 Skip to content
Skip to content 
Services d'impression 3D par stéréolithographie (SLA)
L'impression 3D par stéréolithographie (SLA) permet de gagner en précision. Découvrez la qualité et l'innovation dès aujourd'hui.

Le guide complet de l'impression 3D par stéréolithographie (SLA)
Qu'est-ce que l'impression 3D SLA et pourquoi est-elle importante ?
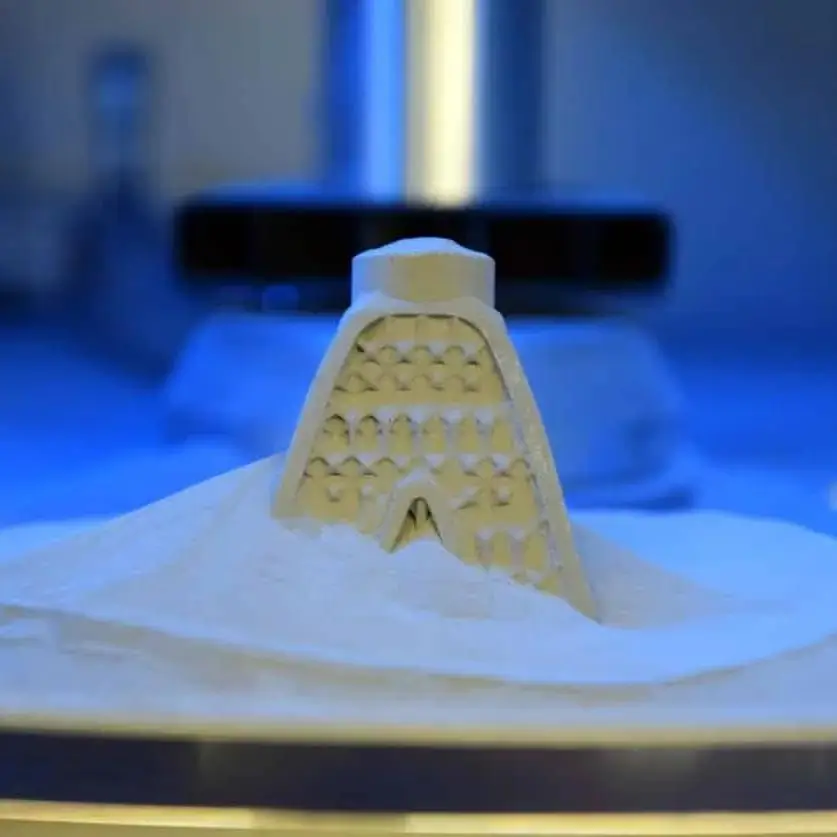
La stéréolithographie, communément appelée SLA, est un puissant procédé de fabrication additive qui appartient à la famille de la photopolymérisation en cuve. Inventée par Chuck Hull dans les années 1980, elle a été la toute première technologie d'impression 3D commercialisée, jetant les bases de toute l'industrie. Le principe de base de la SLA consiste à utiliser un faisceau concentré de lumière ultraviolette (UV), généralement un laser, pour durcir et solidifier de manière sélective une résine photopolymère liquide, couche par couche, afin de construire un objet tridimensionnel à partir d'un dessin numérique.
Au fond, le SLA est un processus photochimique. Il commence par une cuve de résine photopolymère liquide, sensible aux UV. Un laser UV, guidé avec précision par un système de miroirs appelés galvanomètres, trace la géométrie transversale d'une seule couche d'un modèle 3D sur la surface de cette résine. L'énergie UV focalisée déclenche une réaction chimique, la polymérisation, qui transforme instantanément la résine liquide en plastique solide. Une fois la couche terminée, la plate-forme de construction se déplace d'une quantité minuscule, et le processus se répète jusqu'à ce que l'objet entier soit formé. C'est cette méthode qui permet à l'ALS de produire des pièces avec un niveau de détail et une qualité de surface que de nombreuses autres technologies ne peuvent égaler.
Pourquoi l'accord de niveau de service est-il la pierre angulaire de la fabrication moderne ?
La technologie SLA est importante parce qu'elle constitue la norme industrielle pour les prototypes et les pièces de haute fidélité. Sa capacité à produire des caractéristiques aussi petites que quelques dizaines de microns avec une finition de surface incroyablement lisse, proche du moulage par injection, la rend indispensable pour les applications où l'esthétique et la finesse des détails sont primordiales.
Des appareils médicaux à l'électronique grand public, l'ALS est devenu un outil essentiel pour l'innovation. Il accélère le cycle de développement des produits en permettant une itération rapide. Un concepteur peut avoir une pièce physique en main en quelques heures ou quelques jours, au lieu de semaines ou de mois. Cette boucle de rétroaction rapide permet à des produits meilleurs et plus raffinés d'arriver plus rapidement sur le marché. La polyvalence des matériaux, y compris les options biocompatibles, coulables et à haute température, a ouvert de nouvelles possibilités dans des domaines tels que la dentisterie, la bijouterie et l'ingénierie spécialisée, consolidant ainsi sa position en tant que technologie vitale, et non pas seulement historique.
- Prototypes visuels : Il permet aux concepteurs et aux ingénieurs de créer des modèles réalistes qui représentent fidèlement l'apparence du produit final.
- Essais de forme et d'ajustement : La grande précision de l'ALS permet d'utiliser les pièces pour vérifier les jeux d'assemblage et les interfaces mécaniques avant de s'engager dans un outillage coûteux.
- Géométries complexes : Le SLA permet de créer des canaux internes complexes, des formes organiques complexes et des caractéristiques délicates impossibles à produire avec des méthodes soustractives traditionnelles telles que l'usinage CNC.
Comment fonctionne l'impression 3D SLA, étape par étape ?
Il est essentiel de comprendre le processus d'accord de niveau de service pour en apprécier les capacités. Le passage d'un fichier numérique à un objet physique est une séquence d'événements méticuleuse et hautement contrôlée.
Étape 1 : Préparation du modèle 3D et découpage :
Le processus commence par un modèle numérique en 3D, généralement créé à l'aide d'un logiciel de conception assistée par ordinateur (CAO). Format de fichier et découpage :
- Exportation du modèle : Le modèle CAO est exporté dans un format de fichier imprimable en 3D, le plus souvent STL (Standard Tessellation Language) ou OBJ. Ce format représente la surface du modèle 3D sous la forme d'un maillage de triangles.
- Logiciel de découpage en tranches : Le fichier STL est ensuite importé dans un logiciel de "découpage" spécialisé. Ce logiciel "découpe" numériquement le modèle en centaines ou milliers de couches minces et horizontales.
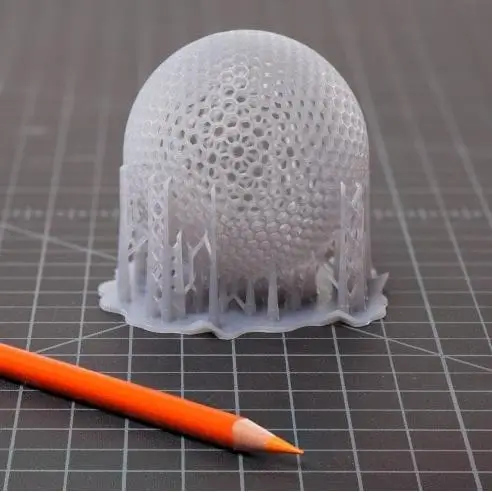
- Orientation et soutien : À ce stade, l'opérateur ou le concepteur oriente la pièce dans le volume de construction virtuel afin d'optimiser le temps d'impression, la qualité de la surface et la résistance. Le logiciel génère ensuite automatiquement les structures de support nécessaires - des piliers fins en forme de treillis qui ancrent la pièce à la plate-forme de construction et soutiennent les surplombs et les îlots pour éviter qu'ils ne s'affaissent ou ne se détachent pendant l'impression.

Étape 2 : Installation de la machine et préparation du matériel :
Avant de commencer l'impression, la machine SLA doit être préparée. Liste de contrôle avant impression :
- Cuve de résine : Le réservoir de résine, ou cuve, est rempli de la résine photopolymère liquide choisie. Il est essentiel de s'assurer qu'il n'y a pas de bulles ou de particules durcies provenant d'impressions précédentes.
- Construire une plateforme : La plate-forme de construction est solidement installée et calibrée avec précision pour s'assurer qu'elle est parfaitement de niveau et à la bonne hauteur de départ par rapport à la surface de la résine.
- Téléchargement de fichiers : Le fichier découpé, qui contient désormais les instructions couche par couche (code G), est envoyé à l'imprimante 3D.
Étape 3 : Le cycle de polymérisation couche par couche :
C'est le cœur du processus d'impression SLA, répété pour chaque couche de l'objet. La boucle d'impression :
- Adhésion de la couche initiale : La plate-forme de construction s'abaisse dans la cuve de résine, laissant un espace égal à la hauteur de la couche (typiquement 25-100 microns) entre la plate-forme et le fond de la cuve.
- Durcissement au laser : Le laser UV de haute précision est activé. Dirigé par des galvanomètres contrôlés par ordinateur, il balaie rapidement la section transversale de la première couche, solidifiant la résine qu'il touche.
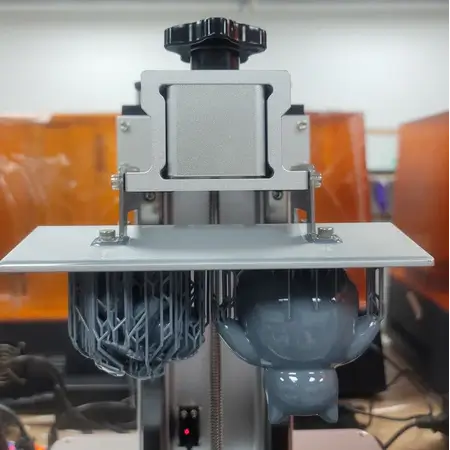
- Mouvement de la plate-forme : Une fois la couche complètement durcie, la plate-forme de construction se déplace vers le haut (dans la plupart des systèmes SLA modernes "inversés"), décollant la couche solide nouvellement formée du fond de la cuve.
- Revêtement de résine : Une lame ou un mécanisme de recouvrement balaie la cuve pour s'assurer qu'une couche fraîche, lisse et cohérente de résine liquide est prête pour le passage suivant.
- Répétition : La plate-forme de construction s'abaisse à nouveau et le laser polymérise la couche suivante, la fusionnant avec celle du dessous. Ce cycle se poursuit jusqu'à ce que la pièce soit complète.
Étape 4 : Démontage des pièces et nettoyage initial :
Une fois la dernière couche imprimée, la plate-forme de construction sort de la cuve de résine, révélant la pièce finie, que l'on appelle désormais "verte". Elle est encore recouverte de résine liquide non durcie et n'a pas encore atteint ses propriétés mécaniques finales. L'opérateur détache soigneusement la pièce et ses structures de support de la plate-forme de construction, prête pour le flux de travail essentiel de post-traitement.
Quels sont les matériaux utilisés pour l'impression SLA ?
La polyvalence de l'ALS est largement définie par sa large gamme de résines photopolymères. Il s'agit de polymères thermodurcissables, ce qui signifie qu'une fois durcis, ils ne peuvent pas être refondus sous forme liquide. Chaque type de résine est formulé avec des additifs spécifiques pour obtenir des propriétés mécaniques, thermiques et visuelles distinctes.
1. Comprendre les résines photopolymères :
Les résines SLA sont des mélanges chimiques complexes. Les principaux composants sont les suivants
- Monomères et oligomères : Les éléments fondamentaux du plastique.
- Photoinitiateurs : Molécules qui absorbent la lumière UV et déclenchent la réaction de polymérisation.
- Additifs : Charges, pigments et autres produits chimiques qui modifient les propriétés du matériau final (par exemple, la ténacité, la flexibilité, la couleur, la résistance à la chaleur).
2. Types courants de résines SLA et leurs applications :
① Résines standard :
- Propriétés : Ce sont les outils de travail polyvalents de la SLA. Ils offrent une résolution extrêmement élevée, une finition de surface très lisse et sont excellents pour capturer des détails fins. Toutefois, ils ont tendance à être relativement fragiles et présentent une faible résistance aux chocs et à la chaleur.
- Applications : Idéal pour les prototypes visuels, les modèles conceptuels, l'art, les figurines et les pièces où l'esthétique est plus importante que la performance mécanique.
② Résines techniques (résistantes et durables) :
- Propriétés : Formulées pour simuler les thermoplastiques techniques courants tels que l'ABS et le PP. Ces résines offrent un équilibre supérieur en termes de solidité, de rigidité et de résistance aux chocs. Les résines "robustes" sont conçues pour résister aux contraintes et aux déformations, tandis que les résines "durables" offrent une grande résistance à l'usure et une grande souplesse.
- Applications : Prototypes fonctionnels, gabarits et montages, boîtiers à encliqueter et pièces d'utilisation finale nécessitant des performances mécaniques robustes.
③ Résines souples et élastiques :
- Propriétés : Ces matériaux imitent les propriétés du caoutchouc ou du silicone, avec différents degrés de flexibilité et d'élasticité mesurés par la dureté Shore (par exemple, 50A, 80A). Ils peuvent être pliés, étirés et comprimés à plusieurs reprises.
- Applications : Joints, garnitures d'étanchéité, poignées souples, produits portables, modèles anatomiques pour la simulation chirurgicale et prototypage de produits en élastomère.
④ Résines coulables :
- Propriétés : Cette résine spécialisée est conçue avec une forte teneur en cire. La principale propriété de cette résine est qu'elle se consume proprement au cours du processus de moulage à la cire : elle se transforme en cendres et en gaz avec un minimum de résidus lorsqu'elle est chauffée dans un four. Elle se transforme en cendres et en gaz avec un minimum de résidus lorsqu'elle est chauffée dans un four.
- Applications : Le matériau de prédilection pour l'industrie de la bijouterie (création de patrons pour les bagues, les pendentifs) et la dentisterie (patrons pour les couronnes et les bridges).
⑤ Résines haute température :
- Propriétés : Ces résines sont conçues pour présenter une température de déflexion thermique (HDT) élevée, c'est-à-dire la température à laquelle un matériau commence à se déformer sous l'effet d'une charge spécifique. Elles peuvent résister à des températures bien supérieures à 200°C (392°F) après post-polymérisation.
- Applications : Moules d'injection pour le prototypage (pour les petites séries), dispositifs d'essai à l'air chaud et à l'écoulement des fluides, composants résistants à la chaleur et supports pour l'éclairage et l'électronique.
⑥ Résines biocompatibles et médicales :
- Propriétés : Développées pour des applications médicales et dentaires, ces résines sont certifiées biocompatibles (par exemple ISO 10993) pour le contact avec la peau ou les muqueuses. Elles résistent aux méthodes de stérilisation telles que l'autoclavage.
- Applications : Guides chirurgicaux personnalisés, prothèses auditives, modèles dentaires, attelles et autres dispositifs médicaux spécifiques aux patients. Le respect strict des protocoles de fabrication et de post-traitement est exigé.
⑦ Résines remplies de céramique :
- Propriétés : Il s'agit de matériaux composites dans lesquels la résine polymère est chargée de particules de céramique. Il en résulte des pièces exceptionnellement rigides, thermiquement stables et à la finition lisse et mate. Ils sont toutefois plus fragiles que les autres résines techniques.
- Applications : Pièces nécessitant une rigidité et une stabilité thermique extrêmes, pour lesquelles la fragilité n'est pas un problème, telles que les modèles de soufflerie et les montages spécialisés.

Quels sont les principaux avantages de l'impression 3D SLA ?
La popularité durable de l'ALS est due à un ensemble unique d'avantages qui en font le choix optimal pour une large gamme d'applications.
1. Précision et finesse des détails inégalées :
L'avantage fondamental de l'ALS réside dans sa résolution. La taille du point laser utilisé dans les imprimantes SLA est extrêmement petite (souvent 80-140 microns de diamètre), ce qui permet de dessiner des caractéristiques incroyablement fines et des arêtes vives. Cette précision est inégalée par la plupart des autres technologies d'impression, en particulier la FDM, ce qui fait de la SLA la référence pour les pièces aux détails complexes.
2. Finition de surface exceptionnelle :
Comme la SLA fabrique des pièces en durcissant un liquide, les surfaces obtenues sont exceptionnellement lisses et non poreuses. Les transitions entre les couches sont souvent invisibles à l'œil nu, ce qui donne à la pièce finale un aspect similaire à celui d'une pièce produite par moulage par injection. Il n'est donc pas nécessaire de procéder à un post-traitement approfondi pour obtenir une finition de haute qualité, ce qui permet d'économiser du temps et de la main-d'œuvre.
3. Polyvalence des matériaux pour les applications spécialisées :
Comme indiqué dans la section sur les matériaux, l'étendue des résines SLA disponibles est un avantage significatif. La possibilité de choisir des matériaux robustes, flexibles, coulables, résistants à la chaleur ou biocompatibles signifie que l'ALS peut être utilisée non seulement pour le prototypage, mais aussi pour une vaste gamme d'applications fonctionnelles et finales dans divers secteurs d'activité.
4. Pièces étanches et isotropes :
Le processus de liaison chimique entre les couches dans le cadre du SLA permet de créer des pièces parfaitement denses et étanches dès la sortie de l'imprimante. En outre, cette forte liaison chimique permet d'obtenir des pièces largement isotropes, ce qui signifie que leurs propriétés mécaniques (telles que la résistance à la traction) sont cohérentes le long des trois axes (X, Y et Z). Il s'agit là d'un contraste frappant avec le procédé FDM, où les pièces sont anisotropes et nettement plus faibles le long de l'axe Z (entre les couches). Cette isotropie rend les pièces SLA plus fiables pour les applications mécaniques.
5. Cycles de développement de produits accélérés :
Pour la création d'un seul prototype haute fidélité, la SLA est remarquablement rapide. Elle peut transformer une conception numérique complexe en un objet tangible en l'espace d'une nuit. Cette rapidité permet aux équipes de conception d'effectuer des itérations rapides : imprimer une pièce, la tester, apporter des modifications à la conception et imprimer la version suivante en boucle. Cela permet de raccourcir considérablement le délai de développement, de réduire le risque d'erreurs d'outillage coûteuses et, en fin de compte, d'obtenir de meilleurs produits.

Quelles sont les limites ou les défis de l'impression SLA ?
Bien que puissant, l'ANS n'est pas sans poser de problèmes. Une compréhension réaliste de ses limites est cruciale pour une mise en œuvre réussie.
1. Coûts matériels et opérationnels plus élevés :
Les résines photopolymères sont nettement plus chères que les filaments thermoplastiques utilisés dans l'impression FDM. Le coût par kilogramme peut être 3 à 10 fois plus élevé. En outre, la machine elle-même est plus complexe, et les consommables tels que le réservoir de résine et la plate-forme de fabrication ont une durée de vie limitée et doivent être remplacés périodiquement, ce qui augmente le coût opérationnel global.
2. Post-traitement obligatoire et fastidieux :
Les pièces SLA ne sont pas prêtes à l'emploi dès leur sortie de l'imprimante. Elles nécessitent un processus de post-traitement en plusieurs étapes qui est à la fois long et fastidieux. Ces étapes sont les suivantes :
- Lavage : La pièce "verte" doit être soigneusement lavée dans un solvant, généralement de l'alcool isopropylique (IPA), afin d'éliminer tous les résidus de résine non polymérisée de sa surface.
- Le séchage : La pièce lavée doit ensuite être exposée à la lumière UV et souvent à la chaleur dans une station de durcissement spécialisée pour obtenir ses propriétés mécaniques optimales. Ce processus nécessite un équipement spécifique, un espace bien ventilé et une manipulation correcte des produits chimiques dangereux.
3. Sensibilité aux UV et risque de fragilité :
Les résines SLA standard, en particulier, sont susceptibles de se dégrader à la suite d'une exposition prolongée à la lumière du soleil (rayonnement UV). Au fil du temps, les pièces peuvent devenir plus fragiles, changer de couleur et perdre leur intégrité mécanique. Bien que les revêtements résistants aux UV puissent atténuer ce phénomène, il s'agit d'une considération essentielle pour les pièces destinées à une utilisation extérieure à long terme. De nombreuses résines standard sont aussi intrinsèquement plus fragiles que les thermoplastiques techniques.
4. Volumes de construction généralement plus faibles :
5. La nécessité et l'impact des structures de soutien :
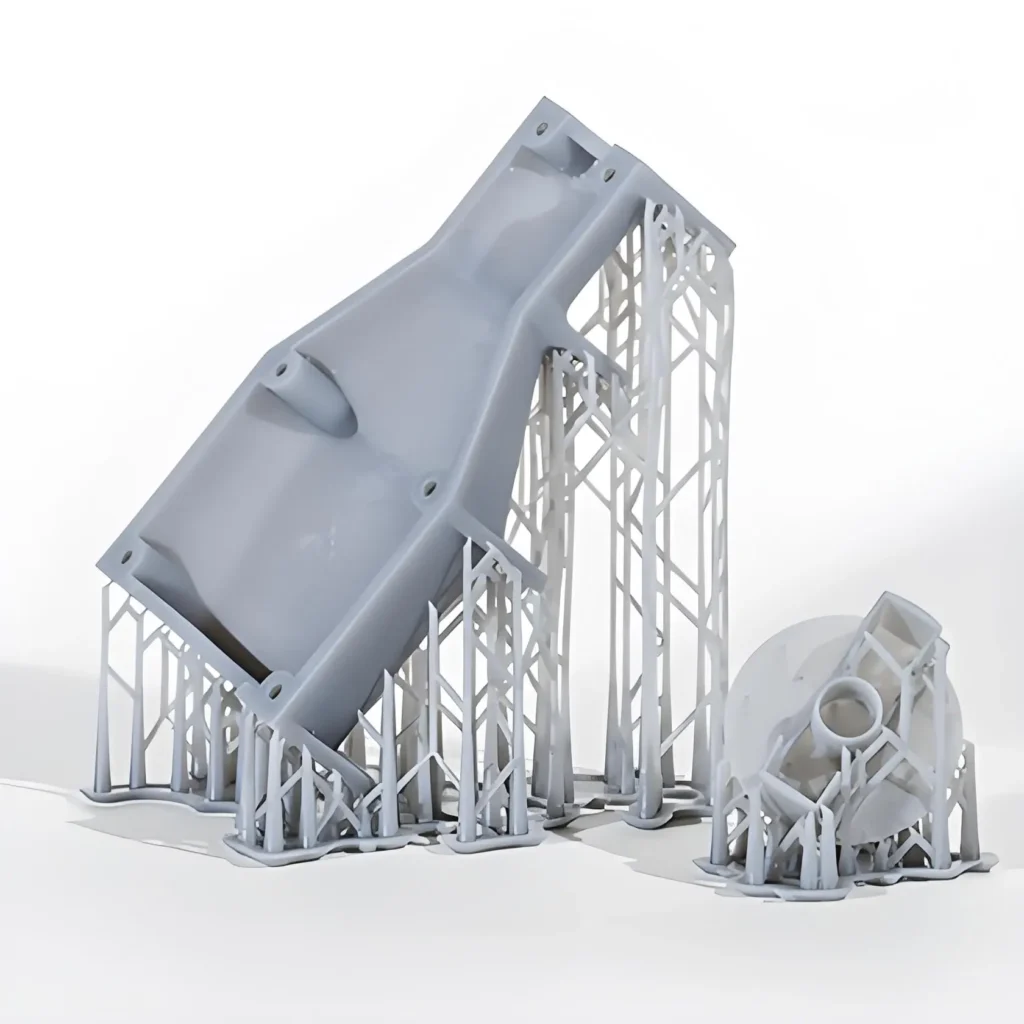
Presque toutes les impressions SLA nécessitent des structures de support pour ancrer la pièce à la plate-forme de construction et pour soutenir les éléments en surplomb. Ces supports sont fabriqués dans le même matériau que la pièce elle-même et doivent être retirés manuellement au cours du post-traitement. Ce processus d'enlèvement peut laisser de petites marques sur la surface qui peuvent nécessiter un ponçage minutieux pour créer une finition parfaitement lisse, ce qui augmente le temps de travail.
Comment la technologie SLA se compare-t-elle aux autres technologies d'impression 3D ?
Le choix de la bonne technologie d'impression 3D dépend entièrement des exigences de l'application en matière de coût, de vitesse, de propriétés des matériaux et de précision.
1. SLA vs. Fused Deposition Modeling (FDM) :
La FDM est la technologie d'impression 3D la plus courante et la plus accessible. Elle permet de fabriquer des pièces en extrudant, couche par couche, un filament thermoplastique fondu.
① Résolution, détail et état de surface :
- ALS : Supérieure. Produit des surfaces lisses et capture des détails extrêmement fins.
- FDM : Inférieur. Les lignes de couche visibles sont une caractéristique distincte, et les détails fins peuvent être perdus en raison du plus grand diamètre de la buse. Un post-traitement intensif est souvent nécessaire pour obtenir une finition lisse.
② Coût et simplicité :
- ALS : Coût plus élevé de la machine et des matériaux. Flux de travail plus complexe en raison du post-traitement.
- FDM : Coût moins élevé. Les machines et les matériaux sont abordables et le processus est plus simple, avec un post-traitement minimal.
③ Propriétés et résistance des matériaux :
- ALS : Les pièces isotropes ont une bonne résistance, mais les résines standard peuvent être fragiles. Les résines techniques spécialisées offrent des performances robustes.
- FDM : Offre une large gamme de thermoplastiques techniques durables (par exemple, ABS, PETG, Nylon, Polycarbonate). Les pièces sont anisotropes (plus faibles entre les couches) mais peuvent être très résistantes et durables.
Modélisation par dépôt en fusion (FDM)
2. SLA et frittage sélectif par laser (SLS) :
Le SLS utilise un laser de forte puissance pour fusionner, couche par couche, des particules de polymère en poudre (généralement du nylon).
① Détail vs. force fonctionnelle :
- ALS : Idéal pour les détails fins et les prototypes esthétiques où la finition de la surface est essentielle.
- SLS : Le meilleur moyen de produire des pièces solides, durables et fonctionnelles avec d'excellentes propriétés mécaniques, rivalisant avec les pièces moulées par injection. La finition de surface est intrinsèquement granuleuse.
② Structures de soutien :
- ALS : Nécessite des structures de soutien qui doivent être enlevées.
- SLS : Sans support. La poudre non fusionnée qui entoure la pièce agit comme un support naturel, ce qui permet de créer des géométries complexes et imbriquées sans les limites des supports.
③ Coût et accessibilité :
- ALS : Disponible en format de bureau et en format industriel à prix abordable.
- SLS : Il s'agit principalement d'une technologie industrielle dont le coût d'entrée est élevé et qui nécessite des installations importantes.
Frittage sélectif par laser (SLS)
3. SLA par rapport au traitement numérique de la lumière (DLP) et LCD/MSLA :
Les technologies DLP et LCD (également appelées Masked SLA ou MSLA) sont également des technologies de photopolymérisation en cuve et sont les plus proches parents de la SLA. La principale différence réside dans la source lumineuse.
① Source de lumière et vitesse :
- ALS : Utilise un laser pour tracer chaque couche. Le temps d'impression dépend de la complexité et de la surface de chaque couche.
- DLP/LCD : Utiliser un projecteur numérique (DLP) ou un écran LCD avec une matrice de LED UV (LCD/MSLA) pour flasher et polymériser une couche entière en une seule fois. Ils sont donc nettement plus rapides que les systèmes SLA, en particulier pour l'impression de pièces multiples ou de grandes pièces solides, car le temps d'impression ne dépend que de la hauteur de la pièce (axe Z).
② Résolution et forme des voxels :
- ALS : Le laser crée une trajectoire continue et régulière. La résolution est définie par la taille du spot du laser.
- DLP/LCD : L'image est composée de pixels (appelés voxels en 3D). Cela peut parfois conduire à un effet de "pixellisation" ou d'"alias" sur les surfaces courbes, bien que les techniques modernes d'anticrénelage réduisent considérablement cet effet. La résolution est définie par la taille des pixels du projecteur ou de l'écran LCD.

DLP/LCD
Le guide ultime de l'impression 3D SLA
Plongez dans notre guide de référence sur l'impression 3D par stéréolithographie (SLA). Découvrez le processus étape par étape, les propriétés des matériaux, les coûts, les conseils de conception et les principales applications.
Le guide complet de l'impression 3D par stéréolithographie (SLA)
Quelles sont les règles de conception à respecter pour l'impression SLA ?
La conception pour la SLA (DfAM - Design for Additive Manufacturing) est cruciale pour garantir la réussite de l'impression, optimiser la qualité des pièces et minimiser les coûts.
1. Épaisseur minimale de la paroi :
Pour qu'une pièce soit autoportante et s'imprime correctement, les parois doivent avoir une épaisseur minimale.
- Murs soutenus : Une épaisseur minimale de 0,4 mm est généralement recommandée.
- Murs non soutenus : Pour les parois verticales qui doivent être rigides par elles-mêmes, une épaisseur d'au moins 0,6 mm est plus sûre. Les parois plus fines risquent de se déformer ou de céder pendant l'impression.
2. Surplombs et supports :
Toute partie d'un modèle qui surplombe à un angle supérieur à environ 45 degrés par rapport à la verticale nécessitera probablement des structures de soutien.
- Conception pour l'autosuffisance : Dans la mesure du possible, concevoir des courbes douces et des chanfreins (en utilisant des angles inférieurs à 45 degrés) afin de minimiser le besoin de supports.
- Stratégie d'orientation : Orientez la pièce dans le logiciel de tranchage afin de minimiser les supports sur les surfaces cosmétiques critiques, car leur retrait peut laisser de petites marques.
3. Creux et trous de drainage :
L'impression de grands modèles solides est coûteuse et prend du temps. Elle augmente également le risque d'échec de l'impression en raison des forces de succion au cours du processus de décollement.
- Creusement : Utilisez votre logiciel de CAO pour évider les modèles solides, créant ainsi une cavité interne et économisant une quantité importante de résine. Une épaisseur de paroi de 2 à 3 mm est généralement suffisante pour la coque creusée.
- Trous de drainage : Il est essentiel d'ajouter au moins deux trous de drainage à votre modèle évidé. Ces trous permettent à la résine non polymérisée de s'échapper de la cavité interne pendant l'impression et le lavage. Sans ces trous, la résine piégée pourrait créer une pression et provoquer la fissuration ou l'éclatement de la pièce. Placez les trous dans des zones non critiques.
4. Détails gaufrés et gravés :
L'ALS excelle dans les détails fins, mais il y a des limites physiques.
- Détails gaufrés (en relief) : Doit dépasser d'au moins 0,2 mm de la surface pour être clairement visible.
- Détails gravés (en retrait) : Ils doivent avoir une largeur et une profondeur d'au moins 0,4 mm pour que le laser puisse les polymériser correctement et que la résine liquide puisse être éliminée par lavage.
5. Tolérances et assemblage :
L'ALS est très précis, mais pour les pièces qui doivent s'emboîter, les jeux sont essentiels.
- Effacement : Pour un ajustement ou un assemblage par glissement, prévoyez un jeu minimum de 0,1-0,2 mm entre les pièces en contact. Pour un ajustement serré, un jeu plus petit de 0,05 mm peut être approprié. Il est toujours préférable d'imprimer une petite pièce d'essai pour valider les tolérances avec votre matériau et votre imprimante spécifiques.
6. Éviter le "cupping" :
Le "cupping" se produit lorsqu'une section creusée crée un volume fermé face à la plate-forme de construction, agissant comme une ventouse pendant le processus de décollement. Ce phénomène peut entraîner un échec de l'impression. Une orientation différente de la pièce ou l'ajout de trous d'aération supplémentaires peuvent résoudre ce problème.
Quelles sont les applications courantes de l'impression 3D SLA ?
Les avantages uniques de l'ANS en ont fait un outil indispensable dans une multitude d'industries.
1. Prototypage et développement de produits :
Cela reste la principale application de l'ALS. Les ingénieurs et les concepteurs l'utilisent pour créer :
- Modèles visuels haute fidélité : Parfait pour le marketing, les groupes de discussion et les présentations aux investisseurs.
- Prototypes de forme et d'ajustement : Vérifier que les pièces s'assemblent correctement et répondent aux exigences ergonomiques avant d'investir dans l'outillage de production de masse.
2. Ingénierie et fabrication :
Au-delà du prototypage, le SLA est utilisé directement dans l'atelier pour.. :
- Gabarits et montages sur mesure : Création d'outils personnalisés de haute précision pour maintenir les pièces pendant l'usinage ou l'assemblage, améliorant ainsi la cohérence et la rapidité.
- Moules à injection à court terme : En utilisant des résines à haute température, le SLA peut produire des moules pour de petits lots (50-100 pièces) de composants moulés par injection, ce qui réduit considérablement les coûts d'outillage et les délais d'exécution pour les séries pilotes.
3. Dentisterie :
L'industrie dentaire a été révolutionnée par la SLA en raison de sa précision et de la disponibilité de matériaux biocompatibles.
- Guides chirurgicaux : Guides spécifiques au patient pour la pose précise d'implants dentaires.
- Modèles pour le thermoformage : Création de modèles précis des dents d'un patient pour thermoformer des gouttières transparentes.
- Couronnes, bridges et prothèses dentaires : Création de modèles coulables ou même impression directe de restaurations temporaires.
4. Bijoux :
L'ALS, avec les résines coulables, est au cœur de la fabrication moderne de bijoux.
- Modèles de fonderie à la cire perdue : Les bijoutiers impriment des motifs complexes, qui sont ensuite utilisés pour créer des moules destinés à la coulée de métaux précieux tels que l'or et l'argent. Cela permet une liberté de conception et une personnalisation inégalées.
5. Soins de santé et dispositifs médicaux :
- Modèles anatomiques : Les chirurgiens utilisent des modèles très détaillés, spécifiques au patient, imprimés à partir de tomographies ou d'IRM pour planifier des interventions chirurgicales complexes, réduisant ainsi le temps passé en salle d'opération et améliorant les résultats pour les patients.
- Boîtiers d'appareils sur mesure : Prototypage et production de boîtiers pour des dispositifs médicaux où la précision et les surfaces lisses sont essentielles.
6. Arts, design et divertissement :
- Figurines et miniatures détaillées : Les amateurs et les concepteurs de personnages utilisent l'ALS pour produire des modèles très détaillés qu'il serait impossible de créer autrement.
- Accessoires et effets spéciaux pour le cinéma : Création d'accessoires et de modèles détaillés et personnalisés pour l'industrie cinématographique.

Quel est le processus de post-traitement de l'ANS ?
Une impression SLA réussie ne représente que la moitié de la bataille. Un post-traitement adéquat n'est pas négociable pour obtenir l'esthétique et les propriétés mécaniques souhaitées.
1. Lavage :
La partie "verte", fraîchement sortie de l'imprimante, est recouverte d'une couche collante de résine liquide non durcie. Celle-ci doit être enlevée.
- Processus : La pièce est immergée et agitée dans un solvant, le plus souvent de l'alcool isopropylique (IPA) à une concentration de 90% ou plus. Cette opération peut être effectuée manuellement dans un conteneur ou, plus efficacement, à l'aide d'une station de lavage automatisée qui fait circuler le solvant.
- Objectif : Éliminer tous les résidus de résine de la surface et des cavités internes. Un lavage inadéquat aura pour effet de rendre la pièce collante et de compromettre le durcissement.
2. Séchage :
Après le lavage, la pièce doit être complètement sèche avant d'être durcie.
- Processus : La pièce doit sécher à l'air, ou de l'air comprimé peut être utilisé pour accélérer le processus. Il est essentiel de s'assurer que tout l'IPA s'est évaporé, car le solvant piégé peut provoquer des défauts de surface et des fissures pendant le durcissement.
3. Post-polymérisation UV :
La partie "verte" n'a pas encore atteint sa pleine puissance. La post-cuisson est une étape nécessaire pour finaliser le processus de polymérisation.
- Processus : La pièce propre et sèche est placée dans une station de durcissement, qui l'expose à une combinaison de lumière UV (à une longueur d'onde spécifique, généralement 405 nm) et souvent de chaleur. La durée et la température sont spécifiques à chaque matériau.
- Objectif : La réticulation complète des chaînes de polymères maximise la solidité, la rigidité et la résistance thermique de la pièce. Sans cette étape, la pièce sera faible, collante et dimensionnellement instable.
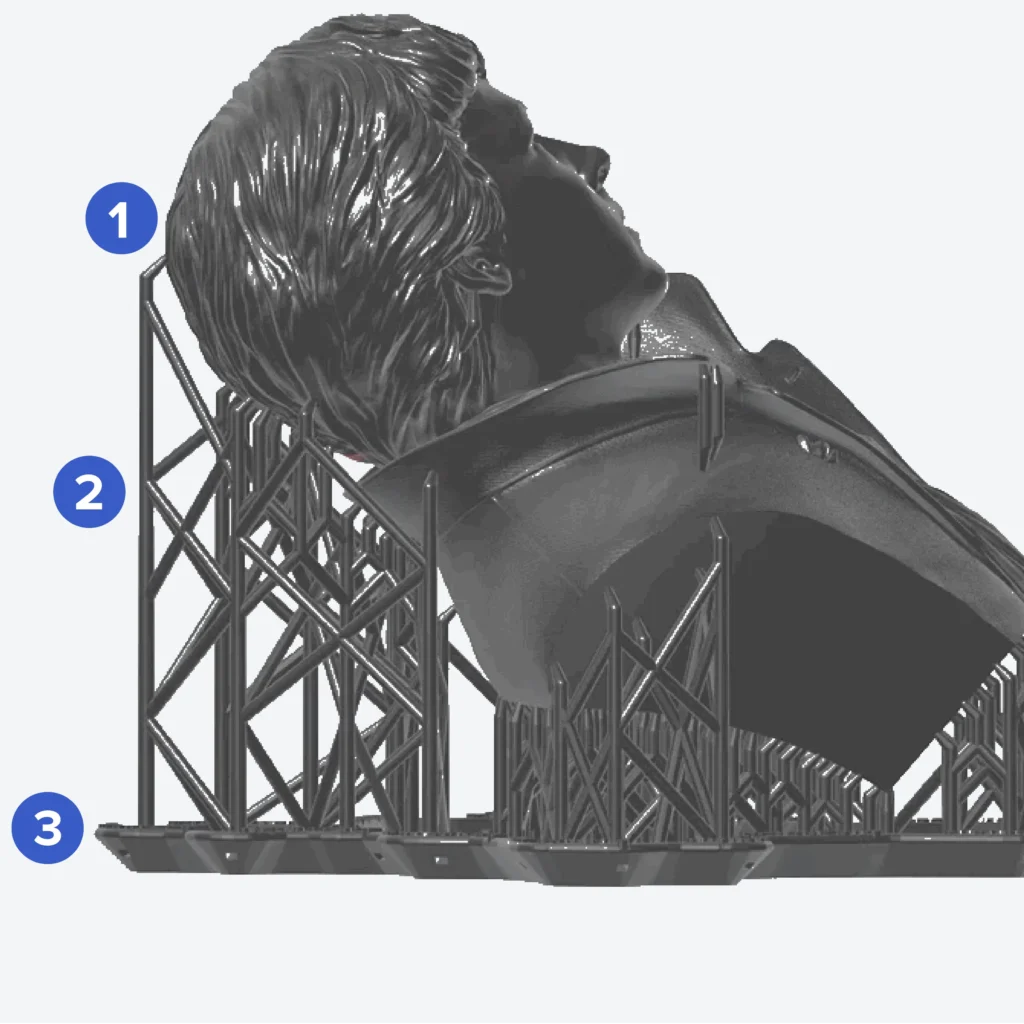
4. Dépose du support :
Cette opération peut être effectuée avant ou après le durcissement, ce qui implique des compromis.
- Avant le durcissement : La pièce est plus molle, ce qui facilite l'enlèvement des supports à l'aide de fraises à affleurer. Cependant, cela peut laisser des marques de surface plus importantes.
- Après le durcissement : La pièce est plus dure et plus cassante, de sorte que l'enlèvement nécessite plus de force et de précautions pour éviter de briser des éléments délicats. Les points de rupture sont généralement plus nets. La plupart des professionnels enlèvent le gros des supports avant le durcissement et procèdent à un enlèvement plus fin après le durcissement.
5. Finition optionnelle :
Pour une finition vraiment parfaite, des mesures supplémentaires peuvent être prises.
- Ponçage : Les petites marques laissées par les structures de soutien peuvent être poncées à l'eau avec des grains de papier de verre de plus en plus fins.
- Polissage : Pour obtenir une finition transparente comme du verre sur les résines claires, un polissage est nécessaire.
- Apprêt et peinture : Les pièces SLA supportent très bien l'apprêt et la peinture, ce qui permet de créer des modèles multicolores de qualité industrielle.

Combien coûte l'impression SLA et combien de temps cela prend-il ?
Il s'agit là de deux des questions pratiques les plus cruciales pour toute entreprise qui envisage un accord de niveau de service. Les réponses dépendent de plusieurs facteurs interconnectés.
1. Facteurs influençant les coûts d'impression SLA :
① Consommation de matériaux : Il s'agit du coût le plus direct. Il est calculé en fonction du volume total de résine utilisé, qui comprend non seulement la pièce elle-même, mais aussi la résine nécessaire pour les structures de soutien et éventuellement un radeau (une structure de base). L'évidage des pièces est le moyen le plus efficace de réduire ce coût.
② Le temps des machines : Ce coût est lié à l'amortissement de l'imprimante SLA et à son temps d'occupation. Contrairement à d'autres technologies, le temps machine en SLA n'est pas principalement dicté par le volume ou la complexité de la pièce, mais par sa hauteur.
③ Travail : L'ANS est un processus à forte intensité de main-d'œuvre. Le coût doit tenir compte du temps de travail de la main-d'œuvre qualifiée nécessaire pour :
- Préparation de l'impression (configuration du fichier, orientation).
- Réglage et nettoyage de la machine.
- L'ensemble du processus de post-traitement (lavage, durcissement, élimination des supports et finition).
④ Complexité des pièces : Bien qu'elles n'aient pas autant d'impact direct sur le temps d'impression que la hauteur, les pièces très complexes peuvent nécessiter des stratégies de support plus complexes, une manipulation plus soigneuse et un post-traitement plus intensif, ce qui augmente les coûts de main-d'œuvre.
2. Estimation du temps d'impression SLA :
① Le conducteur principal (hauteur Z) : Le facteur le plus important qui détermine le temps d'impression en SLA est la hauteur de la pièce le long de l'axe Z. Comme l'imprimante doit exécuter la même séquence d'actions (durcissement du laser, déplacement de la plate-forme, recouvrement) pour chaque couche, une pièce haute prendra toujours plus de temps qu'une pièce courte, quelle que soit sa largeur ou son volume.
② Autres facteurs : Si la hauteur des Z est dominante, d'autres facteurs mineurs peuvent influencer la vitesse :
- Hauteur de la couche : Une hauteur de couche plus petite (par exemple, 25 microns) permet d'obtenir un meilleur état de surface, mais augmente le nombre total de couches et donc le temps d'impression par rapport à une hauteur de couche plus grande (par exemple, 100 microns).
- Matériau : Certaines résines peuvent nécessiter des temps d'exposition légèrement plus longs par couche, ce qui n'a qu'une incidence marginale sur la vitesse globale.

Pourquoi devriez-vous nous choisir pour des services d'impression 3D SLA ?
Naviguer dans les complexités de l'impression SLA requiert plus qu'une simple imprimante ; cela requiert de l'expertise, de la précision et un engagement de qualité. Voici pourquoi nous sommes le partenaire idéal pour vos besoins en impression 3D SLA.
Nous utilisons des machines SLA industrielles de pointe qui sont méticuleusement calibrées et entretenues. Notre environnement d'impression est climatisé pour assurer la stabilité de la résine et la répétabilité du processus. Cela garantit que chaque pièce que nous produisons répond aux normes les plus strictes en matière de précision dimensionnelle et de finition de surface.
Avec une vaste bibliothèque de résines techniques standard et avancées, notre équipe d'experts travaillera avec vous pour sélectionner le matériau idéal pour votre application spécifique. Nous comprenons les nuances des propriétés de chaque résine et pouvons fournir une approche consultative pour garantir que votre pièce fonctionne exactement comme prévu, qu'il s'agisse d'un prototype visuel ou d'un composant fonctionnel d'utilisation finale.
Notre processus est conçu pour être efficace. De notre plateforme de devis en ligne instantané à notre flux de post-traitement optimisé, nous réduisons les délais sans compromettre la qualité. Nous comprenons l'importance de la rapidité dans le développement des produits modernes et nous nous engageons à livrer vos pièces à temps, à chaque fois.
Nous sommes plus qu'un simple service d'impression. Nous sommes un partenaire de fabrication à part entière. Notre équipe peut vous fournir des informations sur la conception pour la fabrication additive (DfAM) afin d'optimiser vos pièces pour le processus SLA, et nos services de finition complets - y compris le ponçage, la peinture et l'assemblage - vous permettent de recevoir des pièces prêtes à être utilisées immédiatement.
Nous considérons nos clients comme des partenaires. Notre objectif est de devenir une extension transparente de votre équipe de conception et d'ingénierie. Nous sommes fiers de notre communication claire, de nos prix transparents et de notre engagement à vous aider à résoudre vos problèmes les plus complexes et à donner vie à vos idées les plus novatrices.
Questions les plus fréquemment posées sur l'impression 3D SLA
La résistance d'une pièce SLA dépend entièrement de la résine utilisée. Les résines standard ont tendance à être fragiles et conviennent mieux aux modèles non fonctionnels. En revanche, les résines techniques (telles que Tough, Durable ou ABS-like) sont formulées pour offrir d'excellentes performances mécaniques, une grande résistance à la traction et aux chocs, qui conviennent à de nombreuses applications fonctionnelles, à des gabarits et à des montages.
En général, non. Les résines SLA standard sont toxiques à l'état liquide et non polymérisé et ne sont pas certifiées pour le contact alimentaire. Pour les applications nécessitant un contact avec la peau, telles que les wearables ou les guides médicaux, vous devez utiliser une résine biocompatible ou de qualité médicale spécifique et suivre un flux de travail strict et validé pour l'impression et le post-traitement afin de garantir la sécurité.
L'ALS est par nature un procédé à couleur unique. La couleur de la pièce est déterminée par la couleur de la résine liquide dans la cuve. Bien qu'il existe des résines pré-pigmentées (par exemple, blanc, gris, noir, transparent), le choix est limité. Pour les pièces multicolores, la pratique professionnelle standard consiste à imprimer la pièce dans une couleur neutre (comme le gris), puis à l'apprêter et à la peindre au cours du post-traitement pour obtenir l'aspect souhaité.
L'ALS est l'une des technologies d'impression 3D les plus précises qui soient. La précision dimensionnelle typique des machines SLA industrielles est de ±0,1% par rapport à la dimension nominale, avec une tolérance minimale d'environ ±0,1 à ±0,2 mm. Cette grande précision en fait la solution idéale pour les essais de forme et d'ajustement et pour les pièces dont les exigences d'assemblage sont très strictes.
"L'impression à la résine est un terme général désignant la famille de technologies appelée photopolymérisation en cuve. SLA, DLP (Digital Light Processing) et LCD/MSLA sont tous des types d'impression à la résine. La principale différence réside dans la source de lumière :
- ALS utilise un seul point laser pour dessiner la couche.
- DLP utilise un projecteur numérique pour flasher et polymériser toute la couche en une seule fois.
- LCD/MSLA utilise une matrice de LED UV qui brille à travers un écran LCD qui sert de masque pour durcir toute la couche en une seule fois. Bien qu'elles utilisent toutes de la résine liquide, la méthode de polymérisation influe sur les caractéristiques de vitesse et de résolution. La technologie SLA est la technologie d'origine, connue pour sa précision et sa finition lisse.


Comment choisir la bonne vitesse d'injection ?
Key Takeaways – Injection speed (fill1 rate) is one of the most critical process parameters in injection molding—too slow causes short shots, weld2 line weakness, and surface blemishes; too fast
What are the Essential Design Guidelines for MUD Inserts?
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

Quels sont les avantages du moulage par injection de métal ?
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

