 Skip to content
Skip to content 

- Scelle la cavité, transmet la force de serrage
- Parting surface location controls gate placement, ejector pin layout, cooling circuit routing, and final part aesthetics all at once.
- A misplaced parting line adds 0.05–0.3 mm flash, requires secondary deflashing operations, and can increase scrap rates by up to 12%.
- Flat parting surfaces minimize tooling cost and cycle time; stepped or curved parting surfaces are needed for complex geometry but increase machining time by 20–40%.
- Draft angles of 1–3 degrees on cavity walls adjacent to the parting surface prevent drag marks and reduce ejection force by up to 60%.
- Mold flow simulation can predict flash risk at the parting surface before steel is cut, saving 2–4 weeks of rework time.
Qu'est-ce qu'une ligne de séparation dans le moulage par injection ?
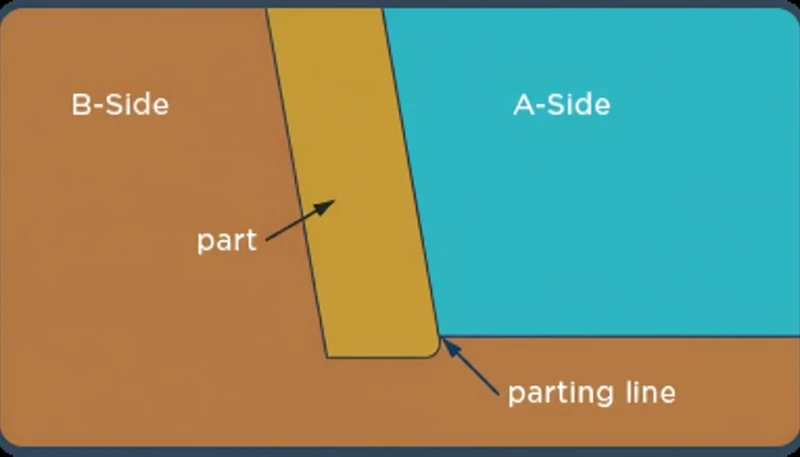
A ligne de séparation1 dans le moulage par injection est définie par la fonction, les contraintes et les compromis expliqués dans cette section. Une ligne de séparation dans moulage par injection est la couture visible laissée sur une pièce plastique finie à la limite précise où les deux moitiés du moule—noyau et empreinte—se rejoignent et se séparent. Ce n'est pas un défaut ; c'est une nécessité géométrique. Chaque pièce moulée par injection a au moins une ligne de joint, et sa position est l'une des premières décisions prises lors de conception de moules d'injection.
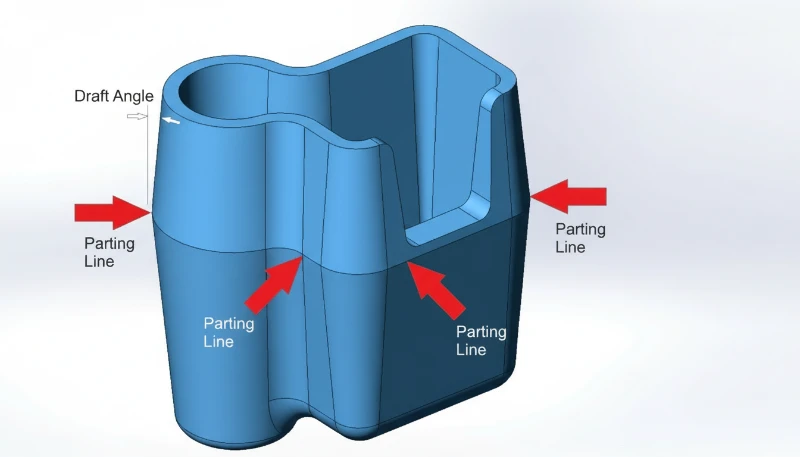
In our factory, we locate the parting line by identifying the largest cross-sectional silhouette of the part—the maximum envelope—perpendicular to the mold opening direction. For a simple box, that is the rim. For a curved automotive bracket, it may follow a complex three-dimensional contour that must be verified in CAD before any machining begins.
Dans notre usine de Shanghai, ZetarMold possède plus de 20 ans d'expérience en moulage par injection et en outillage, exploite 47 machines de moulage par injection de 90T à 1850T, et soutient les projets avec un outillage interne. surface de séparation2 les décisions sont revues tôt car elles affectent flash3 risque, disposition des canaux d'alimentation, éjection et stabilité de production.
Three Engineering Functions of the Parting Line
La ligne de jointure remplit simultanément trois fonctions techniques : elle définit la direction d'ouverture du moule, elle dicte où les marques de point d'injection et d'éjecteur se situeront, et elle établit la séparation esthétique visible par les utilisateurs finaux. Une ligne de jointure mal placée sur une surface cosmétique de Classe A peut rejeter une série de production entière. C'est pourquoi le placement de la ligne de jointure est examiné à chaque réunion DFM, et n'est pas laissé à la discrétion du mouliste.
Parting lines are classified by geometry. A flat parting line lies in a single plane perpendicular to the mold opening direction—lowest cost, easiest to machine. A stepped parting line uses two offset horizontal planes connected by a vertical riser; it allows the cavity to capture side features without slides but creates asymmetric clamping loads. A curved or profiled parting line follows the natural contour of an organic part shape, minimizing witness lines on visible surfaces but demanding five-axis CNC machining and 20–40% more tool build time.
Parting Line Placement in Hot-Runner vs Cold-Runner Systems
« La position de la ligne de jointure est la décision la plus influente dans la conception d'un moule d'injection. »Vrai
Parting line location controls gate placement, ejector layout, venting position, side-action requirements, and cosmetic split location simultaneously. Moving it even 2 mm can cascade into 15+ downstream design changes, making it the highest-leverage decision in early mold development.
« Les lignes de jointure apparaissent toujours comme une ligne horizontale droite autour de l'équateur de la pièce. »Faux
De nombreuses pièces nécessitent des lignes de jointure en gradin, courbes ou profilées qui suivent la section transversale maximale de la pièce. Les formes organiques—couvercles automobiles, boîtiers d'électronique grand public, enveloppes de dispositifs médicaux—utilisent couramment des contours de jointure tridimensionnels qui ne peuvent être décrits comme une simple ligne horizontale.
Dans les systèmes à canaux froids, la buse et les canaux d'alimentation reposent généralement sur la surface de joint, donc la ligne de joint définit également la géométrie des canaux. Dans les systèmes à canaux chauds, le collecteur se trouve à l'intérieur du moule et les canaux d'alimentation traversent l'insert d'empreinte, offrant aux ingénieurs plus de liberté pour placer la ligne de joint indépendamment de la disposition des canaux. Ce découplage est une raison clé pour laquelle les moules à canaux chauds justifient leur coût initial plus élevé sur les pièces à grand volume—la ligne de joint peut être optimisée uniquement pour la qualité de la pièce.
What Is a Parting Surface in Injection Molding?
A parting surface is the full three-dimensional contact interface between the core half and the cavity half of an injection mold. It is the entire sealing face that prevents molten plastic from escaping the cavity during injection. Where the parting line is a 1-D edge feature on the finished part, the parting surface is a 2-D or 3-D engineering zone on the mold tool itself—it exists only on the mold, not on the finished part.
La surface de joint doit remplir plusieurs rôles mécaniques simultanés : elle scelle l'empreinte sous des pressions d'injection de 50–200 MPa, aligne les deux moitiés du moule à ±0,01 mm près à l'aide de goupilles de guidage et de douilles, et fournit la surface d'appui qui absorbe la force de serrage—typiquement 10–100 tonnes par décimètre carré de surface projetée. Toute rayure, bavure ou contamination sur la surface de joint se traduira directement par du bavure sur la pièce moulée.
How the Parting Surface Affects Mold Subsystems
Parting surface design choices cascade into every other mold subsystem. The extent and flatness of the parting surface determine how much clamping tonnage is required—a larger, more complex parting surface demands a larger press. The parting surface also dictates where cooling channels can be routed, because no cooling circuit can cross the parting plane without a sealed connector.
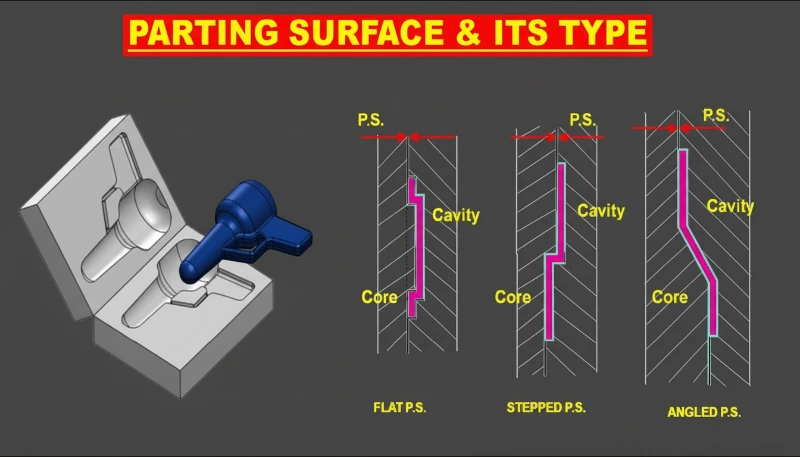
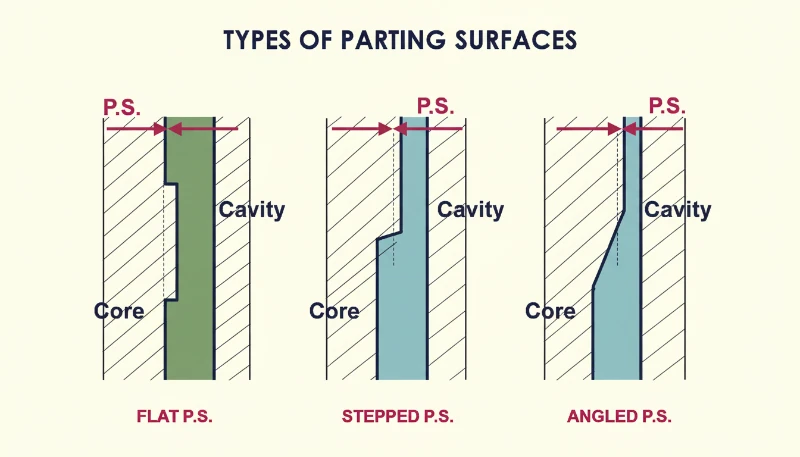
In our factory, we machine parting surfaces to a flatness of ±0.005 mm on steel hardened to 48–52 HRC, which ensures consistent sealing across millions of cycles. There are four common configurations: flat (simplest, lowest cost), stepped (handles height offsets), angled (used when the shut-off is not perpendicular to the press stroke), and profiled or curved (for organic contours). Each configuration type adds machining complexity but reduces the risk of undercuts, witness lines, and ejection drag on the finished part.
Parting Surface and Gate Location Interaction
« Une surface de jointure bien conçue élimine les bavures sans nécessiter une augmentation de la force de serrage. »Vrai
Flash is driven by parting surface gap, not injection pressure alone. A properly machined, flat parting surface with ±0.005 mm flatness seals effectively at standard clamping pressures. Increasing clamping tonnage to compensate for a poor parting surface wastes energy and accelerates mold wear—correct surface geometry is the right fix.
« La surface de jointure et la ligne de jointure sont des noms différents pour la même caractéristique. »Faux
They are distinct engineering concepts. The parting line is a 1-D boundary visible on the molded part—it is a consequence. The parting surface is a 3-D mold tool interface—it is a cause. Confusing them leads to errors in DFM reviews, mold quotations, and quality inspection criteria. Engineers must specify both independently in any mold design document.
L'emplacement du canal d'alimentation est étroitement lié à la géométrie de la surface de joint car le point d'entrée du canal doit se situer sur ou à côté de la surface de joint dans la plupart des configurations de moule. Un désalignement du canal par rapport à la surface de joint crée des concentrations de contraintes de cisaillement qui peuvent provoquer du jaillissement, de la brûlure ou une décoloration à la marque du canal. Notre processus d'analyse d'écoulement dans le moule évalue toujours la position du canal dans le cadre de la revue de la surface de joint, traitant les deux comme une décision intégrée unique.
Quelles sont les principales différences entre la ligne de joint et la surface de joint ?
Les principales différences entre la ligne de joint et la surface de joint sont les catégories ou options principales expliquées dans cette section. Comprendre la distinction entre la ligne de joint et la surface de joint est fondamental pour communiquer avec précision avec les concepteurs de moules, les outilleurs et les ingénieurs qualité. Le tableau ci-dessous résume les différences les plus critiques sur huit attributs d'ingénierie. Pour la qualification des fournisseurs, comparez cette décision DFM avec notre fournisseur de moulage par injection liste de contrôle avant d'approuver l'outillage.
| Attribute | Ligne de séparation | Parting Surface |
|---|---|---|
| Dimensionality | 1-D edge on finished part | 2-D or 3-D face on mold tool |
| Localisation | On the molded part | On mold core and cavity faces |
| Visibility | Visible seam to end user | Internal to mold—not on part |
| Primary function | Defines cosmetic split | Seals cavity, transmits clamping force |
| Configurations des Surfaces de Séparation et Quand Utiliser Chacune | Flash appears along line | Flash caused by parting surface gap |
| Design concern | Aesthetics, gate/ejector location | Flatness, clamping area, sealing |
| Tolerance | Part drawing: ±0.05–0.2 mm | Mold drawing: ±0.005–0.01 mm |
| Affects | Part appearance, assembly fit | Mold life, press tonnage, cycle stability |
When a customer submits a part drawing with a parting line callout, they are specifying where the cosmetic seam must sit. When a toolmaker designs the mold, they engineer the parting surface geometry that produces that seam. These are two separate conversations that must be linked—miscommunication between the two is one of the most common sources of first-article failures in our experience.
L'implication pratique est qu'une seule ligne de joint sur la pièce peut être produite par plusieurs configurations différentes de la surface de joint sur le moule. Une surface de joint en escalier et une surface de joint incurvée peuvent toutes deux produire la même couture visible sur la pièce, mais diffèrent considérablement en termes de coût, de temps de cycle et de performance d'éventage. L'étape de revue DFM est le moment approprié pour évaluer ces compromis—après la coupe de l'acier, le coût augmente de 5 à 10 fois. En pratique, spécifier un emplacement de ligne de joint sans spécifier également la configuration souhaitée de la surface de joint laisse des décisions de fabrication critiques non résolues et est une cause majeure d'ordres de modification d'outillage.

Comment la conception de la surface de joint affecte-t-elle les défauts des pièces ?
La géométrie de la surface de séparation est la cause fondamentale de trois des défauts de moulage par injection les plus courants : les bavures, les coulées incomplètes et la délamination de surface. Comprendre le mécanisme aide les ingénieurs à prévenir les problèmes avant que la production commence plutôt que de les diagnostiquer lors des essais de production—et cela empêche l'erreur coûteuse d'ajuster les paramètres de processus lorsque le véritable problème est mécanique.
Engineers who jump to adjusting injection speed or melt temperature often overlook a worn or contaminated parting surface as the true root cause. In our factory, the first action when flash or a short shot appears on an otherwise stable process is to inspect and clean the parting surface faces before changing any process parameter. Our production data shows 70% of first-article flash issues trace directly to parting surface gaps or contamination rather than process parameter errors. This finding alone justifies building a parting surface inspection step into every new tool trial protocol.
Quelles causes provoquent les bavures et quels seuils sont importants ?
Flash forms when molten plastic is forced into the gap between the two parting surface faces. The gap can originate from three sources: insufficient clamping force (press too small for the projected area), parting surface wear after repeated cycling, or machining errors leaving high spots that prevent full mold closure. In precision tooling, flash starts at gaps as small as 0.02 mm for low-viscosity resins like nylon or polypropylene. For higher-viscosity materials like ABS or polycarbonate, the threshold rises to 0.05–0.08 mm. Resin selection therefore directly influences the parting surface flatness tolerance specified on the mold drawing.
Establishing a parting surface inspection protocol—visual check with a flashlight, feeler gauge measurement at four corners, and photographic record—before every trial run eliminates wasted troubleshooting time. In our factory, we found that implementing this inspection step alone reduced our first-article rejection rate by 18% over a 12-month period. The inspection adds only 15 minutes per trial but saves an average of six hours of process adjustment time when it catches a parting surface gap that would otherwise be misdiagnosed as an injection pressure or cooling problem.

Short Shots, Venting, and Delamination
Short shots—where the cavity fails to fill completely—can also trace back to parting surface design. Venting slots are machined into the parting surface, typically 0.01–0.02 mm deep for thermoplastics and 0.05–0.08 mm wide, to let trapped air escape as the melt front advances. Blocked or undersized vents create back-pressure that stops fill short of the last features, causing incomplete ribs, missing bosses, or rounded edges in the final part. Relocating the parting surface to improve vent placement is often more effective than raising injection pressure, and it avoids the risk of burning the melt near the last-fill zone due to adiabatic compression of the trapped gas.
Weld lines—the faint marks where two melt fronts converge—are positioned by the same parting surface layout that determines gate location. Moving the gate 5–10 mm relative to the parting surface can relocate a structural weld line from a load-bearing rib to a cosmetically hidden pocket, improving both mechanical strength and surface appearance without any change to part geometry.
| Défaut | Empêche les marques d'affaissement sur la surface opposée | Primary Fix |
|---|---|---|
| Flash | Interstice de surface de jointure > 0,02–0,08 mm | Re-surface mold or increase clamp tonnage |
| Coup court | Blocked vent slots in parting surface | Re-cut or relocate vent channels |
| Weld line in load zone | Gate positioned wrong relative to parting surface | Shift gate 5–10 mm; verify with mold flow |
| Décollement de la surface | Contaminated resin transferred at parting face | Weekly parting surface inspection and cleaning |
La délamination de surface près de la ligne de jointure se produit lorsque de la résine contaminée s'échappe sur la surface de jointure, puis se transfère sous forme de fine pellicule sur le prochain cycle. La contamination par l'humidité dans les résines hygroscopiques—nylon, PC ou PET—peut également déposer des stries argentées le long de la ligne de jointure, souvent mal diagnostiquées comme de la délamination. L'inspection et le nettoyage hebdomadaires dans notre protocole réduisent le taux réel de défauts de délamination de plus de 90 %. Nous documentons chaque inspection par une photographie pour suivre les motifs d'usure de la surface de jointure tout au long de la vie de production de l'outil et programmons un resurfaçage opportun avant que les défauts n'apparaissent en série.
Quelles règles de conception optimisent le placement de la ligne de séparation ?
Le placement de la ligne de séparation est optimisé en alignant la direction d'ouverture du moule, la priorité esthétique, la dépouille, la surface projetée et l'accès aux évants avant que l'acier soit coupé. Notre usine applique cinq vérifications à chaque nouveau projet de moule, et nous revoyons également Temps de production du moulage par injection et retrait du moule risque lors du DFM.
Rules 1–3: Cross-Section, Cosmetics, and Load Balance
Rule 1: Place the parting line at the largest cross-section. This minimizes undercuts, eliminates the need for slides on simple geometry, and ensures the mold opens without dragging the part sideways. For 80% of consumer product parts, this rule alone determines the parting line location and simplifies every downstream mold design decision.
Rule 2: Keep the parting line off Class-A cosmetic surfaces whenever possible. A parting line on a visible face creates a seam that requires post-processing—sanding, painting, or vapor smoothing—adding cost and cycle time. Routing the parting line to a hidden ledge, an assembly interface, or a non-visible rib is almost always worth the additional mold complexity.
Rule 3: Balance the projected area on both sides of the parting surface. Uneven projected area creates an eccentric clamping load that causes the mold to rock open on one side, producing flash asymmetrically. For parts with complex contours, we calculate projected area in CAD and adjust the parting surface geometry to equalize load within ±10% before finalizing the design.
Règles 4–5 : Angle de dépouille et Placement des évents
Rule 4: Maintain 1–3 degrees draft angle on all walls parallel to the mold opening direction, especially walls adjacent to the parting surface. Insufficient draft angle causes the part to drag along the cavity wall during ejection, producing scratches and requiring excessive ejection force—sometimes enough to deform thin walls. For textured surfaces, we increase draft to 3–5 degrees per 0.025 mm of texture depth to ensure clean release.
Rule 5: Design the parting surface to accommodate future vent placement. Vents must be accessible for cleaning and re-cutting without disassembling the entire mold. Building vent channels into the parting surface perimeter during initial design costs almost nothing; retrofitting them after repeated short shots costs 8–15 hours of EDM or grinding time. Our factory data shows that following all five rules at the DFM stage reduces mold revision rounds by an average of 2.3 per project.
Quelle configuration de surface de séparation devriez-vous utiliser ?
Conception de refroidissement du moule d'injection et disposition de la surface de séparation pour une géométrie complexe
Flat and Stepped Configurations
A flat parting surface is the default choice for parts with a planar maximum cross-section—flat lids, simple brackets, rectangular housings. It requires the least machining, achieves the best sealing consistency, and allows the most straightforward cooling circuit layout. Build cost premium over a baseline mold: zero. If a part can use a flat parting surface, it should, and our DFM checklist explicitly asks whether a flat configuration is feasible before considering any alternative.
A stepped parting surface handles parts with bosses, ledges, or features that protrude above or below the main parting plane. The step allows the cavity to capture these features without requiring a side action or lifter. However, the vertical riser in the parting surface becomes a potential flash source if the two halves misalign by more than 0.01 mm, so leader pin guidance must be very precise. This configuration adds approximately 15–25% to mold build time compared to a flat parting surface of equal complexity.
Angled and Profiled Configurations
An angled or inclined parting surface is specified when the part geometry demands a mold opening direction that is not perpendicular to the press stroke—for example, a housing with an angled mounting flange. The angled parting surface converts the press stroke into the correct pull direction, eliminating the need for an angled side action. Machining and fitting an angled parting surface requires tight angular tolerances (±0.05 degrees) to prevent rocking and uneven sealing across the mold face.
Une surface de séparation profilée ou incurvée suit le contour organique de la géométrie de la pièce—communément utilisée dans les panneaux extérieurs automobiles, les poignées ergonomiques et les boîtiers de dispositifs médicaux. C'est l'option la plus coûteuse, nécessitant une usinage CNC à cinq axes et un ajustement manuel par un mouliste qualifié. Dans notre usine, nous exploitons 47 machines de moulage par injection et soutenons les projets de moule avec un outillage interne. Selon notre expérience, beaucoup de nouveaux projets utilisent des surfaces de séparation plates, 22% utilisent des surfaces en escalier, 8% utilisent des surfaces inclinées, et 5% nécessitent des surfaces profilées. Les surfaces profilées 5% représentent 30% des heures de révision de moule, soulignant pourquoi l'examen précoce de la configuration de la surface de séparation est si important.
Questions fréquemment posées
Can a parting line be completely invisible on an injection-molded part?
A parting line cannot be fully eliminated, but it can be made nearly invisible with careful design. Placing the parting line along a natural edge, a step feature, or a hidden assembly interface means the seam is present but not visible in normal use. For cosmetic-critical applications, a profiled parting surface that follows the part curvature creates a seam so thin—typically under 0.03 mm—that it is imperceptible without magnification. Secondary operations such as painting or texture application can further conceal the line. The best strategy is always to route the parting line away from Class-A surfaces in the early design phase, before tooling begins.
What causes flash at the parting line and how is it fixed?
Les bavures à la ligne de jointure sont causées par du plastique fondu s'échappant par un interstice dans la surface de jointure. Les trois causes racines sont : une force de serrage insuffisante pour la surface projetée de la pièce, des faces de surface de jointure usées ou endommagées, et une contamination ou des bavures empêchant la fermeture complète du moule. La viscosité du matériau joue également un rôle—les résines à faible viscosité comme le nylon (PA6) bavent avec des interstices aussi petits que 0,02 mm, tandis que des matériaux plus rigides comme le PEEK chargé de verre nécessitent des interstices plus grands avant l'apparition de bavures. Prévenir les bavures par une conception correcte de la surface de jointure est toujours moins coûteux que de les éliminer par ébavurage ou opérations de parachèvement après moulage.
How does parting line location affect ejector pin placement?
Ejector pins must be positioned on the core side of the mold—the half the part sticks to after opening. The parting line defines which features end up on the core side versus the cavity side, so parting line location directly controls where ejector pins can be placed. Ejector pin marks are small circular witness marks left on the part surface; placing them on non-cosmetic surfaces, hidden faces, or assembly interfaces keeps the part appearance clean. Changing the parting line location late in the mold design process can force the ejector system to be completely redesigned—another reason to finalize parting line placement during the DFM review.
What is the relationship between draft angle and parting surface design?
Draft angle is the taper applied to part walls to allow clean ejection from the mold. The parting surface location determines which walls need draft and in which direction—walls on the cavity side draft away from the cavity, walls on the core side draft away from the core. A common DFM error is specifying draft angle without knowing the parting line location, which can result in draft applied in the wrong direction. For parts with textured surfaces, draft requirements increase to 3–5 degrees per 0.025 mm of texture depth. Running mold flow simulation after finalizing the parting surface confirms that all draft angles are sufficient.
How does a stepped parting surface differ from a flat parting surface in practice?
A flat parting surface lies entirely in one plane perpendicular to the press stroke. A stepped parting surface contains two or more offset planes connected by a vertical riser. The stepped configuration is used when part features—such as a boss, a ledge, or a recessed logo—project above or below the main parting plane. In practice, the step introduces an additional sealing challenge: the vertical riser must seal as tightly as the horizontal faces, and any misalignment between the two halves produces flash at the step corner. Achieving a reliable stepped seal requires leader pin guidance accurate to ±0.01 mm. Build cost is 15–25% higher than a comparable flat parting surface mold.
When should mold flow simulation be used to evaluate parting line placement?
Mold flow simulation should be run at the DFM stage, before any mold steel is ordered. Simulation predicts weld line position, air trap locations, fill pattern, and flash risk at the parting surface—all of which are directly influenced by parting line placement. Moving the parting line by even 5–10 mm can shift a structural weld line from a critical load area to a cosmetically hidden feature, improving both strength and appearance simultaneously. In our factory, simulation at the DFM stage prevents an average of 2–4 weeks of rework per project. For high-volume or safety-critical parts, the simulation cost of $500–2,000 is a fraction of the rework cost if parting line placement is wrong.
-
parting line: Une ligne de séparation est une couture visible ou une marque de bordure restant sur une pièce moulée par injection où les deux demi-moules se rencontrent et se séparent lors de l'éjection. ↩
-
parting surface: Une surface de séparation désigne l'interface complète du moule entre les demi-parties du noyau et de la cavité qui scelle la cavité du moule lors du moulage par injection. ↩
-
flash: Le bavure est un défaut de moulage par injection défini comme un excès de plastique qui s'échappe par un petit interstice au niveau de la surface de joint du moule et se solidifie en une fine ailette. ↩







