 Skip to content
Skip to content 
Extrusion de caoutchouc silicone : Solutions d'experts en moulage
Découvrez les services d'experts en moulage par extrusion de caoutchouc de silicone. Obtenez précision et efficacité grâce à notre technologie de pointe et à notre équipe expérimentée.

Le guide complet du moulage par extrusion du caoutchouc de silicone
Qu'est-ce que le moulage par extrusion du caoutchouc de silicone ?
Moulage par extrusion de caoutchouc de silicone est un processus de fabrication en grande quantité dans lequel un composé de silicone non vulcanisé spécialement formulé est forcé, ou "extrudé", à travers un outil en acier façonné appelé "buse". mourir. Cette action forme un profil continu avec une section transversale constante, qui est ensuite vulcanisé (durci) pour stabiliser sa forme et lui conférer ses propriétés physiques finales.
Principe fondamental : Le processus repose sur la pression et la chaleur. Une vis d'extrusion génère une pression qui pousse le matériau silicone souple à travers la filière. Le profilé extrudé passe ensuite dans une chambre ou un tunnel de chauffe où la réaction de cuisson est déclenchée, transformant l'extrudat mou et gommeux en un caoutchouc solide et élastique.
Concepts de base :
① Matériau thermodurcissable : Contrairement aux thermoplastiques qui peuvent être fondus et remodelés à plusieurs reprises, le silicone est un thermodurcissable. Le processus de durcissement, connu sous le nom de vulcanisation, crée des liaisons transversales irréversibles entre les chaînes de polymères. Une fois durcie, la pièce en silicone ne peut pas être refondue.
② Chimie du polysiloxane : Le caoutchouc silicone est basé sur un squelette silicium-oxygène (Si-O), et non sur un squelette carbone comme la plupart des caoutchoucs organiques. Cette structure chimique unique est à l'origine de ses propriétés exceptionnelles, notamment sa stabilité à haute température et son inertie chimique.

Classifications et types d'extrusion de silicone
L'extrusion de silicone peut être classée en fonction de plusieurs facteurs clés, notamment le système de durcissement, la forme de la matière première et la forme du produit final.
1. Classification par système de maturation :
① Silicone polymérisé au peroxyde : Il s'agit d'une méthode traditionnelle et rentable. Un catalyseur de peroxyde est mélangé au composé de silicone. Lorsqu'il est chauffé, le peroxyde se décompose en radicaux libres qui amorcent la réticulation des chaînes de polymères. Cette méthode peut parfois produire des sous-produits (comme l'acide dichlorobenzoïque) qu'il peut être nécessaire d'éliminer par un processus de post-polymérisation, en particulier pour les applications alimentaires ou médicales.
② Silicone durci au platine (durcissement par addition) : Ce système utilise un catalyseur à base de platine. Il s'agit d'un processus plus propre qui ne produit pas de sous-produits nocifs, ce qui en fait le choix privilégié pour les applications de haute pureté telles que les implants médicaux, les tubes pharmaceutiques et les articles en contact avec les aliments. Les silicones durcis au platine offrent une clarté supérieure, des propriétés mécaniques améliorées et ont moins tendance à jaunir avec le temps.
2. Classification par forme de matière première :
① Extrusion de caoutchouc à haute consistance (HCR) : Le HCR, également connu sous le nom de Heat Cured Rubber, est le matériau le plus courant pour l'extrusion de silicone. Il présente une viscosité très élevée, ressemblant à une pâte épaisse. Il est généralement fourni en bûches ou en bandes et introduit dans l'extrudeuse à partir d'un moulin d'alimentation.
② Extrusion de caoutchouc silicone liquide (LSR) : Bien que les LSR soient principalement utilisés dans le moulage par injection, il existe des procédés d'extrusion spécialisés. Le LSR a une viscosité beaucoup plus faible et est un système en deux parties (composants A et B) qui sont pompés, mélangés, puis introduits directement dans l'extrudeuse. Cette méthode est moins courante mais peut être avantageuse pour les profils complexes et de haute précision.
3. Classification par forme de produit :
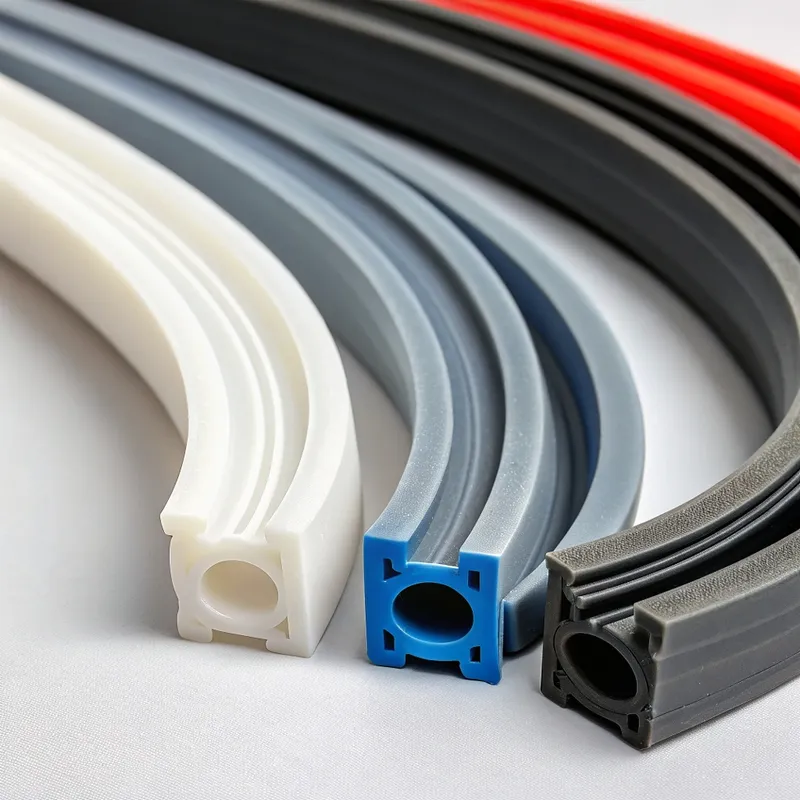
① Tubes et tuyaux en silicone : Profilés creux utilisés pour le transfert de fluides, d'air ou de fils électriques.
② Cordons solides en silicone : Profilés ronds et solides utilisés pour les applications d'étanchéité (cordons de joints toriques).
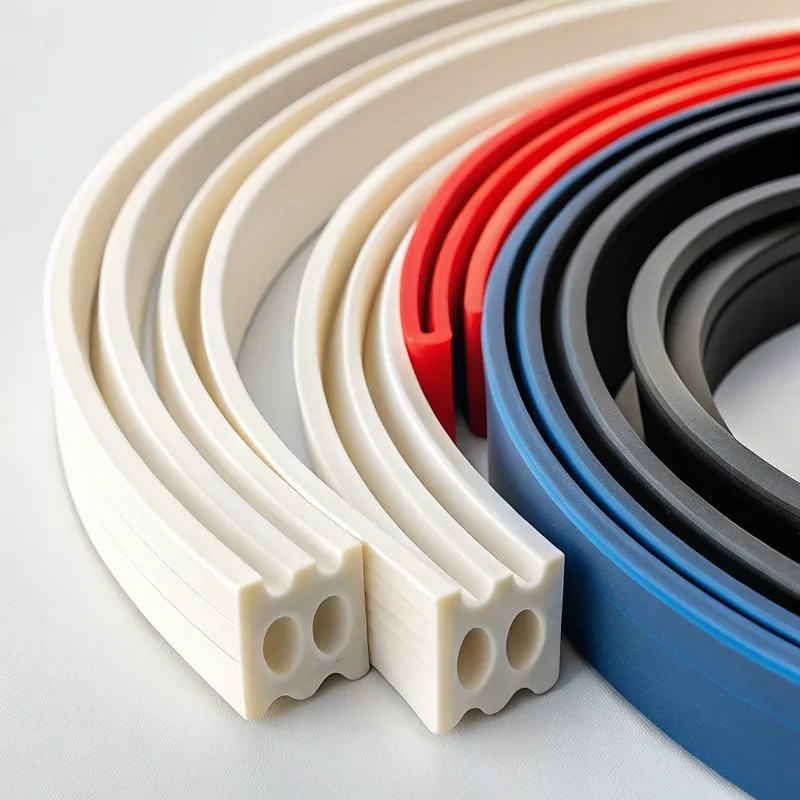
③ Profilés et formes en silicone : Sections transversales complexes et personnalisées telles que les bandes en P, les joints en D, les canaux en U et autres joints personnalisés.
④ Bandes et feuilles de silicone : Profilés plats et rectangulaires qui peuvent être coupés à la longueur ou fournis en rouleaux continus.

Scénarios d'application et cas d'utilisation typiques
Les propriétés uniques du silicone rendent ses produits extrudés indispensables dans de nombreuses industries.
① Médecine et soins de santé : En raison de sa biocompatibilité, de sa stérilisabilité (autoclave, EtO, gamma) et de son inertie, le silicone est un matériau de choix pour les cathéters, les tubes de drainage, les tubes de pompes péristaltiques et les joints d'étanchéité des équipements médicaux.
② Alimentation, boissons et produits laitiers : Les tuyaux en silicone conformes à la FDA sont largement utilisés pour le transfert de liquides dans l'industrie alimentaire, la distribution de boissons et les applications laitières. Il ne transmet ni goût ni odeur et peut supporter des cycles de nettoyage à haute température (CIP/SIP).

③ Aérospatiale et automobile : Les joints, garnitures et tuyaux en silicone extrudé sont essentiels aux performances dans des températures extrêmes. Ils sont utilisés pour les joints de portes et de fenêtres, les joints de compartiment moteur, l'isolation des fils et des câbles, et les tuyaux de transfert de fluide qui résistent à la chaleur, à l'ozone et à la dégradation par les UV.
④ Électronique : Les excellentes propriétés diélectriques du silicone en font un matériau idéal pour l'isolation des fils et des câbles à haute tension. Il est également utilisé pour créer des joints de protection et des joints d'étanchéité pour les boîtiers électroniques afin de les protéger de l'humidité et de la poussière (indices IP).
⑤ Construction et architecture : Les coupe-froid, joints de dilatation et joints de vitrage en silicone offrent des solutions d'étanchéité durables et résistantes aux intempéries pour les fenêtres, les portes et les systèmes de murs-rideaux.
⑥ Machines industrielles : Utilisé pour les joints, les garnitures et les tubes durables dans une large gamme d'équipements industriels, offrant des performances fiables en cas de forte chaleur et d'exposition aux produits chimiques.
Quels sont les avantages de l'extrusion de silicone ?
L'extrusion de silicone offre une combinaison puissante de propriétés matérielles et d'efficacité de fabrication.
① Résistance exceptionnelle à la température : Le silicone conserve sa souplesse et son intégrité dans une vaste plage de températures, allant généralement de -60°C à +230°C (-75°F à +450°F), avec des qualités spéciales allant encore plus loin.
② Excellente résistance à l'environnement : Il présente une résistance supérieure à l'ozone, aux rayons UV et aux intempéries en général, ce qui le rend idéal pour les applications extérieures sans se fissurer ni se détériorer.
③ Biocompatibilité et pureté : Les silicones de qualité médicale et alimentaire sont non toxiques, hypoallergéniques et ne favorisent pas la croissance microbienne, ce qui les rend sans danger pour les applications sensibles.
④ Inertie chimique : Le silicone résiste à de nombreux produits chimiques, à l'eau et aux huiles, mais il présente des faiblesses face à certains solvants et acides forts.
⑤ Flexibilité et élasticité superbes : Il présente une faible déformation rémanente à la compression, ce qui signifie qu'il peut être comprimé à plusieurs reprises et qu'il reprendra sa forme initiale, ce qui est essentiel pour une étanchéité efficace.
⑥ Isolation électrique : Le silicone est un excellent isolant électrique, ce qui en fait un choix de premier ordre pour le gainage des fils et des câbles.
⑦ Haut niveau de personnalisation : Le processus d'extrusion permet de produire efficacement des profils personnalisés complexes et une large gamme de couleurs.

Quels sont les inconvénients et les limites de l'extrusion de silicone ?
Aucun procédé n'est parfait. Il est important de connaître les limites de l'extrusion de silicone.
① Résistance mécanique plus faible : Comparé à de nombreux caoutchoucs organiques (comme l'EPDM ou le Néoprène), le silicone standard présente une résistance à la traction, à la déchirure et à l'abrasion plus faible. Il ne convient pas aux applications dynamiques impliquant un frottement élevé ou un abus physique.
② Coût des matériaux plus élevé : La matière première siliconée est généralement plus chère que les caoutchoucs de base, ce qui peut avoir un impact sur la rentabilité des applications non critiques.
③ Susceptibilité à certains fluides : Le silicone gonfle et se dégrade lorsqu'il est exposé à certains carburants, huiles et solvants à base d'hydrocarbures. Le choix du matériau doit être soigneusement adapté à l'environnement chimique.
④ Défis en matière de traitement : La nature "collante" du silicone non polymérisé peut parfois entraîner des difficultés de manipulation et de traitement. Il nécessite également un environnement de fabrication propre, car il peut attirer la poussière et les contaminants.
⑤ Limitation de la section constante : L'extrusion est intrinsèquement limitée à la production de pièces présentant une section transversale uniforme sur toute leur longueur. Des caractéristiques telles que des contre-dépouilles, des épaisseurs de paroi variables ou des connecteurs intégrés ne sont pas possibles avec ce seul procédé.
Comparaison avec d'autres technologies
| Technologie | Principaux points forts | Meilleur pour | Principales faiblesses |
|---|---|---|---|
| Extrusion de silicone | Excellente résistance thermique/environnementale, biocompatibilité, production continue. | Joints, garnitures, tubes et profilés à section constante. | Résistance à l'abrasion plus faible, limitation aux profils 2D, coût des matériaux plus élevé. |
| Extrusion de TPE | Coût réduit, bonne résistance à l'abrasion, recyclable (thermoplastique). | Joints automobiles, biens de consommation et applications où la chaleur extrême n'est pas un facteur. | Plage de température nettement plus basse, moins résiliente (compression plus élevée). |
| Moulage par injection de silicone | Création de pièces complexes en 3D, haute précision, excellent pour le surmoulage. | Composants 3D tels que boutons, claviers, joints complexes et pièces d'appareils médicaux. | Coût d'outillage plus élevé, processus non continu, limitation de la taille des pièces. |
Moulage par extrusion du caoutchouc de silicone : Un guide complet
Maîtrisez le processus de moulage par extrusion du caoutchouc silicone. Notre guide d'expert couvre les principes clés, les applications, les meilleures pratiques de conception et les solutions aux problèmes courants.
Le guide complet du moulage par extrusion du caoutchouc de silicone
Principales caractéristiques et propriétés du silicone extrudé
Lors de la spécification d'une pièce en silicone extrudée, les ingénieurs se réfèrent à ces indicateurs de performance critiques :
① Dureté (Duromètre) : Mesurée sur l'échelle Shore A, elle indique la résistance du matériau à l'indentation. Les valeurs typiques pour les extrusions vont de 20 (très souple) à 80 (ferme) Shore A.

② Résistance à la traction : La contrainte maximale que le matériau peut supporter lorsqu'il est étiré avant de se rompre, mesurée en PSI ou en MPa.
③ Allongement à la rupture : Le pourcentage d'augmentation de la longueur que le matériau peut atteindre avant de se rompre. C'est une mesure de son "extensibilité".
④ Résistance à la déchirure : La résistance du matériau à la propagation d'une déchirure, une propriété critique pour les joints qui peuvent être étirés sur des angles aigus.
⑤ Jeu de compression : Mesure la capacité du matériau à retrouver son épaisseur d'origine après avoir été soumis à une contrainte de compression prolongée à une température spécifique. Une faible déformation rémanente à la compression est essentielle pour assurer une étanchéité fiable à long terme.
⑥ Résistance diélectrique : Le champ électrique maximal qu'un matériau peut supporter sans se rompre, mesuré en Volts par mil (V/mil).
Le processus de base du moulage par extrusion de silicone
Le passage du composé brut au produit fini se fait en plusieurs étapes distinctes et soigneusement contrôlées.
Étape 1 : Préparation du matériel et composition :
Le processus commence par le polymère de silicone de base (HCR). Celui-ci est placé dans un broyeur à deux cylindres où des additifs sont mélangés. Il peut s'agir de pigments pour la couleur, de charges (comme la silice pyrogénée) pour améliorer les propriétés mécaniques, et du catalyseur (peroxyde ou platine) pour le durcissement. Le composé est soigneusement mélangé pour garantir l'uniformité, puis formé en bandes continues ou en billes prêtes pour l'extrudeuse.
Étape 2 : Alimentation :
La bande de silicone préparée est introduite dans la trémie de l'extrudeuse. Pour le HCR, des rouleaux aident souvent à pousser le matériau collant vers le bas dans le cylindre de l'extrudeuse.
Étape 3 : Extrusion :
À l'intérieur du cylindre chauffé, une vis rotative transporte le silicone vers l'avant. L'action mécanique de la vis et la chaleur du tonneau ont pour effet de ramollir le matériau et de créer une pression. Cette pression force le composé de silicone homogénéisé à travers la petite ouverture de la matrice, qui est usinée avec précision pour obtenir la section transversale finale souhaitée de la pièce.
Étape 4 : Durcissement (Vulcanisation) :
Lorsque le profilé sort de la matrice, il est encore mou, non durci. Il entre immédiatement dans un tunnel ou un four de cuisson. Les méthodes les plus courantes sont les suivantes :
① Tunnel de vulcanisation à l'air chaud (HAV) : Le profilé est transporté sur un tapis roulant dans un long four où de l'air chaud, généralement à une température de 200 à 450 °C, durcit le silicone. C'est la méthode la plus répandue.
② Tunnel infrarouge (IR) : Les lampes infrarouges à haute intensité permettent un transfert de chaleur rapide et efficace, ce qui se traduit souvent par des vitesses de ligne plus élevées.
③ Salaison en bain de sel : L'extrudat traverse un bain de sel fondu. Ce procédé permet un transfert de chaleur très rapide et uniforme, mais il est moins courant aujourd'hui en raison de préoccupations liées à l'environnement et à la sécurité.
Étape 5 : Post-polymérisation (facultative mais recommandée) :
Après la polymérisation primaire, certaines pièces, en particulier celles fabriquées avec des systèmes peroxydes ou pour des applications critiques, subissent un cycle de post-polymérisation. Les pièces sont placées dans un four discontinu pendant plusieurs heures (par exemple, 4 heures à 200°C) afin d'éliminer tout sous-produit volatil et de stabiliser davantage les propriétés physiques du matériau, en particulier la déformation rémanente à la compression.
Étape 6 : Refroidissement, découpe et finition :
Le profilé durci est refroidi, souvent à l'air ou dans un bain d'eau. Il peut ensuite être coupé à des longueurs spécifiques à l'aide de massicots en ligne, enroulé sur des bobines ou soumis à des opérations secondaires telles que l'impression, l'application d'adhésifs ou l'épissage pour former des joints toriques.

Paramètres clés et facteurs d'influence du processus
Le contrôle du processus d'extrusion est un équilibre délicat entre de multiples variables.
① Vitesse de la vis (RPM) : Influence directement le débit. Des vitesses plus élevées augmentent le débit mais peuvent également générer une chaleur de cisaillement excessive, susceptible de provoquer un durcissement prématuré (brûlure) dans le cylindre.
② Température du canon et de la matrice : Doit être soigneusement contrôlé pour que le silicone reste suffisamment souple pour s'écouler sans déclencher la réaction de polymérisation à l'intérieur de l'extrudeuse.
③ Conception de la matrice : La géométrie de la filière est essentielle. Elle doit être conçue pour compenser mourir en houle-la tendance de l'extrudat à se dilater après sa sortie de la filière. Cela nécessite de l'expérience et souvent plusieurs itérations.
④ Température et durée de polymérisation : Celles-ci doivent être suffisantes pour obtenir une polymérisation complète sur toute la section transversale de la pièce. Un durcissement insuffisant donne un produit faible et collant, tandis qu'une chaleur excessive peut entraîner une dégradation. La durée est contrôlée par la longueur du four et la vitesse de la ligne.
⑤ Vitesse de la ligne : La vitesse de la bande transporteuse doit être synchronisée avec le débit de l'extrudeuse afin d'éviter que le profilé ne s'étire ou ne s'affaisse, ce qui fausserait ses dimensions.
Guide de conception et bonnes pratiques pour les extrusions de silicone
Le respect de ces principes de conception permettra d'obtenir des pièces plus faciles à fabriquer et plus rentables.
① Simplifier le profil : Plus la section transversale est simple, plus il est facile de contrôler les dimensions et plus le coût de l'outillage est faible. Évitez les caractéristiques inutilement complexes.
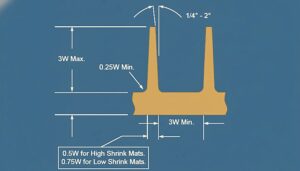
② Maintenir une épaisseur de paroi uniforme : Des variations drastiques de l'épaisseur de la paroi peuvent entraîner un durcissement inégal, des déformations et une instabilité dimensionnelle. Il faut viser l'uniformité dans la mesure du possible.
③ Incorporer des rayons généreux : Évitez les angles internes et externes aigus. Les angles vifs sont des points de concentration des contraintes et peuvent être difficiles à remplir complètement et régulièrement pendant l'extrusion. Un rayon d'au moins 0,5 mm (0,020″) est recommandé.
④ Éviter les sections creuses à parois minces : Les sections creuses à parois minces sont susceptibles de s'effondrer ou de se déformer avant d'être complètement durcies. Si un creux est nécessaire, il faut s'assurer que les parois sont suffisamment robustes pour se soutenir elles-mêmes.
⑤ Comprendre et spécifier les tolérances : Les tolérances industrielles standard pour les extrusions de silicone sont généralement définies par l'Association for Rubber Products Manufacturers (ARPM) dans son Rubber Handbook (classe 2 pour la précision, classe 3 pour le commerce). Ne spécifiez les tolérances les plus étroites qu'en cas de nécessité, car cela augmente les coûts.
⑥ Définir clairement les spécifications des matériaux : Ne vous contentez pas de demander du "silicone". Précisez la dureté (duromètre), la couleur, les exigences de conformité (par exemple, FDA 21 CFR 177.2600, USP Class VI) et toute propriété de performance critique comme la déformation rémanente à la compression ou la plage de température.
Problèmes courants dans l'extrusion de silicone et comment les résoudre
| Problème | Causes potentielles | Solutions |
|---|---|---|
| Gonflement de la matrice / Dimensions incorrectes | La conception de l'outil ne tient pas compte de l'expansion du matériau. Lot de matériaux incohérent. Vitesse de la ligne ou sortie de l'extrudeuse incorrecte. | Modifier les dimensions de l'orifice de la filière. Pré-tester et certifier les lots de matériaux. Synchroniser la vitesse de la ligne et la vitesse de rotation de la vis. |
| Porosité (bulles dans une partie) | Humidité dans la matière première. Piégeage de l'air pendant l'alimentation. La température de séchage est trop élevée, ce qui provoque l'ébullition des substances volatiles. | Sécher soigneusement le produit avant de l'utiliser. Veiller à ce que la technique d'alimentation soit correcte. Réduire la température du four de séchage. |
| Défauts de surface (rugosité, piqûres) | Contamination dans le composé. Scorch (durcissement prématuré) dans l'extrudeuse. La surface de la filière est endommagée ou sale. | Utiliser une salle blanche pour les préparations. Abaisser la température du tonneau. Nettoyer et polir régulièrement la matrice. |
| Durcissement incomplet (surface collante) | Temps ou température de cuisson insuffisants. La vitesse de la ligne est trop rapide pour le four. Rapport de catalyseur incorrect. | Diminuer la vitesse de la ligne. Augmenter la température du four. Vérifier les registres de composition des matériaux. Effectuer une post-cuisson. |
| Distorsion ou déformation | Refroidissement inégal. Épaisseur de paroi non uniforme. Mauvais support du profilé à la sortie de la filière. | Optimiser le système de refroidissement (jets d'air, bain-marie). Redessiner la pièce pour obtenir des parois uniformes. Ajuster la hauteur du convoyeur et les rouleaux de support. |
Technologies et concepts connexes
1. Processus en amont - Mélange de silicone :
Il s'agit de la première étape critique au cours de laquelle les polymères silicones de base sont mélangés avec des charges, des additifs et des catalyseurs pour créer le grade spécifique de HCR requis pour une application. La qualité de la pièce extrudée finale dépend fortement de la qualité et de la cohérence du processus de compoundage.
2. Processus en aval - Fabrication et assemblage :
Les profilés extrudés sont rarement le produit final. Les processus en aval comprennent :
① épissage : Coupe d'un cordon extrudé à la longueur voulue et collage des extrémités pour créer un joint torique sur mesure.
② Application de l'adhésif : Application d'un ruban adhésif sensible à la pression (PSA) sur une face d'un profilé pour en faciliter l'installation.
③ Impression et marquage : Ajout de numéros de pièces, de logos ou de marques d'alignement à la surface.
3. Co-extrusion :
Un processus plus avancé dans lequel deux extrudeuses ou plus introduisent différents matériaux (par exemple, différentes couleurs ou duretés de silicone) dans une filière unique pour créer un profil intégré multi-matériaux. Par exemple, un joint peut avoir une base rigide pour la fixation et un bulbe souple pour l'étanchéité.
4. Moulage par injection de silicone :
Comme nous l'avons vu, il s'agit d'un processus complémentaire utilisé pour créer des pièces complexes en silicone en trois dimensions. Il est souvent choisi pour les composants qui ne peuvent pas être réalisés avec une section constante.
5. Moulage par compression du silicone :
La plus ancienne méthode de moulage du silicone. Une charge de matériau pré-pesée est placée dans une cavité de moule chauffée, et le moule est fermé sous pression, forçant le matériau à remplir la cavité et à durcir. Cette méthode convient à la production de volumes faibles à moyens de pièces telles que les joints et les coussinets.


Injection Molding Supplier Escalation Process When Quality or Delivery Problems Happen
When an injection molding supplier ships defective parts or misses a delivery deadline, the clock starts ticking. Every day of delay costs money, and every defective unit that reaches your
Injection Molding Supplier Engineering Support: What Buyers Should Expect Before Tooling
You have a part design. You found an injection molding supplier. The quote looks reasonable. Now what? The difference between a smooth production launch and a six-month headache usually comes

Injection Molding Supplier Dimensional Inspection: How to Review CMM and Sample Reports
Key Takeaways CMM reports verify that molded parts meet GD&T tolerances FAI is mandatory before approving any new mold or process change Cross-check sample dimensions against drawing datums not just
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

