 Skip to content
Skip to content 

In the injection molding process, you can’t just rely on fancy injection molding machines and molds to get good product quality and process stability. Mold temperature is also an important variable that you need to control.
When you’re injection molding, the melt in the mold is constantly transferring heat to the surface of the cavity, which makes the mold temperature go up. If the mold temperature is high, it’s good for the molten plastic to fill the cavity, but it also makes the plastic part take longer to cool and slows down production; if the mold temperature is low, the molten plastic solidifies quickly, the molding cycle is shorter, but the plastic doesn’t flow well and the cavity might not fill completely. A well-designed mold temperature control system can shorten the cooling time and improve the quality of plastic parts; on the other hand, if the mold temperature control system is designed poorly, the molding cycle of the plastic parts will be longer, and the plastic parts might be deformed after molding.

In this blog post, I’m going to talk about why you need to control the temperature of your injection molding machine, how to choose the right temperature, how to control the temperature, common problems and solutions, and so on. I hope that through this blog post, you can understand the importance of mold temperature in the injection molding process and how to control the mold temperature. Precise control can optimize the injection molding production process and reduce the company’s production and operating costs.
Ⅰ. Mold Temperature
Mold temperature is the temperature of the mold surface that touches the part. The mold temperature depends on the plastic’s properties, the part’s design and size, performance requirements, and other process conditions like melt temperature, injection speed, injection pressure, and cycle time. The mold temperature affects how the plastic melt fills, solidifies, and forms, production efficiency, and the shape and size of the plastic part.
The temperature of the mold has a big effect on the quality and efficiency of molding plastic parts. When the mold is hotter, the melted material flows better, which helps it fill the mold and make the plastic part look good. But it takes longer for the material to cool and harden, so it’s easier to mess up the part when you take it out. For materials that can crystallize, it helps them crystallize and not change size when you store or use the part. When the mold is colder, it’s harder for the melted material to fill the mold, so the part has more stress inside, looks dull, and has problems like silver streaks and weld marks.

Different materials require different processing techniques, and different products have different surface requirements and structures. In order to produce plastic parts that meet quality requirements in the most efficient time, it is necessary to keep the mold at a certain temperature. The more stable the mold temperature, the more stable the plastic products produced will be in terms of size, shape, appearance quality, etc. Therefore, in addition to the factors of mold manufacturing, mold temperature is an important factor in controlling the quality of plastic parts. The mold temperature control method should be fully considered when designing the mold.

Ⅱ. The Necessity of Mold Temperature Control
Mold temperature has a great influence on the shrinkage of the molded part. At the same time, it also directly affects the mechanical properties of the injection molded product, and can also cause molding defects such as poor product surface. Therefore, the mold temperature must be maintained within the specified range, and the mold must be The temperature does not change with time. The temperature difference between the cavities of a multi-cavity mold must also not change. For finished products that are prone to bending and deformation, the mold temperature is often used to make the cooling rate uniform.
1.Appearance Requirements
As customers become more discerning, they have higher and higher requirements for the appearance of products. Adjusting the mold temperature is one of the effective ways to improve the appearance of products. Especially for glass fiber reinforced products, if the mold temperature is low, the fibers will easily float on the surface. Most of the current gear parts are reinforced with glass fiber, and some even increase the fiber content by up to 50%.
2.Dimensional Stability Requirements for Finished Products
For more precise gear products, in addition to appearance requirements, they also require dimensional stability. The factors that affect the dimensional stability of the product mainly include: the stability and rationality of the forming process, the stability of the temperature and humidity of the production environment, and the uniformity of the material ratio. properties, the balance of machine circulating water temperature and volume, the accuracy of mold temperature machine temperature control, etc.

3.Finished Product Physical and Mechanical Properties
For crystalline materials, if you use a high mold temperature, the product will store a lot of heat, the cooling and setting process will be long, and the crystallization temperature will be passed slowly. The finished product will have high crystallinity, large shrinkage, and good physical and mechanical properties. Crystalline raw materials such as PA, PP, PE, and POM require higher mold temperature control.
The molding cycle is also affected by the mold temperature. If the mold temperature is high, the cooling time will be longer to ensure the size of the finished product. As a result, the molding cycle will be longer, and production costs will increase.

For transparent finished products, the mold temperature needs to be used to control the crystallinity. Try to use a low mold temperature for molding to reduce the degree of crystallization.
Using mold temperature is helpful to prevent internal stress concentration. For example, when molding PC, ABS, PS and other materials, in order to prevent internal stress concentration in the part, it is usually necessary to appropriately increase the mold temperature, which is conducive to the release of internal stress in the part.

Ⅲ.The Effect of Mold Temperature on Quality Control of Injection Molded Parts
1.Effect of Mold Temperature on Product Appearance
When the temperature is higher, the resin will be more fluid, which will make the surface of the part smoother and brighter, especially for the surface aesthetics of glass fiber reinforced resin parts. It will also improve the strength and appearance of the fusion line.
As for the etched surface, if the mold temperature is low, it will be difficult for the melt to fill the root of the texture, so the surface of the product will appear bright, and the real texture on the mold surface cannot be “transferred”. After increasing the mold temperature and material temperature, the ideal etching effect can be obtained on the surface of the product.

2.Effect on Internal Stress of Products
The internal stress that forms during molding is mainly caused by the different rates of thermal shrinkage during cooling. When a product is molded, cooling starts from the surface and gradually extends to the inside. The surface shrinks and hardens first, and then the inside gradually shrinks. During this process, the difference in shrinkage speed creates internal stress.
When the residual internal stress in a plastic part is higher than the elastic limit of the resin, or when it is corroded by a certain chemical environment, cracks will appear on the surface of the plastic part. Research on transparent resins such as PC and PMMA shows that the residual internal stress is in the form of compression on the surface and in the form of tension on the inside.

The surface compressive stress depends on the surface cooling condition. A cold mold cools down the molten resin fast, resulting in high residual internal stress in the molded product. Mold temperature is the most basic condition for controlling internal stress. A slight change in mold temperature will greatly change its residual internal stress. Generally speaking, each product and resin has its minimum mold temperature limit for acceptable internal stress. When molding thin walls or long flow distances, the mold temperature should be higher than the minimum limit for general molding.

3.Improve Product Warpage
If the mold’s cooling system design is unreasonable or the mold temperature is improperly controlled, the plastic part will not cool sufficiently, causing the plastic part to warp and deform.
To control the temperature of the mold, you need to figure out the temperature difference between the male mold and the female mold, the mold core and the mold wall, and the mold wall and the insert. You need to figure out the temperature difference according to the structural characteristics of the product. This is to control the difference in cooling shrinkage speed of each part of the molding. After the plastic part is demolded, it tends to bend in the pulling direction on the side with higher temperature. This is to offset the difference in orientation shrinkage. This is to prevent the plastic part from warping and deforming according to the orientation rules.

For plastic parts with a completely symmetrical body structure, you should keep the mold temperature consistent. This will make sure that all parts of the plastic part cool down evenly.
4.Affects the Molding Shrinkage of Products
When the mold temperature is low, the molecules freeze in place faster, which makes the frozen layer of melt in the mold cavity thicker. At the same time, low mold temperature slows down the growth of crystals, which reduces the shrinkage of the product during molding. On the other hand, if the mold temperature is high, the melt cools down slowly, the relaxation time is long, the orientation is low, and it is easy to crystallize, so the actual shrinkage of the product is larger.

5.Affects the Heat Distortion Temperature of Products
For crystalline plastics, if you mold the product at a lower mold temperature, the molecular orientation and crystallization are frozen in place. When you use a higher temperature use environment or secondary processing conditions, the molecular chains will rearrange themselves and the crystallization process, causing the product to deform even well below the material’s heat distortion temperature (HDT).
The correct approach is to use the recommended mold temperature close to its crystallization temperature for production, so that the product can be fully crystallized during the injection molding stage and avoid post-crystallization and post-shrinkage in high-temperature environments.

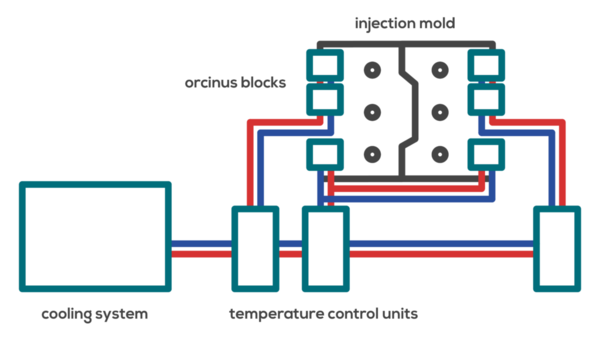
Ⅳ.Methods to Control Mold Temperature
1. The mold cavity and core should have their own cooling circuits. When designing the cooling circuits, keep in mind that the cavity and core absorb heat differently, so the thermal resistance of the circuit structure will be different. The water (or oil) temperature at the entrance of the cavity and core will have a big temperature difference. So, when designing the cooling circuits for the cavity and core, you can adjust and control the temperature separately.
2. On the other hand, when you’re trying to stop your injection molded parts from getting all bent out of shape, you need to keep the cavity and core at different temperatures, or the front and back of the mold at different temperatures.

3. From the perspective of heat exchange efficiency, make sure the flow of the cooling medium is turbulent (turbulent flow). There are two main ways to connect the loop of the cavity and core temperature control: series and parallel. In a parallel circuit, the flow rate of a branch circuit is smaller than that of the series cooling circuit. This may cause laminar flow, and the flow rate entering each circuit is not necessarily the same.
As a result, the temperature of each mold cavity cannot be consistent. Disadvantages of using series connection: The flow resistance of cooling water (oil) is large, and the temperature of cooling water (oil) at the entrance of the front cavity is significantly different from the temperature at the entrance of the last cavity. The temperature difference between the cooling water (oil) inlet and outlet changes depending on the flow rate. Generally it cannot exceed 5℃. If the performance of the mold temperature adjustment controller (machine) used can control the flow of cooling water (oil) within 2°C, the maximum temperature difference of each cavity can be maintained within the range of 2°C.

4. The temperature gradient distribution of the mold should generally surround the cavity and take the shape of concentric circles with the main channel as the center. Therefore, measures such as flow channel balancing, cavity arrangement, and concentric circular arrangement centered on the main flow channel are necessary to reduce the shrinkage error between each cavity, expand the allowable range of molding conditions, and reduce costs.
5. It is recommended to attach magnetic thermometers to the front and rear of the mold to frequently measure and record the actual temperature of the mold.

6. Use fully automatic production if possible. The mold temperature is more accurate when using fully automatic operation. With fully automatic operation, a robot takes out the product, so the time is consistent. With semi-automatic operation, it is a manual operation, and the operator has a deviation in the time of opening and closing the door and picking up the parts, which affects the thermal balance. It also affects the temperature inside the barrel.
7. Control the temperature of the water to control the temperature of the mold. This method is very accurate.
8. Use a hot runner system to control the temperature of the mold. This method is fast and accurate.
9. Use gas to heat the mold. This method is very accurate.
10. Insulate the mold. Use insulation panels or other materials to reduce heat loss. The temperature of the mold also affects the size and crystallinity of the product, which affects the performance of the product. Adjust the temperature of the mold as needed during production.

Ⅴ. What are the Principles for Selecting and Controlling Mold Temperature?
1. Different materials need different mold temperatures.
2. Different mold temperatures are needed for molds with different surface finishes and structures, so the temperature control system needs to be designed accordingly.
3. The front mold is hotter than the back mold. Usually, the difference is about 2-3 degrees Celsius.
4. The front mold needs to be hotter for spark lines than for a smooth surface. When the front mold needs to pass hot water or hot oil, the difference is usually about 40 degrees Celsius.
5. If the actual mold temperature can’t reach the required mold temperature, the mold needs to be heated. So, when designing the mold, you need to think about whether the heat from the material can meet the mold temperature requirements.

6. The material is not only consumed by thermal radiation and heat conduction, but most of the heat needs to be taken out of the mold by the circulating heat transfer medium.
7. The mold temperature should be balanced, and there should be no local overheating or overcooling.
8. The basis for setting the mold temperature is that the mold temperature must be lower than the heat deformation temperature of the plastic part material.
9. For plastics with higher viscosity, such as PC, PSU, PPO, etc., in order to improve the melt flow and mold filling properties during filling and obtain dense products, a higher mold temperature must be used. On the contrary, PE, PP, PA, etc. can use lower mold temperatures (PA+glass fiber can use high mold temperatures of 80~120℃).
10. It is not advisable to use a lower mold temperature for thick-walled parts to avoid vacuum bubbles and greater stress inside the parts.

Ⅵ. Requirements of Different Materials on Mold Temperature
Controlling the temperature of your injection molding molds is super important for making good plastic parts. Every kind of plastic has a range of temperatures that work best for making good parts. You want the plastic to flow good and fill up the mold. You want the part to shrink and warp as little as possible when you take it out of the mold. You want the size to stay the same and the part to be strong and look good. For example:
PP (polypropylene) mold temperature is controlled between 40 and 80 degrees Celsius, with 50 degrees Celsius being recommended.
PPS (polyphenylene sulfide) mold temperature is 120 to 180 degrees Celsius.

PE-HD (high-density polyethylene) mold temperature is between 50 and 95 degrees Celsius.
PC (polycarbonate) mold temperature is 70 to 120 degrees Celsius.
PBT (polybutylene terephthalate) mold temperature is 40 to 60 degrees Celsius.
PA6 (polyamide 6 or nylon 6) For thin-walled or large-area components, the mold temperature is between 80 and 90 degrees Celsius. For glass-reinforced materials, the mold temperature should be greater than 80 degrees Celsius.
PA12 (Polyamide or Nylon 12) Mold temperature is 30 to 40 degrees Celsius for unreinforced materials, 80 to 90 degrees Celsius for thin wall or large area components, and 90 to 100 degrees Celsius for reinforced materials .
ABS (acrylonitrile-butadiene-styrene copolymer) mold temperature is between 25 and 70 degrees Celsius.

Ⅶ. Conclusion
Mold temperature management is directly related to the reliability of part quality. By understanding the importance of mold temperature, using the right techniques, developing careful control strategies, and meeting challenges head-on, manufacturers can unlock the full potential of their injection molding operations.
Mold temperature is one of the most basic control parameters in the injection molding process. It is also the primary consideration in mold design. Its impact on the molding, secondary processing, and final use of the product cannot be underestimated. Mold temperature control is an ongoing process that improves part quality, increases efficiency, and gains a competitive advantage in the injection molding industry. After understanding the principles of mold temperature control, it should be much simpler to deal with the impact of temperature on injection molding molds.







