 Skip to content
Skip to content 

Les produits en plastique sont des articles très courants dans notre vie et nous sont d'une grande utilité. Des petits gobelets et bouteilles en plastique aux grands appareils, d'innombrables produits en plastique nous entourent.
Mais parlons vraiment de la façon dont ces produits en plastique sont fabriqués, je pense que la plupart des gens ne peuvent rien dire, alors comprenons brièvement comment les produits en plastique sont fabriqués.
Il existe sept méthodes de production courantes pour les produits en plastique.

Moulage par compression
Il s'agit d'une méthode permettant d'obtenir la forme souhaitée en mettant de la résine dans un moule, en la chauffant et en la comprimant. Il est utilisé pour fabriquer des produits en plastique à base de résine thermodurcissable, tels que nos bols, assiettes, couvercles, etc.
1.Principe de la compression molding manufacturing process
Le moulage par compression est également appelé moulage ou pressage. La méthode de moulage consiste à introduire de la poudre, des granulés, des miettes ou des fibres de plastique dans la cavité du moule à la température de moulage, puis à fermer le moule et à le presser pour le mouler et le solidifier afin d'obtenir les produits en plastique souhaités.
2. Caractéristiques du moulage par compression
a. Le plastique solide est ajouté directement dans la cavité.
b. La pression de la presse est transférée directement au plastique à travers le moule convexe.
c. Le moule est complètement fermé au moment du moulage final.
3. Avantages du moulage par compression
a. Pas de système de coulée, moins de consommation de matériaux.
b. L'équipement utilisé est une presse générale.
c. Les moules simples, qui peuvent presser des produits en plastique avec de grandes surfaces planes ou utiliser des moules à cavités multiples pour presser plusieurs produits à la fois.
d. Il est avantageux de mouler des matières plastiques peu fluides et des fibres comme charge.
4. Inconvénients du moulage par compression
a. Temps de cycle de production long et faible efficacité.
b. Il n'est pas facile de presser des produits en plastique ayant des formes complexes et de grandes différences d'épaisseur de paroi.
c. Il n'est pas facile d'obtenir des produits en plastique répondant à des exigences élevées en matière de précision dimensionnelle.
d. Ne peut pas presser des produits en plastique dont les inserts sont fins et facilement cassables.
5. Champ d'application du moulage par compression
Plastiques phénoliques, plastiques aminés, plastiques polyester insaturés, polyimide, etc., dont les plastiques phénoliques et les plastiques aminés sont les plus utilisés.

Moule à injectioning
Il s'agit d'une méthode de moulage qui consiste à injecter et à presser du plastique fondu dans un moule à partir d'une machine d'injection.
Elle convient à la fabrication de produits en plastique relativement volumineux (une méthode similaire est connue sous le nom de "réaction"). moulage par injection (RIM) is used to manufacture large plastic products and low quantity), such as sealed containers, drums and other containers, and CDs and DVDs can also be manufactured using special injection molding machines.
1. Principe du moulage par injection de matières plastiques
Plastic injection molding is also known as injection molding, which is an injection-cum-molding molding method.
À une certaine température, la matière plastique est complètement fondue par mélange à vis, injectée dans la cavité du moule sous haute pression et durcie par refroidissement pour obtenir les produits moulés.
Cette méthode convient à la production en masse de pièces de forme complexe et constitue l'une des méthodes de fabrication les plus importantes.

2. Avantages du moulage par injection
a. Étant donné que la plastification de la matière fondue et le modelage de l'écoulement de la matière moulée sont effectués respectivement dans le cylindre et dans la cavité du moule, le moule peut toujours être dans un état où la matière fondue est rapidement condensée ou réticulée et durcie, ce qui permet de raccourcir le cycle de moulage.
b. The melt is injected into the mold only after the mold is locked, and the melt with good flowability has little wear on the mold cavity, so a set of molds can produce large quantities of injection molded products.
c. One operator can often manage two or more injection molding machines, especially when the molded parts can be unloaded automatically, and more machines can be managed, so the labor required is relatively low.
d. The whole injection molding process, such as mold closing, material addition, plasticization, injection, mold opening and demolding, is completed by the action of injection molding, which makes the injection process easy to fully automate and realize program control.
e. Grâce à la pression élevée exercée pendant le moulage, il est possible de mouler des pièces en plastique de forme complexe, avec des motifs et des marquages de surface clairs et une grande précision dimensionnelle.
f. Il est possible de mouler plus d'un matériau par co-injection, de mouler efficacement des matériaux à peau dure et à cœur moussant, et de mouler des plastiques thermodurcis et renforcés par des fibres.
g. Comme le moulage peut être effectué avec des moules de précision et un système hydraulique de précision, et avec l'utilisation d'un contrôle par micro-ordinateur, il est possible d'obtenir des produits de haute précision, et la tolérance de volume peut atteindre 1μm.
h. Efficacité de production élevée : un ensemble de moules peut contenir des dizaines, voire des centaines de cavités, ce qui permet de mouler des dizaines, voire des centaines de pièces en plastique en une seule fois.
i. The molded parts only need a small amount of trimming to be used, and the scrap produced during the molding process can be reused, therefore, there is little waste of raw materials during injection molding.
3. Inconvénients du moulage par injection
a. The key apparatus of injection molding is the mold, but the design, manufacture and trial mold cycle of the mold is long. Usually it is necessary to custom plastic prototypes verification function before making the injection mold to avoid the waste of time and money caused by big changes later.
b. En raison de la limitation des conditions de refroidissement, il est difficile de mouler des pièces en plastique à parois épaisses présentant de grandes variations.
c. Because of the high production costs of both injection molding machine and injection mold, the start-up investment is large, so it is not suitable for the production of small-lot plastic parts.
d. La qualité des produits moulés est limitée par de nombreux facteurs, il est donc plus difficile de maîtriser les exigences techniques élevées.

iv>
Calendriers
La résine est placée entre des rouleaux chauffés et étirée par plusieurs rouleaux jusqu'à une épaisseur prédéterminée pour former la forme souhaitée.
Il convient à la fabrication de produits plats larges tels que les films, les feuilles, etc.
1. Principe du calandrage
Dans le processus de calandrage, le matériau est pressé et cisaillé plusieurs fois par la force de cisaillement produite entre les rouleaux afin d'augmenter la plasticité et de s'étendre en produits minces basés sur une plastification ultérieure.
L'action d'extrusion et de cisaillement des rouleaux sur le plastique modifie la macrostructure et la forme moléculaire du matériau, et plastifie et étend le plastique avec la coopération de la température.
Les rouleaux permettent d'obtenir une couche de matériau plus fine, tandis que l'extension augmente la largeur et la longueur de la couche.
2. Avantages du calandrage
a. Grande capacité de traitement, vitesse de production rapide, bonne qualité des produits et production continue. La capacité de traitement annuelle d'une calandre à quatre rouleaux de φ700×1800 mm peut atteindre 5000 tonnes à 10000 tonnes.
b. L'épaisseur du produit calandré est uniforme, la tolérance de l'épaisseur peut être contrôlée dans la limite de 10%, et la surface est lisse. S'il est associé à l'égrenage ou à l'impression, il peut également être obtenu directement avec différents modèles de produits.
c. Le degré d'automatisation de la production de calandres est élevé, et le fonctionnement de la chaîne de calandrage avancée ne nécessite qu'une ou deux personnes.
3.Les inconvénients du calandrage
a. Gros équipement, investissement élevé et maintenance compliquée.
b. La largeur du produit est limitée par la longueur des rouleaux de calandrage, etc.
c. Longue chaîne de production et nombreux processus. Par conséquent, elle n'est pas aussi rapide que la technologie de moulage par extrusion pour la production de feuilles continues.
d. Forte spécialisation des équipements et adaptation difficile des produits.
Moulage par soufflage creux
Il s'agit d'une sorte de tube souple extrudé par le moule qui est pris en sandwich au milieu, l'air supérieur est gonflé, puis moulé selon le moule. Il convient à la fabrication de diverses bouteilles, de flacons pulvérisateurs, etc.
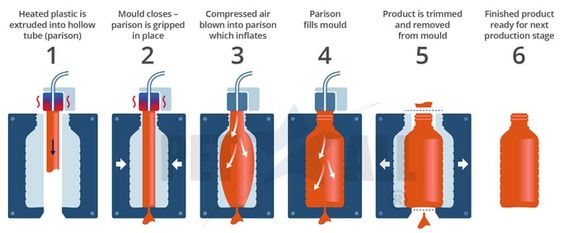
1.Principe du moulage par soufflage
La matière première à l'état fondu est extrudée ou injectée pour former des ébauches tubulaires en plastique, qui entrent dans un moule de forme spécifique, et les ébauches dans le moule sont gonflées par l'insufflation d'un certain volume d'air comprimé.
Une fois l'air insufflé dans le moule, celui-ci se dilate, ce qui permet de serrer le moule sur celui-ci et d'achever le moulage initial du produit.
Ce processus, en termes techniques, entraîne une déformation rapide du polymère à proximité de la température de transition vitreuse, et se poursuit dans cet état.
L'étape suivante est le refroidissement, qui permet de démouler les produits. Le processus de refroidissement consiste à refroidir les produits en dessous de la température de transition vitreuse ou de la température de cristallisation peu de temps après le moulage, ou à congeler les produits moulés.
2. Avantages du moulage par soufflage
a. L'avantage du moulage sous vide est qu'il ne nécessite pas un ensemble complet de moules, mais un seul moule convexe ou concave, une structure de moule simple, des coûts de fabrication peu élevés.
b. La structure des pièces en plastique est claire, distincte et détaillée, et elles peuvent être formées en pièces en plastique de grande taille, à paroi fine et peu profonde, et le processus de formation des pièces en plastique peut également être observé.
3. Inconvénients du moulage par soufflage
a. L'épaisseur de la paroi de la pièce en plastique n'est pas uniforme, en particulier les parties convexes et concaves du moule, l'épaisseur de la paroi de la partie correspondante de la pièce en plastique est la plus fine.
b. L'angle de la structure de la pièce en plastique est aigu, ce qui facilite l'apparition de plis lors du moulage des pièces en plastique.
c. Des bandes d'étirement et de refroidissement apparaissent souvent sur le côté de la pièce ;
d. La pression différentielle générée par le moulage sous vide est très faible (généralement 0,07-0,09MPa), de sorte qu'il n'est pas possible de mouler des pièces à parois épaisses et à cavités profondes.

>
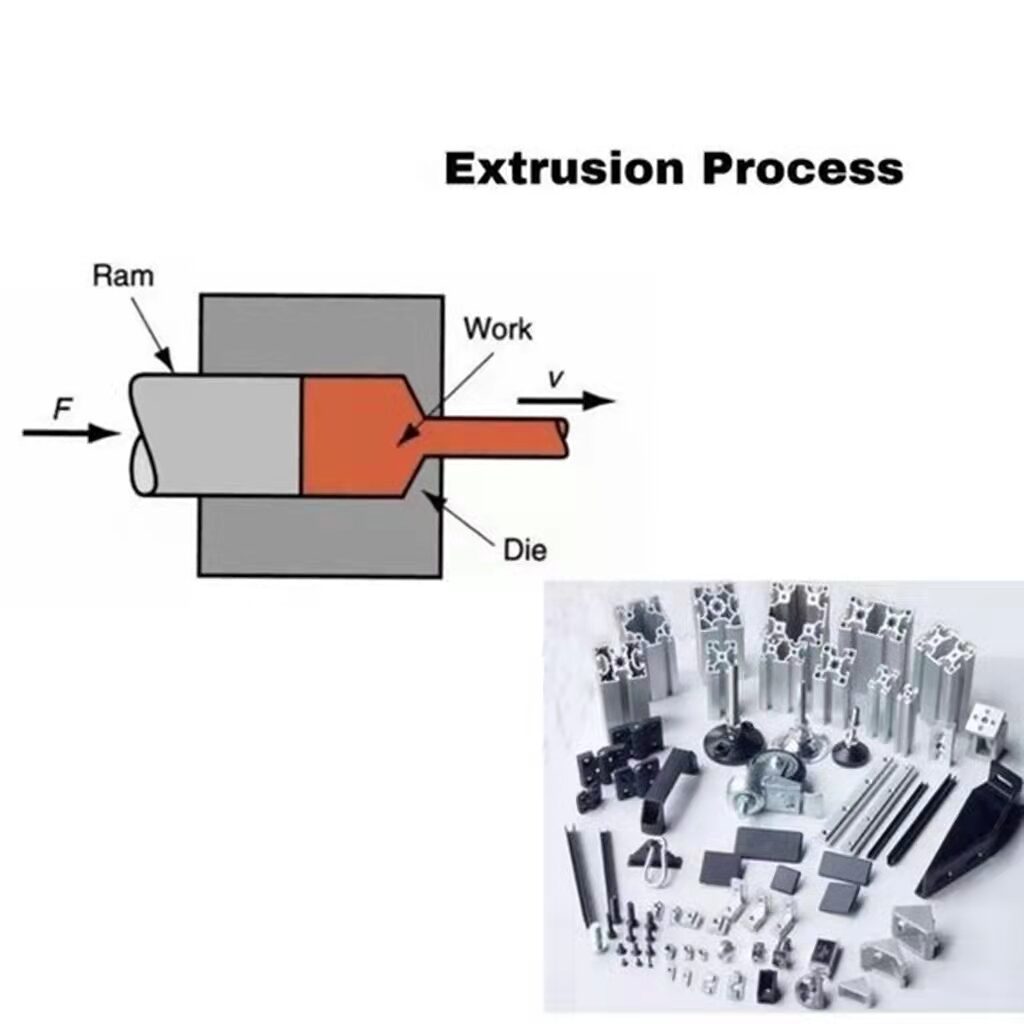
Moulage par extrusion
Dans cette méthode, la résine est introduite dans l'équipement de production comme un hachoir à viande, et chauffée pendant que la résine est transportée vers l'avant par une vis rotative.
La résine est alimentée par la buse, fondue et extrudée en même temps qu'elle est mise en forme. Elle convient à la fabrication de produits tels que les tuyaux.
1.Principe du moulage par extrusion
Le moulage par extrusion est également connu sous le nom d'extrusion dans la transformation des matières plastiques. Dans le cas de l'extrusion sans caoutchouc, l'extrusion est pressée en utilisant la pression hydraulique dans la filière elle-même.
Il s'agit d'une méthode de transformation dans laquelle le matériau est thermoplastisé par l'action entre le cylindre de l'extrudeuse et la vis, tout en étant poussé vers l'avant par la vis et en passant continuellement à travers la tête pour fabriquer divers produits ou semi-produits de section transversale.

2. Avantages du moulage par extrusion
Par rapport aux autres méthodes de moulage des polymères, le moulage par extrusion présente un certain nombre d'avantages remarquables.
a. Production en continu Les tubes, feuilles, tiges, profilés, films, câbles et monofilaments de toutes longueurs peuvent être produits selon les besoins.
b. Rendement de production élevé Le rendement d'une seule machine d'extrusion est élevé. Par exemple, une unité d'extrusion d'un diamètre de 65 mm produisant un film PVC peut atteindre un rendement annuel de plus de 450 tonnes.
c. Large éventail d'applications Cette méthode de transformation est largement utilisée dans la transformation du caoutchouc, du plastique et des fibres, en particulier des produits en plastique. La plupart des plastiques thermoplastiques et certains plastiques thermodurcissables peuvent être transformés par cette méthode.
d. Multi-usage Une extrudeuse peut traiter de nombreux types de matériaux et de produits. En changeant les vis et les têtes en fonction des caractéristiques des matériaux et de la forme et de la taille des produits, il est possible de fabriquer différents produits.
e. Simple equipment, less investment Compared with injection molding and calendering, extrusion equipment is simple, easier to manufacture, lower equipment costs, and more convenient to install and commission. The equipment covers a small area, and the requirements for plant and supporting facilities are relatively simple.
3. Inconvénients du moulage par extrusion
a. La densité générée par le processus d'extrusion est faible.
b. La combinaison de la gaine et de l'âme de l'équipement est médiocre.
Formage sous vide
Le moulage sous vide est une méthode qui consiste à chauffer une feuille ou une plaque fabriquée par calandrage ou extrusion pour la ramollir, à absorber l'air dans le moule et à la presser sur le moule sous pression atmosphérique.
Il est utilisé pour fabriquer des récipients relativement fins tels que des boîtes à lunch et des plateaux.
1. Principe du moulage sous blister sous vide
Le principe du moulage sous vide est le suivant : la feuille de résine thermoplastique, chauffée et ramollie par un dispositif de chauffage approprié, est appliquée sur le modèle percé de nombreux petits trous pour l'attraction du vide, puis son extérieur est isolé de l'air ambiant, et l'air à l'intérieur de la cavité du moule est rapidement évacué par le trou d'extraction du vide.

2. Avantages du moulage par aspiration
a. Faible investissement en équipement
b. Moules faciles à réaliser (moule en plâtre, moule en cuivre, moule en aluminium)
c. Efficacité de production élevée.
d. Forte adaptabilité des spécifications du produit. Grâce à la méthode de formage sous vide, nous pouvons fabriquer divers produits extra-larges, extra-petits, extra-épais et extra-minces.
e. Large gamme de produits pour les besoins quotidiens, les jouets, la papeterie, les médicaments, le matériel informatique, l'électronique, l'alimentation, etc.
3. Inconvénients du moulage sous blister sous vide
a. Le moulage sous blister sous vide ne peut produire que des produits de type demi-coque à structure simple.
b. L'épaisseur de la paroi des produits doit être plus uniforme et il n'est pas possible de fabriquer des produits en plastique ayant des épaisseurs de paroi différentes.
c. La profondeur des produits moulés par aspiration sous vide est limitée dans une certaine mesure ; en général, le rapport entre la profondeur et le diamètre du conteneur n'est pas supérieur.
d. La précision de moulage des pièces est médiocre et l'erreur relative est généralement supérieure à 1%.
e. Il est non seulement difficile d'obtenir l'uniformité de la forme ou de la taille de différentes pièces par moulage par aspiration sous vide, mais aussi de garantir l'uniformité de l'épaisseur de la paroi de chaque partie d'une même pièce.
f. Certains détails du moule ne sont pas entièrement reflétés dans le produit au cours du processus de moulage par aspiration.

block-heading”>Moulage par rotation
Le moulage par rotation, également connu sous le nom de moulage par rotation, moulage rotatif, moulage rotatif, etc., est une méthode de moulage creux des thermoplastiques.
Cette méthode consiste à ajouter d'abord la matière plastique dans le moule, puis à faire tourner le moule en continu le long des deux axes verticaux et à le chauffer. Sous l'effet de la gravité et de la chaleur, la matière plastique à l'intérieur du moule s'enrobe progressivement et uniformément, fond et adhère à toute la surface de la cavité du moule, formant la forme souhaitée, puis refroidit et façonne le produit.
1. Principe du rotomoulage
La résine est ajoutée au moule, le moule est fermé et le moule est chauffé. En même temps, le moule est tourné/roulé en trois dimensions à l'aide de deux arbres à angle droit qui se croisent et tournent sans interruption.
La résine est répartie uniformément dans la cavité intérieure du moule sous l'effet de sa propre gravité et fond progressivement jusqu'à ce que la résine soit complètement fondue et adhère uniformément à la paroi intérieure de la cavité du moule, puis le chauffage est arrêté et transféré au processus de refroidissement, et le produit est refroidi, solidifié et démoulé pour obtenir le produit creux sans soudure désiré.

of rotational molding
a. Le coût du moule de rotomoulage est faible. Pour des produits de même taille, le coût du moule de rotomoulage est d'environ 1/3 à 1/4 du coût du moulage par soufflage et du moulage par injection. moulage par injectionqui convient au moulage de produits plastiques de grande taille.
b. Convient à la production de produits plastiques multi-espèces et en petits lots.
L'équipement de moulage par rotation a une bonne mobilité, une machine de moulage par rotation peut installer un grand moule, mais aussi un certain nombre de petits jeux d'échecs.
Il permet non seulement de mouler des pièces de différentes tailles, mais aussi de mouler simultanément des produits de tailles et de formes différentes. Tant que les matières premières utilisées dans les produits rotomoulés sont les mêmes et que l'épaisseur des produits est égale, ils peuvent être rotomoulés en même temps, et les moules ne sont pas soumis à des forces externes, de sorte que les moules sont simples, peu coûteux et faciles à fabriquer.
c. Le moule est aussi relativement moins cher, car il n'a pas de noyaux internes à fabriquer.
d. Le rotomoulage permet de changer très facilement la couleur des produits, chaque fois que le matériau est ajouté directement dans le moule, ce qui fait que tout le matériau se retrouve dans les produits, et après que les produits ont été démoulés, le matériau requis pour le moulage suivant est ajouté.
Par conséquent, lorsque nous devons changer la couleur du produit, nous ne gaspillons aucune goutte de matière première et nous n'avons pas besoin de passer du temps à nettoyer la machine et le moule.
e. Adapté au moulage de toutes sortes de pièces creuses complexes, le processus de rotomoulage ne nécessite que la force du cadre pour supporter le matériau, le poids du moule et le cadre lui-même, et pour empêcher la fuite du matériau de fermer la force du moule.
Par conséquent, même pour le rotomoulage de pièces plastiques de grande et très grande taille, il n'est pas nécessaire d'utiliser des équipements et des moules très encombrants, et les processus de traitement et d'emballage sont plus faciles à mettre en œuvre. la fabrication de moules est très pratique, avec un cycle de fabrication court et un coût relativement faible.
f. Le processus de rotomoulage permet d'économiser les matières premières L'épaisseur de la paroi des produits rotomoulés est relativement uniforme et légèrement plus épaisse au niveau du chanfrein, ce qui permet de tirer pleinement parti de l'efficacité du matériau, et donc d'économiser les matières premières.
g. La forme des produits rotomoulés peut être très complexe et l'épaisseur peut être supérieure à 5 mm.

3. Inconvénients du rotomoulage
a. Le coût des matières premières est relativement élevé. La plupart des matières premières plastiques étant granuleuses, elles doivent être réduites en poudre avant de pouvoir être utilisées pour le rotomoulage.
Le processus de broyage augmente considérablement le coût des matières premières, et la qualité du broyage est l'un des facteurs les plus importants du processus de rotomoulage.
b. Les matières premières adaptées au rotomoulage sont limitées. Bien qu'après des années de développement, les types de matières premières plastiques adaptées au rotomoulage sont encore limités, et le polyéthylène représente plus de 90% des matériaux utilisés dans le rotomoulage.
c. Faible efficacité de production et forte consommation d'énergie. Parce que chaque produit doit être moulé et que la poudre de résine doit être chauffée jusqu'à la température de fusion de la résine, puis refroidie à température ambiante, le cycle de production complet est long et prend généralement plusieurs minutes.
d. Haute intensité de main-d'œuvre de production. Dans le processus de rotomoulage, le chargement et le démoulage nécessitent généralement une opération manuelle, de sorte que l'intensité de la main-d'œuvre est élevée. Cela est particulièrement vrai pour les produits complexes.
e. Les produits solides, les pièces solides sont difficiles à former. Le rotomoulage ne peut généralement produire que des produits creux ou en forme de coquille, et ce n'est qu'à travers la mousse que l'ensemble du produit peut être rendu solide. Le rotomoulage est également difficile pour mouler des languettes solides et des structures de renforcement utilisées pour augmenter la résistance du produit.
f. Mauvaise précision dimensionnelle. La taille des produits rotomoulés, outre l'impact de la variété des matières premières, dépend également de la vitesse de refroidissement, des agents de démoulage et d'autres facteurs, de sorte qu'il est plus difficile de contrôler la précision des dimensions.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







