 Skip to content
Skip to content 

Le PMMA est communément appelé plexiglas, acrylique, etc. Son nom chimique est polyméthacrylate de méthyle.
L'acide acrylique et ses esters comme matière première de polymérisation du polymère sont collectivement connus sous le nom d'esters acryliques, le plastique correspondant est collectivement connu sous le nom de plastique d'acide polyacrylique, qui est le plus largement utilisé dans le polyméthacrylate de méthyle.
Code d'abréviation pour le polyméthacrylate de méthyle PMMA moule d'injectionGuide de Traitement du Moulage par Injection de PMMA | ZetarMold.
Haute résistance mécanique, certaine résistance à la chaleur et au froid, résistance à la corrosion, bonnes propriétés isolantes, stabilité dimensionnelle, facile à façonner, texture fragile, facile à dissoudre dans les solvants organiques, la dureté de la surface n'est pas suffisante, facile à frotter les cheveux, peut être utilisé pour les pièces structurelles transparentes nécessitant une certaine résistance, telles que les godets à huile, les lampes, les pièces d'instruments, les lentilles optiques, les cadeaux décoratifs, etc.

Types de matériaux PMMA
Le plexiglas peut être divisé en quatre types selon son apparence.
Le plexiglas incolore et transparent est le matériau le plus courant et le plus utilisé.
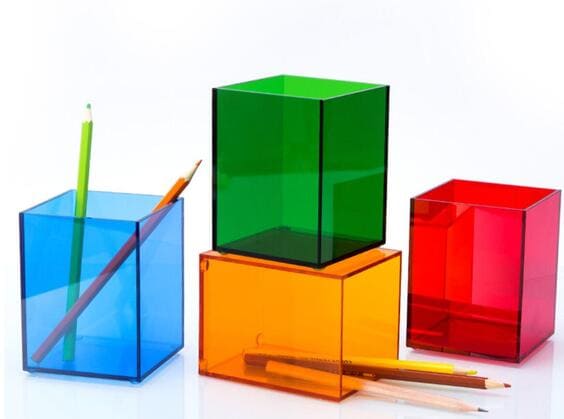
1. Plexiglas transparent coloré : communément appelé plaque de couleur. La transmission de la lumière est douce, et les boîtes à lumière et l'artisanat qui en sont faits donnent aux gens un sentiment de confort et de générosité.
2. Le plexiglas coloré se divise en trois catégories : transparent coloré, translucide coloré, opaque coloré.
Le plexiglas magnétique n'est pas aussi brillant que le plexiglas nacré, il est cassant et facile à briser. Il convient à la fabrication de cadrans, de boîtes, d'équipements médicaux, de personnes et de matériaux de modélisation d'animaux.
Transparent plexiglass: high transparency, suitable for the PMMA injection molding production of lamps and lanterns. Chandeliers made of it, exquisite, crystal clear.
Le plexiglas translucide est semblable au verre dépoli, avec des reflets doux, et les objets artisanaux qui en sont faits donnent aux gens un sentiment de confort et de générosité.
3. Plexiglas nacré : il est fabriqué en ajoutant de la poudre nacrée ou de la poudre fluorescente au plexiglas général.
Ce type de plexiglas est coloré et brillant, la finition de la surface est élevée, la forme extérieure est pressée à chaud par la machine. moule d'injection, even after grinding and polishing, still maintain the injection molded pattern, the formation of a unique artistic effect.
Il peut être utilisé pour fabriquer des personnages, des modèles d'animaux, des marques, des décorations et du matériel de promotion et d'exposition.
4. Plexiglas gaufré : transparent, translucide, incolore, cassant, facile à briser, utilisé pour les portes et fenêtres intérieures et d'autres éléments décoratifs, avec les caractéristiques d'une forme à la fois transparente et non transparente, généralement utilisé pour les cloisons intérieures ou les portes et fenêtres séparant l'intérieur.

Caractéristiques principales du matériau PMMA
Le polyméthacrylate de méthyle, communément appelé plexiglas et abrégé en PMMA, présente les avantages d'une grande transparence, d'un prix peu élevé et d'un usinage facile, et est souvent utilisé comme alternative au verre.
Le plexiglas est un important thermoplastique développé antérieurement, qui se caractérise par sa transparence, sa stabilité et sa résistance aux intempéries, sa facilité de teinture, sa facilité de traitement et sa belle apparence, et qui a un large éventail d'applications dans l'industrie de la construction.
Transparence élevée
Le plexiglas est le meilleur matériau polymère transparent, avec un taux de transmission de la lumière de 92%, supérieur à celui du verre.
La lampe de la lampe solaire appelée petit soleil artificiel est en quartz, car le quartz peut transmettre complètement la lumière ultraviolette. Le verre ordinaire ne peut transmettre que 0,6% de lumière ultraviolette, alors que le plexiglas peut en transmettre 73%.

Résistance mécanique élevée
La masse moléculaire relative du plexiglas est d'environ 2 millions. Il s'agit d'un composé polymère à longue chaîne, et la chaîne formant la molécule est très souple. Par conséquent, la résistance du plexiglas est relativement élevée, et la résistance à l'étirement et aux chocs est 7 à 18 fois supérieure à celle du verre ordinaire.
Le plexiglas subit un traitement de chauffage et d'étirement au cours duquel les segments de la chaîne moléculaire sont disposés de manière très ordonnée, ce qui augmente considérablement la résistance du matériau.
Si l'on plante un clou dans ce plexiglas, même si le clou a pénétré, le plexiglas ne se fissure pas. Ce type de plexiglas ne se brise pas non plus en morceaux après avoir été transpercé par des balles.
Par conséquent, le traitement d'étirement du plexiglas peut être utilisé comme verre pare-balles, mais aussi comme couvercle de cockpit sur les avions militaires.
Poids léger
La densité du plexiglas est de 1,18 g/cm3 ; à taille égale, son poids est inférieur de moitié à celui du verre ordinaire, du métal aluminium (un métal léger) 43%.
Facilité de traitement
Le plexiglas peut non seulement être découpé à l'aide d'un tour ou d'une perceuse, mais il peut également être collé à l'acétone, au chloroforme, etc. pour former des appareils de différentes formes. Il peut également être transformé en grandes couvertures de cockpit d'avion, en petites prothèses dentaires, en brackets dentaires et en d'autres produits colorés par moulage par soufflage, injection, extrusion, etc. fabrication de moules en plastique des méthodes.

Propriétés physiques des matériaux PMMA
Le polyméthacrylate de méthyle possède de bonnes propriétés mécaniques globales et se situe au premier rang des matières plastiques à usage général. Les résistances à la traction, à la flexion et à la compression sont supérieures à celles des polyoléfines, mais aussi à celles du polystyrène et du chlorure de polyvinyle, etc. La résistance aux chocs est moins bonne, mais aussi légèrement meilleure que celle du polystyrène.
Les propriétés mécaniques telles que la traction, la flexion et la compression sont plus élevées pour les feuilles de polyméthacrylate de méthyle polymérisé (par exemple, les feuilles de plexiglas pour l'aviation), qui peuvent atteindre le niveau des plastiques techniques tels que le polyamide et le polycarbonate.
En général, la résistance à la traction du polyméthacrylate de méthyle peut atteindre 50-77MPa, la résistance à la flexion peut atteindre 90-130MPa, la limite supérieure de ces données de performance a atteint ou même dépassé certains plastiques techniques.
Son allongement à la rupture n'est que de 2%-3%, de sorte que ses propriétés mécaniques sont essentiellement celles d'un plastique dur et fragile, et qu'il est sensible à l'entaille, facile à fissurer sous la contrainte, mais la fracture n'est pas aussi nette et irrégulière que celle du polystyrène et du verre inorganique ordinaire.
40℃ est une température de transition secondaire, qui équivaut à la température à laquelle le groupe méthyle latéral commence à se déplacer, au-delà de 40℃, la ténacité et la ductilité du matériau s'améliorent. La dureté de surface du polyméthacrylate de méthyle est faible et facilement rayable.

La résistance du polyméthacrylate de méthyle est liée au temps d'action de la contrainte et diminue avec l'augmentation du temps d'action. Les propriétés mécaniques du polyméthacrylate de méthyle (plexiglas orienté) après orientation de la traction sont considérablement améliorées et la sensibilité à l'entaille est également améliorée.
La résistance à la chaleur du polyméthacrylate de méthyle n'est pas élevée, et bien que sa température de transition vitreuse atteigne 104°C, la température maximale d'utilisation continue varie entre 65°C et 95°C en fonction des conditions de travail, la température de déviation de la chaleur est d'environ 96°C (1,18 MPa), et le point de ramollissement de Vicat est d'environ 113°C.
La résistance à la chaleur peut être améliorée par la copolymérisation du monomère avec du méthacrylate d'acrylate ou de l'acrylate de bis-ester de glycol.
La résistance au froid du polyméthacrylate de méthyle est également médiocre, avec une température de fragilité d'environ 9,2°C.
La stabilité thermique du polyméthacrylate de méthyle est moyenne, meilleure que celle du chlorure de polyvinyle et du polyformaldéhyde, mais inférieure à celle de la polyoléfine et du polystyrène. La température de décomposition thermique est légèrement supérieure à 270 ℃, sa température d'écoulement est d'environ 160 ℃, de sorte qu'il existe encore une large gamme de températures de traitement des matières fondues.
La conductivité thermique et la capacité thermique spécifique du polyméthacrylate de méthyle sont moyennes dans les plastiques, 0,19 W/CM.K et 1464 J/Kg.K respectivement.

Propriétés chimiques des matériaux PMMA
Résistance aux réactifs chimiques et aux solvants
Le PMMA est résistant aux acides inorganiques dilués, mais les acides inorganiques concentrés peuvent l'éroder, résistant aux alcalis, mais l'hydroxyde de sodium et l'hydroxyde de potassium chauds peuvent le lixivier, résistant aux sels et aux graisses, résistant aux hydrocarbures aliphatiques, insoluble dans l'eau, le méthanol, le glycérol, etc., mais peut absorber le gonflement de l'alcool et produire des fissures dues au stress, non résistant aux cétones, aux hydrocarbures chlorés et aux hydrocarbures aromatiques.
Son paramètre de solubilité est d'environ 18,8(J/CM3)1/2 , et il peut être dissous dans de nombreux hydrocarbures chlorés et aromatiques, tels que le dichloroéthane, le trichloroéthylène, le chloroforme, le toluène, etc. L'acétate de vinyle et l'acétone peuvent également le dissoudre.
Le polyméthacrylate de méthyle présente une bonne résistance aux gaz tels que l'ozone et le dioxyde de soufre.
Résistance aux intempéries
Le polyméthacrylate de méthyle présente une excellente résistance au vieillissement atmosphérique. Ses spécimens sont soumis à un test de vieillissement naturel pendant 4 ans, avec une variation de poids, une légère diminution de la résistance à la traction et de la transmission de la lumière, un léger jaunissement de la couleur, une diminution plus évidente de la résistance aux rayures argentées, et une légère augmentation de la résistance aux chocs, et pratiquement aucun changement dans les autres propriétés physiques.
Inflammabilité
Le polyméthacrylate de méthyle est très facile à brûler et l'indice d'oxygène ultime n'est que de 17,3.
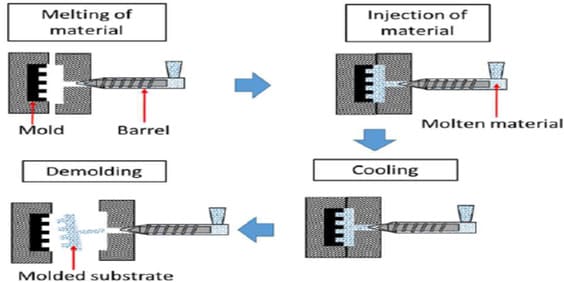
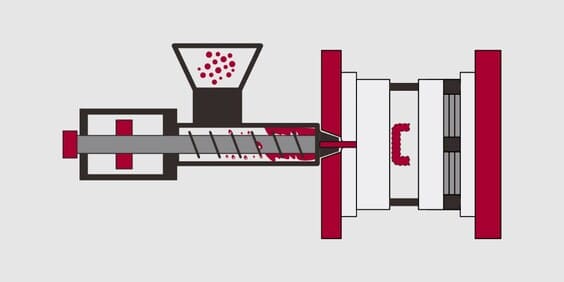
Processus de moulage par injection du PMMA
Traitement du plastique
PMMA has certain water absorption, its water absorption rate reaches 0.3-0.4%, and manufacturing injection molding shall be below 0.1% of the temperature, usually 0.04%.
La présence d'eau fait apparaître des bulles, des lignes d'air, une réduction de la transparence, etc. Il faut donc la sécher.
La température de séchage est de 80-90°C et la durée est de 3 heures ou plus.
Le matériau recyclé peut être utilisé à raison de 100% dans certains cas, la quantité réelle dépend des exigences de qualité, mais peut généralement être supérieure à 30%. Le matériau recyclé doit éviter la pollution, sous peine d'affecter la transparence et la nature du produit fini.
Sélection de la machine de moulage par injection
PMMA has no special requirements for injection molding machine. Because of its high melt viscosity, the need for deeper screw grooves and larger diameter nozzle holes.
If the strength of the product is high, the screw with a larger aspect ratio should be used for low temperature plasticization. In addition, PMMA injection molding must use dry hopper to store the material.

Conception du moule et de la porte
La température du moule peut être de 60℃-80℃, le diamètre du canal d'écoulement principal doit correspondre au cône intérieur, le meilleur angle est de 5° à 7°.
Si vous souhaitez injecter des produits de 4 mm ou plus, l'angle doit être de 7°, le diamètre du canal d'écoulement principal doit être de 8 à 10 mm, la longueur totale de la porte ne doit pas dépasser 50 mm. Pour les produits dont l'épaisseur de paroi est inférieure à 4 mm, le diamètre du canal d'écoulement doit être de 6 à 8 mm.
Pour les produits dont l'épaisseur de la paroi est supérieure à 4 mm, le diamètre de la glissière doit être compris entre 8 et 12 mm. Pour les vannes en forme de bord, d'éventail ou de pendentif, la profondeur doit être de 0,7 à 0,9 t (t étant l'épaisseur de la paroi du produit) et le diamètre des vannes en forme d'aiguille doit être de 0,8 à 2 mm ; une taille plus petite doit être utilisée pour les produits à faible viscosité.
La pente de démoulage est comprise entre 30′-1° pour la partie cavité 35′-1°30°.
Température de fusion
Il peut être mesuré par la méthode d'injection d'air : de 210℃-270℃, selon les informations fournies par le fournisseur.
Température d'injection
Disponible pour l'injection rapide, mais pour éviter des contraintes internes élevées, il est conseillé d'utiliser l'injection en plusieurs étapes, telles que lente-rapide-lente, etc. Lors de l'injection de pièces épaisses, la vitesse lente est utilisée.
Durée de conservation
Si la température est de 260℃, le temps de rétention ne doit pas dépasser 10 minutes au maximum, si la température est de 270℃, le temps de rétention ne doit pas dépasser 8 minutes.
Quelles sont les conditions du processus de moulage par injection du PMMA ?
Performance du processus de moulage du PMMA
1. Le PMMA contient un côté polaire méthyle, il y a une absorption d'humidité plus évidente, le taux d'absorption d'humidité est généralement 0,3%- 0,4%, de sorte que le moulage doit être séché avant, les conditions de séchage pour 80 ~ 85 ℃, 4 ~ 5h.
2. La viscosité de la matière fondue du PMMA est élevée, le taux de refroidissement est plus rapide, les pièces en plastique sont faciles à produire des contraintes internes, après le moulage, elles doivent être soumises à un post-traitement.
3. Le PMMA est un matériau amorphe, moulage par injection Le taux de rétrécissement et la plage de variation sont faibles, généralement 0,5%-0,8%, de sorte que la précision du produit est élevée.
4. En raison de la mauvaise fluidité du PMMA fondu, il convient d'utiliser des portillons de grande taille pour faciliter le remplissage de la matière fondue.
5. La matière fondue PMMA possède des caractéristiques évidentes de fluide non newtonien, la viscosité de la matière fondue augmentera avec le taux de cisaillement et diminuera de manière significative, la viscosité de la matière fondue est sensible aux changements de température.
6. Afin de réduire la viscosité du PMMA fondu, la pression de moulage et la température du matériau peuvent être augmentées pour obtenir une meilleure fluidité.
7. Le PMMA possède une large gamme de moulage par injection température de traitement, la température du début du flux est de 160 ℃, la température de décomposition est de 270 ℃.
8. Afin de faciliter l'écoulement du PMMA fondu, la section transversale de la porte du moule doit être courte et épaisse, et non pas large et fine.
Les principales conditions de moulage par injection du PMMA
Température du fût
The thermal stability of PMMA injection molding is medium, the thermal decomposition temperature is slightly higher than 270℃, usually, for screw type injection molding machine, the barrel temperature is controlled at 180~230℃, while the plunger type injection molding machine is higher than the screw type by 20℃: about. The nozzle temperature is about 20℃ lower than the barrel temperature.
Température du moule
Comme la vitesse de refroidissement du PMMA fondu est rapide, les pièces en plastique produisent facilement des contraintes internes. moule d'injection temperature is strict, and the general injection mold temperature is controlled at 40~80℃.
Pression d'injection
As the viscosity of PMMA melt is high and the flowability is poor, so the injection molded pressure should be high, the injection pressure is generally controlled at 80-120MPa, and the holding pressure is 40-60MPa.

Processus de moulage par injection de plastique PMMA et précautions à prendre
Séchage du plastique PMMA
PMMA has a certain water absorption, its water absorption rate reaches 0.3-0.4%, and PMMA injection molding shall be below 0.1% of the wetness, usually 0.04%.
La présence d'eau fait apparaître des bulles, des lignes d'air, la transparence diminue, etc. Il faut donc la sécher. La température de séchage est de 80-90°C et la durée est de 3 heures ou plus.
Le matériau recyclé peut être utilisé à raison de 100% dans certains cas, la quantité réelle dépend des exigences de qualité, mais peut généralement être supérieure à 30%. Le matériau recyclé doit éviter la pollution, sous peine d'affecter la transparence et la nature du produit fini.
Sélection de la machine de moulage par injection de plastique PMMA
PMMA has no special requirements for injection molding machine. Because of its high melt viscosity, the need for deeper screw grooves and larger diameter injection nozzle holes.
If the strength of the product requirements are high, it is necessary to use a larger aspect ratio of the screw to implement low-temperature plasticization. In addition, PMMA plastic injection molding must use dry hopper to store the material.
Conception du moule et de la porte
La température de la moules d'injection peut être de 60℃-80℃, le diamètre du canal d'écoulement principal doit correspondre au cône intérieur, le meilleur angle est de 5° à 7°, si vous voulez injecter des produits de 4 mm ou plus, l'angle doit être de 7°.
The diameter of the main runner should be 8 to 10mm, and the overall length of the gate should not exceed 50mm. For plastic mold products with wall thickness less than 4mm, the runner diameter should be 6-8mm.
Le diamètre de la glissière doit être compris entre 8 et 12 mm. La profondeur du bord, de l'éventail et de la porte pendante doit être de 0,7 à 0,9 t (t est l'épaisseur de la paroi du produit), et le diamètre de la porte en forme d'aiguille doit être de 0,8 à 2 mm ; une taille plus petite doit être choisie pour les produits à faible viscosité.
Les trous d'aération courants ont une profondeur de 0,05 et une largeur de 6 mm, avec une pente d'évacuation de 30′-1°, une partie de la cavité entre 35′-1°30°.
Température de fusion du plastique PMMA
Can be measured by air injection method: from 210℃~270℃, depending on the information provided by the supplier. Withdraw the back seat so that the nozzle of the injection molding machine leaves the main flow bushing, and then plasticize the injection manually, which is the counter-air injection.
Vitesse d'injection du plastique PMMA et temps de séjour
Available for fast injection molding production , but to avoid a high degree of internal stress, it is advisable to use multi-stage injection, such as slow-fast-slow, etc., and slow speed when injecting thick parts.
Note : Si la température est de 260℃, le temps de rétention ne doit pas dépasser 10 minutes au maximum, si la température est de 270℃, le temps de rétention ne doit pas dépasser 8 minutes.
Avantages et inconvénients du matériau PMMA
L'acrylique, également connu sous le nom de PMMA ou de Plexiglas, est le meilleur nouveau matériau pour la fabrication d'articles sanitaires après la céramique. Par rapport aux matériaux céramiques traditionnels, l'acrylique présente les avantages suivants, en plus d'une luminosité élevée inégalée.
Les avantages du PMMA
1. Esthétique du plexiglas : effet miroir, fabrication exquise, pas de plis, pas de coutures ;
2. Effet visuel du plexiglas : couleurs variées, fort impact visuel.
3. Transmission de la lumière du plexiglas : le taux de transmission de la lumière peut atteindre 96%, excellent taux de transmission de la lumière, lumière douce.
4. Résistance aux chocs du plexiglas : plus de 200 fois supérieure à celle des produits en verre ordinaires, pratiquement aucun risque de casse ;
5. Durabilité du plexiglas : le produit offre une très bonne protection à la source lumineuse intégrée, ce qui prolonge la durée de vie des produits de la source lumineuse ;
6. Résistance aux intempéries du plexiglas : Il peut conserver sa couleur pendant longtemps, et la bonne qualité de la plaque peut être utilisée pendant 6 à 13 ans ;
7. Le plexiglas est difficilement inflammable : pas de combustion spontanée et autoextinguible ;
8. Économie d'énergie du plexiglas : très bonne transmission de la lumière, réduction relative de la source lumineuse, économie d'électricité, réduction du coût d'utilisation ;
9. Raisonnabilité du plexiglas : conception raisonnable, étanchéité à la pluie et à l'humidité, structure ouverte, facilité de nettoyage et d'entretien, etc.

Les inconvénients du PMMA
En raison de la difficulté de production de l'acrylique et de son coût élevé, il existe sur le marché de nombreux produits de substitution de faible qualité et peu coûteux.
Ces substituts sont également connus sous le nom d'"acrylique", mais il s'agit en fait d'un panneau organique ordinaire ou d'un panneau composite également connu sous le nom de "panneau sandwich".
Le panneau organique ordinaire est composé de verre organique ordinaire fissuré et de pigments coulés et transformés. La dureté de la surface est faible, facile à décolorer, et l'effet de polissage par ponçage fin est médiocre.
Les panneaux composites ne comportent qu'une très fine couche de surface acrylique, le centre étant constitué de plastique ABS, l'utilisation de la dilatation et de la contraction thermiques est facile à délaminer.
L'acrylique, vrai ou faux, peut être identifié à partir de la coupe transversale de la plaque, de la différence subtile de couleur et de l'effet de polissage.
Domaines d'application du PMMA
Le plexiglas est largement utilisé, non seulement dans le commerce, l'industrie légère, la construction, l'industrie chimique, etc. La production de plexiglas est également très utilisée dans la décoration publicitaire, notamment pour les enseignes, les panneaux d'affichage, les panneaux lumineux et les panneaux de lettres chinoises et anglaises.
Le choix des matériaux dépend de la conception du modèle, du type de modèle, du type de plexiglas, de la couleur et de la variété, qui doivent être testés à plusieurs reprises afin d'obtenir le meilleur effet. Une bonne conception de la maquette, mais aussi un traitement et une production soignés sont nécessaires pour obtenir un bel objet d'art.
1. Applications architecturales : fenêtres, portes et fenêtres insonorisées, couvercles d'éclairage, cabines téléphoniques, etc.
2. Application publicitaire : boîte lumineuse, panneau de signalisation, enseigne, présentoir, etc.
3. Applications dans le domaine des transports : trains, automobiles et autres portes et fenêtres de véhicules, etc.
4. Applications médicales : couveuses pour bébés, divers instruments médicaux chirurgicaux Produits civils : installations sanitaires, artisanat, cosmétiques, supports, aquariums, etc.
5. Applications industrielles : plaques et couvercles de surface d'instruments, etc.
6. Applications dans le domaine de l'éclairage : lampes fluorescentes, lustres, abat-jour de lampadaires, etc.
7. Applications domestiques : assiettes à fruits, boîtes à mouchoirs, peintures acryliques et autres produits ménagers d'usage quotidien.

Résumé
Ce blog présente les types de plastiques techniques PMMA, leurs propriétés modélisation personnalisée de l'injection la sélection de l'équipement, la modélisation du produit et les considérations relatives à la conception du moule dans la production réelle, ainsi que les solutions aux défauts les plus courants.
In the actual PMMA material selection and injection molding product production, it is recommended to choose an experienced fabricant de moules d'injection et fournisseur de produits de moulage par injection recommander un matériau PMMA approprié en termes d'utilisation du produit et d'exigences fonctionnelles, d'apparence, etc. afin d'assurer la bonne mise en œuvre du projet.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






