 Skip to content
Skip to content 

Proface : Le processus de production de moule d'injection plastique est généralement divisé en : personnalisation du client, conception du moule, fabrication du moule, inspection du moule et moule d'essai, modification et réparation du moule, et entretien du moule. Nous les expliquons ci-dessous un par un.

Personnalisation des clients
Le processus de fabrication des moules en plastique commence lorsque les ingénieurs du client fournissent au mouliste les dessins du produit. Le mouliste prend les données du produit, les analyse et les transforme en exigences pour la fabrication de pièces en plastique. C'est ce qu'on appelle l'ingénierie client.

Exigences en matière de production de pièces en plastique
Comprendre l'utilisation, l'aptitude au traitement, la précision dimensionnelle et les autres exigences techniques des pièces. Par exemple, quelles sont les exigences en matière d'aspect, de forme, de transparence des couleurs et de performance des pièces en plastique ?
La structure géométrique, la pente et l'insertion des pièces moulées par injection sont-elles raisonnables ? Le degré admissible de défauts de moulage tels que les marques de soudure et les trous de retrait. Existe-t-il des opérations de post-traitement telles que la peinture, la galvanoplastie, la sérigraphie et le perçage ?

Vérifiez si la tolérance de moulage est inférieure à la tolérance des pièces en plastique et s'il est possible de mouler des pièces en plastique qui répondent aux exigences. Vous devez également connaître les paramètres de plastification et de moulage du plastique.
Données du processus
Le matériau de moulage doit être suffisamment résistant pour les pièces en plastique, bien s'écouler, être le même partout, être le même dans toutes les directions et ne pas changer lorsqu'il devient chaud.
En fonction de la fonction des pièces en plastique et de la possibilité de les retravailler par la suite, le matériau de moulage doit pouvoir être teinté, recouvert de métal, avoir un bel aspect, être suffisamment extensible et flexible, transparent ou brillant, coller ensemble (comme pour le son) ou être soudé.
Choisir l'équipement de moulage
Capacité d'injection, pression de serrage, pression d'injection, taille d'installation du moule, dispositif d'éjection et taille, diamètre du trou de buse et rayon sphérique de la buse, taille de la bague de positionnement du manchon de fermeture, épaisseur maximale et minimale du moule, course du gabarit, etc.

Plan de structure spécifique pour les moules
Moule à deux plaques, moule à trois plaques. ) et les exigences économiques de la production de pièces en plastique (faible coût des pièces, efficacité élevée de la production, fonctionnement continu du moule, longue durée de vie, économie de main-d'œuvre, etc.
Conception des moules
Classement des pièces en plastique
Le classement des pièces plastiques consiste à mettre en ordre une ou plusieurs pièces plastiques dont vous avez besoin, en fonction de la manière dont vous souhaitez les fabriquer et du type de moule que vous souhaitez utiliser.
Le classement des pièces en plastique complète la structure du moule et l'aptitude au traitement des matières plastiques, et affecte directement le processus de moulage par injection qui s'ensuit. La structure du moule correspondant doit être prise en compte lors du classement, et le classement doit être ajusté en fonction de la structure du moule.
A partir de la processus de moulage par injection de plastique Dans cette perspective, le classement doit prendre en compte : la longueur de la glissière, la perte de la glissière, la position de la porte, l'équilibre de l'entrée de colle, l'équilibre de la pression de la cavité.
Lors de l'examen de la structure du moule, vous devez tenir compte des points suivants : Répond-elle aux exigences d'étanchéité ? Répond-elle aux exigences d'espace de la structure du moule, telles que la base de la pelle, la position de la rangée, le sommet incliné et d'autres exigences d'espace ? Les pièces de la structure du moule sont-elles suffisamment solides ? Les multiples pièces mobiles interfèrent-elles les unes avec les autres ?

La position du manchon permet-elle d'éviter la position du trou d'éjection ? Vous devez également penser aux vis, à l'eau de refroidissement et aux dispositifs d'éjection : Faites attention à l'influence des vis et des éjecteurs sur les trous d'eau de refroidissement lors du classement.
Le rapport entre la longueur et la largeur du moule est-il judicieux ? Le moule doit être aussi compact que possible, avec un rapport longueur/largeur approprié, et vous devez également tenir compte des exigences d'installation de la machine d'injection.

Dessin de devis Dessin et commande
Le dessin du devis est le premier plan de conception du moule et sert également de référence pour la commande de moules. Le dessin du devis est une identification relativement détaillée de la base du moule, de sa structure et de la taille du matériau du moule sur la base de la disposition originale du moule.
Lors de la commande, vous devez dessiner un schéma simple de la base du moule et remplir le formulaire de commande en vous basant sur le dessin du devis.

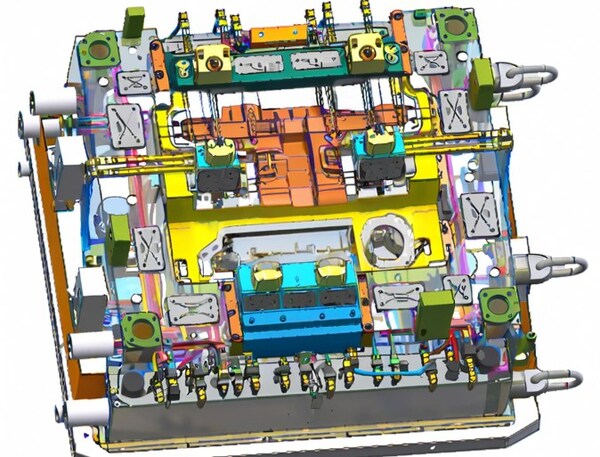
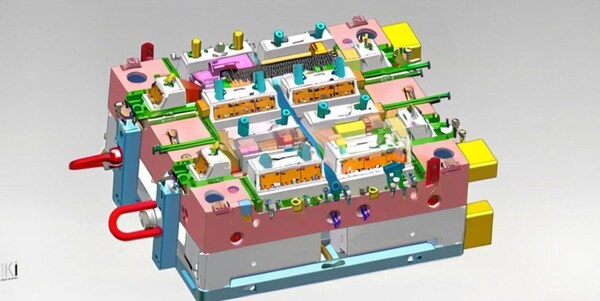
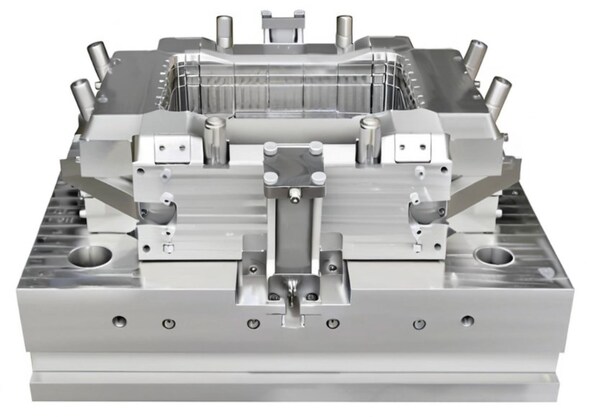
Conception de la structure du moule
La structure du moule est déterminée par le type de machine de moulage par injection et les caractéristiques des pièces en plastique.
Lors de la conception, il convient de se concentrer sur les aspects suivants : spécifications techniques de la machine de moulage par injection ; performance du processus des matières plastiques ; système de coulée, y compris les canaux, les portes, etc. ; pièces de moulage ; pièces structurelles couramment utilisées ; mécanisme de glissement ; mécanisme d'éjection ; contrôle de la température du moule ; échappement ; matériaux du moule.
Lors de la conception d'un moule, il faut penser à beaucoup de choses et choisir une bonne forme qui permettra au moule de fonctionner correctement.
Classement des pièces en plastique
Au stade de la conception en 3D, nous établissons un classement sur la base du classement en 2D au début de la conception pour une conception plus approfondie.

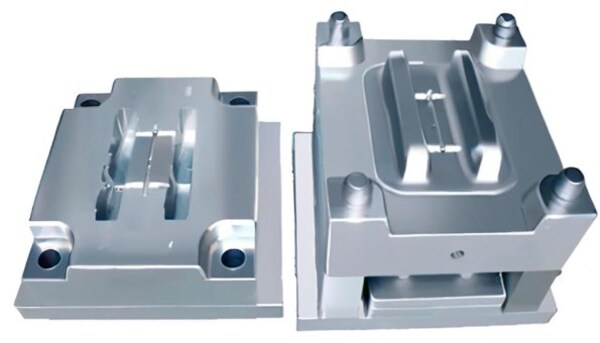
Séparation
Choisir le bon plan de joint, tenir compte de la distance d'étanchéité, construire le plan de référence, équilibrer la pression latérale, aplanir la surface de contact de la buse, gérer le contact et la pénétration des petits trous, éviter l'acier tranchant, tenir compte de l'aspect du produit, etc.
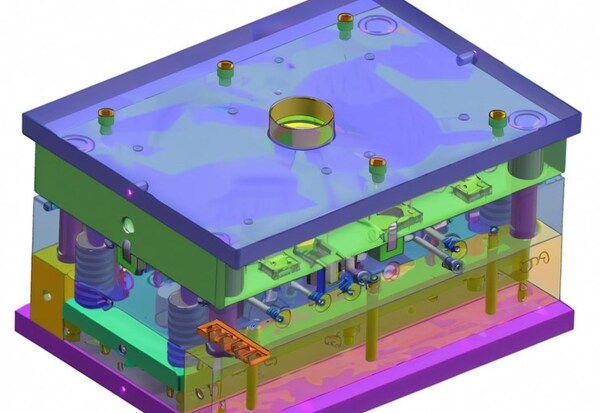
Vérification et amélioration de la résistance des moules
Pour s'assurer que le moule peut fonctionner normalement, il faut vérifier non seulement la résistance globale du moule, mais aussi la résistance de la structure locale du moule.
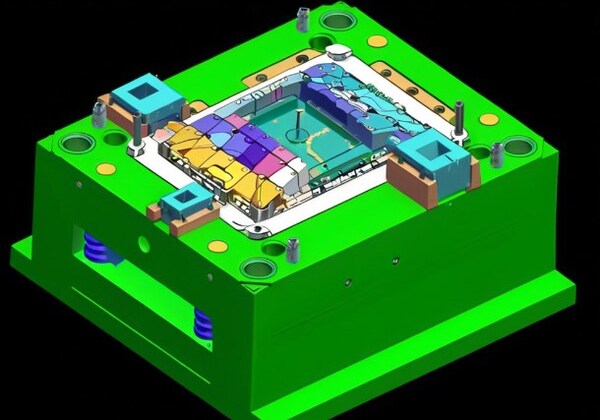
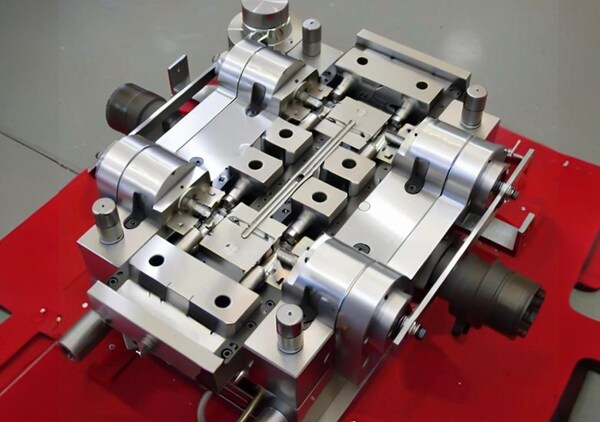
Conception des pièces de moule
Les pièces de moule peuvent être divisées en deux types : les pièces de formage et les pièces structurelles. Les pièces de formage sont les pièces qui participent directement à la formation de l'espace de la cavité, telles que le moule concave (cavité), le poinçon (noyau), l'insert, la glissière, etc.
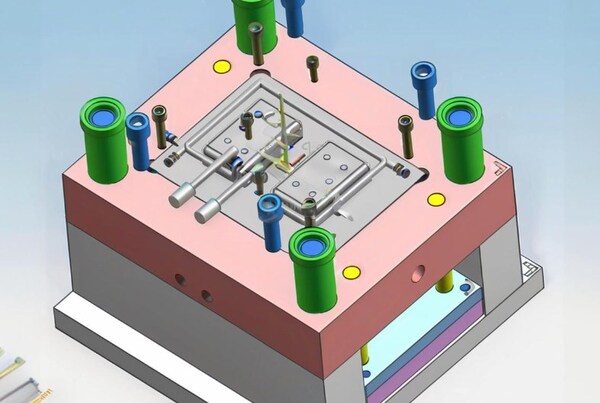
Les pièces structurelles sont les pièces utilisées pour l'installation, le positionnement, le guidage, l'éjection et diverses actions au cours du processus de formage, telles que les anneaux de positionnement, les buses, les vis, les tiges de traction, les éjecteurs, les bagues d'étanchéité, les plaques de traction à distance fixe, les crochets, etc.
Lors du fendage des inserts, plusieurs éléments doivent être pris en compte : pas d'acier tranchant ou fin, facilité de traitement, facilité d'ajustement de la taille et de réparation, garantie de la solidité des pièces moulées, facilité d'assemblage, pas d'impact sur l'apparence, et prise en compte globale du refroidissement (après la fabrication des inserts, le refroidissement local est difficile, il convient donc de tenir compte de la situation en matière de refroidissement).

Lors de la conception des pièces structurelles, le principe général de la disposition des broches d'éjection et des canaux de refroidissement consiste à disposer d'abord les broches d'éjection, puis les canaux de refroidissement, et enfin à ajuster les broches d'éjection. Cependant, dans la production réelle, la modification du moule est souvent prise en compte.
Après la fabrication du moule, les canaux de refroidissement ne sont pas mis en service immédiatement. Ils ne peuvent être ouverts qu'après l'achèvement de la modification du moule pour une période de temps correspondant à la situation modifiée.

Disposition de la douille d'éjection :
La douille d'éjection est généralement utilisée pour la position de la colonne de moulage. En outre, pour la position de l'os le plus profond, la broche d'éjection est facile à éjecter, et la douille d'éjection peut également être utilisée pour ajouter des os afin de faciliter l'éjection.

En général, l'épaisseur de la paroi de la douille d'éjection est >=1mm, et la douille d'éjection et l'aiguille d'éjection sont commandées ensemble lors de la commande.
Dans la conception structurelle, la hauteur de la colonne ne doit pas être trop élevée, sinon l'aiguille du manchon sera facilement pliée et difficile à éjecter.
Pour la conception et la sélection d'autres pièces structurelles, telles que les anneaux de positionnement, les buses, les vis, les tiges de traction, les bagues d'étanchéité, les plaques de traction à distance fixe, les crochets, les ressorts, etc., les personnes intéressées peuvent trouver des informations pour les comprendre par elles-mêmes.
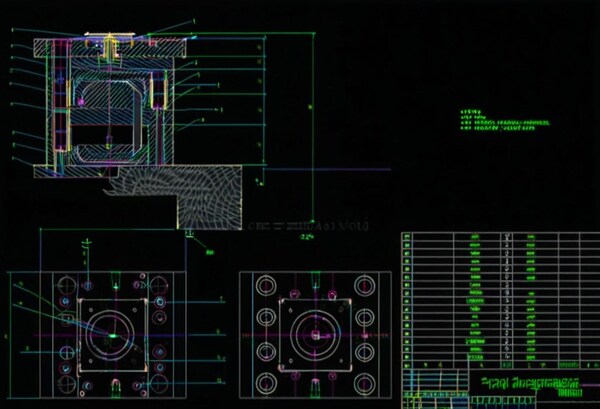
Production de dessins de moules
Les dessins de moules sont des documents importants qui transforment les intentions de conception en production de moules. En règle générale, ils doivent être dessinés conformément aux normes nationales et être combinés avec les méthodes de dessin habituelles de chaque usine. Les dessins de moules comprennent les dessins de la structure générale de l'assemblage et leurs exigences techniques, ainsi que les dessins de toutes les pièces, y compris les divers inserts.

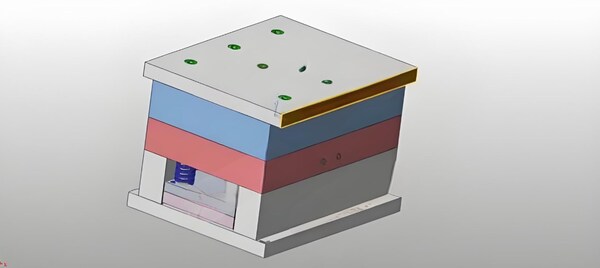
Fabrication de moules
Programmation et retrait des électrodes
Une fois la conception du moule terminée, vous devez créer des programmes CNC et extraire les électrodes pour le traitement par électroérosion en fonction des conditions de traitement de chaque pièce.
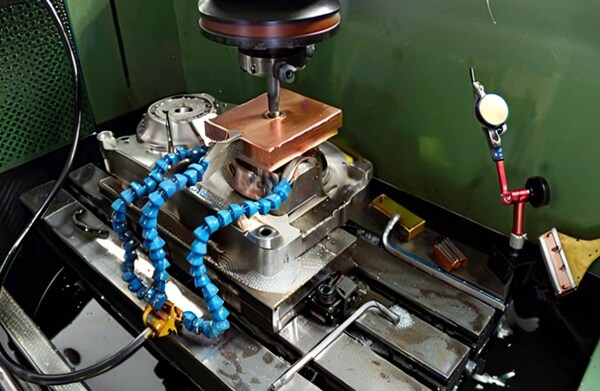
Usinage
Le traitement mécanique du moule comprend le traitement CNC, le traitement EDM, le traitement de découpe par fil, le traitement de perçage de trous profonds, etc. Une fois la base du moule et les matériaux commandés, le moule n'est qu'à l'état d'ébauche ou de matériau en acier.

À ce stade, une série de traitements mécaniques doivent être effectués conformément à l'intention de conception du moule pour fabriquer différentes pièces.
L'usinage CNC implique différents processus d'usinage, des choix d'outils, des réglages d'usinage et d'autres choses que vous devez savoir. Si vous souhaitez en savoir plus, vous pouvez trouver les informations dont vous avez besoin.
L'usinage par électroérosion (EDM) est l'usinage par étincelle électrique. Il s'agit d'un processus d'usinage qui utilise la décharge pour corroder les matériaux afin d'obtenir la taille requise, de sorte qu'il ne peut traiter que des matériaux conducteurs. Les électrodes utilisées sont généralement en cuivre et en graphite.
Assemblage du banc
Le travail à l'établi est une partie très importante du processus de fabrication des moules et doit être effectué tout au long du processus de fabrication des moules. Le travail à l'établi convient à l'assemblage des moules et permet de réaliser des opérations de tournage, de fraisage, de meulage et de perçage.
Sauvetage et polissage des moules
Le nettoyage et le polissage des moules consistent à utiliser du papier de verre, de la pierre à huile, de la pâte de diamant et d'autres outils pour traiter les pièces du moule après le traitement du moule par CNC, EDM et travail à l'établi, et avant l'assemblage du moule.

Inspection et essai des moisissures
Inspection des moisissures
Le processus de moulage et d'assemblage est en fait le processus d'inspection du moule. Lors de l'assemblage du moule, vous pouvez vérifier si le fil rouge est en place, si la douille d'éjection est lisse et si le moule ne présente pas d'interférence erronée.
Méthode de détection des moisissures
Détection de l'apparence
L'une des façons les plus simples de détecter les moisissures est de les observer. Pour ce faire, vous devez vérifier si le moule est plat, s'il présente des rayures, des bosses, des fissures ou d'autres éléments de ce type. Vous devez également vérifier si le moule est de la même couleur et s'il est recouvert d'huile.

Inspection des dimensions
Le contrôle de la taille du moule est très important, car si la taille n'est pas bonne, la qualité du produit s'en trouvera sérieusement affectée. Lors de l'inspection des dimensions, nous devons utiliser des outils de mesure professionnels, tels que des micromètres, des pieds à coulisse, etc., pour déterminer si les différentes dimensions du moule répondent aux exigences.

Inspection de la dureté
La dureté du moule est un facteur important qui influe sur la durée de vie du moule et la qualité du produit. Vous pouvez utiliser un testeur de dureté pour vérifier la dureté et mesurer la valeur de dureté du moule pour voir s'il répond aux exigences.
Inspection de l'installation
Assurez-vous que le moule est installé correctement et solidement. Lors de l'inspection de l'installation, vérifiez que les différentes parties du moule sont raisonnables et que la connexion est sûre afin de garantir que le moule ne se cassera pas ou ne se déformera pas pendant l'utilisation.

Vérifier la performance des moules
L'utilisation de moules différents requiert des propriétés différentes, telles que la résistance à l'usure et la résistance à la corrosion. Lors de l'évaluation des performances des moules, il convient d'effectuer des tests basés sur les exigences de conception des différents types de moules.
Essais de durabilité
Les tests de durabilité consistent à fabriquer le moule et à le faire fonctionner un certain nombre de fois pour voir s'il se fatigue, se plie, se casse ou autre, afin de déterminer sa durée de vie et sa qualité.
Essais de l'organisation matérielle
Utiliser des outils tels que des microscopes pour vérifier l'organisation du matériau du moule afin de voir s'il y a des impuretés, des défauts, une surchauffe, etc. pour s'assurer que la qualité du matériau répond aux exigences.

Essais fonctionnels
L'essai fonctionnel est l'essai d'utilisation réelle du produit fabriqué par le moule pour voir si le produit répond aux exigences de conception et aux indicateurs de performance pendant l'utilisation. Les essais fonctionnels courants comprennent les essais d'assemblage du produit, les essais de fonctionnement du produit, les essais de fiabilité du produit, etc.

Étapes du test des moisissures
Pré-inspection
Avant de rechercher des moisissures, vous devez procéder à une inspection préalable. Commencez par examiner le moule pour voir s'il présente des dommages évidents, tels que des éclats, des fissures ou des cassures. Nettoyez ensuite le moule pour vous assurer qu'il n'y a pas de saletés ou d'éléments corrosifs. Enfin, appliquez de l'huile sur toutes les pièces mobiles du moule.

Mise en place d'un plan de test
Créer un plan de test qui corresponde aux exigences de conception et aux exigences fonctionnelles du moule. Décidez ce qu'il faut tester, comment le tester et quels outils utiliser.

Inspection de l'apparence
Utilisez des loupes, des microscopes et d'autres outils pour inspecter l'aspect général du moule. Observez s'il y a des défauts évidents tels que des bosses, des bulles, des cassures, des dommages mécaniques, etc.

Inspection des dimensions
Sur la base des dessins de conception du moule, utilisez les outils de mesure appropriés pour mesurer les dimensions, comparez les résultats des mesures avec les exigences de conception et déterminez si la précision dimensionnelle du moule répond aux exigences.

Inspection de la durabilité
Pour tester le moule, vous devez effectuer un certain nombre de moulages ou d'injections en continu pour voir si le moule s'use, se déforme, se casse, etc. pendant son utilisation. Enregistrez la durée de vie et les changements du moule.

Inspection de l'organisation matérielle
Prélevez un échantillon du matériau du moule et fabriquez une pièce d'essai. Examinez la structure du matériau à l'aide d'un microscope et d'autres outils. Voyez s'il y a des impuretés, des défauts, une surchauffe ou d'autres problèmes. Assurez-vous que la qualité du matériau du moule est suffisante.
Inspection fonctionnelle
Essai d'utilisation pratique des produits fabriqués par le moule. Il s'agit d'essais d'assemblage, de fonctionnement, de fiabilité et autres. Déterminer si le produit répond aux exigences de la conception et aux indicateurs de performance pendant l'utilisation.

Enregistrer les résultats du test
Enregistrer tous les éléments du test, y compris les méthodes d'essai, les résultats du test, la durée du test, etc. Et rédiger un rapport d'essai du moule pour analyse et référence ultérieures.
Procès de la moisissure
Une fois le moule fabriqué, nous devons le tester sur la machine d'injection pour voir si le moule est bon et si la structure de la pièce en plastique est bonne. En testant le moule, nous pouvons voir comment il se comporte pendant le processus de fabrication de la bière et si la structure de la pièce en plastique est bonne.
Précautions à prendre avant l'essai des moules
Apprenez à connaître le moule : Il est préférable d'obtenir les dessins de conception du moule, de les analyser en détail et de faire en sorte que le technicien du moule participe à l'essai du moule.

Tout d'abord, vérifiez l'action de coordination mécanique sur l'établi : veillez à ce qu'il n'y ait pas de rayures, de pièces manquantes ou de jeu, à ce que le moule se déplace sur la plaque de glissement, à ce que les joints du canal d'eau et du tuyau d'air ne fuient pas, et à ce que toute restriction à l'ouverture du moule soit également indiquée sur le moule.
Si les actions ci-dessus peuvent être effectuées avant de suspendre le moule, cela permet d'éviter la perte de temps due à la découverte de problèmes lors de la suspension du moule et du démontage de ce dernier.

Après avoir confirmé que les différentes parties du moule fonctionnent correctement, il est nécessaire de sélectionner une machine d'injection de moules d'essai appropriée. Lors de la sélection, il convient de prêter attention aux points suivants : quel est le volume d'injection maximal de la machine ? moulage par injection machine,
La distance intérieure du tirant peut-elle être adaptée au moule, la course maximale du gabarit mobile répond-elle aux exigences, et les autres outils et accessoires du moule d'essai sont-ils entièrement préparés ?

Une fois que tout est en ordre, l'étape suivante consiste à suspendre le moule. Lors de la suspension, il convient de noter que tous les gabarits de serrage doivent être verrouillés et que le crochet de suspension ne doit pas être retiré avant l'ouverture du moule, afin d'éviter que le gabarit de serrage ne se desserre ou ne se brise et ne fasse tomber le moule.
Après l'installation du moule, les actions mécaniques des différentes parties du moule doivent être soigneusement vérifiées, par exemple si les actions de la plaque de glissement, de la goupille d'éjection, de la structure de rétraction des dents et de l'interrupteur de fin de course sont correctes.

Il faut également veiller à ce que la buse d'injection et l'orifice d'alimentation soient alignés. L'étape suivante consiste à prêter attention à l'action de fermeture du moule. À ce stade, la pression de fermeture du moule doit être abaissée. Lors de la fermeture manuelle et à basse vitesse du moule, il convient de vérifier et d'écouter s'il y a des mouvements irréguliers et des sons anormaux.
Le levage du moule est en fait assez simple. La principale chose à laquelle vous devez faire attention est que le centrage de la porte du moule et de la buse est difficile. En général, vous pouvez ajuster le centre à l'aide d'un papier d'essai.

Augmenter la température du moule : En fonction de la performance des matières premières utilisées dans le produit fini et de la taille du moule, sélectionnez un contrôleur de température de moule approprié pour augmenter la température du moule jusqu'à la température requise pour la production.
Une fois la température du moule augmentée, vérifiez à nouveau le mouvement de chaque pièce, car l'acier peut provoquer un blocage du moule après la dilatation thermique ; faites donc attention au glissement de chaque pièce pour éviter les tensions et les vibrations.

Si l'usine ne suit pas la règle du plan expérimental, nous suggérons d'ajuster une seule condition à la fois lors de l'ajustement des conditions du moule d'essai, afin de voir l'effet d'un seul changement de condition sur le produit fini.
En fonction des matières premières, il convient de cuire correctement les matériaux d'origine. Le moule d'essai et la future production de masse doivent utiliser les mêmes matières premières dans la mesure du possible.

N'utilisez pas de matériaux de mauvaise qualité pour les moules d'essai. Si vous avez des exigences en matière de couleur, vous pouvez effectuer un test de couleur en même temps. Le traitement secondaire est souvent affecté par des contraintes internes et d'autres problèmes.

Une fois que le moule d'essai est stable, procédez au traitement secondaire. Une fois le moule fermé lentement, réglez la pression de fermeture du moule et déplacez-le plusieurs fois pour vérifier si la pression de fermeture du moule n'est pas inégale, afin d'éviter les bavures sur le produit fini et la déformation du moule.
Principales étapes d'un procès en matière de moisissures
Pour éviter de perdre du temps et des efforts lors de la production de masse, vous devez patiemment ajuster et contrôler les différentes conditions de traitement, trouver les meilleures conditions de température et de pression et développer des procédures standard d'essai des moules que vous pourrez utiliser pour établir vos méthodes de travail quotidiennes.

Assurez-vous que la matière plastique contenue dans le tonneau est correcte et qu'elle a été séchée conformément aux règles (si vous utilisez des matières premières différentes pour l'essai et la production du moule, vous risquez d'obtenir des résultats différents).
Pour éviter que du mauvais plastique ou des matériaux étrangers ne pénètrent dans le moule, le tuyau de matériau doit être bien nettoyé. Le mauvais plastique et les matières étrangères peuvent bloquer le moule. Vérifiez que la température du tuyau de matériau et la température du moule sont adaptées aux matières premières que vous utilisez.
Modifiez la pression et le volume d'injection pour que le produit fini ait une belle apparence, mais ne vous précipitez pas, en particulier lorsque certaines cavités du moule ne sont pas complètement solidifiées. Réfléchissez avant de modifier les paramètres de contrôle, car une petite modification du taux de remplissage du moule peut entraîner une modification importante du remplissage du moule.

Il suffit d'être patient et d'attendre que les conditions de la machine et du moule se stabilisent, c'est-à-dire la machine de taille moyenne. Il se peut également que la machine doive attendre plus de 30 minutes. Ce temps peut être mis à profit pour vérifier les éventuels problèmes du produit fini.

Le temps d'avance de la vis ne doit pas être inférieur au temps de solidification du plastique de la porte, sous peine de réduire le poids du produit fini et d'en altérer les performances. Lorsque le moule est chauffé, le temps d'avance de la vis doit également être prolongé pour compacter le produit fini.

Un ajustement raisonnable permet de réduire le cycle de traitement total.
Faites fonctionner les conditions nouvellement ajustées pendant au moins 30 minutes jusqu'à ce qu'elles soient stables, puis produisez en continu au moins une douzaine d'échantillons de moules complets, marquez la date et la quantité sur leurs contenants et placez-les séparément en fonction de la cavité du moule pour tester la stabilité de leur fonctionnement réel et en déduire des tolérances de contrôle raisonnables.
Mesurez et notez les dimensions importantes des échantillons continus (attendez que l'échantillon refroidisse à la température ambiante avant de le mesurer).
Vérifiez les dimensions de chaque échantillon de moule et recherchez : la cohérence des dimensions du produit. Toute dimension ayant une tendance à la hausse ou à la baisse, ce qui indiquerait que les conditions de traitement de la machine continuent de changer, comme un mauvais contrôle de la température ou de la pression de l'huile. Si le changement de dimensions se situe dans la plage de tolérance.

Si la taille du produit fini ne change pas beaucoup et que les conditions de traitement sont normales, vous devez vérifier si la qualité du produit fini provenant de chaque empreinte est acceptable et si sa taille se situe dans la tolérance autorisée. Notez les numéros des cavités qui sont systématiquement plus grands ou plus petits que la moyenne afin de vérifier si la taille du moule est correcte.
Enregistrer les paramètres obtenus lors de l'essai du moule
Enregistrer et analyser les données pour déterminer s'il est nécessaire de modifier le moule et les conditions de production, et comme référence pour la future production en série.

Prolonger le processus pour stabiliser la température de la matière fondue et la température de l'huile hydraulique.
Ajustez les conditions de la machine en fonction de la taille de tous les produits finis qui sont trop grands ou trop petits. Si le taux de rétrécissement est trop élevé et que le produit fini a l'air d'être court, vous pouvez également l'utiliser comme référence pour augmenter la taille de la porte.

Corrigez la taille des cavités qui sont trop grandes ou trop petites. Si la taille de la cavité et de la porte est toujours correcte, essayez de modifier les conditions de la machine, comme le taux de remplissage, la température du moule et la pression de chaque pièce, et voyez si certaines cavités se remplissent lentement.

Apportez des corrections individuelles en fonction de la correspondance des produits finis de chaque cavité ou du déplacement du noyau du moule, et essayez éventuellement d'ajuster à nouveau le taux de remplissage et la température du moule pour obtenir un résultat plus uniforme.
Inspecter et résoudre les problèmes éventuels liés à la moulage par injection Les machines mal entretenues, comme les problèmes liés à la pompe à huile, à la vanne d'huile, au régulateur de température, etc., peuvent entraîner des changements dans les conditions de traitement. Même le meilleur moule ne fonctionnera pas bien sur une machine mal entretenue.

Après avoir examiné toutes les valeurs enregistrées, conservez un ensemble d'échantillons pour vérifier et comparer si les échantillons corrigés se sont améliorés. Sauvegardez correctement tous les enregistrements de l'inspection des échantillons pendant l'essai du moule, y compris les différentes pressions dans le cycle de traitement, la température de la matière fondue et du moule, la température du tuyau de matériau, le temps d'action de l'injection, la période d'alimentation de la vis, etc.
En bref, conservez toutes les données qui vous aideront à établir avec succès les mêmes conditions de traitement à l'avenir pour obtenir des produits répondant aux normes de qualité.

Modification et réparation des moules
Après l'essai du moule, le moule doit être modifié en fonction de la situation de l'essai du moule. De même, une fois que l'ingénieur a confirmé la pièce en plastique, la structure de la pièce en plastique doit être modifiée en conséquence.
Raisons de la modification des moules
Modifications dues à des erreurs de traitement
Les erreurs d'usinage sont principalement concentrées dans les premières phases des essais de nouveaux moules, telles que les erreurs de perçage de l'eau, la petite taille du matériau du noyau du moule, les erreurs de CNC, les erreurs d'EDM, etc. Dans le processus de traitement, on peut dire que chaque étape de traitement comporte un risque d'erreur.

Certaines erreurs peuvent être corrigées en modifiant le moule, tandis que d'autres doivent être refaites en changeant le matériau. Si le matériau est changé et refait, il ne s'agit pas d'une modification du moule. La nécessité de modifier le moule est souvent due à de petites erreurs, telles qu'une nervure d'électroérosion un peu décalée ou un peu profonde, une coupe de fil un peu trop importante, un trou de filetage cassé, etc.
Modifications déraisonnables de la conception des moules
Au début de la conception du moule, vous passerez plus de temps sur le plan et les résultats. Certains problèmes évidents sont plus faciles à trouver, tandis que d'autres, plus obscurs, sont difficiles à déceler jusqu'à l'essai ou la production du moule. La plupart des problèmes sont détectés lors de l'essai du moule ou de la production, et un retour d'information est donné à l'équipe de conception, puis le plan de modification est établi.

Par exemple, si la porte ou la glissière est trop petite, le produit ne sera pas facile à injecter ; la position ou le type de porte est déraisonnable, ce qui entraîne des problèmes de qualité du produit ; la colonne de guidage inclinée ou d'autres pièces affectent la capacité du robot à prendre le produit ; le moule revient de manière anormale, etc.
Modifications de la conception du produit par le client
La raison la plus importante de la modification des moules est l'évolution de la conception des produits des clients. En tant que fabricant de moules, il est difficile d'évaluer cet aspect. De plus, cet aspect n'est pas sous le contrôle de la société de moulage.

Les modifications apportées aux moules dans ce domaine peuvent être plus ou moins importantes, comme l'ajout ou le retrait de colle au niveau local, la nécessité d'ajouter des glissières ou des plans inclinés, la modification de la surface de séparation, voire la mise au rebut et la réfection des glissières ou des noyaux de moule.
Méthodes de modification des moules
Redéfinir le moule
La meilleure façon de résoudre le problème est de redessiner le moule. Sur la base des problèmes posés par le moule d'origine, nous optimisons et concevons la structure du moule, la surface de séparation, l'emplacement de la porte, etc. Dans le même temps, nous devons envisager la sélection des matériaux du moule et l'optimisation du processus de traitement thermique pour améliorer la durée de vie et la durabilité du moule.

Par exemple, pour résoudre le problème du remplissage insuffisant de la matière fondue causé par une surface de séparation inégale du moule, nous pouvons redessiner la surface de séparation pour rendre le remplissage de la matière fondue plus uniforme.
Modifier les paramètres du moule
La modification des paramètres du moule est un moyen simple et rapide de modifier le moule. En ajustant les paramètres tels que la taille du moule, la précision du moule et la rugosité de la surface du moule, il est possible d'améliorer la qualité et l'efficacité de la production du produit.

Par exemple, en ajustant la taille et la position de la porte, le processus de remplissage de la matière fondue peut être optimisé et la qualité du produit peut être améliorée ; en réduisant la rugosité de la surface du moule, le résidu du produit peut être réduit et l'efficacité de la production peut être améliorée.
Remplacer les accessoires des moules
L'échange d'accessoires de moule est un moyen populaire et relativement peu coûteux de modifier les moules. Pour les pièces du moule qui sont sujettes à l'usure et aux défaillances, comme la cavité, le noyau, le manchon de fermeture, etc., vous pouvez les remplacer par des matériaux fondus ou des traitements de surface plus résistants à l'usure et à la corrosion.

Vous pouvez également choisir des composants de moule plus avancés en fonction de vos besoins de production réels afin d'améliorer l'efficacité de la production et la qualité des produits. Par exemple, si vous remplacez la cavité, qui s'use facilement, par un matériau très résistant à l'usure, vous pouvez prolonger efficacement la durée de vie du moule.
Raisons pour lesquelles il faut réparer les moisissures
La fréquence élevée d'utilisation des moules entraîne une usure
Au fur et à mesure que le moule est utilisé, les différentes parties du moule présentent des degrés d'usure différents, ce qui entraîne des problèmes tels que l'inexactitude des dimensions de traitement du moule, l'augmentation de la rugosité de la surface et la diminution de la précision du moule. À ce moment-là, le moule doit être réparé pour garantir la précision du traitement et l'efficacité de la production du moule.

Problèmes causés par un mauvais traitement de la surface des moules
Le traitement de surface du moule est un facteur important qui influe sur la durée de vie et l'effet d'utilisation du moule. Si le revêtement se détache, si la dureté n'est pas suffisante et si la surface est irrégulière, l'effet d'utilisation du moule en sera affecté.
En réponse à ces problèmes, le moule doit être réparé, la surface du moule doit être retraitée et la précision et la durée de vie du moule doivent être améliorées.

Défauts dans le matériau du moule lui-même
Il est rare que le matériau du moule lui-même présente des défauts, mais si ce problème survient, même après de multiples ajustements et usures, il ne peut toujours pas répondre aux exigences de la transformation. Par exemple, lorsque des fissures, des pores et d'autres problèmes apparaissent dans le moule, celui-ci doit être réparé pour pouvoir être utilisé normalement.
Mauvais environnement pour l'utilisation des moules
L'environnement dans lequel le moule est utilisé a une grande influence sur sa durée de vie. Par exemple, si le moule est utilisé dans un environnement humide et corrosif pendant une longue période, il provoquera de la corrosion et de la rouille à la surface du moule, ce qui augmentera le risque d'usure et d'endommagement du moule.

Méthodes de réparation des moisissures
Réparation de surface
Poncez la surface du moule à l'aide d'une meuleuse pour éliminer la rouille ou l'ancien revêtement. Utiliser une sableuse pour pulvériser un nouveau revêtement et s'assurer que l'épaisseur du revêtement est uniforme. Procéder au ponçage final et au polissage pour rendre la surface du moule lisse.
Réparation des trous
Localisez les trous et les zones endommagées à réparer. Utilisez une perceuse ou une fraise pour fixer les trous de manière à ce que leur taille et leur forme correspondent aux exigences de la conception. Poncez et polissez les trous fixés pour qu'ils soient lisses et plats.

Réparation du noyau du moule
Tout d'abord, démonter le noyau du moule, vérifier la partie endommagée et calculer la zone de réparation. Utiliser une machine EDM pour souder et réparer le noyau du moule, en veillant à contrôler la zone et la position de la réparation. Procéder au meulage et au polissage finaux pour rendre la surface du noyau du moule lisse.
Moules d'injection plastique Maintenance
Comme le moule travaille à haute température et à haute pression et qu'il est en contact avec l'air pendant une longue période, il est facile de le faire rouiller. Le moule doit donc être bien entretenu. Lorsqu'il n'est pas utilisé, il doit être enduit d'huile et de beurre antirouille.

En outre, comme l'acier du moule a une longue durée de vie et que la structure du moule n'est pas bien conçue, certaines structures d'acier minces ou goupilles d'éjection peuvent se fissurer et se casser, et elles doivent être entretenues et réparées en permanence lors de la maintenance ultérieure. Voici les principales méthodes d'entretien des moules.
Si l'environnement est humide, la surface du moule a tendance à rouiller, ce qui réduit la qualité de la surface et affecte la durée de vie du moule. Par conséquent, lorsque vous stockez le moule, choisissez un endroit sec et ventilé, et utilisez des matériaux résistants à l'humidité pour le protéger.

Nettoyer régulièrement la surface des moules
Lorsque le moule est utilisé, il est recouvert de peinture, d'huile et d'autres substances, ce qui affecte l'effet de l'utilisation. Par conséquent, la surface du moule doit être nettoyée régulièrement avec un détergent afin de garantir une surface lisse et d'éviter les défauts qui nuisent à la qualité.

Utiliser correctement le moule
Le moule est conçu et fabriqué dans certaines conditions d'utilisation, il convient donc d'être particulièrement vigilant lors de son utilisation. Évitez d'utiliser une force excessive pendant l'opération et respectez les procédures d'utilisation afin de vous assurer que le moule ne sera pas endommagé lors d'une utilisation à long terme. Les problèmes de qualité tels que.

Lubrification et entretien fréquents
Le moule doit fonctionner correctement avec ses pièces mobiles lorsque vous l'utilisez. Vous devez donc huiler régulièrement les pièces mobiles du moule pour éviter qu'elles ne se coincent ou ne se bloquent à cause de l'usure lorsque vous l'utilisez.

Attention à la méthode de stockage
Lorsque vous stockez votre moule pendant une longue période, vous ne voulez pas qu'il soit abîmé et endommagé. Il faut donc le poser sur une surface plane et utiliser un support pour le maintenir afin qu'il ne soit pas abîmé.

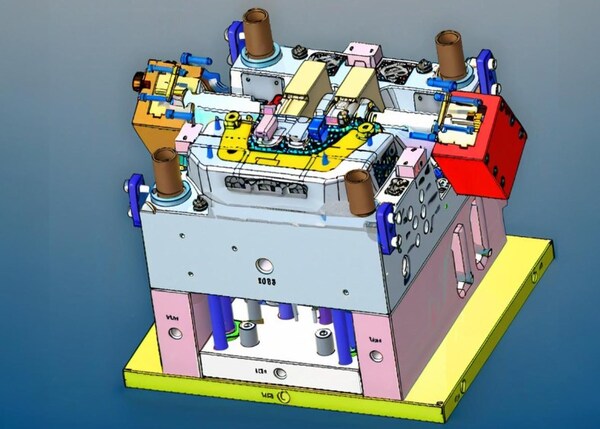
Conclusion
Le plastique fondu est transformé en plastique fondu au cours de l'opération. moulage par injection La fabrication des moules d'injection est un processus très complexe. La fabrication de moules à injection est un processus très complexe.

Elle comporte de nombreuses étapes. De la conception du moule à l'usinage CNC, au meulage de précision, à l'usinage par décharge électrique, à l'assemblage et au débogage, tous les aspects doivent garantir la précision et l'efficacité de la fabrication. La qualité et les performances des moules d'injection ne peuvent être garanties que par une inspection et des essais stricts.







