 Skip to content
Skip to content 
Surmoulage et moulage par injection 2k
Guide de fabrication et de conception pour le surmoulage et le moulage par injection 2k
Zetar's Usine réelle Vidéo
Nous avons invité SGS et Alibaba à prendre des photos en direct de notre usine. Cette vidéo sera également
Nos clients peuvent ainsi voir tous les aspects de notre entreprise pour une meilleure compréhension des besoins de nos clients.
Une compréhension globale !

Bureau
Salle de réunion
Atelier de moulage par injection
Atelier de moulage par injection
Chambre de contrôle de qualité
Salle d'échantillons
Salle d'assemblée
Entrepôt
Fabrication de surmoulage par injection de plastique
Découvrez les solutions idéales pour votre projet de moulage par injection plastique : Atteindre l'excellence avec des solutions optimales

Ressources pour Le guide complet du surmoulage
Qu'est-ce que le surmoulage ?
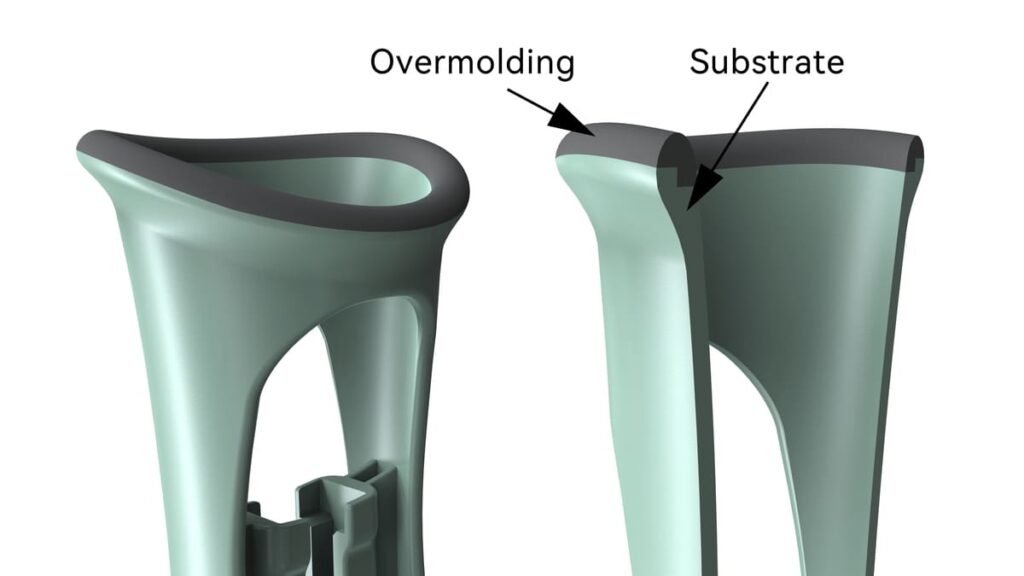
Le surmoulage est un procédé de moulage par injection qui consiste à mouler un matériau sur un autre matériau ou substrat. Le premier matériau est généralement fait d'un matériau différent ou a une forme différente de celle du second matériau. Le surmoulage est utilisé dans de nombreux secteurs, notamment les dispositifs médicaux, l'automobile, l'aérospatiale et les produits de consommation.
Pour surmouler, il faut d'abord mouler ou fabriquer la première pièce. Ensuite, vous moulez le second matériau par-dessus la première pièce. Le second matériau peut être un plastique, un caoutchouc ou un autre matériau différent qui confère à la pièce des propriétés particulières telles que la flexibilité, la durabilité ou l'aspect.
Comment fonctionne le surmoulage ?
Le surmoulage est un processus délicat qui comporte un grand nombre d'étapes et nécessite une planification et une exécution correctes. Voici un bref aperçu du fonctionnement du surmoulage :
1. Conception et prototypage :
Les concepteurs créent un modèle 3D de la pièce principale et des autres matériaux. Ils réalisent des prototypes pour tester la conception et s'assurer qu'elle répond aux spécifications requises.
2. L'outillage :
L'outillage est fabriqué à la fois pour la pièce principale et pour l'autre matériau. L'outillage comprend les moules et les autres équipements nécessaires au processus de moulage.
3. Production de la pièce principale :
La pièce principale est fabriquée à l'aide de l'outillage principal. La pièce principale est généralement fabriquée dans un matériau dur, comme le plastique dur (PP, ABS, PA, PC, etc.).
4. Processus de surmoulage :
L'autre matériau est injecté dans le moule qui contient la pièce principale. L'autre matériau s'écoule autour de la pièce principale, formant une liaison solide. L'autre matériau est conçu pour épouser la forme de la pièce principale.
5. Refroidissement et éjection :
Le moule est refroidi pour que l'autre matériau se solidifie. Le moule est ensuite éjecté et la pièce surmoulée est retirée.
6. Finition :
Nous vérifions la pièce surmoulée pour nous assurer qu'elle est prête à être utilisée. Nous coupons le plastique excédentaire, nous la nettoyons et nous la préparons pour l'étape suivante.



Tableau de liaison des matériaux de surmoulage
Il est possible de coller des matériaux surmoulés ensemble, mais il faut s'assurer que les matériaux fonctionnent ensemble pour obtenir la force de collage souhaitée. Si vous avez vraiment besoin d'une liaison, vous devez absolument ajouter une liaison mécanique. Une contre-dépouille est un bon exemple de liaison mécanique.
| Matériau du substrat | ||||||
|---|---|---|---|---|---|---|
| Matériau de surmoulage | PP T30S | ABS DG417 | ABS/PC AC2300 | PC Makrolon® 2405 | PBT HR5330 | PA J2700 |
| TPE | C | M | M | M | M | M |
| RPT | C | C | C | M | M | M |
| TPU | M | C | C | C | C | M |
| VPT | C | M | M | M | M | M |
| PTC | M | C | C | C | C | C |
M= Adhésion mécanique Recommandé
C= Liaison chimique
Quels sont les avantages du surmoulage ?
Le surmoulage est excellent pour les raisons suivantes
Meilleure résistance aux produits chimiques : Le surmoulage peut être utilisé pour rendre la pièce primaire plus résistante aux produits chimiques, afin qu'elle ne soit pas corrodée et abîmée.
Fonctionnalité ajoutée : Le surmoulage peut être utilisé pour ajouter de nouvelles caractéristiques ou fonctionnalités à la pièce primaire, augmentant ainsi son utilité et sa valeur.
Assemblage simplifié : Le surmoulage peut vous aider à éviter l'assemblage en combinant plusieurs pièces en une seule, ce qui facilite la fabrication.

Une meilleure performance : Le surmoulage peut être utilisé pour améliorer la pièce primaire en y ajoutant de nouveaux matériaux ou de nouvelles propriétés qui en améliorent le fonctionnement.
Faites en sorte qu'il soit agréable à regarder : Le surmoulage peut améliorer l'aspect de la pièce principale. Il lui donne une belle apparence.
Perdre du poids : Le surmoulage peut vous aider à perdre du poids. Il rend votre pièce principale plus légère, tout en restant solide et résistante. Il facilite le transport et la manipulation.
Meilleure résistance thermique : Le surmoulage peut être utilisé pour rendre la pièce primaire plus résistante à la chaleur, afin qu'elle ne devienne pas trop chaude ou trop froide.
Plus fort et plus résistant : Le surmoulage peut rendre votre pièce plus solide et plus résistante, de sorte qu'elle dure plus longtemps et offre de meilleures performances.
Une meilleure isolation électrique : Le surmoulage peut être utilisé pour améliorer l'isolation électrique de la pièce principale, ce qui contribue à la protéger contre les chocs électriques et les dommages.
Plus belle : Le surmoulage peut améliorer l'aspect de la pièce principale. Elle peut être rendue plus attrayante.
Quelles sont les applications du surmoulage ?
Le surmoulage est un procédé de fabrication polyvalent qui peut être utilisé pour créer des pièces complexes dotées de propriétés et de fonctionnalités uniques, ce qui le rend applicable à un large éventail d'industries.
Outils à main : Le surmoulage peut être utilisé pour rendre les outils à main tels que les clés, les pinces et les tournevis, les couteaux, les lames de scie et les mèches plus résistants et plus faciles à tenir.
Dispositifs médicaux : Le surmoulage est utilisé dans les dispositifs médicaux tels que les seringues, les aiguilles et les dispositifs implantables, où la précision et l'exactitude sont cruciales.
Automobile : Le surmoulage est utilisé dans les produits automobiles tels que les tableaux de bord, les poignées de porte et les éléments de garniture, qui doivent durer et fonctionner correctement.
Équipement industriel : Le surmoulage est utilisé dans les équipements industriels tels que les machines, les pompes et les vannes, qui doivent être résistants et fonctionner correctement.
Produits de consommation : Le surmoulage est utilisé dans les produits de consommation tels que les jouets, les appareils électroménagers et l'électronique, où l'aspect et le fonctionnement sont importants.
Guide de conception du surmoulage : Les 10 meilleurs conseils pour le surmoulage
La conception du surmoulage est difficile. Mais vous devez vous assurer que vos pièces sont conçues pour le processus de surmoulage. Voici quelques conseils de conception pour le surmoulage.
① Ne surmoulez pas la totalité du substrat de base. Surmoulez-le par sections.
② Ne faites pas de bords trop fins ou pointus. Lorsque vous injectez le plastique, le flux ralentit et se refroidit. Le plastique adhère donc moins à la pièce.
③ L'épaisseur du surmoulage doit être constante : le surmoulage doit être compris entre 1,5 et 3 millimètres (0,060 et 0,120 pouces).
④ Essayez d'éviter les changements brusques d'épaisseur. Si vous avez besoin de différentes épaisseurs, essayez de les rendre aussi douces que possible.
⑤ De nombreux matériaux de surmoulage sont extensibles, ce qui permet d'intégrer des aspérités dans le design.
⑥ Veillez à ce que la couche de surmoulage soit plus fine que le substrat sous-jacent afin d'éviter les déformations.
⑦ Pour s'assurer que la cavité de surmoulage adhère bien, il faut tenir compte du retrait du substrat.
⑧ Utiliser un TPE ou un TPU dont la température de fusion est inférieure à celle du substrat.
⑨ Concevoir le surmoulage de manière à ce qu'il se situe juste en dessous de la surface du substrat.
⑩ Si vous souhaitez obtenir une meilleure tenue, concevez des contre-dépouilles, des rainures de clavette et d'autres caractéristiques mécaniques pour verrouiller les matériaux ensemble.
Quels sont les problèmes courants et les solutions pour le surmoulage ?
Les problèmes les plus courants que vous rencontrerez avec le surmoulage sont les suivants : Problèmes d'adhésion, Remplissage incomplet du substrat ou du surmoulage, Clignotant. Voici ce que vous pouvez faire pour résoudre ces problèmes.
| Observation | Causes potentielles | Mesures correctives |
|---|---|---|
| Flash (sur le bord de la pièce ou sur le substrat) |
① Le moule ne s'adapte pas bien ② La machine à mouler n'est pas assez grande ③ Les fermetures ne sont pas bien conçues ④ Le substrat se rétracte |
① Vérifier et réajuster le moule ② Augmenter ou diminuer la pression d'injection et de remplissage ③ Recouper l'outil pour obtenir une fermeture complète ④ Vérifier l'absence d'affaissement du substrat et recouper l'outil |
| Coups de feu |
① Manque de matériel ② Pression d'injection insuffisante ③ Vitesse de remplissage insuffisante ④ Fusion trop froide ⑤ Mauvaise ventilation |
① Augmenter la taille de l'injection ② Augmenter la pression d'injection ③ Augmenter la vitesse d'injection ④ Augmentation de la température de fusion ⑤ Diminuer le tonnage de la pince et recouper les évents |
| Pièces déformées |
① Rétrécissement après moulage ② Substrat L'épaisseur de la paroi est trop fine ③ La zone de surmoulage est trop grande |
① Allonger le temps de refroidissement ② Augmenter l'épaisseur de la paroi du substrat ou rendre les nervures plus épaisses ③ Réduire la zone de surmoulage |
| Rupture du surmoulage |
① Le support n'est pas correctement soutenu ② Pression d'injection et température de fusion trop élevées ③ Porte au mauvais endroit |
① Soutenir pleinement le substrat pour résister aux pressions d'injection hydraulique et à la fonte. ② Réduction de la pression d'injection et de la température de fusion ③ Déplacer le portail |
| Marques d'enfoncement en surface |
① Dégagement non uniforme de la pièce de la surface de l'outil en raison du retrait du matériau ② La porte gèle trop tôt |
① Augmenter la pression de l'emballage/le temps de maintien et diminuer la température du matériau ② Augmentation de la taille de la porte |
| Mauvais collage |
① Les matériaux ne correspondent pas ② La porte gèle trop tôt |
① Obtenir le bon type de matériel ② Augmenter la température du plastique fondu et la température du moule |
| Les lignes de tricotage sont mauvaises |
① Le gaz est piégé entre le plastique et le papier. ② Le plastique fond à basse température |
① Améliorer les bouches d'aération ② Accélérer l'injection et augmenter la température de fusion/moulage |
| Bâton cavité fémorale |
① Angle de tirage insuffisant ② Vide dans la cavité femelle ③ Cavité femelle trop chaude ④ Cavité femelle trop brillante |
① Augmenter l'angle de tirage ② Assurer le déclenchement de l'assistance respiratoire ③ Refroidir la cavité fémorale ④ Sablage de la cavité |
2K Injection Molding Supplier
Moulage par injection 2K sur mesure pour répondre à vos besoins de fabrication

Ressources pour Le guide complet du moulage par injection 2K
Qu'est-ce que le moulage par injection 2K ?
Le moulage par injection 2K, également appelé moulage 2K, est un procédé de fabrication qui consiste à injecter deux matériaux ou couleurs de plastique différents dans un moule afin de fabriquer une pièce aux propriétés et à l'aspect uniques. Ce procédé est également connu sous le nom de "moulage par injection bicolore" ou "moulage par injection bicolore".
Dans le moulage par injection 2K, vous injectez généralement les deux matériaux en même temps, mais séparément, dans le moule par deux portes différentes. Cela diffère du moulage par injection en deux temps, où les deux matériaux sont injectés l'un après l'autre.
Comment fonctionne le moulage par injection 2K ?
Le moulage par injection 2K est un procédé qui consiste à injecter deux matériaux différents dans le même moule par des injections séparées mais au cours du même cycle de moulage. Il en résulte une pièce complexe qui peut avoir des couleurs, des textures ou des propriétés matérielles différentes, le tout en une seule pièce, sans qu'il soit nécessaire de procéder à un assemblage après le moulage.
L'ensemble du processus est hautement automatisé et contrôlé, ce qui nécessite moins de main-d'œuvre et minimise le risque d'erreur humaine, ce qui est crucial pour la production en grande quantité de pièces complexes.
1. Conception de moules d'injection 2K :
Le moule est conçu avec deux cavités, une pour chaque matériau ou couleur.
2. Sélection des matériaux :
Les deux matériaux ou couleurs que vous choisissez doivent être basés sur l'aspect et les fonctions de la pièce finale. Vous pouvez utiliser des plastiques différents, des couleurs différentes ou même des matériaux ayant des propriétés différentes, comme la texture ou la transparence.
3. Préparation du matériel :
Les deux matériaux sont préparés pour l'injection en les faisant fondre dans des trémies ou des tonneaux séparés. Le processus de fusion consiste à chauffer les matériaux à une température supérieure à leur point de fusion, généralement entre 150°C et 300°C (302°F et 572°F).
4. Injection :
Les matériaux fondus sont injectés dans le moule par des portes séparées, une pour chaque matériau.
5. Distribution du matériel :
Les deux matériaux sont projetés dans la cavité du moule. Le premier matériau remplit la cavité jusqu'à une certaine profondeur ou épaisseur. Ensuite, le moule tourne de 180 degrés et le deuxième matériau est injecté dans le moule, remplissant le reste de la cavité.
6. Refroidissement :
Le moule est refroidi à une température inférieure au point de fusion des matériaux, généralement entre 20°C et 50°C (68°F et 122°F). Cela permet aux matériaux de se solidifier et de se lier les uns aux autres.
7. Expulsion :
Le moule est ouvert et la pièce est éjectée. La pièce est ensuite retirée du moule et l'excédent de matière est éliminé.

Moulage par injection 2K et surmoulage
Le moulage par injection 2K et le surmoulage sont deux procédés de fabrication différents utilisés pour créer des pièces plastiques complexes comportant plusieurs composants. Le choix entre le moulage par injection 2K et le surmoulage dépend des exigences spécifiques de la pièce, notamment la complexité de la conception, les propriétés des matériaux et le volume de production.
| Exigences spécifiques | Moulage par injection 2K | Surmoulage |
|---|---|---|
| Complexité de la conception |
① Géométries simples ② Complexité de conception limitée |
① Géométries complexes ② Modèles complexes |
| Volume de production |
① production en grande série |
① Production moyenne et faible volume |
| Machine à injecter |
① Machine de moulage par injection 2K ② La machine à injecter est coûteuse |
① Machine de moulage par injection à buse unique ② Machine à injecter bon marché |
| Processus d'injection |
① Deux matériaux sont moulés ensemble dans le même processus | ① Deux matériaux sont moulés séparément |
Quels sont les avantages du moulage par injection 2K ?
Le moulage par injection 2K offre un grand nombre d'avantages :

Amélioration de la qualité des pièces : Les deux matériaux peuvent être conçus pour améliorer la qualité des pièces, par exemple en les rendant plus résistantes, plus durables ou plus esthétiques.
Plus de souplesse dans la conception : Le moulage 2K permet de créer des géométries et des formes complexes qui seraient difficiles à réaliser avec le moulage par injection traditionnel.
Assemblage simplifié : Le moulage 2K élimine la nécessité d'assembler des pièces séparées, ce qui permet de réduire les coûts de main-d'œuvre et d'accroître l'efficacité.
Plus de fonctionnalités : Les deux matériaux peuvent être conçus pour offrir des avantages fonctionnels spécifiques, tels qu'une meilleure isolation thermique ou une meilleure conductivité électrique.
Des looks sympas : Le moulage 2K vous permet de créer des combinaisons de couleurs, des motifs et des conceptions insensés que vous ne pouvez pas obtenir avec le moulage par injection classique.
Économiser de l'argent : L'utilisation d'un moule 2K permet de réduire les coûts en évitant d'assembler des pièces séparées et en utilisant moins de matériaux.
Modèles plus complexes : Le moulage 2K vous permet de créer des pièces avec des dessins et des formes complexes qui seraient difficiles à réaliser avec un moulage traditionnel.
Meilleure durabilité : Les deux matériaux peuvent être rendus plus durables et durer plus longtemps.
Quelles sont les applications du moulage par injection 2K ?
Le moulage par injection 2K a un large éventail d'applications dans diverses industries telles que :

Automobile: Garnitures du tableau de bord, poignées de porte et autres composants intérieurs.
Médical: Seringues, bandelettes réactives et dispositifs implantables.
Aérospatiale: Pièces d'avions, composants de satellites et autres applications à haute performance.
Produits de consommation: Jouets, jeux, brosse à dents et articles ménagers.
Électronique: Boîtiers, connecteurs et autres composants électroniques.
Industriel: Pompes, vannes et autres composants d'équipements industriels.
Moulage par injection 2K vs surmoulage : Qu'est-ce qui est le mieux ?
Voici une comparaison de prix entre le moulage par injection 2K et le surmoulage pour un projet spécifique à des quantités de 5 000, 10 000, 50 000 et 100 000 pièces/commande.

Détails du projet :
① Produit Mateiral: PP M800E et TPE 60A
② Poids du produit: 58g et 18g
③ Cavité du moule : 1+1
| Moulage par injection 2K | Surmoulage | Quelle est la meilleure solution ? | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Quantité de produits/ PCS | Coût des moules/ $ | Part Price/ $ | Prix total/ $ | Coût moyen de la pièce/ $ | Coût du moule / $ | Part Price/ $ | Prix total/ $ | Coût moyen de la pièce/ $ | Moulage par injection 2K et surmoulage Surmoulage | |||
| 5000 | 18000 | 0.65 | 21250 | 4.25 | 12000 | 0.78 | 15900 | 3.18 | Surmoulage | |||
| 10000 | 18000 | 0.63 | 24300 | 2.43 | 12000 | 0.76 | 19500 | 1.96 | Surmoulage | |||
| 50000 | 18000 | 0.58 | 47000 | 0.94 | 12000 | 0.74 | 49000 | 0.98 | Moulage par injection 2K | |||
| 100000 | 18000 | 0.54 | 72000 | 0.72 | 12000 | 0.72 | 84000 | 0.84 | Moulage par injection 2K | |||
Le moulage 2K n'est généralement utile que pour les grandes séries, tandis que le surmoulage est préférable pour les séries moyennes et faibles.

Gros plan de blocs de construction en plastique colorés dans diverses teintes, incluant le violet, le bleu, le vert et le jaune, empilés ensemble.
Points Clés – La sélection des matériaux et l'optimisation de l'épaisseur des parois sont les principaux facteurs pour réduire les coûts des pièces. – Investir dans des outillages de meilleure qualité (Classe 101/102) peut réduire les coûts unitaires à long terme grâce à

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Points Clés – La précision du moule est déterminée à chaque étape : conception de la pièce, conception du moule, sélection de l'acier, usinage, assemblage et contrôle du processus—une faiblesse à n'importe quelle étape limite la précision globale. – Correctement

Qu'est-ce qu'une machine de moulage par injection à grande vitesse ?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

