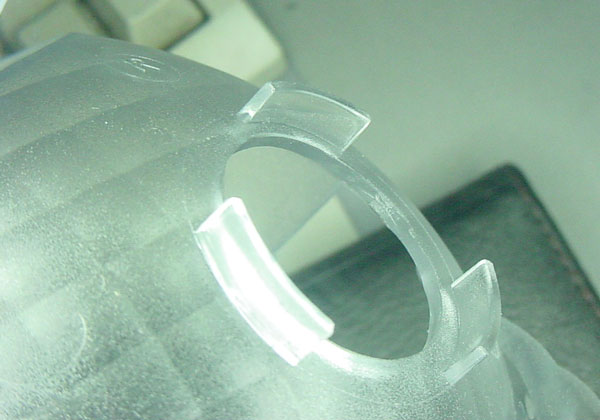
6. Difetti trasparenti nei prodotti stampati a iniezione
Macchie di fusione, striature argentate, polistirolo incrinato, parti trasparenti del plexiglass, a volte attraverso la luce si possono vedere delle striature argentate simili a filamenti scintillanti. Queste striature argentate sono anche chiamate flash spot o crepe. Ciò è dovuto allo stress generato nella direzione verticale dello sforzo di trazione, che causa l'orientamento a flusso pesante delle molecole di polimero e la differenza nella velocità di piegatura tra la parte non orientata e l'orientamento a flusso pesante.
Soluzione
① Rimuovere eventuali gas o impurità e assicurarsi che la plastica sia completamente asciutta.
② Abbassare la temperatura del materiale, regolare gradualmente la temperatura del cilindro e aumentare la temperatura dello stampo secondo le necessità.
③ Aumentare la pressione di iniezione e diminuire la velocità di iniezione.
④ Aumentare o diminuire la contropressione prima dell'iniezione e ridurre la velocità della vite.
⑤ Migliorare le condizioni di scarico del canale e della cavità dello stampo.
⑥ Pulire eventuali ostruzioni nell'ugello, nella guida e nella porta.
Per abbreviare il ciclo di stampaggio, è possibile utilizzare metodi di ricottura per eliminare le striature argentate dopo la sformatura: per il polistirene, tenere a 78°C per 15 minuti o a 50°C per 1 ora. Per il policarbonato, riscaldare a oltre 160°C per alcuni minuti.

7. I prodotti stampati a iniezione hanno colori non uniformi
Ecco le principali ragioni e soluzioni per un colore non uniforme dei prodotti stampati a iniezione:
① La scarsa diffusione del colorante spesso si traduce in disegni in prossimità del gate.
② Le materie plastiche o i coloranti hanno una scarsa stabilità termica. Per stabilizzare il tono di colore dei pezzi, è necessario fissare rigorosamente le condizioni di produzione, in particolare la temperatura del materiale, la quantità di materiale e il ciclo di produzione.
Per le materie plastiche cristalline, cercare di mantenere la velocità di raffreddamento di tutte le parti del pezzo coerente. Per i pezzi con grandi differenze di spessore delle pareti, si possono usare coloranti per mascherare la differenza di colore. Per i pezzi con spessori di parete più uniformi, la temperatura del materiale e la temperatura dello stampo devono essere fisse.
④ La forma, la forma del cancello e la posizione del pezzo hanno un impatto sul riempimento in plastica, causando differenze di colore in alcune parti del pezzo, che devono essere modificate se necessario.

8. Difetti di colore e di brillantezza dei prodotti stampati a iniezione
Nella maggior parte dei casi, la lucentezza della superficie dei pezzi stampati a iniezione è determinata dal tipo di plastica, dal colorante e dalla levigatezza della superficie dello stampo. A volte, però, i difetti di colore e lucentezza della superficie, l'oscurità della superficie, ecc. sono causati da altri motivi. Le ragioni e le soluzioni sono analizzate di seguito:
① La finitura dello stampo è scadente, la superficie della cavità presenta macchie di ruggine e così via, e lo scarico dello stampo è scadente.
② Il sistema di colata dello stampo non è buono. Il pozzo freddo deve essere ampliato, il canale di scorrimento deve essere ampliato, il canale principale deve essere lucidato e il canale e la porta devono essere lucidati.
③ La temperatura del materiale e dello stampo sono basse e, se necessario, è possibile utilizzare il riscaldamento locale del cancello.

④ La pressione di lavorazione è troppo bassa, la velocità è troppo bassa, il tempo di iniezione non è sufficiente e la contropressione non è sufficiente, con conseguente scarsa compattezza e superficie scura.
⑤ La plastica deve essere completamente plastificata, ma si deve evitare la degradazione del materiale, il riscaldamento deve essere stabile e il raffreddamento sufficiente, soprattutto per le pareti spesse.
⑥ Per evitare che il materiale freddo penetri nel pezzo, utilizzare una molla autobloccante o abbassare la temperatura dell'ugello, se necessario.
⑦ Viene utilizzato troppo materiale riciclato, la plastica o il colorante sono di scarsa qualità, mescolati con vapore acqueo o altre impurità, e il lubrificante utilizzato è di scarsa qualità.
⑧ La forza di serraggio deve essere sufficiente.
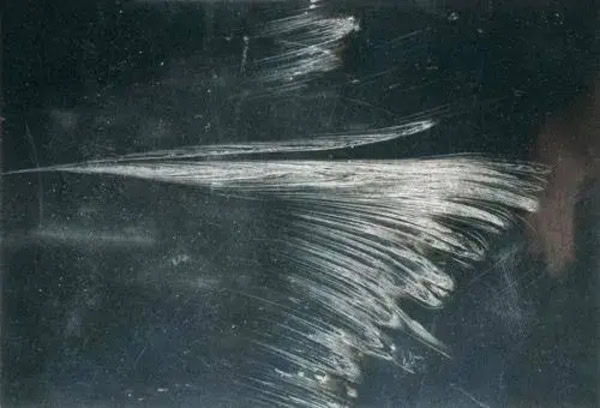
9. Prodotti per lo stampaggio a iniezione Modello d'argento
Le striature argentate sui prodotti stampati a iniezione sono causate da bolle superficiali e pori interni. La ragione principale di questi difetti è l'interferenza di gas, come vapore acqueo, gas di decomposizione, gas di solvente e aria. Analizziamo le ragioni specifiche:
9.1 Aspetti della macchina
① Il cilindro e la vite sono usurati o c'è un angolo morto nel flusso di materiale nella testa e nell'anello di gomma, che si decompone a causa del riscaldamento prolungato.
② Il sistema di riscaldamento è fuori controllo e provoca una temperatura troppo alta e una decomposizione. È necessario verificare se ci sono problemi con gli elementi di riscaldamento, come le termocoppie e le serpentine di riscaldamento. Un'errata progettazione delle viti può causare un allentamento o introdurre facilmente aria.
9.2 Aspetti dello stampo
① Ventilazione insufficiente.
② La resistenza all'attrito delle guide, delle porte e delle cavità dello stampo è elevata e provoca un surriscaldamento e una decomposizione locali.
③ Una distribuzione sbilanciata di porte e cavità e sistemi di raffreddamento irragionevoli causano un riscaldamento sbilanciato, con conseguente surriscaldamento locale o blocco dei canali d'aria.
④ L'acqua fuoriesce dal passaggio di raffreddamento ed entra nella cavità dello stampo.
9.3 Plastica
Se la plastica presenta un'elevata umidità, è stato aggiunto troppo materiale riciclato o contiene detriti dannosi (i detriti si decompongono facilmente), è necessario asciugare completamente la plastica ed eliminare i detriti.
② Per assorbire l'umidità dall'atmosfera o dal colorante, è necessario asciugare anche quest'ultimo. È consigliabile installare un essiccatore sulla macchina.
③ Se la quantità di lubrificanti, stabilizzanti, ecc. aggiunti alla plastica è eccessiva o non è miscelata in modo uniforme, o se la plastica stessa contiene solventi volatili, la decomposizione può verificarsi anche quando la plastica miscelata viene riscaldata fino a raggiungere un equilibrio difficile.
④ La plastica è contaminata e mescolata con altre plastiche.
9.4 Elaborazione
① Se la temperatura, la pressione, la velocità, la contropressione e la velocità del motore di fusione sono impostate su valori troppo elevati, può verificarsi una decomposizione. Se la pressione e la velocità sono troppo basse, il tempo di iniezione e la pressione di mantenimento sono insufficienti. Se la contropressione è troppo bassa, la densità potrebbe essere insufficiente a causa dell'impossibilità di ottenere una pressione elevata e la fusione potrebbe non avvenire. Se il gas provoca la comparsa di striature argentate, impostare temperatura, pressione, velocità e tempo adeguati. Utilizzare una velocità di iniezione multistadio.

Una bassa contropressione e una velocità di rotazione elevata possono facilmente provocare l'ingresso di aria nel cilindro e la sua penetrazione nello stampo insieme al materiale fuso. Se il ciclo è troppo lungo, il materiale fuso viene riscaldato troppo a lungo nella botte e si decompone.
③ Una quantità di materiale insufficiente, un cuscino di alimentazione troppo grande, una temperatura del materiale troppo bassa o una temperatura dello stampo troppo bassa influiscono sul flusso del materiale e sulla pressione di stampaggio e favoriscono la generazione di bolle.
10. I prodotti in plastica hanno cuciture saldate
Quando la plastica fusa si riunisce in più flussi nella cavità perché colpisce fori di inserimento, aree con velocità di flusso diverse e aree in cui il flusso del materiale di riempimento dello stampo è interrotto, crea linee di saldatura lineari perché non riesce a fondersi completamente. Inoltre, quando il cancello riempie lo stampo, si creano linee di saldatura la cui resistenza e le cui altre proprietà sono molto deboli. Le ragioni principali sono analizzate di seguito:
10.1 Elaborazione
① La pressione e la velocità di iniezione sono troppo basse e la temperatura del cilindro e dello stampo è troppo bassa, il che provoca un raffreddamento prematuro della massa fusa che entra nello stampo e la formazione di linee di saldatura.
Quando la pressione e la velocità di iniezione sono troppo elevate, si verifica la formazione di spruzzi e la comparsa di linee di saldatura.
③ È necessario aumentare la velocità di rotazione e la contropressione per ridurre la viscosità della plastica e aumentare la densità.
④ Le materie plastiche devono essere asciugate bene e i materiali riciclati devono essere usati con parsimonia. Le linee di saldatura possono verificarsi anche se si usa troppo distaccante o se la qualità è scarsa.
⑤ Ridurre la forza di serraggio e facilitare lo scarico.

10.2 Aspetti dello stampo
① Se ci sono troppi cancelli nella stessa cavità, ridurre il numero di cancelli o posizionarli in modo simmetrico, oppure posizionarli il più vicino possibile al giunto di saldatura.
② Se lo scarico sul giunto saldato è scarso, installare un sistema di scarico.
③ Il canale di colata è troppo grande e il sistema di chiusura non è dimensionato correttamente. Aprire il gate per evitare che la colata scorra intorno ai fori degli inserti, oppure utilizzare il minor numero possibile di inserti.
④ Se lo spessore della parete varia troppo o è troppo sottile, rendere uniforme lo spessore della parete del pezzo.
Se necessario, aprire un pozzetto di fusione sul cordone di saldatura per separare il cordone di saldatura dal prodotto.
10.3 Plastica
① Se la plastica è poco fluida o sensibile al calore, aggiungere lubrificanti e stabilizzanti secondo necessità.
② La plastica contiene spesso impurità, quindi, se necessario, sostituitela con plastica di qualità superiore.
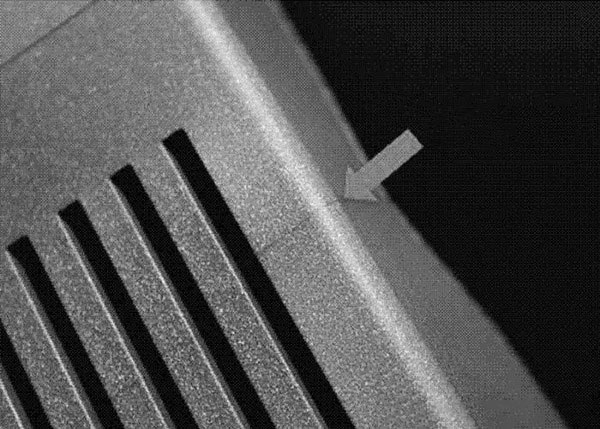
11.Segni di vibrazione su prodotti stampati a iniezione
Le parti in plastica dura, come il PS, presentano queste increspature dense sulla superficie in prossimità del gate, che a volte sono chiamate linee di vibrazione. Ciò accade perché quando la viscosità della colata è troppo elevata e lo stampo si riempie in modo stagnante, il materiale anteriore si condensa rapidamente e si restringe non appena tocca la superficie della cavità, e la colata successiva spinge il materiale freddo che si è ristretto e continua il processo. Questo continuo avanti e indietro fa sì che il flusso di materiale crei modelli di vibrazioni superficiali durante l'avanzamento.
Soluzione
① Per aumentare la temperatura del cilindro, in particolare quella dell'ugello, è necessario aumentare anche la temperatura dello stampo.
② Aumentare la pressione e la velocità di iniezione per riempire rapidamente la cavità dello stampo.
③ Aumentare le dimensioni del canale di flusso e del cancello per evitare una resistenza eccessiva.
Assicurarsi che lo stampo sia ben ventilato e che abbia un pozzo di raccolta del freddo sufficientemente grande.
⑤ Non fare pezzi troppo sottili.

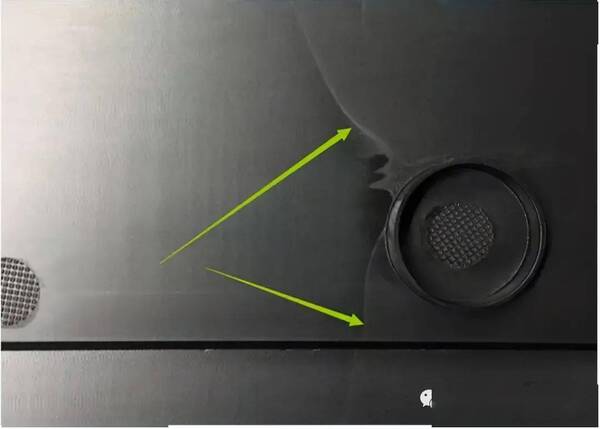
12.Rigonfiamento e formazione di bolle nei prodotti stampati ad iniezione
Alcune parti in plastica, dopo lo stampaggio e lo sformaggio, presentano presto rigonfiamenti o bolle sul retro dell'inserto metallico o in aree particolarmente spesse. Questo fenomeno è causato dall'espansione dei gas rilasciati dalla plastica non completamente raffreddata e indurita sotto l'azione della pressione interna.
Soluzione
① Raffreddare. Abbassare la temperatura dello stampo, mantenere lo stampo aperto più a lungo e abbassare la temperatura di essiccazione e lavorazione del materiale.
② Rallentare la velocità di iniezione, abbreviare il ciclo di stampaggio e ridurre la resistenza al flusso.
③ Aumentare la pressione e il tempo di mantenimento.
④ Risolvere il problema in cui la parete del pezzo è troppo spessa o lo spessore varia molto.

Conclusione
Stampaggio a iniezione I difetti possono compromettere la qualità del prodotto, l'efficienza produttiva e i costi complessivi. Ma se riuscite a capire cosa causa questi difetti e a risolverli, potete rendere il vostro processo più affidabile, ridurre il tasso di scarti e produrre pezzi sempre buoni. Tuttavia, è necessario continuare a lavorare. Non si può semplicemente correggere il processo e dimenticarsene. È necessario continuare a migliorare, mantenere e monitorare per ottenere i migliori risultati dallo stampaggio a iniezione.







