 Vai al contenuto
Vai al contenuto 

Introduzione: La linea di divisione è la linea in cui lo stampo si apre per rimuovere il prodotto. La scelta della linea di divisione è anche il primo passo nella progettazione dello stampo. Essa è influenzata da molti fattori, quali la forma, l'aspetto, lo spessore delle pareti, la precisione dimensionale e il numero di cavità dello stampo del prodotto.
Per i prodotti generici, credo che tutti non abbiano problemi con la determinazione della linea di separazione. Ma per molte trazioni laterali del nucleo, o quando si tratta di posizione del cuscino, collisione e inserimento.

Si tratta di questioni controverse. La scelta a volte non è semplice. Pertanto, Zetar Mold parlerà di come scegliere la linea di divisione e di come determinare la linea di divisione.
Il significato della superficie di separazione
La cosiddetta troncatura consiste nel dividere il nucleo dello stampo della parte stampata del pezzo in plastica in più moduli. La superficie di contatto tra i moduli è denominata superficie di separazione, detta anche superficie di separazione.La linea di separazione nello stampaggio a iniezione si riferisce alle linee visibili sulla superficie di separazione dello stampo che si formano durante la lavorazione. processo di stampaggio a iniezione .
Nello stampaggio a iniezione, la posizione della linea di separazione determina la separazione dello stampo e l'aspetto del pezzo stampato. La linea di separazione si trova sul bordo del pezzo stampato, tra l'anima e la superficie della cavità. La linea di divisione comprende la linea di divisione verticale, la linea di divisione dello stampo, la linea di divisione diritta, ecc.

Nella progettazione dello stampaggio a iniezione, la linea di divisione determina la posizione di apertura e chiusura delle metà dello stampo. La posizione della linea di divisione è strettamente correlata all'accoppiamento dell'anima e della cavità e influisce direttamente sull'aspetto del pezzo stampato. Durante il processo di stampaggio a iniezione, la linea di divisione formerà una linea testimone sulla superficie del prodotto finito, riflettendo l'accuratezza del progetto dello stampo.
Tipi di superfici di separazione
Superfici di troncatura piane
Le superfici di separazione su uno stampo sono piuttosto comuni e semplici. Si tratta di piani perpendicolari alla direzione di apertura dello stampo.

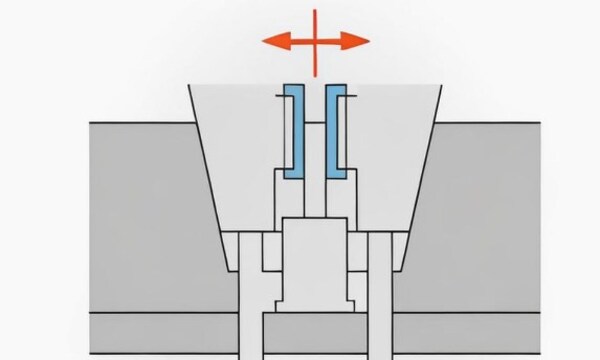
Superfici di troncatura a gradini
In base ai requisiti specifici di alcune parti in plastica, le superfici di separazione sono progettate a gradini. Per le linee di separazione a gradini, poiché vi è una grande forza su un lato della cavità, vengono generate forze eccentriche di iniezione su entrambi i lati della cavità, con conseguente tendenza allo scorrimento relativo tra il semistampo fisso e il semistampo mobile.
La direzione di scorrimento è illustrata nella figura seguente. Pertanto, la superficie di separazione con un gradino poco profondo (il lato con una maggiore area di proiezione verticale) deve essere selezionata per prima.

Quando si imposta lo stampo, assicurarsi di impostare le due cavità in modo simmetrico. Se la differenza di passo della superficie di separazione a gradini è troppo grande, si consiglia di progettare una posizione a cuscino e di realizzare localmente una superficie di separazione a gradini.
Alcuni pezzi hanno molti gradini. Se la superficie di separazione viene progettata in base alla forma a gradini, la superficie di separazione diventa complicata. Per semplificare la superficie di separazione, è possibile trasformarla in un piano. Lo svantaggio è che l'aspetto del pezzo sarà caratterizzato da una linea di serraggio. Pertanto, questo metodo di troncatura viene utilizzato soprattutto per i pezzi interni.
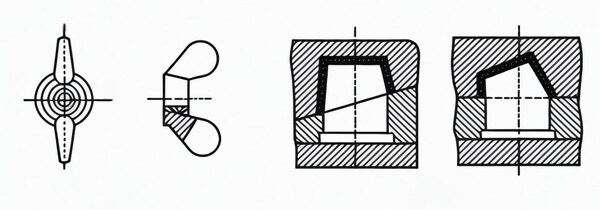
Superficie di troncatura smussata
La superficie di separazione della parte stampata viene smussata e lungo lo smusso viene creata una superficie di tenuta (per risparmiare lo stampo), quindi appiattita (per facilitare il posizionamento e la raccolta dei dati).
Principi di base per la selezione delle superfici di troncatura
La determinazione della superficie di separazione è una questione complessa. La superficie di separazione è influenzata dalla posizione di stampaggio della parte in plastica nello stampo a iniezione, dalla progettazione del sistema di colata, dalla lavorabilità strutturale e dalla precisione della parte in plastica, dalla posizione e dalla forma dell'inserto, nonché dal metodo di espulsione, stampaggio a iniezione La fabbricazione dello stampo, lo scarico, il processo operativo e altri fattori influenzano la scelta della superficie di separazione.
Pertanto, nella scelta della superficie di taglio, è necessario effettuare un'analisi e un confronto completi. In generale, per la scelta della superficie di troncatura si devono seguire i seguenti principi di base:

Deve soddisfare i requisiti di sformatura
In genere, si desidera che la parte in plastica rimanga il più possibile sul lato mobile dello stampo quando questo si apre. Questo aiuta il meccanismo di espulsione nel lato mobile dello stampo a funzionare. Altrimenti, se il pezzo rimane sul lato fisso dello stampo dopo la contrazione, è necessario inserire un meccanismo di espulsione nel lato fisso dello stampo, il che rende lo stampo più complicato.
Dopo l'apertura dello stampo, la parte rimane sulla metà mobile dello stampo e la parte in plastica può essere espulsa dal sistema di espulsione della macchina a iniezione e dal meccanismo di espulsione dello stampo a iniezione.
A volte, anche se si sceglie una linea di separazione che mantiene le parti in plastica sul lato dello stampo mobile, le diverse posizioni influiscono comunque sulla complessità della struttura dello stampo a iniezione e sulla difficoltà di impilare le parti in plastica. Anche se le parti in plastica rimangono sullo stampo mobile dopo la linea di separazione, è difficile impostare un meccanismo di espulsione efficace quando la distanza tra i fori è piccola.
Anche se è possibile installarla, la forza di espulsione richiesta è elevata, il che aumenterà la complessità della struttura dello stampo a iniezione e causerà facilmente conseguenze negative, come la deformazione e l'apertura delle parti in plastica.
Si deve prendere in considerazione la struttura semplificata dello stampo
Se i requisiti di precisione strutturale per le caratteristiche laterali non sono elevati, si può cercare di evitare l'uso del meccanismo di estrazione dell'anima laterale (slider), semplificare la struttura dello stampo, ridurne le dimensioni e ridurre in qualche misura il costo dello stampo. Se non è possibile evitare l'uso di un meccanismo di estrazione dell'anima laterale (slider), scegliere una linea di divisione che consenta la distanza più breve possibile tra le anime laterali e riduca le dimensioni dello stampo.

Inoltre, assicurarsi che l'anima grande sia nella direzione di apertura dello stampo, poiché la forza di serraggio è elevata. Se si trova sul lato dello stampo con il meccanismo laterale, non è facile da sformare.
Garantire i requisiti di precisione delle parti in plastica
Se la dimensione dell'altezza nella direzione perpendicolare alla superficie di divisione ha requisiti di precisione elevati, o la forma o il foro interno hanno requisiti di coassialità elevati, dovrebbero essere posizionati nella stessa cavità del semistampo il più possibile per garantirne la precisione.

Se la superficie dello stampo che richiede un'elevata precisione per la parte in plastica è divisa dalla superficie di separazione, possono verificarsi deviazioni di forma e dimensione che non possono essere consentite a causa dell'influenza della forza di serraggio dello stampo e la parte in plastica può essere scartata perché non può soddisfare i requisiti di precisione richiesti.
Soddisfare i requisiti di qualità dell'aspetto delle parti in plastica
La scelta della linea di divisione deve evitare di compromettere la qualità estetica del pezzo in plastica. Allo stesso tempo, è necessario considerare se la bava generata sulla linea di separazione è facile da tagliare.
Se possibile, evitare l'appannamento in corrispondenza della linea di demarcazione. La formazione di bagliori in corrispondenza dell'angolo arrotondato è difficile e compromette l'aspetto del pezzo in plastica: Il flash in corrispondenza dell'angolo arrotondato è facile e non influisce sull'aspetto della parte in plastica.
Stampi a iniezione di facile lavorazione e produzione
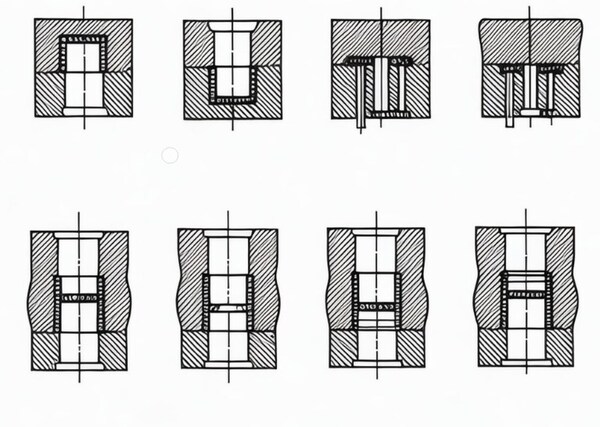
Per facilitare la lavorazione e la produzione di stampi a iniezione, cercate di scegliere una superficie di divisione diritta o una superficie di divisione facile da lavorare. Se si utilizza una superficie di divisione diritta, la forma dell'estremità inferiore del pezzo in plastica viene realizzata sull'asta di spinta.
Questa asta di spinta è difficile da lavorare e durante l'assemblaggio è necessario adottare misure antirotazione. Se si utilizza una superficie di separazione a gradini, è facile da lavorare, ma l'anima e l'ammina dello stampo sono difficili da lavorare. Se si utilizza una superficie di separazione inclinata, la lavorazione è più semplice.
Riduzione dell'area di proiezione della parte in plastica sulla superficie di divisione dello stampo
Quando si progetta la superficie di separazione di uno stampo a iniezione, la macchina a iniezione di solito specifica l'area di stampaggio e la forza di chiusura nominale consentita per lo stampo a iniezione corrispondente. processo di stampaggio a iniezioneSe l'area proiettata della parte in plastica sulla superficie di divisione dello stampo supera l'area di stampaggio consentita, lo stampo si espande e trabocca.

A questo punto, anche la forza di serraggio necessaria per lo stampaggio a iniezione supererà la forza di serraggio nominale. Pertanto, per bloccare lo stampo in modo affidabile ed evitare l'espansione e il traboccamento dello stampo, l'area proiettata della parte in plastica sulla superficie di divisione deve essere ridotta al minimo quando si sceglie la superficie di divisione.
Se l'area proiettata della parte in plastica sulla superficie di divisione dello stampo è grande, l'affidabilità di bloccaggio dello stampo è scarsa; se si utilizza la superficie di divisione, l'area proiettata della parte in plastica sulla superficie di divisione dello stampo è piccola, il che garantisce l'affidabilità di bloccaggio dello stampo.
Favorisce il miglioramento dell'effetto di scarico
La superficie di separazione deve essere il più vicino possibile alla superficie della parete interna della cavità, dove si trova la fine del flusso di plastica fusa quando la cavità è riempita. L'effetto di scarico è scarso: la struttura favorisce lo scarico durante il processo di iniezione, quindi la troncatura è ragionevole.

La profondità della cavità deve essere la più bassa possibile.
La profondità della cavità dello stampo ha tre effetti sulla struttura e sulla produzione dello stampo: attualmente, la cavità dello stampo viene realizzata principalmente mediante elettroerosione. Quanto più profonda è la cavità, tanto più lungo è il tempo necessario per realizzarla, con conseguente rallentamento del processo di produzione dello stampo e costi maggiori. Più profonda è la cavità, più spessi sono gli stampi mobili e fissi.
Da un lato, la lavorazione è più difficile; dall'altro, diverse macchine a iniezione hanno determinate restrizioni sullo spessore massimo dello stampo, quindi la profondità della cavità non deve essere eccessiva. Più profonda è la cavità, maggiore è la differenza di dimensioni effettive tra le estremità superiori e inferiori della stessa dimensione allo stesso tiraggio.

Se si vuole controllare la tolleranza dimensionale specificata, il tiraggio deve essere ridotto, il che renderà difficile l'espulsione del pezzo in plastica. Pertanto, nella scelta della superficie di troncatura, la cavità deve essere il più superficiale possibile.
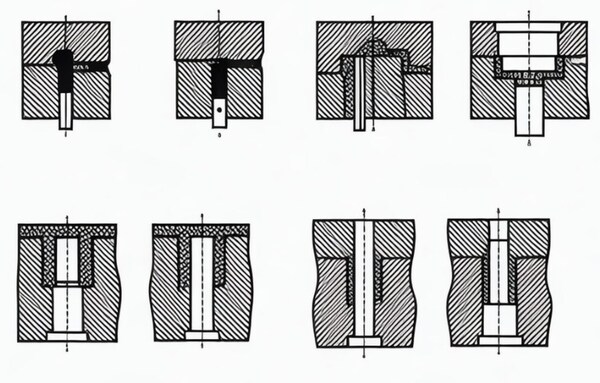
Impostare il meccanismo di estrazione laterale del nucleo sul lato dello stampo mobile.
Quando si progetta la superficie di separazione del stampo a iniezioneSe la parte in plastica deve essere estratta lateralmente, per garantire un facile posizionamento dell'anima laterale e un funzionamento regolare del meccanismo di estrazione dell'anima, quando si seleziona la superficie di separazione, si deve scegliere la superficie di separazione più superficiale.

Utilizzare quindi il foro o il convesso laterale corto come direzione di estrazione dell'anima. Posizionare il foro più profondo o il convesso più alto nella direzione di apertura e chiusura dello stampo. Cercare di posizionare il meccanismo di estrazione laterale dell'anima sul lato dello stampo mobile.
Metodi per la determinazione della superficie di troncatura
Simulazione Metodo di assemblaggio
Il metodo di simulazione dell'assemblaggio consiste nel simulare l'assemblaggio in base alla struttura del modulo e alla struttura della parte in plastica per determinare la superficie di separazione dello stampo. Le fasi specifiche sono le seguenti: per prima cosa, inserire la struttura del modulo e la struttura della parte in plastica e bloccarle per ottenere la struttura complessiva dello stampo.
Dividere i componenti della struttura della parte in plastica in base ai requisiti della superficie di separazione (come la sequenza di stampaggio e la direzione di sformatura) e contrassegnare le parti corrispondenti nella struttura del modulo.

Estrudendo, ruotando e inclinando ciascun componente, si determinano la posizione e la direzione della superficie di separazione e si ottiene infine la superficie di separazione dello stampo.
Metodo di copia
Il metodo di copiatura consiste nel copiare ogni componente della struttura della parte in plastica con una lastra acrilica, quindi disporli secondo un certo schema in base alla sequenza di stampaggio per ottenere l'intera struttura dello stampo e quindi determinare la superficie di divisione dello stampo mediante confronto. Le fasi specifiche sono le seguenti:

Copiare ogni componente della struttura del pezzo in plastica con una lastra acrilica, disporli in una sequenza di stampaggio e segnare la sequenza e la direzione su ogni componente. Disporre le copie in un certo schema per simulare l'assemblaggio in una struttura di stampo. Determinare la posizione e la direzione della superficie di separazione per confronto.
Metodo del diagramma schematico
Il metodo del diagramma schematico consiste nel far coincidere la sezione trasversale della parte in plastica con la vista piana dello stampo per determinare la superficie di separazione. Le fasi specifiche sono le seguenti:

Realizzare un disegno che mostri l'aspetto della parte in plastica quando viene tagliata a metà. Guardate la vista dall'alto dello stampo e trovate la vista che corrisponde al disegno. Su quella vista, disegnate la forma e la posizione delle parti dello stampo e decidete dove lo stampo sarà diviso.
Progettazione assistita da computer
Il CAD consiste nel separare ogni parte attraverso una simulazione al computer basata sull'operazione di stampaggio virtuale, per poi determinare la superficie di separazione. Le fasi specifiche sono le seguenti: utilizzare il computer per disegnare la struttura della parte in plastica e la struttura del modulo, simulare l'assemblaggio e separare le parti in base all'ordine di stampaggio.
Attraverso la simulazione al computer dell'estrusione, della rotazione e dell'inclinazione di ciascun pezzo, si determinano la posizione e la direzione della superficie di separazione e si ottiene infine la superficie di separazione dello stampo.

Sintesi
Decidere dove dividere lo stampo è una questione importante. Influisce sul funzionamento dello stampo, sul costo e sulla qualità dei pezzi. La superficie di divisione può essere suddivisa in piani, superfici a gradini, superfici inclinate e superficie curva.
Quando si sceglie la linea di divisione, bisogna pensare all'aspetto del pezzo, al modo in cui esce dallo stampo, al grado di difficoltà dello stampo e alla facilità di lavorazione. Se si sceglie la linea di divisione giusta, si può migliorare lo stampo, realizzare i pezzi più velocemente e produrre pezzi migliori.







