 Skip to content
Skip to content 

Le moulage par injection est une technologie indispensable à la fabrication moderne. Le système d'injection est un élément clé du processus de moulage par injection. moule d'injectionCe système a une incidence directe sur la qualité et l'efficacité de la production du produit final. Cet article présente le rôle, les types, les principes de conception et les considérations pratiques du système d'obturation des moules d'injection, ainsi que quelques études de cas qui vous aideront à comprendre son importance dans la fabrication.

Concepts de base du système d'obturation des moules d'injection
Le système d'obturation du moule d'injection peut être décrit comme celui par lequel les matières plastiques fondues sont transportées de la buse de la machine d'injection à la cavité du moule au cours de l'opération d'injection. processus de moulage par injection. Le système d'injection est un élément essentiel du moule et comprend des éléments tels que la carotte, le canal de coulée, l'injection et le puits de coulée froide.
1. La carotte : La carotte est un canal métallique qui relie la buse de la machine d'injection au canal de coulée du moule. Elle est généralement utilisée pour transporter le plastique fondu de la machine d'injection au canal de coulée. La conception de la carotte doit permettre à la matière plastique de s'écouler facilement dans la trajectoire directe, avec une perte minimale de chaleur ou de pression.
2. Coureur : Les canaux de coulée dirigent le plastique fondu de la carotte vers la porte présente dans chacun des arbres. Il doit également veiller à ce qu'une quantité adéquate de plastique atteigne chaque porte et à ce que le flux de plastique soit correct.

3. Porte : Ces portes relient le canal de coulée à la cavité du moule, cette dernière étant la région du moule qui contient le matériau de coulée. C'est le canal final par lequel le plastique est transféré dans la cavité, et la forme et la taille de ce passage ont un impact direct sur l'écoulement du plastique et la qualité globale du produit final.
4. Puits de limaces froides : Le puits de coulée froide est un composant de moule d'injection conçu pour capturer et refroidir la première partie du plastique qui entre dans la presse plutôt que de le laisser s'écouler dans la cavité. Cet élément est important car il réduit les risques de produits défectueux dus à un plastique froid.
Le rôle du système de déclenchement
L'utilisation d'un système d'injection est très importante dans le contexte de la technologie du moulage par injection. Il a plusieurs fonctions principales :
1. Guidage du plastique en fusion : Le système d'obturation dirige le flux de la forme fondue du plastique vers la cavité du moule à partir de la machine à injecter. Il garantit que le plastique peut s'écouler librement sans se bloquer ou, impérativement, sans s'écouler de manière incohérente.
2. Contrôle du débit et de la pression : L'application de la taille et de la forme permet de réguler la direction de l'écoulement du matériau et la pression de l'ensemble du plastique. Cela a un impact sur la densité globale et les propriétés mécaniques du produit particulier qui est fabriqué. Selon la compréhension et les conclusions de chacun, le contrôle de l'écoulement et de la pression du métal en fusion dans la matrice peut minimiser la formation de contraintes internes et améliorer la qualité du produit final.

3. Gestion de la température : La conception du système d'obturation influence la distribution de la chaleur dans le plastique fondu, un facteur qui a un impact sur le processus de moulage. Cela permet d'éviter la formation de défauts qui auraient pu résulter de vitesses de refroidissement différentes. La gestion de la température est d'autant plus cruciale que les conditions de moulage par injection de haute précision et de haute qualité sont plus chaudes et irrégulières.
4. Qualité de l'apparence du produit : La position et la forme du balayage de la porte ont une grande influence sur l'aspect du produit final. Par exemple, elles peuvent vous aider à éviter des problèmes préjudiciables tels que les marques d'écoulement et les lignes de soudure. Des portillons appropriés contribuent de manière significative à améliorer l'esthétique du produit, et il est particulièrement important de créer des portillons appropriés.
5. Efficacité de la production : Selon les études de cas, un système d'injection bien conçu permet de maintenir, voire de réduire le temps de cycle de l'injection. L'efficacité de la production s'en trouve accrue. Les temps de cycle courts et les taux de production rapides sont des objectifs importants dans la fabrication moderne et la conception adéquate du système de fermeture joue un rôle vital dans la réalisation de ces objectifs.

Types de systèmes de barrières
En fonction de la forme et de la fonction de la porte, les systèmes d'obturation des moules à injection sont principalement classés dans les types suivants :
1. Porte directe : Les vannes directes introduisent directement le produit cyclique fondu dans la cavité et conviennent mieux aux pièces de grande taille et à celles dont les parois sont épaisses. Leur avantage réside dans leur capacité à offrir une faible résistance à l'écoulement, alors qu'il existe un risque de formation de marques d'écoulement et de bulles, et pour les contrôler, la température du moule et la vitesse d'injection doivent être régulées.

2. Porte latérale : Les portillons latéraux alimentent le plastique fondu à partir du côté de la cavité du moule, généralement utilisé pour la formation de produits de taille moyenne et petite. Leur avantage réside dans la simplicité de la structure, ainsi que dans la facilité de traitement et d'utilisation. Toutefois, l'application de ces variétés dans les produits à parois épaisses est limitée en raison de la présence de portillons latéraux, qui affecte à son tour la distribution du flux de plastique et les lignes de soudure.

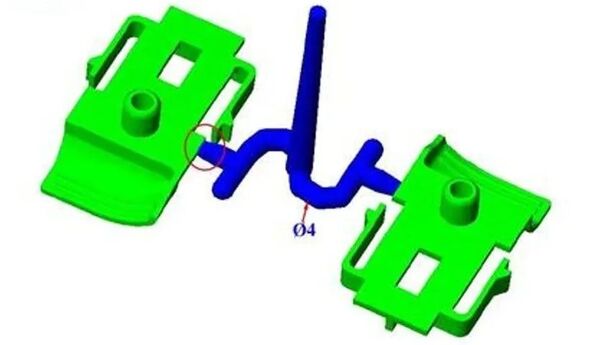
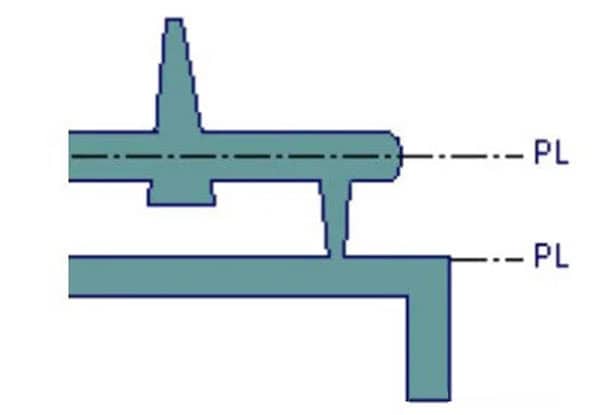
3. Porte sous-marine : Ce type de portillon est caché, normalement placé à l'intérieur ou à l'arrière du produit, surtout pour les produits qui ont un attrait cosmétique extrême. Ils ont l'avantage d'offrir des produits esthétiques, mais ils sont difficiles à travailler et nécessitent des moules de production complexes.

4. Porte de ventilateur : Les vannes à éventail répandent le plastique fondu dans la cavité, ce qui convient aux produits à parois minces ou de grande surface. Elles présentent l'avantage d'un écoulement régulier, ce qui réduit efficacement les lignes de soudure, mais elles sont difficiles à traiter et nécessitent une conception précise des canaux.

5. Porte annulaire : Les vannes à anneau conviennent aux produits en forme d'anneau ou cylindriques, assurant une distribution uniforme du plastique fondu. Ils présentent l'avantage d'un écoulement stable et conviennent aux produits de haute précision, mais les coûts de traitement sont élevés et exigent une grande précision dans la fabrication des moules.

6. Porte de chevauchement : Les portillons de chevauchement sont similaires aux portillons latéraux, mais une partie du portillon de chevauchement recouvre l'épaisseur du produit moulé, de sorte qu'aucune marque ne sera laissée sur le côté du produit moulé. Les portillons de chevauchement sont généralement utilisés pour empêcher la formation de jets. Les dimensions typiques des portillons de chevauchement sont de 0,4 à 6,4 mm d'épaisseur et de 1,5 à 12,7 mm de largeur. L'inconvénient est que l'usinage de l'opercule sur la surface de séparation est plus difficile.

Principes de conception du système de déclenchement
La conception du système d'injection a un impact direct sur l'effet du moulage par injection. Voici quelques principes clés de conception :
1. Déterminer une position raisonnable de la porte : Le portillon doit être placé là où l'épaisseur de la pièce est la plus importante ou dans la zone centrale du bloc afin d'assurer un remplissage uniforme de la cavité et d'éliminer les lignes de soudure et les marques d'enfoncement. La position de la porte doit également tenir compte du sens d'écoulement du produit ainsi que des processus ultérieurs auxquels le produit sera soumis.
2. Choisissez le type de portail approprié : Déterminer le type d'opercule adapté à une forme et à une taille particulières dépend également de l'utilisation du produit. Différents types d'opercules conviennent à différents flux et ont des effets différents sur la résistance, les capacités de remplissage et le post-traitement, de sorte que le choix du type d'opercule approprié est compliqué.

3. Optimiser la conception du coureur : Quant à la longueur du canal, elle doit être aussi courte et directe que possible pour minimiser la perte de charge et la perte de chaleur, tout en offrant la flexibilité et la capacité de moulage nécessaires pour le plastique. La géométrie et les dimensions de la section transversale du canal doivent également être optimisées en fonction des caractéristiques d'écoulement du plastique et des besoins de refroidissement du moule.
4. Taille de la porte de contrôle : La taille de l'opercule doit être déterminée en fonction du volume du produit et de la capacité d'injection de la machine d'injection, afin d'éviter qu'un opercule trop grand ou trop petit n'affecte l'effet de remplissage. Un portillon surdimensionné augmentera la contrainte de cisaillement, tandis qu'un portillon sous-dimensionné peut entraîner un remplissage incomplet ou un temps de refroidissement excessif.

5. Tenir compte de la facilité d'éjection : La conception de la porte doit faciliter l'éjection du produit, en évitant les difficultés d'éjection dues à une porte trop grande ou trop petite. Des facteurs tels que la force d'éjection, la direction, la forme et la position de la porte doivent être pleinement pris en compte lors de la conception.
6. Coût de fabrication des moules d'équilibrage : Tout en garantissant la qualité du produit et l'efficacité de la production, la conception du système de fermeture doit être aussi simple que possible afin de réduire les coûts de fabrication des moules. Une conception raisonnable peut réduire la difficulté et la durée du traitement des moules, et donc les coûts de production.
Considérations pratiques concernant le système de portes
1. Éviter les bulles et les marques de brûlure : Empêcher que la conception de la porte ne permette au plastique fondu de créer des bulles ou une surchauffe locale provoquant des brûlures dues à l'écoulement. Les problèmes de bulles et de brûlures sur les glissières peuvent être atténués si la conception de la glissière et la position de l'opercule sont bien choisies.
2. Contrôler la contrainte de cisaillement : En outre, dans la conception de la porte et de la glissière, la contrainte de cisaillement doit être maintenue à un niveau minimum qui ne peut pas dégrader le plastique fondu ou rendre la glissière sujette à la rupture. Une contrainte de cisaillement élevée entraînera une baisse des performances du plastique, ce qui réduira la résistance mécanique et la durée de vie du produit.
3. Réduire les déchets et les traitements secondaires : L'intégration d'un système de triage raisonnable peut également permettre d'éliminer ou de maintenir un niveau minimal de pertes, de minimiser les coûts et de réduire le temps de traitement secondaire requis pour un produit. L'opérateur doit veiller à ce que la position et la taille des portillons soient adaptées de manière à optimiser l'utilisation du matériau et à minimiser les pertes.

4. Assurer une température uniforme du moule : Il s'agit d'un facteur crucial lié au processus de moulage par injection, qui consiste à équilibrer la température moyenne du moule de manière à ce que la différence de chaleur n'entraîne pas de problèmes pour le produit final. Il existe deux processus dépendants, le chauffage et le refroidissement, de sorte que le système de contrôle de la température du moule doit assurer un bon équilibre de la température.
5. Entretien et inspection réguliers : La fréquence d'utilisation est un autre problème et, comme de nombreuses usines et industries utilisent le système de criblage pendant de longues heures, elles peuvent subir une usure du système, ce qui peut nécessiter des inspections et une maintenance fréquentes afin de remettre le système dans un état normal. Les problèmes détectés et signalés suffisamment tôt dans le système de criblage peuvent faire la différence entre une production réussie et une série de problèmes de qualité pouvant résulter d'un système de criblage défectueux.

Études de cas
En analysant des cas spécifiques, nous pouvons mieux comprendre les méthodes de conception et d'optimisation du système de déclenchement dans les applications pratiques.
1. Pièces détachées automobiles : Les barrières sous-marines sont généralement utilisées dans le cadre de la moulage par injection des pièces automobiles afin d'apporter une finition esthétique aux produits finis tout en tenant compte de la capacité à résister à des conditions de fonctionnement à haute température et à haute pression. Par exemple, la fabrication de tableaux de bord automobiles exige une précision rigoureuse et d'excellentes surfaces en contact avec le client ; les portillons sous-marins peuvent résoudre ce problème de défauts de surface induits par le mouvement et améliorer les attributs mécaniques des produits.

2. Boîtiers d'appareils ménagers : Les vannes en éventail ou les vannes latérales sont souvent appliquées aux boîtiers d'appareils ménagers ; elles permettent de remplir de manière précise et équilibrée des produits de grande surface et d'obtenir une qualité de surface privilégiée du point de vue environnemental. Par exemple, dans les moulage par injection Dans le cas des boîtiers de télévision, les pièces à parois minces doivent être positionnées de manière à permettre un remplissage uniforme, en évitant les lignes de soudure et les déformations qui affectent la qualité du produit final.

3. Dispositifs médicaux : De nombreuses pièces utilisées dans les dispositifs médicaux nécessitent une grande précision et une grande propreté. Certaines de ces pièces utilisent la multigate ou le ring gate pour obtenir des dimensions et une structure optimales et précises à l'intérieur des seringues. Par exemple, la production de seringues doit faire appel à une méthode précise et propre dans laquelle l'utilisation de portes annulaires minimisera l'irrégularité du plastique dans les seringues, augmentant ainsi la fiabilité.

4. Boîtiers de produits électroniques : Les boîtiers des ACL électroniques ont une grande qualité esthétique et doivent conserver des dimensions précises ; ils utilisent généralement des portillons sous-marins ou des portillons latéraux. Par exemple, les cadres de porte des automobiles doivent être produits avec une grande précision puisqu'il s'agit de boîtiers de téléphone moulés par injection, et la conception structurelle des portes de sous-marins peut améliorer l'esthétique en évitant les défauts de surface, qui sont minimisés par les portes sous-marines.

5. Produits d'emballage : En utilisant des portillons directs ou des portillons multipoints, les produits d'emballage exigent généralement un temps de cycle rapide et une production efficace. Par exemple, la fabrication de bouchons de bouteilles en plastique implique un temps de cycle court et l'utilisation de portillons directs peut donc contribuer directement à la rapidité de la production et, par conséquent, à la réduction des coûts de production.

Tendances futures des systèmes de déclenchement
Dans les processus de fabrication faisant appel à de nouvelles technologies, ainsi que dans les diverses évolutions des exigences du marché, les systèmes d'obturation doivent faire l'objet d'une innovation constante. À l'avenir, la conception des systèmes de criblage se concentrera davantage sur les aspects suivants :
1. Le dessein intelligent : Les technologies CAO/CAE peuvent être utiles pour améliorer le système d'obturation afin de le rendre mieux conçu et plus efficace. L'analyse de simulation permet d'optimiser la position des portes, la conception des glissières et la taille des portes, ce qui augmente la capacité standard de la conception.

2. Protection de l'environnement et économies d'énergie : Bien que la conception du système de fermeture soit un aspect important de l'ensemble du flux du système, la conception future du système de fermeture se concentrera sur l'utilisation d'un minimum de matériaux et d'énergie. De cette manière, les déchets sont minimisés, l'utilisation des matériaux est maximisée et la consommation d'énergie au cours de la production d'un produit particulier est réduite ; les objectifs de protection de l'environnement ambiant sont également atteints grâce aux économies d'énergie.
3. Personnalisation et production flexible : En outre, avec l'évolution des demandes du marché et des exigences des consommateurs, la construction des systèmes de fermeture sera beaucoup plus diversifiée et personnalisée, car elle répondra également aux exigences spécifiques du type de produit. Les lignes de production flexibles et la conception modulaire des moules seront également des tendances futures qui continueront certainement à améliorer la flexibilité et la productivité de la production.

4. Application de nouveaux matériaux : Étant donné que de nouveaux matériaux sont mis au point presque quotidiennement, il est évident que la conception du système de fermeture doit s'adapter aux changements concernant le type de matériau. En outre, il convient de noter que l'utilisation de nouveaux matériaux favorisera le développement de la conception de systèmes d'obturation en termes d'utilisation, de performance et de qualité du produit.
5. Automatisation et fabrication intelligente : Dans le cadre du développement ultérieur du système de portillon, le contrôle informatique et le système de contrôle de la fabrication automatique seront introduits pour réduire l'intervention humaine au niveau le plus bas possible, permettant ainsi une gestion intelligente du processus de production. L'utilisation de l'IIoT et du big data ne permet pas seulement de superviser le processus de production en temps réel, mais de l'améliorer, de le rendre plus rapide et de créer des produits de meilleure qualité.

Conclusion
La conception et l'application du système d'injection sont très importantes pour la réussite du moulage par injection. Une conception raisonnable du système d'injection peut grandement améliorer la qualité et l'efficacité de la production des produits et réduire les coûts de production. Dans les applications pratiques, il convient de combiner les exigences spécifiques du produit et les performances de la machine d'injection, d'utiliser avec souplesse divers types de systèmes d'injection et de principes de conception, et d'assurer le bon déroulement des opérations de moulage par injection. processus de moulage par injection.

Cet article présente de manière exhaustive le rôle, les types, les principes de conception et les cas d'application du système d'obturation des moules à injection, et se penche sur les tendances de développement futures. Nous espérons qu'il pourra servir de référence et d'orientation aux lecteurs. Grâce à une pratique et une optimisation continues, le système d'injection devrait jouer un rôle de plus en plus important dans la fabrication future.







