 Skip to content
Skip to content 

Le noyau et la cavité sont les deux moitiés du moule où la matière plastique fondue chaude est injectée dans le noyau et dans la cavité. La cavité et l'espace entre le noyau et la cavité sont remplis par le matériau chaud en fusion pendant la phase d'extraction. moulage par injection puis durci pour obtenir la forme finale.
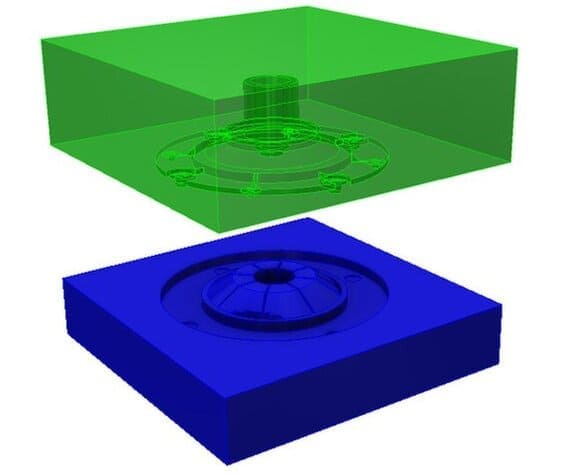
La conception du noyau et de la cavité du moule est essentielle au bon moulage du produit. Le noyau est la partie surélevée du moule et la cavité est la partie en retrait du moule.
La cavité et le noyau d'un moulage par injection de plastique d'un moule à injection sont les parties moulantes du moule et jouent un rôle clé dans la forme de la pièce moulée.
Pour certains moules complexes, les cavités ou les noyaux sont souvent insérés, c'est-à-dire qu'une partie d'entre eux est retirée de la cavité ou du noyau pour former une structure d'insertion, ce qui est similaire à la décomposition des cavités et des noyaux.

Autres mots pour noyau et cavité dans le moulage par injection
Le moule mâle, c'est-à-dire le moule arrière, est également appelé moule convexe supérieur (généralement la plaque de noyau du moule avec une broche d'éjection), et le moule femelle, c'est-à-dire le moule avant, est également appelé moule concave.
Un ensemble de moules d'injection est divisé en moules supérieurs et inférieurs, selon la façon dont les moules sont installés, certains moules supérieurs sont appelés moules convexes lorsqu'ils sont convexes, et les moules inférieurs sont appelés moules concaves lorsqu'ils sont concaves.
Certains sont appelés matrices convexes lorsque le poinçon supérieur est concave et le poinçon inférieur concave ; d'autres sont appelés matrices convexes lorsque le poinçon supérieur est concave et le poinçon inférieur convexe.
De toute façon, le moule convexe est appelé moule convexe fermé, et le moule concave est appelé moule concave.

Comment distinguer le noyau et la cavité du moule ?
Distinguer en fonction de la forme
Les moules sont conçus comme des moules à deux ou trois plaques, en fonction du type de composant à fabriquer. Le moule à deux plaques nécessite une seule journée à la lumière, tandis que le moule à trois plaques nécessite deux jours.
Observez directement la forme concave et convexe du moule. En général, la forme concave correspond à la cavité (il n'y a pas de broches d'éjection), en général, la forme convexe correspond au noyau (il y a une broche de plaque d'éjection).
Les cavités et les noyaux dans moules d'injection sont généralement appelés moules concaves et convexes, les noyaux et les cavités pouvant se trouver dans le demi-moule fixe ou le moule dynamique.
En d'autres termes, la cavité et le noyau peuvent être dans le moule fixe, la plaque de la cavité et le noyau peuvent être dans le moule dynamique, et le noyau du moule dynamique est le noyau du modèle dynamique, et le noyau du moule fixe est le noyau du modèle fixe.
Selon la composition de la structure à distinguer
La cavité est la partie active de la surface extérieure de la pièce plastique moulée. En fonction de sa structure, elle peut être divisée en deux catégories : intégrale et combinée.
La cavité et le noyau sont la partie du moule qui forme le produit, la cavité et le noyau sont fixés respectivement sur les plaques A et B, et la partie située au milieu du noyau et de la cavité est injectée dans le produit après la fermeture du moule.

Types de cavités et de noyaux de moules
Selon leur structure, les cavités et les noyaux des moules peuvent être divisés en deux types : le type intégral et le type combiné.
Type intégral
Ce type de cavité est constitué d'une pièce entière de matériau métallique, telle qu'un moule à traction droite. Il se caractérise par une structure simple, une résistance élevée, une bonne rigidité, une faible déformation et l'absence de traces de piqûres dans les pièces en plastique.
Type de combinaison
Lorsque la forme des pièces en plastique est plus complexe, la cavité combinée est souvent utilisée pour améliorer l'aptitude au traitement, réduire la déformation due au traitement thermique et économiser de l'acier de qualité. Il existe plusieurs formes structurelles de cavités combinées.
Pour les moules de grande taille et complexes, les quatre parois latérales et le fond sont traités, traités thermiquement, rectifiés, polis, et pressés dans la douille du moule, les quatre parois sont reliées sous forme de loquets, afin d'assurer l'étanchéité des joints intérieurs.

L'extérieur du joint doit laisser un espace de 0,3 ~ 0,4 mm, dans les quatre coins des parties encastrées du rayon de l'angle R doit être plus grand que le rayon de l'angle du manchon du moule.
L'ensemble de l'insert est couramment utilisé dans les moules à cavités multiples ou pour façonner des pièces plastiques plus complexes, telles que les engrenages en plastique. L'ensemble de l'insert est couramment utilisé dans l'extrusion à froid, l'électroformage ou le traitement mécanique, ainsi que dans d'autres méthodes de traitement, et ensuite incorporé, il est non seulement facile à traiter, mais il permet également d'économiser de l'acier de haute qualité.

Calcul de la taille de l'empreinte et du noyau du moule d'injection
Calcul de la taille de la cavité
Calcul de la taille de la cavité du moule d'injectionen tenant compte de l'utilisation de l'usure de la taille de la plus grande tolérance pour prendre des valeurs négatives.
Dans le calcul de la taille de la cavité, la sélection du taux de rétraction du plastique n'est souvent pas facile à choisir avec précision, la taille doit être choisie plus petite, en laissant beaucoup de place, ou un grand moule sera mis au rebut.
A = (A1 + A1Q - 0,75Z) + K
A - taille de la cavité (grande extrémité)
A1 - la taille supérieure correspondante de la pièce
Q - taux de rétrécissement
Z - tolérance de la pièce
K - pièce moulée

Calcul de la taille du noyau
Calcul de la taille du noyau, en tenant compte du fait que la taille devient plus petite après l'utilisation et l'usure, la tolérance est prise comme une valeur positive.
Dans le calcul de la taille du noyau, la taille doit être choisie plus grande, en laissant une marge de réduction, pour corriger.
B=(B1+B1Q+0,75Z)-K
B - taille du noyau (petite extrémité)
B1 - la taille limite inférieure correspondante de la pièce
Q - taux de rétrécissement
Z - tolérance de la pièce
K - pièce moulée
Calcul des dimensions de la cavité et de la profondeur du noyau des moules d'injection
Calcul des dimensions de la profondeur de la cavité
Lors du calcul de la taille de la profondeur de la cavité, il convient de choisir une taille plus petite, en laissant une marge pour l'approfondissement, afin d'ajuster la profondeur du moule.
C = (C1 + C1Q - 0,75Z) + K
C - la taille réelle de la profondeur de la cavité
C1 - la taille supérieure correspondante de la pièce
Q - taux de rétrécissement
Z - tolérance de la pièce
K - pièce moulée
Calcul de la hauteur du noyau
Lors du calcul de la hauteur du noyau, la taille doit être choisie plus grande afin de permettre un raccourcissement pour ajuster la longueur du noyau.
D=(D1+D1Q+0,75Z)-K
D - la taille réelle de la hauteur du noyau
D1 - la taille limite inférieure correspondante de la pièce
Q - taux de rétrécissement
Z - tolérance de la pièce
K - pièce moulée

Sélection des cavités du moule et de l'acier du noyau
Selon le type de moulage par injection de plastiqueLe choix des différents types d'acier se fait en fonction de la forme du produit, de la précision dimensionnelle, de la qualité de l'aspect du produit et des exigences d'utilisation, de la quantité, en tenant compte des propriétés de coupe, de polissage, de soudage, de gravure, de déformation, de résistance à l'usure et d'autres propriétés des matières plastiques, tout en tenant compte de l'économie et des conditions de fabrication du moule et des méthodes de traitement.
Pour le moulage de produits en plastique transparent
La cavité et le noyau doivent choisir un acier de moulage importé de haute qualité, tel que le 718 (classe P20 + Ni), le NAK80 (classe P21), le S136 (classe 420), l'acier de classe H13, etc., dont le 718, le NAK80 pour l'état pré-durci, sans traitement thermique ; le S136 et l'acier de classe H13 sont à l'état recuit.
La dureté est généralement de HB160-200. La dureté de S136 est généralement HRC40-50, et la dureté de H13 est généralement HRC45-55 (peut être déterminée en fonction du grade spécifique).
Peal pour les exigences de qualité de l'aspect du produit
Longue durée de vie, production de masse de moules, la cavité du moule et les pièces avec la sélection de l'acier du moule comme suit.
a) Les cavités doivent être réalisées en acier importé de haute qualité avec une grande capacité de polissage, comme le 718 (classe P20 + Ni), le NAK80 (classe P21), etc., qui sont prétrempés et ne nécessitent pas de traitement thermique.
b) Les noyaux peuvent être fabriqués en acier P20 ou P20+Ni importé de qualité inférieure, tel que 618, 738, 2738, 638, 718, etc., tous à l'état prétrempé ; pour les moules à faible production, on peut également utiliser de l'acier pour moules plastiques national ou S50C, S55C et d'autres aciers au carbone de haute qualité importés.

Pour l'aspect des exigences de qualité du produit du moule général
Les cavités du moule et les parties de l'acier du moule sont sélectionnées comme suit.
a) De petites cavités et noyaux de moules de précision sont utilisés dans l'acier importé de qualité moyenne de type P20 ou P20 + Ni.
b) Moules de taille moyenne et grande, le plastique moulé par injection pas d'exigences particulières pour l'acier, la cavité peut choisir de l'acier importé de qualité inférieure de classe P20 ou P20 + Ni ; le noyau peut choisir de l'acier importé de qualité inférieure de classe P20 ou de l'acier au carbone importé de haute qualité de classe S50C, S55C, etc.
c) Pour les cavités mordancées, lorsque le motif de la poire mordancée est utilisé, il faut s'efforcer d'éviter d'utiliser la classe 2738 (738) de P20 + Ni.







