 Skip to content
Skip to content 
Moulage par injection à paroi mince
Guide de fabrication et de conception pour le moulage par injection de parois minces

Ressources pour Le guide complet du moulage par injection de parois minces
Qu'est-ce que le moulage par injection de parois minces ?

Le moulage par injection de parois minces est une technologie de moulage par injection permettant de fabriquer des pièces à parois minces.
La technologie de moulage par injection à paroi mince est également appelée technologie de moulage par injection de plastique à paroi mince. Il existe trois définitions de cette technologie :
① L'épaisseur du produit moulé est inférieure à 1 mm et la surface projetée de la pièce en plastique est supérieure à 50 cm².
② L'épaisseur de la paroi du produit moulé est inférieure à 1 mm (ou 1,5 mm), ou la valeur t/d (épaisseur de la pièce en plastique t, diamètre de la pièce en plastique d, pour les pièces en plastique en forme de disque) est inférieure à 0,05. Le moulage par injection est défini comme un moulage par injection à paroi mince.
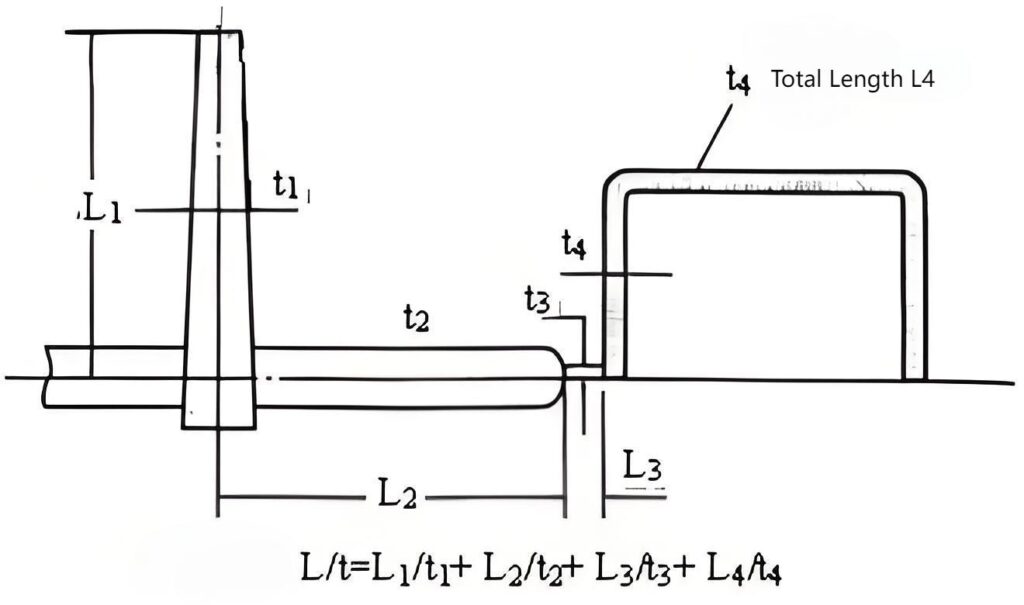
③ La longueur d'écoulement L entre le canal principal du moule et le point le plus éloigné du produit fini, divisée par l'épaisseur t de la paroi du produit, est appelée rapport longueur d'écoulement/épaisseur de paroi. Lorsque L/t>150, on parle de moulage par injection à paroi mince. Si l'épaisseur du processus n'est pas uniforme, elle peut être calculée par sections.
Le facteur de viscosité du PP est de 1, la longueur d'écoulement d'une boîte à lunch jetable est de 135 mm, l'épaisseur de la paroi est de 0,45 mm et le rapport longueur d'écoulement/épaisseur de la paroi est de 300>150 ; le facteur de viscosité du PC est de 2, la longueur d'écoulement d'une coque de batterie de téléphone portable est de 38 mm, l'épaisseur de la paroi est de 0,25 mm et le rapport longueur d'écoulement/épaisseur de la paroi est de 152, multiplié par le facteur de viscosité 2=304>150, ce qui équivaut à celui d'une boîte à lunch jetable. Ces deux produits font partie du moulage par injection à paroi mince.
Quel est le principe du moulage par injection de parois minces ?
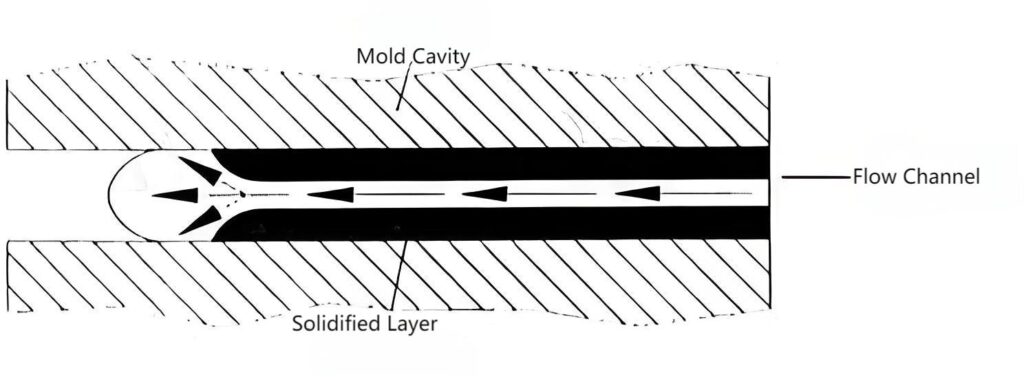
La paroi de la cavité du moule est froide, et lorsque le métal en fusion remplit la cavité du moule, la paroi de la cavité du moule forme une couche solidifiée, réduisant ainsi l'épaisseur du canal d'écoulement. Cette situation est d'autant plus grave que l'épaisseur de la paroi est faible.
Les principes du moulage par injection de parois minces comprennent principalement les aspects suivants :
1. Vitesse d'injection rapide :
Le moulage par injection de parois minces nécessite l'injection d'une matière plastique fondue chaude dans le moule en très peu de temps, et requiert généralement l'utilisation d'une machine d'injection à haute pression et d'une cavité d'injection à grande vitesse pour atteindre une vitesse d'injection rapide.
2. Refroidissement et solidification rapides :
Afin de garantir l'uniformité de l'épaisseur de la paroi et la stabilité dimensionnelle des produits moulés par injection à paroi mince, un refroidissement et une solidification rapides sont nécessaires après l'injection. Des systèmes de refroidissement et des systèmes d'ouverture rapide des moules sont généralement utilisés pour obtenir un refroidissement et une solidification rapides.
3. Matériaux de moulage par injection appropriés :
Le moulage par injection de parois minces nécessite la sélection de matières plastiques ayant une bonne fluidité et des propriétés de solidification rapide afin de garantir que le matériau puisse obtenir l'effet désiré lors d'une injection et d'un refroidissement rapides.
Processus d'injection
Les parois de 1 mm d'épaisseur ont une couche solidifiée de 0,2 mm d'épaisseur, et le canal d'écoulement restant a une épaisseur de 0,6 mm. Les parois de 0,5 mm d'épaisseur ont une couche solidifiée de 0,2 mm d'épaisseur, et le canal d'écoulement restant a une épaisseur de 0,1 mm. Lorsque le remplissage n'est pas terminé, si le canal d'écoulement disparaît en raison de l'épaisseur excessive de la couche solidifiée, le produit fini ne sera pas entièrement rempli.
Par conséquent, le moulage par injection de parois minces nécessite l'injection de matière plastique thermofusible dans le moule en peu de temps, afin qu'elle puisse être rapidement refroidie et solidifiée, ce qui permet de fabriquer des produits en plastique à parois minces.
Guide de sélection des matières premières pour le moulage par injection de parois minces
Les principes de sélection des matériaux de moulage par injection à paroi mince comprennent principalement une bonne fluidité, une résistance élevée aux chocs, une grande stabilité thermique, une faible orientation et une excellente stabilité dimensionnelle.
Les matériaux couramment utilisés pour le moulage par injection de parois minces sont : le polypropylène (PP), le polycarbonate (PC), l'acrylonitrile-butadiène-styrène (ABS), les mélanges PC/ABS et le PA6, etc.

Stabilité thermique élevée :
Les pièces moulées par injection à paroi mince doivent souvent être utilisées à une certaine température. Les matières premières doivent donc présenter une bonne stabilité thermique et être capables de conserver des propriétés physiques et chimiques stables dans des environnements à haute température afin d'éviter la déformation ou le vieillissement.
Faible directivité :
Les pièces moulées par injection à paroi mince sont moins exigeantes en ce qui concerne la directionnalité des matières premières, afin de garantir des performances constantes du produit dans différentes directions et d'éviter des performances inégales dues à des différences de direction.
Excellente stabilité dimensionnelle :
Les matières premières doivent présenter une bonne stabilité dimensionnelle afin de garantir que les pièces moulées par injection à paroi mince présentent de faibles variations dimensionnelles au cours du traitement et de l'utilisation et qu'elles répondent aux exigences de précision.
Fluidité :
Le moulage par injection de parois minces exige que la matière première ait une bonne fluidité afin de remplir les parois minces. Les matériaux ayant une bonne fluidité peuvent garantir que les pièces en plastique à parois minces sont entièrement remplies pendant le processus de moulage par injection afin d'éviter les vides ou un remplissage incomplet. L'indice de fusion (MI) des plastiques PP peut atteindre 60 (g/10min), comme le Moplen RP1086 de Basell. La raison pour laquelle de nombreux produits finis utilisent le PS/ABS est qu'ils ont besoin de la ténacité du PC et de la fluidité de l'ABS, qui convient également au moulage par injection de parois minces.
Haute résistance aux chocs :
Les pièces en plastique à paroi mince ont généralement des exigences plus élevées en matière de résistance aux chocs, il est donc nécessaire de choisir des matériaux à haute résistance aux chocs pour s'assurer que le produit peut résister à un impact externe sans se casser ou être endommagé lors d'une utilisation normale.Au fur et à mesure que l'épaisseur de la paroi diminue dans le moulage par injection à paroi mince, des plastiques avec de meilleures propriétés physiques sont nécessaires pour maintenir la résistance du produit.
Guide de fabrication des moules à injection à paroi mince
Dans le processus de fabrication des moules d'injection à paroi mince, il convient de noter les points suivants :
Sélection des matériaux d'acier pour moules
Dans le processus de production des moules d'injection à paroi mince, il est nécessaire de sélectionner des matériaux à haute résistance, haute rigidité, haute résistance à l'usure et à la corrosion. Les matériaux couramment utilisés sont l'acier allié de haute qualité, l'acier inoxydable, etc.
Conception structurelle des moules
La conception structurelle des moules d'injection à paroi mince doit être raisonnable, tout comme le gabarit de la machine de moulage par injection. Le gabarit du moule doit être épais pour réduire la déformation. Le moulage par injection à grande vitesse nécessite un bon système d'échappement. Des rainures d'échappement suffisantes, un acier de moule perméable à l'air et l'aspiration sont autant de méthodes.

Technologie de traitement des moules
La technologie de traitement des moules d'injection à paroi mince doit être fine pour garantir la précision dimensionnelle et la qualité de la surface de chaque composant. La précision de traitement du moule doit être très élevée pour obtenir une épaisseur uniforme de la circonférence ou des quatre parois.
Assemblage et débogage des moules
L'assemblage et le débogage du moule constituent l'un des maillons essentiels de la production de moules d'injection à paroi mince, et les exigences relatives aux moules à cavités multiples sont plus élevées. Les moules sont équipés de dispositifs d'éjection et de soufflage pour accélérer la chute du produit fini après le démoulage et fermer le moule immédiatement.
Pourquoi utiliser le moulage par injection à paroi mince? ?
Le coût des matières plastiques représente généralement une part importante du coût du produit fini, tel que 50-80%. Les parois minces peuvent contribuer à réduire cette proportion. Les appareils électroniques grand public tels que les téléphones portables, les appareils photo numériques et les ordinateurs de poche devenant de plus en plus petits et légers, les pièces en plastique sont conçues pour être plus minces.
① Réduction du poids: Le moulage par injection de parois minces permet de produire des pièces légères avec une utilisation réduite de matériaux, ce qui le rend idéal pour les applications où le poids est un facteur critique, comme dans l'aérospatiale, l'automobile et l'industrie médicale.
② Économies de coûts: En utilisant moins de matière, le moulage par injection de parois minces peut contribuer à réduire les coûts de production, ce qui peut s'avérer important pour les productions en grande quantité.
③ Augmentation de la vitesse de production: Les machines d'injection à paroi mince peuvent produire des pièces plus rapidement que les machines de moulage traditionnelles, ce qui en fait une option intéressante pour les productions en grande quantité.
④ Amélioration de la cohérence des pièces: Le moulage par injection de parois minces garantit une qualité constante des pièces et réduit le risque de rétrécissement, ce qui est essentiel pour les applications où la constance des pièces est primordiale.
Quelles sont les applications du moulage par injection de parois minces? ?
La technologie du moulage par injection à paroi mince est largement utilisée dans de nombreux domaines. Voici quelques applications courantes du moulage par injection à paroi mince :
① Emballage alimentaire
La technologie du moulage par injection à paroi mince est largement utilisée dans le domaine de l'emballage alimentaire. Le moulage par injection à paroi mince peut être utilisé pour produire des contenants d'emballage alimentaire dotés de bonnes propriétés d'étanchéité et de conservation, tels que des bols en plastique, des boîtes en plastique, etc. La vitesse de production rapide et l'efficacité élevée du moulage par injection à paroi mince rendent possible la production à grande échelle, ce qui permet de répondre aux exigences de l'industrie de l'emballage alimentaire en matière d'efficacité de production et de qualité des produits.

② Boîtier de produit électronique
La technologie du moulage par injection de parois minces est également largement utilisée dans la fabrication de boîtiers de produits électroniques. Le moulage par injection de parois minces peut être utilisé pour produire des boîtiers de produits électroniques minces et résistants, tels que des boîtiers de téléphones portables, de téléviseurs, etc. La haute précision et la stabilité dimensionnelle du moulage par injection à paroi mince permettent de répondre aux exigences des boîtiers de produits électroniques en matière de qualité d'aspect et de précision dimensionnelle.
③ Pièces détachées
La technologie du moulage par injection à paroi mince a également été largement utilisée dans le domaine de la fabrication de pièces automobiles. Les pièces automobiles légères et très résistantes, telles que les pièces intérieures et les lampes automobiles, peuvent être produites par le moulage par injection à paroi mince. Le refroidissement et le durcissement rapides ainsi que l'efficacité élevée du moulage par injection à paroi mince permettent d'améliorer l'efficacité de la production de pièces automobiles et de réduire les coûts de production.
④ Dispositifs médicaux
La technologie du moulage par injection à paroi mince a également des applications importantes dans le domaine de la fabrication de dispositifs médicaux. Le moulage par injection à paroi mince peut être utilisé pour produire des dispositifs médicaux présentant une bonne biocompatibilité et faciles à nettoyer, tels que les seringues et les dispositifs de perfusion. La haute précision et la stabilité dimensionnelle du moulage par injection à paroi mince permettent de répondre aux exigences des dispositifs médicaux en matière de qualité esthétique et de précision dimensionnelle.
La technologie de moulage par injection de parois minces est une technologie de moulage par injection importante pour la fabrication de pièces à parois minces. Elle permet de fabriquer des produits en plastique à parois minces présentant d'excellentes performances grâce à une vitesse d'injection rapide et à un refroidissement et une solidification rapides. La technologie de moulage par injection de parois minces est largement utilisée dans les emballages alimentaires, les boîtiers de produits électroniques, les pièces automobiles, les appareils médicaux et d'autres domaines. Avec les progrès de la science et de la technologie et l'amélioration des processus, la technologie du moulage par injection de parois minces sera appliquée dans davantage de domaines et contribuera au développement de diverses industries.

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

