 Skip to content
Skip to content 

Le processus de moulage par injection de précision des matières plastiques offre de nombreux avantages par rapport au processus standard de moulage par injection. moulage par injection de matières plastiques les pièces en plastique.
Il est précis, rapide et relativement facile à contrôler. Toutefois, pour tirer parti de ces avantages, il est important de concevoir moules d'injection de précision et en utilisant des machines de moulage par injection de précision.
La première étape consiste à créer un prototype de la pièce souhaitée. Cela permet de s'assurer que les dimensions sont exactes et que le moule s'emboîte correctement.
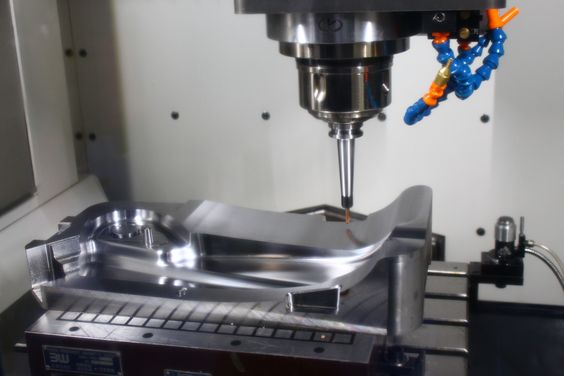
Une fois le prototype approuvé, l'étape suivante consiste à créer le moule lui-même. Cela se fait généralement à l'aide d'un logiciel de conception assistée par ordinateur. Ce logiciel génère un modèle 3D du moule qui peut ensuite être utilisé pour créer le moule proprement dit. moule d'injection.
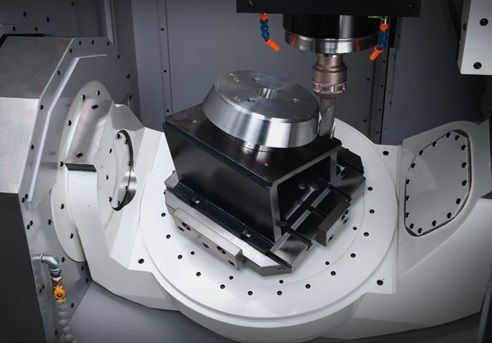
Une fois le moule créé, il peut être utilisé pour la machine de moulage par injection de précision. la fabrication de pièces moulées par injection en plastique.

Avec le développement rapide des industries de l'électronique, des télécommunications, de la médecine, de l'automobile et autres, les exigences en matière de haute précision et de haute performance des produits de l'industrie automobile sont de plus en plus élevées. pièces moulées par injection augmentent de jour en jour.
Moulage par injection de précision exige que le pièce moulée par injection doit non seulement présenter une grande précision dimensionnelle, une faible déformation par gauchissement, mais aussi d'excellentes propriétés optiques, etc.
Moulage par injection est l'un des plus importants moulage plastique méthodes. Comment améliorer le niveau de moulage par injection technologie, fabriquer des produits en plastique de haute précision et créer des produits à haute valeur ajoutée, la conception du moule est un maillon important.

Les considérations particulières pour la conception d'un moulage par injection de précision sont les suivantes
1) Pour obtenir le produit avec la tolérance dimensionnelle souhaitée, il faut tenir compte de la tolérance dimensionnelle et de la surface du moule.
2) Prévenir les fluctuations de la rétraction du moulage.
3) Prévenir la déformation du moule.
4)Prévenir la déformation du moule.
5) Minimiser l'erreur de fabrication des moules.
6) Prévenir les fluctuations de la précision du moule.
7) Maintenir la précision du moule.

1.Dimensions et tolérances appropriées des moules
1) La corrélation entre la précision dimensionnelle du produit et la précision dimensionnelle du moule
Réaliser le dessin du produit, envisager la conception du moule, fabrication de moules et fabrication de moules processus.
Tout d'abord, vous pouvez rechercher la taille du dessin du moule à partir de la taille du dessin du produit. La taille réelle du moule est obtenue par fabrication du moule avec la taille du dessin de ce moule. Avec ce moule, nous pouvons obtenir le produit moulé et la taille réelle du produit. Le problème est de savoir comment obtenir la taille réelle dans le cadre de la tolérance du dessin.

2) Taux de rétrécissement approprié
Comme indiqué ci-dessus, même dans une même résine avec un même pigment, le taux de retrait varie en fonction des conditions de moulage.
Dans le moulage de précision, le degré de variation du retrait doit être faible, et il ne doit pas y avoir de différence entre le retrait prévu et le retrait réel de moitié autant que possible.
Le taux de rétrécissement réel est principalement estimé en collationnant le taux de rétrécissement réel de produits similaires dans le passé, et le taux de rétrécissement réel est également obtenu à partir du moule expérimental, puis corrigé et conçu pour fabriquer le moule de production.
Cependant, il est presque impossible d'estimer correctement le taux de retrait et il est inévitable que le moule soit corrigé après le moulage d'essai. Par conséquent, la taille de la partie concave augmentera et la taille de la partie convexe diminuera.
Par conséquent, le taux de rétrécissement doit être fixé à une petite valeur pour la partie concave et à une grande valeur pour la partie convexe. Lorsque le diamètre extérieur de l'engrenage augmente, il ne peut pas être engrené, mais lorsqu'il diminue, seul l'écart entre les dents augmente, de sorte que le taux de rétrécissement doit être fixé à une petite valeur.

2. prévenir les fluctuations du retrait de moulage
Moulage par injection de précision part du principe que le moule peut être fabriqué à la taille souhaitée.
Cependant, même si la taille du moule est certaine, la taille réelle du produit varie en fonction du rétrécissement réel. C'est pourquoi, en moulage par injection de précisionLe contrôle du retrait est donc très important. Le taux de retrait est régi par l'adéquation de la conception du moule et varie en fonction du lot de résine, et si le pigment est changé, le taux de retrait varie également.
Le contrôle du retrait est difficile en raison des différentes machines de moulage, du réglage des conditions de moulage, de la reproductibilité et des fluctuations de l'action de chaque cycle de moulage, qui entraînent des fluctuations du taux de retrait réel, etc.

1) Principaux facteurs influençant le taux de rétrécissement
La taille du moule peut être obtenue en ajoutant le taux de retrait à la taille du produit. Les principaux facteurs du taux de retrait doivent donc être pris en compte dans la conception du moule.
Les principaux facteurs qui influencent le taux de rétrécissement du moulage sont les suivants
(1) Pression de la résine plastique
(2) Température du matériau plastique.
(3) Température du moule.
(4) Surface de la section transversale de la porte.
(5) Temps d'injection.
(6) le temps de refroidissement.
(7) Épaisseur de la paroi du produit.
(8) Matériau de renforcement contenant de la potasse.
(9) Directionnalité.
(10) Vitesse d'injection.
Ces effets varient en fonction de la variation de la résine et des conditions de moulage.

(1) Pression de la résine
La pression de la résine a une grande influence sur le taux de rétrécissement. Si la pression de la résine est élevée, le taux de rétraction diminue et la taille du produit augmente.
Même dans la même cavité du moule, la pression de la résine varie en fonction de la forme du produit, de sorte que le taux de rétrécissement varie.
Dans le cas d'un moule à plusieurs cavités, la pression de la résine dans chaque cavité peut facilement produire des différences et, par conséquent, le taux de rétrécissement de chaque cavité n'est pas le même.
(2) Température du moule
Qu'il s'agisse d'une résine non cristalline ou d'une résine cristalline, si la température du moule est élevée, le taux de retrait sera plus important. Le moulage de précision doit maintenir la température du moule à une température spécifique. Lors de la conception du moule, il convient de prêter attention à la conception du circuit de refroidissement.
(3) Surface de la section transversale de la porte
D'une manière générale, le taux de rétrécissement varie lorsque la section transversale de l'opercule est modifiée. Le taux de rétrécissement diminue lorsque la taille de l'opercule augmente, ce qui est lié à la fluidité de la résine.

(4) Épaisseur de la paroi du produit
L'épaisseur de la paroi du produit influe également sur le rendement. Pour les résines non cristallines, comme la résine a une tendance différente à affecter le taux de rétrécissement de l'épaisseur de la paroi, l'épaisseur de la paroi est importante, le taux de rétrécissement est également important, et vice versa, le taux de rétrécissement devient plus faible.
Pour les résines cristallines, il est important que l'épaisseur de la paroi soit uniforme. Dans le cas d'un moule à plusieurs cavités, s'il y a une différence dans l'épaisseur de la paroi de la cavité du moule, le taux de retrait sera également différent.
(5) Contenu du matériau de renforcement
Lors de l'utilisation de résine renforcée de fibres de verre, plus on ajoute de fibres de verre, plus le taux de retrait est faible, le taux de retrait dans le sens de l'écoulement est plus faible que le taux de retrait transversal, selon la résine la différence est plus grande, afin d'éviter le gauchissement par torsion, il faut tenir compte de la forme de la porte, de la position de la bouche de la douve volante et du nombre de portes.
(6) Orientation
Bien qu'il existe de grandes différences d'orientation, il existe une orientation pour toutes les résines. L'orientation des résines cristallines est particulièrement importante et varie en fonction de l'épaisseur de la paroi et des conditions de moulage.
En outre, un retrait post-moulage se produit. Les principaux facteurs affectant le retrait post-moulage sont les suivants
a. soulagement du stress interne
b. cristallisation
c. la température
d. l'humidité

2) Mesures pouvant être prises
(1) Canal d'écoulement et équilibre des vannes
Comme indiqué ci-dessus, le taux de retrait varie en fonction de la pression de la résine. Dans le cas d'un moule à une seule empreinte avec plusieurs portes et d'un moule à plusieurs empreintes, il est nécessaire d'équilibrer les portes pour remplir le moule de manière égale.
Le débit de résine est lié à la résistance à l'écoulement dans le canal, il est donc préférable de procéder à l'équilibrage du canal avant de procéder à l'équilibrage de la porte.
(2) Disposition de la cavité du moule
Afin de faciliter la mise en place des conditions de moulage, il est nécessaire de prêter attention à la disposition des cavités. Étant donné que la résine fondue sera tropicalisée dans le moule, la distribution de la température du moule sera constituée de cercles concentriques centrés sur la porte dans le cas d'une disposition générale de la cavité.
Par conséquent, lors du choix de l'agencement des cavités d'un moule à cavités multiples, il est facile d'équilibrer le canal d'écoulement et d'opter pour un retour concentrique centré sur la porte.

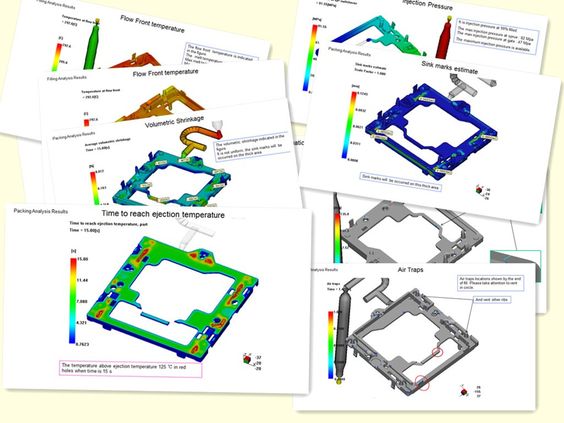
(3) Conception de circuits de refroidissement pour le moulage par injection de précision
Comme indiqué ci-dessus, la température du moule a une grande influence sur le taux de rétrécissement. En même temps, la différence de température de chaque cavité du moule à plusieurs cavités est difficile à éviter en raison des différents changements de température dans le temps, de sorte que la conception du circuit de refroidissement doit faire l'objet d'une attention particulière.
Du point de vue de l'efficacité de l'échange thermique, le flux de liquide de refroidissement doit être turbulent et le circuit de refroidissement doit de préférence être constitué d'une série de plaques pliées.
Dans la conception du circuit, la cavité et le noyau doivent dégager une chaleur différente, et la résistance thermique varie également en fonction de la structure du circuit, et la température de l'eau d'entrée dans la cavité et le noyau produit une grande différence.
Par conséquent, le circuit de refroidissement de moules de précision est conçu séparément pour les cavités et les noyaux, et le contrôle de la température est effectué par des régulateurs de température distincts.
3. prévention de la déformation du moulage
La distorsion du moulage est due à la présence de contraintes internes sous l'effet d'un retrait inégal, et il est donc nécessaire d'éviter un retrait inégal.
(1) Nombre de portes
Dans le cas d'un produit rond avec un trou au centre de l'engrenage, une porte doit être placée au centre. Toutefois, lorsqu'il existe une grande différence de retrait entre le sens d'écoulement de la résine et le sens vertical, la forme ovale présente un inconvénient. Cependant, il est nécessaire d'accorder une attention suffisante à l'équilibre de chaque porte.
Lors de l'utilisation de portillons latéraux, les portillons à trois points augmenteront le diamètre intérieur des produits cylindriques. Dans le cas où les marques de trappe ne sont pas autorisées sur les surfaces extérieures et d'extrémité, de bons résultats peuvent être obtenus en utilisant des trappes uniformes multipoints moins intérieures.
(2) Forme et position de la porte
Il est nécessaire de choisir une forme de porte appropriée en fonction de la forme du produit. La figure montre l'influence de la forme et de la position de la porte sur la déformation.

4. Prévention de la déformation causée par le démoulage
Les produits de précision sont généralement petits, l'épaisseur de leur paroi est faible et certains d'entre eux comportent de nombreux tendons minces. La conception du jeu d'échecs doit être étudiée de manière à ce que les produits ne soient pas déformés et puissent être relâchés correctement.
Pour les résines à faible retrait, lorsque la pression de moulage est élevée, il est nécessaire de faire attention aux produits qui ont tendance à rester dans la cavité du moule. Lors du moulage d'engrenages avec des résines à faible retrait, il est préférable de concevoir la cavité de l'engrenage du côté de l'éjecteur du moule.
Lors de l'utilisation de goupilles d'éjection, il convient de prêter attention au nombre de goupilles sans déformation et à la position de la pression d'éjection. Dans le cas d'engrenages perforés, des goupilles sont nécessaires du côté éjecteur de la plaque de matrice pour faciliter l'éjection parallèle pendant l'éjection.
Pour les produits anguleux, il est possible d'utiliser un gabarit perforé pour l'éjection, ce qui évite les déformations.
En général, la pente de la matrice d'éjection est faible pour les produits de précision. Afin de réduire la force de démoulage, mais il est nécessaire de procéder à un traitement en miroir, la direction de meulage doit être la direction d'extraction de la matrice. Il est nécessaire de mettre en place des noyaux de morceaux faciles à rectifier en fonction de la direction d'extraction du moule.
5. Erreur de moulage minimale
(1) Construction appropriée du moule en fonction de la méthode de traitement souhaitée
Pour obtenir la taille du produit avec la précision requise, il est nécessaire d'avoir la taille de moule appropriée, et le moule doit être usiné avec une très grande précision et est limité par les machines de finition.
Afin de maintenir la précision du moule, il est nécessaire d'avoir une résistance élevée à l'usure, ce qui nécessite une trempe. La précision des moules trempés peut être de l'ordre de 0,01 mm avec les rectifieuses et les machines d'électroérosion.
Lors de l'utilisation d'une machine d'électroérosion à fil pour le traitement des matrices, il convient de noter que l'usure de l'extrémité de l'électrode devient plus importante. La cavité pour les engrenages et la machine d'électroérosion à fil doivent être conçues autant que possible pour pouvoir traverser la structure de traitement.
Afin d'éviter les déformations dues au meulage et de réduire le temps de traitement, il convient de sélectionner un acier présentant une déformation de trempe moindre et de concevoir la forme de manière à réduire la déformation de trempe. Lorsque la forme est complexe, le refroidissement du feu hagard n'est pas facile à uniformiser et il est facile de produire des déformations de trempe.

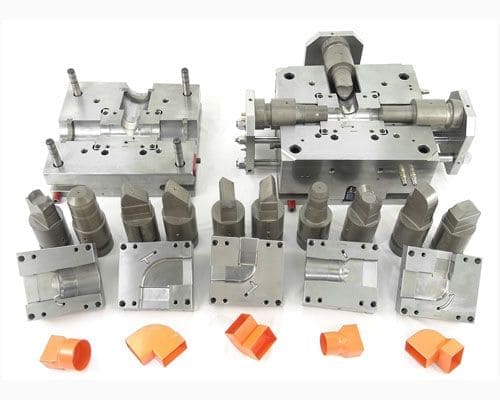
(2) Filière totale de type split
Des rectifieuses sont utilisées pour traiter les pièces trempées avec une plus grande précision. Il est donc nécessaire d'utiliser des inserts pour former un moule de type fendu. Ce moule présente les caractéristiques suivantes :
(1) Il est possible d'utiliser le matériau de moulage de dureté appropriée parce qu'il est possible de sélectionner le matériau approprié.
(2) Il est possible d'utiliser des matériaux de moulage présentant une résistance élevée à la corrosion et à l'usure.
(3) Il est facile de définir les conditions de traitement thermique parce qu'il peut être traité séparément.
(4) Il est possible d'utiliser des matériaux de moulage avec une bonne finition miroir et une opération de finition miroir facile, ce qui permet d'améliorer la finition miroir.
(5) Comme il est facile de meuler dans le sens de l'étirage, il est avantageux d'utiliser un moule ayant une faible pente d'étirage.
(6) Le durcissement permet de prolonger la durée de conservation de la précision du moule et la durée de vie du moule.
(7) Il est facile de placer l'échappement dans n'importe quelle position, ce qui facilite le remplissage du moule.
(8) Facile à broyer et à traiter.
(9) Il peut améliorer la précision des pièces du moule, et donc la précision des produits.
(10) Il est possible de fabriquer des cavités et des noyaux avec de faibles tolérances, de sorte que l'interchangeabilité des pièces est élevée et l'entretien facile.
(11) Efficacité de traitement élevée grâce au broyage qui constitue la partie principale.
(12) Le nombre de composants du moule est élevé et la précision d'usinage de chaque pièce doit être considérablement améliorée.
(13) Limité à des méthodes d'usinage spécifiques
(14) Adoption d'une trempe complète
(3) Points à noter dans la conception d'un moule à fente totale
La précision de la relation et la précision de chaque partie doivent être déterminées par l'opération inverse de la précision du produit à fabriquer.
Parce que plus le nombre de divisions est élevé, plus l'erreur de produit est importante, plus il faut améliorer la précision du traitement, le nombre de divisions doit donc être fixé à un minimum.
En règle générale, il est interdit de créer des lignes de démarcation sur la surface du produit, ce qui n'est pas seulement dégoûtant en apparence, mais constitue également un obstacle en termes de fonctionnement. La présence d'un plan de joint à l'endroit où une contrainte est générée entraîne souvent des dommages dus à la concentration de la contrainte.
Comme le broyage permet d'obtenir facilement des pièces de taille uniforme, il convient de les diviser en formes qui peuvent être traitées avec des abrasifs.
Les pièces fragiles et cassables doivent être divisées en pièces facilement remplaçables, et un alliage à haute résistance à l'usure doit être envisagé.
En outre, la facilité de montage et de démontage doit être prise en compte. Chaque partie de la cavité et du noyau doit être assemblée à l'aide d'un mécanisme permettant de récupérer facilement et correctement la précision, et si elles sont montées séparément sur la base, la cavité et le noyau doivent être concentriques. En cas d'utilisation de broches de montage, les trous des broches doivent être correctement mis à la terre.

6. Prévenir les erreurs de précision des moules
Pour garantir le positionnement des pièces coulissantes à chaque cycle, il est nécessaire d'empêcher la fluctuation de la précision du moule. Afin de maintenir la précision des pièces coulissantes, ces dernières doivent être rectifiées avec soin. La partie coulissante du noyau latéral doit être positionnée et retirée, et lorsque la taille du noyau latéral est importante, la partie centrale peut avoir une fente de guidage étroite.
7. Maintien de la précision du moule
(1) Veiller à ce que le centre de la cavité et le noyau soient identiques.
Pour que le moule se ferme toujours correctement, il doit être conçu de manière à ce que les deux plaques puissent être positionnées correctement.

(2) Prévention de la déformation des moules
Afin d'éviter la déformation du moule causée par la pression de la résine sur la cavité, la résistance de l'outillage doit être suffisante.
Des piliers sont souvent ajoutés au milieu de la plaque centrale, et de l'acier à haute résistance est utilisé pour le matériau des broches, et les broches qui sont facilement pliées sont situées près de la porte, et la pression du flux de résine agissant sur les broches est également réduite.
(3) Prévenir les changements liés au vieillissement
Le moule doit subir un traitement de trempe et de revenu, s'il y a de l'austénite résiduelle, cela produira des changements de vieillissement, ce qui entraînera des changements dans la précision dimensionnelle du moule, donc la température de décomposition de l'austénite résiduelle doit être tempérée, et les enfants doivent utiliser le traitement à froid.
Afin d'éviter les changements dus à l'usure, la dureté doit être augmentée, et l'utilisation de nuances d'acier présentant des changements dimensionnels minimaux dus à la trempe et au revenu doit également être envisagée.
Par rapport à la coupe d'outils, le meulage doit être réduit au minimum afin de raccourcir le temps de traitement en raison de la faible efficacité du traitement. Il convient de sélectionner à la fois la forme de la pièce à régler pour réduire la déformation due à la trempe et le matériau capable de réduire la déformation.







