 Skip to content
Skip to content 

Le moulage par injection est une méthode de transformation des matières plastiques largement utilisée pour fabriquer toutes sortes de produits en plastique. Mais il arrive que des problèmes surviennent au cours du processus de moulage par injection. processus de moulage par injection. Vous pouvez vous retrouver avec des lignes de soudure, des bulles, des cavités de retrait, des coups courts ou des déformations. Ces défauts ne se limitent pas à donner un mauvais aspect et un mauvais fonctionnement à votre produit, ils réduisent également sa durée de vie. Il est donc important de trouver et de résoudre ces problèmes dès que possible.

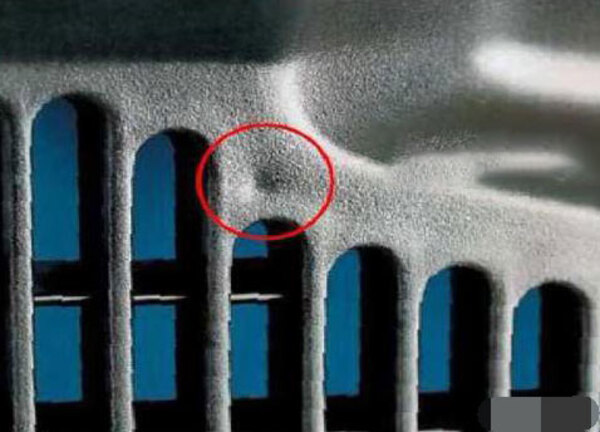
1. Produits moulés par injection Fissure
Les fissures peuvent être divisées en fissures filamenteuses, microfissures, blanchiment du sommet, fissures sur la surface de la pièce et risques de traumatismes causés par le collage de la pièce sur le moule et le canal d'écoulement. En fonction du temps de fissuration, on distingue les fissures de démoulage et les fissures d'application. Les raisons principales sont les suivantes :

1.1 Traitement
① Si la pression est trop élevée, la vitesse trop rapide, le remplissage trop important, l'injection trop longue et le temps de maintien de la pression trop long, il en résultera des contraintes internes excessives et des fissures.
② Régler la vitesse d'ouverture du moule et la pression pour éviter que les pièces ne soient arrachées trop rapidement, ce qui provoquerait un démoulage et des fissures.
③ Augmenter de manière appropriée la température du moule pour faciliter le démoulage des pièces et réduire de manière appropriée la température du matériau pour éviter la décomposition.
④ Prévenir la fissuration due à la diminution de la résistance mécanique en raison des marques de soudure et de la dégradation plastique.
⑤ Utiliser de manière appropriée les agents de démoulage et veiller à éliminer fréquemment les aérosols et autres substances fixées à la surface du moule.
⑥ La contrainte résiduelle de la pièce peut être éliminée par un traitement thermique de recuit immédiatement après le moulage afin de réduire la formation de fissures.

1.2 Aspects liés aux moules
① L'éjection doit être équilibrée. Par exemple, le nombre d'éjecteurs et leur section doivent être suffisants, l'angle de dépouille doit être suffisant et la surface de la cavité doit être suffisamment lisse pour éviter les fissures dues à la concentration des contraintes résiduelles dans l'éjection causée par les forces extérieures.
② La structure des pièces ne doit pas être trop fine et les transitions en arc doivent être utilisées autant que possible dans les pièces de transition afin d'éviter la concentration de contraintes causée par les angles vifs et les chanfreins.
③ Utiliser le moins possible d'inserts métalliques pour éviter que les contraintes internes n'augmentent en raison des différences de taux de rétrécissement entre l'insert et le produit fini.
④ Des entrées d'air de démoulage appropriées doivent être prévues pour les pièces à fond profond afin d'éviter la formation d'une dépression.
⑤ La carotte est suffisamment grande pour permettre à la matière de la carotte de se détacher du moule avant qu'elle n'ait le temps de se solidifier, ce qui facilite le démoulage.
⑥ La connexion entre la douille de flux principal et la buse doit empêcher le matériau froid et dur d'être entraîné et de faire coller la pièce au moule fixe.

1.3 Matériaux
① La teneur en matériaux recyclés est trop élevée, ce qui fragilise les pièces.
② Si l'humidité est trop élevée, certains plastiques réagissent à la vapeur d'eau, ce qui les fragilise et provoque des fissures et des cassures.
③ Si le matériau lui-même n'est pas adapté à l'environnement dans lequel il est traité ou s'il est de mauvaise qualité, la contamination provoquera des fissures et des cassures.

1.4 Aspects liés aux machines
La capacité de plastification de la moulage par injection doit être appropriée. S'il est trop petit, la plastification sera insuffisante, le mélange ne sera pas complet et le produit deviendra cassant. S'il est trop grand, il se dégrade.
2. Les produits moulés par injection ont des bulles
Les bulles (bulles de vide) sont des bulles de vide dans lesquelles le gaz est très fin. En général, si l'on trouve des bulles au moment de l'ouverture du moule, il s'agit d'un problème d'interférence de gaz. Les bulles de vide se forment en raison d'un remplissage insuffisant du plastique ou d'une faible pression. Sous l'effet du refroidissement rapide du moule, le combustible en contact avec la cavité est tiré, ce qui entraîne une perte de volume.

Solution
① Augmenter l'énergie d'injection : pression, vitesse, temps et volume de matière, et augmenter la contre-pression pour remplir le moule.
② Augmenter la température du matériau et le rendre fluide. Abaissez la température du matériau pour réduire le retrait et augmentez la température du moule, en particulier la température locale du moule où se forme la bulle de vide.
③ Placer l'obturateur dans la partie épaisse de la pièce pour améliorer les conditions d'écoulement de la buse, du canal et de l'obturateur et réduire la consommation de pression.
④ Améliorer les conditions d'évacuation des moisissures.

3. Déformation en chaîne des produits moulés par injection
La déformation, la flexion et la torsion des produits moulés par injection sont principalement dues au fait que le taux de rétrécissement dans le sens de l'écoulement est plus important que dans le sens vertical pendant le moulage du plastique, ce qui entraîne des taux de rétrécissement différents dans chaque direction et provoque le gauchissement des pièces. En outre, en raison du processus inévitable de remplissage du moule pendant le moulage par injection, il subsiste une importante contrainte interne à l'intérieur de la pièce, ce qui provoque un gauchissement. Il s'agit là de manifestations de déformation causées par une orientation des contraintes élevée. Par conséquent, fondamentalement, la conception du moule détermine la tendance au gauchissement des pièces. Il est très difficile de supprimer cette tendance en modifiant les conditions de moulage. La solution finale au problème doit commencer par la conception et l'amélioration du moule. Ce phénomène est principalement dû aux aspects suivants :

3.1 Aspects liés aux moules
① Veiller à ce que l'épaisseur et la qualité de toutes les pièces soient cohérentes.
② Concevoir le système de refroidissement de manière à ce que la température de toutes les parties de la cavité du moule soit constante. Concevoir le système d'injection de manière à ce que le matériau s'écoule symétriquement afin d'éviter les déformations causées par des directions d'écoulement et des taux de rétraction différents. Augmenter autant que possible l'épaisseur du canal de coulée et du canal principal pour les pièces difficiles à remplir. Éliminer les différences de densité, de pression et de température dans la cavité.
③ Veiller à ce que les zones de transition et les coins de l'épaisseur de la pièce soient lisses et présentent de bonnes propriétés de démoulage, par exemple en augmentant la marge de démoulage, en améliorant le polissage de la surface du moule et en équilibrant le système d'éjection.
④ Assurer une bonne évacuation des gaz d'échappement.
⑤ Augmenter l'épaisseur de la paroi de la pièce ou augmenter la direction anti-gauchissement, et utiliser des nervures de renforcement pour améliorer la capacité anti-gauchissement de la pièce.
⑥ Le matériau du moule n'est pas assez résistant.

3.2 Plastiques
Les plastiques cristallins sont plus susceptibles de se déformer que les plastiques amorphes. En outre, les plastiques cristallins peuvent corriger le gauchissement en passant par le processus de cristallisation, qui diminue à mesure que la vitesse de refroidissement augmente et que le taux de rétrécissement diminue.
3.3 Transformation
① La pression d'injection est trop élevée, le temps de maintien est trop long, la température de la matière fondue est trop basse et la vitesse est trop rapide, ce qui entraîne une augmentation de la contrainte interne et une déformation par gauchissement.
② La température du moule est trop élevée et le temps de refroidissement est trop court, ce qui entraîne une surchauffe des pièces lors du démoulage et une déformation par éjection.
③ Réduire la vitesse de la vis et la contre-pression pour réduire la densité tout en maintenant la quantité de charge minimale pour limiter la génération de contraintes internes.
④ Si nécessaire, les pièces sujettes au gauchissement et à la déformation peuvent être moulées en douceur ou démoulées après le démoulage.

4. Défauts des barres, lignes et fleurs de couleur dans les produits moulés par injection
Ce défaut se produit principalement dans les pièces en plastique colorées avec des mélanges-maîtres. Bien que la coloration par mélange maître soit meilleure que la coloration par poudre sèche et par pâte colorante en termes de stabilité de la couleur, de pureté de la couleur, de migration de la couleur, etc., la distribution, c'est-à-dire les particules de couleur, est relativement faible pour diluer le plastique et se mélanger uniformément, et les produits finis présentent naturellement des différences de couleur régionales.

Solution
① Augmenter la température de la section d'alimentation, en particulier la température à l'extrémité arrière de la section d'alimentation, de manière à ce que la température soit proche ou légèrement supérieure à la température de la section de fusion, afin que le mélange-maître de couleur puisse fondre aussi rapidement que possible lorsqu'il entre dans la section de fusion, favoriser un mélange uniforme avec la dilution et augmenter les chances de mélange des liquides.
② Lorsque la vitesse de la vis est constante, l'augmentation de la contre-pression accroît la température de la matière fondue et l'effet de cisaillement dans le cylindre.
③ Modifier le moule, en particulier le système de coulée. Si la porte est trop large, l'effet de turbulence est faible lors du passage de la matière fondue et l'élévation de la température n'est pas élevée, de sorte qu'elle est inégale et que la cavité du moule à ruban doit être rétrécie.

5. Produits moulés par injection Rétraction et bosses
Lorsque vous injectez le plastique dans le moule, il se refroidit et se solidifie. Au cours de ce processus, le plastique se rétrécit. Ce phénomène est normal. Mais parfois, le retrait n'est pas uniforme. C'est alors que l'on obtient des bosses.
5.1 Aspects liés aux machines
① Si le trou de la buse est trop grand, la matière fondue reflue et provoque un rétrécissement ; s'il est trop petit, la résistance est grande et la quantité de matière est faible, ce qui provoque un rétrécissement.
② Si la force de serrage n'est pas suffisante, le flash se rétrécit, il faut donc vérifier s'il n'y a pas de problème avec le système de serrage.
③ Si la quantité de plastification n'est pas suffisante, il faut utiliser une machine avec une grande quantité de plastification pour vérifier si la vis et le cylindre sont usés.

5.2 Aspects liés aux moules
① Assurez-vous que l'épaisseur de la paroi est la même partout et que le retrait est le même.
② Assurez-vous que le système de refroidissement et de chauffage du moule maintient la même température pour toutes les pièces.
③ Veillez à ce que la vanne soit lisse et ne présente pas trop de résistance. Par exemple, la taille du canal principal, de la glissière et de la vanne doit être correcte, la surface doit être lisse et la zone de transition doit être incurvée.
④ Pour les pièces minces, augmentez la température pour que le matériau s'écoule facilement. Pour les pièces épaisses, abaissez la température du moule.
⑤ Assurez-vous que la porte est symétrique et essayez de la placer dans la partie épaisse de la pièce. Veillez à ce que le puits de refroidissement soit suffisamment grand.

5.3 Matières plastiques
Les plastiques cristallins se rétractent davantage que les plastiques amorphes. Lorsque vous les transformez, vous devez ajouter plus de matière ou ajouter quelque chose au plastique pour qu'il cristallise plus rapidement et ne se rétracte pas autant.
5.4 Transformation
① La température du tonneau est trop élevée et le volume change considérablement, en particulier la température du four frontal. Pour les matières plastiques peu fluides, la température doit être augmentée de manière appropriée pour assurer la fluidité.
② La pression, la vitesse et la contre-pression d'injection sont trop faibles et le temps d'injection est trop court, ce qui entraîne un volume ou une densité insuffisants du matériau et un rétrécissement. La pression, la vitesse et la contre-pression sont trop élevées et le temps d'injection est trop long, ce qui entraîne une déflagration et une rétraction.
③ Si la quantité de matière ajoutée est trop importante, la pression d'injection sera consommée ; si elle est trop faible, la quantité de matière sera insuffisante.
④ Pour les pièces qui ne nécessitent pas de précision, une fois l'injection et le maintien sous pression terminés, la couche extérieure est essentiellement condensée et durcie, mais la pièce sandwich est encore molle et peut être éjectée. Elle peut être démoulée dès que possible et refroidie lentement à l'air ou à l'eau chaude. La bosse de rétrécissement est légère et peu visible et n'affecte pas l'utilisation.
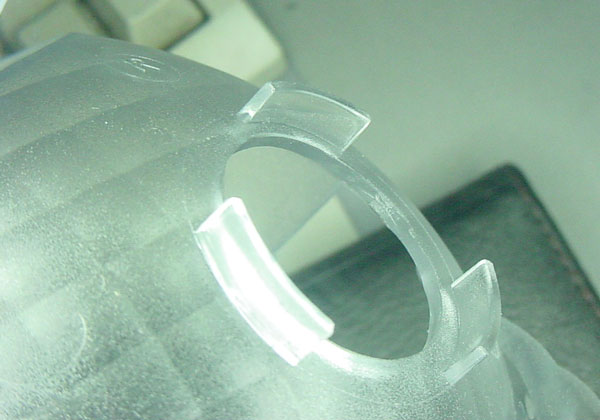
6. Défauts de transparence dans les produits moulés par injection
Taches de fusion, stries argentées, polystyrène fissuré, parties transparentes du plexiglas, on peut parfois voir à travers la lumière des stries argentées étincelantes en forme de filaments. Ces stries argentées sont également appelées "flash spots" ou "cracks". Ce phénomène est dû à la tension générée dans la direction verticale de la contrainte de traction, qui provoque l'orientation en flux lourd des molécules de polymère et la différence de taux de pliage entre la partie non orientée et l'orientation en flux lourd.
Solution
① Éliminer tout gaz ou impureté et s'assurer que le plastique est complètement sec.
② Abaisser la température du matériau, ajuster progressivement la température du cylindre et augmenter la température du moule si nécessaire.
③ Augmenter la pression d'injection et diminuer la vitesse d'injection.
④ Augmenter ou diminuer la contre-pression avant l'injection et diminuer la vitesse de la vis.
⑤ Améliorer les conditions d'échappement du canal de coulée et de la cavité du moule.
⑥ Nettoyer les éventuelles obstructions de la buse, de la glissière et de l'obturateur.
⑦ Pour raccourcir le cycle de moulage, vous pouvez utiliser des méthodes de recuit pour éliminer les traces d'argent après le démoulage : pour le polystyrène, maintenez à 78°C pendant 15 minutes, ou à 50°C pendant 1 heure. Pour le polycarbonate, chauffer à plus de 160°C pendant plusieurs minutes.

7. Les produits moulés par injection ont des couleurs inégales
Voici les principales raisons et solutions pour une couleur inégale des produits moulés par injection :
① Une mauvaise diffusion du colorant se traduit souvent par des motifs près de la grille.
② Les matières plastiques ou les colorants ont une mauvaise stabilité thermique. Pour stabiliser la teinte des pièces, les conditions de production doivent être strictement fixées, en particulier la température du matériau, la quantité de matériau et le cycle de production.
③ Pour les plastiques cristallins, essayez de maintenir une vitesse de refroidissement constante pour toutes les parties de la pièce. Pour les pièces présentant de grandes différences d'épaisseur de paroi, des colorants peuvent être utilisés pour masquer la différence de couleur. Pour les pièces dont l'épaisseur de paroi est plus uniforme, la température du matériau et la température du moule doivent être fixes.
④ La forme, la forme de la porte et la position de la pièce ont une incidence sur le remplissage du plastique, ce qui entraîne des différences de couleur dans certaines parties de la pièce, qui doivent être modifiées si nécessaire.

8. Défauts de couleur et de brillance des produits moulés par injection
Dans la plupart des cas, la brillance de la surface des pièces moulées par injection est déterminée par le type de plastique, le colorant et la douceur de la surface du moule. Mais parfois, les défauts de couleur et de brillance de la surface, la noirceur de la surface, etc. sont dus à d'autres raisons. Les raisons et les solutions sont analysées ci-dessous :
① La finition du moule est mauvaise, la surface de la cavité présente des taches de rouille, etc. et l'échappement du moule est mauvais.
② Le système de coulée du moule n'est pas bon. Le puits froid doit être agrandi, la glissière doit être agrandie, le canal principal doit être poli, et la glissière et la porte doivent être polies.
③ La température du matériau et la température du moule sont basses, et le chauffage local de la porte peut être utilisé si nécessaire.

④ La pression de traitement est trop faible, la vitesse est trop lente, le temps d'injection n'est pas suffisant et la contre-pression n'est pas suffisante, ce qui se traduit par une faible compacité et une surface sombre.
⑤ Le plastique doit être entièrement plastifié, mais la dégradation du matériau doit être évitée, le chauffage doit être stable et le refroidissement doit être suffisant, en particulier pour les parois épaisses.
⑥ Pour éviter que le matériau froid ne pénètre dans la pièce, utilisez un ressort autobloquant ou abaissez la température de la buse si nécessaire.
⑦ Trop de matériaux recyclés sont utilisés, le plastique ou le colorant est de mauvaise qualité, mélangé à de la vapeur d'eau ou à d'autres impuretés, et le lubrifiant utilisé est de mauvaise qualité.
⑧ La force de serrage doit être suffisante.
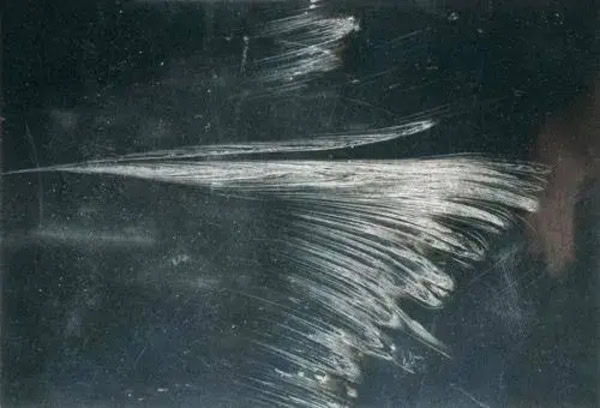
9. Produits de moulage par injection Motif argenté
Les stries argentées sur les produits moulés par injection sont causées par des bulles de surface et des pores internes. La principale raison de ces défauts est l'interférence de gaz, tels que la vapeur d'eau, le gaz de décomposition, le gaz de solvant et l'air. Analysons les raisons spécifiques :
9.1 Aspects liés aux machines
① Le cylindre et la vis sont usés ou il y a un angle mort dans le flux de matériau dans la tête en caoutchouc et l'anneau en caoutchouc, qui se décomposera en raison d'un chauffage à long terme.
② Le système de chauffage est hors de contrôle, ce qui entraîne une température trop élevée et une décomposition. Il convient de vérifier si les éléments chauffants tels que les thermocouples et les serpentins de chauffage présentent des problèmes. Des vis mal conçues peuvent se desserrer ou introduire facilement de l'air.
9.2 Aspects relatifs aux moules
① Ventilation insuffisante.
② La résistance au frottement des patins, des portes et des cavités du moule est importante, ce qui entraîne une surchauffe et une décomposition locales.
③ Une répartition déséquilibrée des portes et des cavités, ainsi que des systèmes de refroidissement déraisonnables, entraîneront un chauffage déséquilibré, entraînant une surchauffe locale ou un blocage des canaux d'air.
④ L'eau s'échappe du passage de refroidissement et pénètre dans la cavité du moule.
9.3 Matières plastiques
① Si le plastique présente un taux d'humidité élevé, s'il contient trop de matériaux recyclés ou s'il contient des débris nocifs (les débris se décomposent facilement), le plastique doit être entièrement séché et les débris doivent être éliminés.
② Pour absorber l'humidité de l'atmosphère ou du colorant, ce dernier doit également être séché. Il est préférable d'installer un séchoir sur la machine.
③ Si la quantité de lubrifiants, de stabilisateurs, etc. ajoutée au plastique est trop importante ou mal mélangée, ou si le plastique lui-même contient des solvants volatils, une décomposition peut également se produire lorsque les plastiques mélangés sont chauffés jusqu'à un équilibre difficile à atteindre.
④ Le plastique est contaminé et mélangé à d'autres plastiques.
9.4 Transformation
① Si la température, la pression, la vitesse, la contre-pression et la vitesse du moteur de fusion sont réglées à un niveau trop élevé, une décomposition peut se produire. Si la pression et la vitesse sont trop faibles, le temps d'injection et la pression de maintien sont insuffisants. Si la contre-pression est trop faible, la densité peut être insuffisante en raison de l'impossibilité d'obtenir une pression élevée et la fusion peut ne pas se produire. Si le gaz provoque l'apparition de stries argentées, réglez la température, la pression, la vitesse et la durée appropriées. Utiliser une vitesse d'injection en plusieurs étapes.

② Une faible contre-pression et une vitesse de rotation rapide peuvent facilement faire entrer de l'air dans le cylindre et dans le moule avec la matière en fusion. Si le cycle est trop long, la matière fondue sera chauffée trop longtemps dans le tonneau et se décomposera.
③ Une quantité insuffisante de matériau, un coussin d'alimentation trop grand, une température du matériau trop basse ou une température du moule trop basse affectent l'écoulement du matériau et la pression de moulage et favorisent la formation de bulles.
10. Les produits en plastique ont des joints soudés
Lorsque le plastique fondu se rassemble en plusieurs flux dans la cavité parce qu'il rencontre des trous d'insertion, des zones avec des débits différents et des zones où le flux du matériau de remplissage du moule est interrompu, il crée des lignes de soudure linéaires parce qu'il ne peut pas se fondre complètement. En outre, des lignes de soudure sont créées lorsque la porte remplit le moule, et la résistance et les autres propriétés des lignes de soudure sont très faibles. Les principales raisons sont analysées ci-dessous :
10.1 Traitement
① La pression et la vitesse d'injection sont trop faibles, et la température du cylindre et du moule sont trop basses, ce qui entraîne un refroidissement prématuré de la matière fondue entrant dans le moule et provoque des lignes de soudure.
② Lorsque la pression et la vitesse d'injection sont trop élevées, il y a pulvérisation et apparition de lignes de soudure.
③ Il faut augmenter la vitesse de rotation et la contre-pression pour réduire la viscosité du plastique et augmenter la densité.
④ Les plastiques doivent être bien séchés et les matériaux recyclés doivent être utilisés avec parcimonie. Des lignes de soudure peuvent également apparaître si l'on utilise trop d'agent de démoulage ou si la qualité est médiocre.
⑤ Réduire la force de serrage et faciliter l'échappement.

10.2 Aspects relatifs aux moules
① S'il y a trop de portes dans la même cavité, réduire le nombre de portes ou les placer symétriquement, ou encore les placer le plus près possible du joint de soudure.
② Si l'échappement au niveau du joint soudé est mauvais, installer un système d'échappement.
③ La carotte est trop grande et le système d'obturation est mal dimensionné. Ouvrez le portillon pour empêcher la matière fondue de s'écouler autour des trous d'insertion, ou utilisez le moins d'inserts possible.
④ Si l'épaisseur de la paroi varie trop ou si l'épaisseur de la paroi est trop fine, uniformiser l'épaisseur de la paroi de la pièce.
⑤ Si nécessaire, ouvrir un puits de fusion au niveau du cordon de soudure pour séparer le cordon de soudure du produit.
10.3 Matières plastiques
① Si le plastique est peu fluide ou sensible à la chaleur, ajouter des lubrifiants et des stabilisants si nécessaire.
② Le plastique contient souvent des impuretés ; si nécessaire, remplacez-le par un plastique de meilleure qualité.
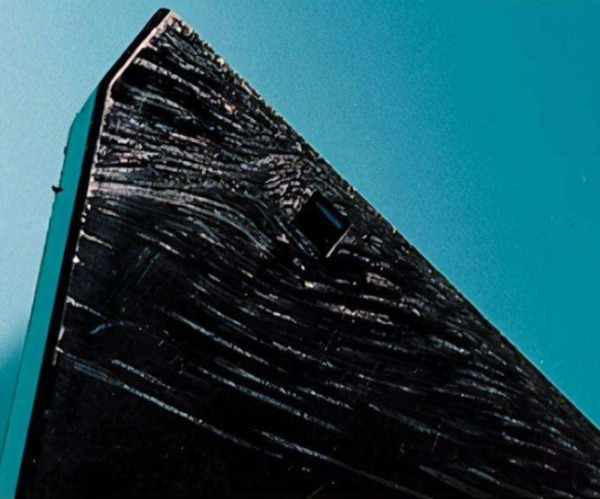
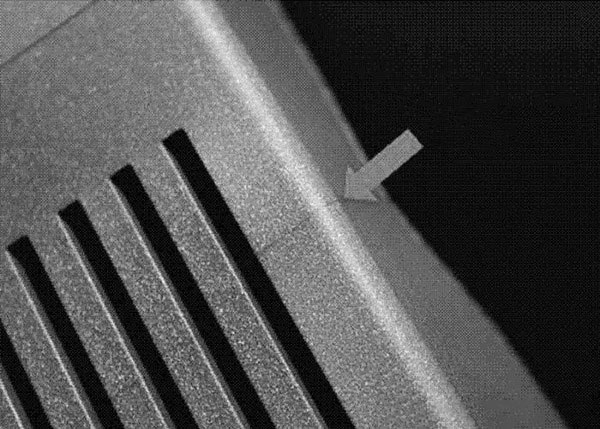
11.Marques de vibration sur les produits moulés par injection
Les pièces en plastique dur, comme le PS, présentent ces ondulations denses sur leurs surfaces près de la porte, qui sont parfois appelées lignes de vibration. Cela s'explique par le fait que lorsque la viscosité de la matière fondue est trop élevée et que le moule se remplit de manière stagnante, le matériau frontal se condense et se rétrécit rapidement dès qu'il touche la surface de la cavité, et la matière fondue suivante pousse le matériau froid rétréci et poursuit le processus. Ce va-et-vient continu fait que le flux de matériau crée des modèles de vibration de surface au fur et à mesure qu'il avance.
Solution
① Pour augmenter la température du tonneau, en particulier la température de la buse, il faut également augmenter la température du moule.
② Augmenter la pression et la vitesse d'injection pour remplir rapidement la cavité du moule.
③ Augmenter la taille du canal d'écoulement et de la vanne pour éviter une trop grande résistance.
④ Assurez-vous que le moule est bien ventilé et qu'il dispose d'un puits de refroidissement suffisamment grand.
⑤ Ne pas faire des pièces trop fines.

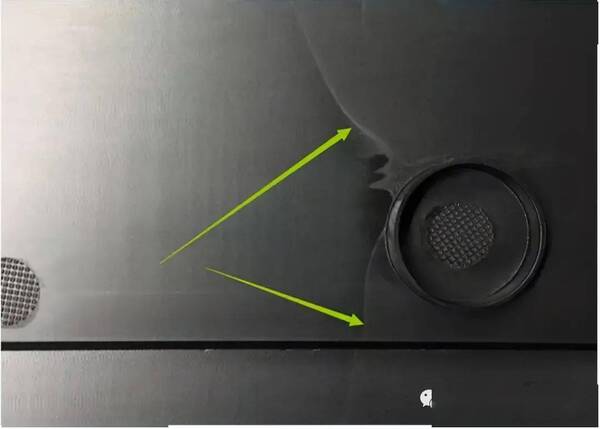
12. gonflement et formation de bulles dans les produits moulés par injection
Après avoir été moulées et démoulées, certaines pièces en plastique présentent rapidement un gonflement ou des bulles à l'arrière de l'insert métallique ou dans des zones particulièrement épaisses. Ce phénomène est dû à l'expansion des gaz libérés par le plastique qui n'est pas complètement refroidi et durci sous l'action de la pression interne.
Solution
① Le refroidir. Abaisser la température du moule, maintenir le moule ouvert plus longtemps et abaisser la température de séchage et de traitement du matériau.
② Ralentir la vitesse d'injection, raccourcir le cycle de moulage et réduire la résistance à l'écoulement.
③ Augmenter la pression et le temps de maintien.
④ Résoudre le problème lorsque la paroi de la pièce est trop épaisse ou que l'épaisseur varie beaucoup.

Conclusion
Moulage par injection Les défauts peuvent vraiment nuire à la qualité de vos produits, à l'efficacité de votre production et à vos coûts globaux. Mais si vous parvenez à déterminer les causes de ces défauts et à les corriger, vous pourrez rendre votre processus plus fiable, réduire votre taux de rebut et fabriquer des pièces de qualité constante. Mais il faut continuer à travailler. Vous ne pouvez pas vous contenter de corriger votre processus et de l'oublier. Vous devez continuer à l'améliorer, à l'entretenir et à le contrôler pour obtenir les meilleurs résultats de votre opération de moulage par injection.







