 Vai al contenuto
Vai al contenuto 

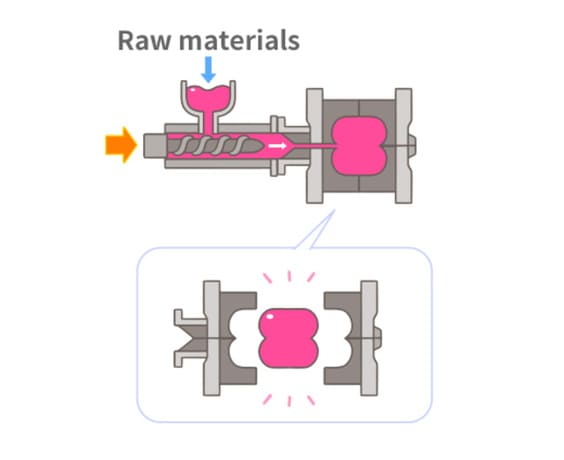
Lo stampaggio a iniezione è un processo produttivo che produce pezzi da materiali plastici termoplastici o termoindurenti. Funziona forzando il materiale plastico fuso in una cavità dello stampo.
Lo stampaggio a iniezione è utilizzato per produrre un'ampia varietà di pezzi, da piccoli componenti elettronici a interi pannelli di carrozzeria per automobili. Prodotti stampati ad iniezione sono presenti in una varietà di settori e applicazioni, per cui l'uniformità del colore è una caratteristica importante da considerare.
In questo post definiremo il termine "coerenza del colore" e parleremo di come controllare e misurare la coerenza del colore. Per garantire che i vostri prodotti soddisfino le aspettative e i requisiti dei vostri clienti.
È importante conoscere la consistenza del colore di prodotti stampati a iniezioneche vi aiuterà a creare specifiche di prodotto accurate e a evitare qualsiasi confusione o problema nel processo di produzione.

Definizione della differenza di colore dei prodotti stampati a iniezione
La differenza di colore di prodotti stampati a iniezione è la variazione di colore che può verificarsi quando il prodotto è prodotto in serie. Di solito è causata dall'uso di lotti diversi di materie prime o da variazioni nel processo di produzione.
Sebbene sia possibile controllare alcune fonti di variazione del colore, come l'utilizzo di lotti omogenei di materie prime, spesso non è possibile eliminare tutte le fonti di variazione del colore.
Di conseguenza, i prodotti stampati a iniezione presentano solitamente un certo grado di variazione del colore. Questa variazione può essere controllata attraverso misure di controllo della qualità, come la misurazione del colore di ciascun prodotto e lo scarto di quelli non conformi alle specifiche.
È importante notare, tuttavia, che anche i prodotti conformi alle specifiche possono presentare un certo grado di variazione del colore.

Cause delle differenze di colore nei prodotti stampati a iniezione
La causa della variazione di colore in prodotti per lo stampaggio a iniezione possono essere ricondotti ai pigmenti utilizzati nel processo di produzione. I pigmenti sono solitamente costituiti da metalli o altri materiali che assorbono o riflettono diverse lunghezze d'onda della luce per produrre una gamma di colori.
I pigmenti per lo stampaggio a iniezione sono solitamente composti da biossido di titanio, che è bianco quando è sospeso nella plastica trasparente. Tuttavia, quando viene esposto alla luce ultravioletta, assorbe una parte della luce e riflette il resto, dando vita a una gamma di colori.
Altre cause di differenze di colore possono essere il tipo di plastica utilizzata, la temperatura dello stampo e la pressione del processo di stampaggio a iniezione.
Una delle principali cause di variazione del colore nei prodotti stampati a iniezione è il tipo di polimero utilizzato. Polimeri diversi hanno colori intrinseci diversi, che possono dare luogo a un prodotto finale di colore diverso da quello desiderato.
Inoltre, anche le condizioni di lavorazione del processo di stampaggio a iniezione possono influire sul colore finale dei prodotti.
Ad esempio, se la temperatura è troppo alta o troppo bassa, il polimero può cambiare colore. Infine, anche le impurità presenti nelle materie prime utilizzate per la produzione del polimero possono causare cambiamenti di colore.
Queste impurità possono provenire da una serie di fonti, tra cui l'inquinamento atmosferico e la contaminazione da parte della produzione di stampaggio a iniezione processo.
Pertanto, è importante controllare attentamente tutti gli aspetti del processo di stampaggio a iniezione per ottenere un prodotto con un colore uniforme.
Un'altra delle cause più comuni di variazione del colore nei prodotti stampati a iniezione è l'errata temperatura di fusione. Se la macchina di stampaggio non è calibrata correttamente, la resina plastica non si fonde in modo uniforme, causando striature o aree di colore diverso nel prodotto finale.
Un'altra causa di variazione del colore è rappresentata dalle impurità presenti nella resina plastica. Anche piccole quantità di polvere o altri contaminanti possono causare differenze di colore evidenti nel prodotto finito. Infine, anche le variazioni di illuminazione possono influire sull'aspetto di un colore.
Ad esempio, l'illuminazione fluorescente può far apparire i colori più brillanti rispetto alla luce naturale del sole. Comprendendo i vari fattori che possono influenzare il colore, produttori di stampaggio a iniezione possono adottare misure per garantire che i loro prodotti soddisfino le aspettative dei clienti.
Ad esempio, l'illuminazione fluorescente può far apparire i colori più brillanti rispetto alla luce naturale del sole. Comprendendo i vari fattori che possono influenzare il colore, i produttori possono prendere provvedimenti per garantire che i loro prodotti soddisfino le aspettative dei clienti.

Come controllare e misurare la differenza di colore dei prodotti stampati a iniezione?
Pochi settori sono così orientati ai processi e ai dettagli come quello dello stampaggio a iniezione. Ciò è dovuto in gran parte al fatto che i prodotti stampati a iniezione devono soddisfare specifiche molto particolari per essere efficaci. Di conseguenza, i produttori devono essere in grado di controllare e misurare la differenza di colore dei loro prodotti.
Esistono diversi modi per farlo. In primo luogo, un produttore può utilizzare uno spettrofotometro per misurare l'assorbimento della luce da parte del prodotto. Questo metodo è accurato, ma può richiedere molto tempo.
In secondo luogo, il produttore può utilizzare un colorimetro per misurare la riflettanza del prodotto. Questo metodo non è preciso come l'utilizzo di uno spettrofotometro, ma è molto più veloce.
Infine, il produttore può confrontare il colore del prodotto con un campione di controllo. Questo metodo è facile e veloce, ma non sempre è affidabile. In definitiva, il modo migliore per controllare e misurare le differenze di colore in prodotti stampati a iniezione è quello di utilizzare una combinazione di tutti e tre i metodi.
Utilizzando più metodi, i produttori possono assicurarsi che i loro prodotti soddisfino tutte le specifiche e che possano fornire prodotti di qualità costante ai loro clienti.
Suggerimenti per controllare la differenza di colore dei prodotti stampati a iniezione
1. Evitare di utilizzare materiali riciclati: I materiali riciclati hanno maggiori probabilità di contenere impurità, che possono causare variazioni di colore.
2. Utilizzare materie prime di alta qualità: Anche l'uso di materie prime di scarsa qualità può causare variazioni di colore. Assicuratevi di utilizzare solo resine e pigmenti di alta qualità.
3. Regolare la temperatura dello stampo: La temperatura dello stampo ha un grande impatto sul colore finale del prodotto. Un calore eccessivo fa sbiadire i pigmenti, mentre un calore troppo basso fa apparire il colore più opaco. Sperimentate con diverse temperature per trovare l'impostazione perfetta per il vostro progetto.
4. Utilizzare i concentrati di colore: I concentrati di colore sono soluzioni di pigmenti premiscelati che possono aiutare a ottenere un colore uniforme.
5. Utilizzare uno stampatore esperto: Uno stampatore esperto possiede le conoscenze e l'esperienza necessarie per evitare le cause più comuni di variazione del colore. Sarà inoltre in grado di regolare il processo di stampaggio per tenere conto di eventuali problemi.
Controllo della differenza di colore dei prodotti stampati a iniezione
Sono molti i fattori che influenzano la differenza di colore di prodotti stampati a iniezione, tra cui la resina della materia prima, il masterbatch di colore (o polvere di colore), la miscelazione del masterbatch di colore con la materia prima, il processo di stampaggio a iniezione, la macchina per lo stampaggio a iniezione, lo stampo, ecc.
A causa dell'ampia gamma di fattori coinvolti, la tecnologia di controllo della differenza di colore è anche una delle tecniche più difficili da padroneggiare nello stampaggio a iniezione. Nel processo di produzione attuale, in genere controlliamo la differenza di colore in base ai seguenti sei aspetti.
Eliminare l'influenza delle macchine per lo stampaggio a iniezione e dei fattori dello stampo
Per scegliere il stampaggio a iniezione Se la macchina per lo stampaggio a iniezione presenta problemi come l'angolo morto del materiale, è meglio sostituire l'attrezzatura.
Il sistema di colata dello stampo, la fessura di scarico, ecc. che causano la differenza di colore, possono essere risolti dalla parte corrispondente dello stampo di manutenzione dello stampo. I problemi della macchina di stampaggio a iniezione e dello stampo devono essere risolti prima di organizzare la produzione per ridurre la complessità del problema.
Eliminare l'influenza della resina della materia prima e del masterbatch di colore
Il controllo delle materie prime è la chiave per risolvere completamente la differenza di colore. Pertanto, soprattutto nella produzione di prodotti di colore chiaro, non possiamo ignorare l'ovvia influenza della diversa stabilità termica della resina delle materie prime sulla fluttuazione del colore dei prodotti.
Perché la maggior parte produttori di stampaggio a iniezione non producono masterbatch o masterbatch plastici, l'attenzione può essere rivolta alla gestione della produzione e all'ispezione delle materie prime. Ovvero, rafforzare l'ispezione delle materie prime in entrata.
Lo stesso prodotto in produzione, per quanto possibile, utilizzando lo stesso produttore, lo stesso masterbatch di marca, la produzione di masterbatch; per il masterbatch di colore, dobbiamo effettuare un campione di prova del colore prima della produzione di massa.
Sia con l'ultima calibrazione, ma anche in questo confronto, se la differenza di colore non è grande, può essere considerata qualificata, come ad esempio il lotto di masterbatch ha una leggera differenza di colore, il masterbatch può essere miscelato di nuovo prima dell'uso, per ridurre la differenza di colore causata dalla miscelazione non uniforme del masterbatch stesso.
Allo stesso tempo, dobbiamo anche concentrarci sulla verifica della stabilità termica della resina e del masterbatch della materia prima; per quelli con scarsa stabilità termica, suggeriamo al produttore di sostituirli.
Eliminare l'influenza della miscelazione non uniforme del masterbatch
Una cattiva miscelazione del masterbatch plastico e del masterbatch colorato può anche far cambiare il colore del prodotto.
Dopo aver miscelato meccanicamente il masterbatch e il masterbatch, quando si alimenta la tramoggia attraverso il materiale di aspirazione inferiore, il masterbatch verrà separato dal masterbatch a causa dell'effetto elettrostatico e facilmente adsorbito sulla parete della tramoggia, causando inevitabilmente la variazione della quantità di masterbatch nel ciclo di iniezione e producendo così una differenza di colore.
Ciò causerà inevitabilmente la variazione della quantità di masterbatch durante il ciclo di iniezione, con conseguenti differenze di colore. Questa situazione può essere risolta portando la materia prima nella tramoggia e mescolandola manualmente.
Al giorno d'oggi, molte aziende utilizzano i dosatori per aggiungere masterbatch di colore, che consentono di risparmiare molta manodopera e forniscono un grande aiuto per il controllo della differenza di colore, ma molte aziende hanno spesso risultati insoddisfacenti a causa di un uso improprio.
La quantità di masterbatch aggiunto all'alimentatore a velocità fissa dipende dal tempo di plastificazione, che a sua volta fluttua e a volte anche di molto; quindi, per garantire una quantità costante di alimentazione, il tempo di alimentazione dell'alimentatore deve essere fisso e il tempo impostato è inferiore al tempo minimo di plastificazione.
Nell'uso di un alimentatore è necessario prestare attenzione, perché l'uscita dell'alimentatore è piccola, dopo aver utilizzato un periodo, può essere dovuto alla vite dell'alimentatore nell'accumulo di particelle di polvere di materia prima causate da un'alimentazione imprecisa, o addirittura causare l'arresto dell'alimentatore, quindi è necessario pulire regolarmente.
Riduzione dell'impatto della temperatura del barile sulla differenza di colore
La produzione si verifica spesso a causa di un guasto dell'anello di riscaldamento, o di parti di controllo del riscaldamento fuori controllo, a causa della temperatura del barile che cambia drasticamente, con conseguenti differenze di colore.
Questo tipo di ragione produce la differenza di colore è facile da determinare, in genere, il guasto dell'anello di riscaldamento produce la differenza di colore allo stesso tempo sarà accompagnato da un fenomeno di plastificazione irregolare, e la parte di controllo del riscaldamento della combustione incontrollata a lungo spesso accompagnata da una macchia di gas sottoprodotto, una grave decolorazione e persino un fenomeno di coking.
Pertanto, è necessario controllare frequentemente la parte di riscaldamento della produzione e sostituirla se risulta danneggiata o fuori controllo, per ridurre la possibilità di tali differenze di colore.
Ridurre l'impatto della regolazione del processo di stampaggio a iniezione
Quando si regolano i parametri del processo di iniezione per motivi non legati alla differenza di colore, non modificare la temperatura di iniezione, la contropressione, il ciclo di iniezione e la quantità di masterbatch colorato aggiunto, per quanto possibile.
Allo stesso tempo, osservare l'impatto della modifica dei parametri di processo sul colore e regolare la differenza di colore nel tempo.
Per quanto possibile, evitare di utilizzare un'elevata velocità di iniezione, un'alta contropressione e altri tipi di stampaggio a iniezione processi che causano un forte effetto di taglio per prevenire le differenze di colore causate dal surriscaldamento locale o dalla decomposizione termica e da altri fattori.
Controllare rigorosamente la temperatura di ogni sezione di riscaldamento del cilindro, in particolare dell'ugello e della sezione di riscaldamento vicina all'ugello.

Controllare l'influenza della temperatura della botte e della quantità di masterbatch colorati sul cambiamento di colore del prodotto
Prima di regolare la differenza di colore, è necessario conoscere l'andamento della variazione di colore del prodotto in funzione della temperatura e della quantità di masterbatch colorati.
Con la variazione della temperatura di produzione o della quantità di masterbatch, il colore del prodotto cambia in modo diverso.
Il modello di cambiamento del colore può essere determinato attraverso il processo di prova del colore. È impossibile regolare rapidamente la differenza di colore se non si conosce già la regola di cambiamento di questo colore masterbatch.
Conclusione
Per progetti con elevati requisiti di colore o progetti con più parti del prodotto, è possibile scegliere di pompare i granuli con le materie prime e i masterbatches prima della produzione a iniezione.
Il processo di estrazione può far sì che il masterbatch e la materia prima si mescolino uniformemente prima della produzione a iniezione, in modo da evitare efficacemente il problema della differenza di colore tra i diversi componenti.
Se avete un problema correlato che deve essere consultato e risolto, potete contattare ZetarMold per aiutarvi con suggerimenti e soluzioni.







