 Skip to content
Skip to content 

Le choix du bon tonnage de la presse à injecter est un facteur essentiel pour produire des pièces plastiques de qualité et optimiser la production. Dans cet article, nous vous expliquons comment les experts définissent les principes de sélection d'une presse à injecter et quelles sont les méthodes de calcul nécessaires pour déterminer le tonnage requis de la machine en fonction de vos besoins réels.

Définition du tonnage des machines de moulage par injection
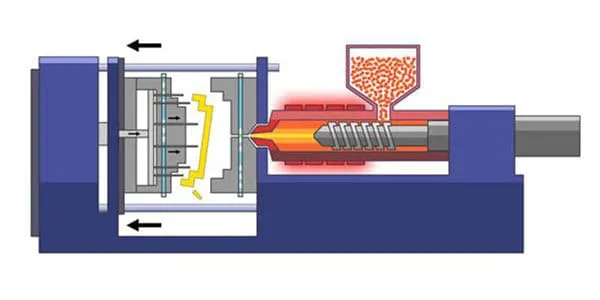
Lorsque l'on parle de la taille d'une machine de moulage par injection, on parle de la force de fermeture, c'est-à-dire la force maximale que la machine utilise pour maintenir le moule fermé pendant l'injection. La force de fermeture est généralement exprimée en tonnes de pression ; plus le tonnage est élevé, plus la machine est grande. La force de fermeture est importante car elle affecte directement la qualité et la productivité des pièces moulées par injection. Le choix du bon tonnage permet également de maintenir le moule fermé pendant le processus d'injection, ce qui contribue à minimiser les problèmes tels que les bavures et les pièces défectueuses.

Facteurs clés dans le choix du tonnage de la machine de moulage par injection
Lorsque vous essayez de déterminer la taille de la moulage par injection Si vous avez besoin d'une machine à injecter pour votre application, vous devez tenir compte d'un certain nombre de facteurs. Vous devez penser à la taille et à la conception de la pièce que vous fabriquez, au nombre de cavités que vous allez avoir dans le moule, au type de matériau que vous allez injecter, à la pression dont vous allez avoir besoin pour l'injecter, à la conception du canal de coulée et au type de précision et de normes de qualité que vous avez pour la pièce finale. Je vais examiner chacun de ces facteurs plus en détail.
Taille, poids et structure du produit
- Taille du produit : Le tonnage détermine les paramètres de base du produit. La taille du produit est déterminée par sa longueur, sa largeur et sa hauteur et dicte la taille de la pince, et donc la force de fermeture nécessaire. Les produits plus grands exercent une pression plus importante sur le moule pour qu'il se ferme correctement et évite les fuites de plastique fondu pendant l'injection, ce qui nécessite une force de fermeture plus élevée.
- Poids du produit : La pression d'injection de la presse à injecter est directement proportionnelle au tonnage de la presse à injecter et est déterminée par le diamètre de la vis ainsi que par le cadre du matériau. Tout bien considéré, le poids du produit doit être stipulé en premier lieu. Traditionnellement, si le poids du produit est inférieur à 50 grammes, il faudra une machine d'un tonnage inférieur à 50 tonnes. Pour les produits pesant plus de 100 grammes, il faut utiliser une machine d'un tonnage supérieur à 100 tonnes.
- Structure du produit : Un autre élément qui peut influencer le type de force de serrage dont vous avez besoin est la complexité du produit. Dans le cas des produits compliqués, le plastique doit remplir un grand nombre de formes différentes. Il faut donc plus de pression d'injection pour remplir toutes ces formes. Cela signifie que vous avez besoin d'une force de fermeture plus importante pour maintenir le moule fermé. Par exemple, si vous avez une pièce avec des parois fines ou des courbes, vous avez besoin d'une force de serrage plus importante pour vous assurer que le plastique se remplit entièrement.

Taille du moule et nombre de cavités
- Taille du moule : Si le moule est grand, cela signifie qu'il faut beaucoup de pression pour le serrer. Il faut serrer plus fort les moules plus grands pour éviter qu'ils ne s'ouvrent lors de l'injection. La taille du moule correspond à sa longueur, sa largeur, sa hauteur et son poids, et vous devez la connaître pour déterminer le tonnage dont vous avez besoin.
- Nombre de cavités du moule : Le nombre de cavités dans le moule influe sur la force de serrage nécessaire pour fermer les deux moitiés du moule. Les moules à cavité unique sont généralement plus simples et n'appliquent la force de fermeture qu'à une seule partie du moule, tandis que les moules à cavités multiples appliquent la force de fermeture à plusieurs cavités remplies en même temps. Les moules multi-empreintes augmentent la productivité, mais nécessitent une force de serrage nettement plus importante. En général, plus il y a de cavités, plus la force de serrage nécessaire pour fermer correctement le moule est importante.

Type de matériau
- Fluidité des matériaux : Il est également important de noter que certains plastiques ont des caractéristiques d'écoulement différentes, en particulier lorsqu'ils sont fondus. En effet, avec une bonne fluidité, c'est-à-dire le PP et le PE, la pression d'injection détermine la force de serrage de manière négative. D'autre part, les matériaux qui ont des caractéristiques d'écoulement relativement faibles, comme le PC et le POM, nécessitent des pressions d'injection plus élevées qui, à leur tour, nécessitent une force de serrage plus élevée pour contrebalancer la pression.
- Taux de rétrécissement des matériaux : Le taux de rétraction des matières plastiques influe également sur la force de serrage requise. Si le matériau a un taux de rétraction élevé, il créera une contrainte de rétraction élevée pendant le refroidissement, ce qui nécessitera une force de serrage élevée pour maintenir le moule fermé et permettre à la pièce de se former sans déformation.
- Cristallinité du matériau : Certains thermoplastiques nécessitent une pression d'injection et une force de fermeture élevées pour fermer les moules et donner des produits cristallins de haute qualité. En règle générale, la force de fermeture dans le cas des matériaux amorphes est inférieure à celle appliquée aux matériaux cristallins.

Pression d'injection et conception des canaux
- Pression d'injection : La pression d'injection, quant à elle, est la pression exercée par la vis d'injection lorsqu'elle injecte le plastique fondu dans le moule. La pression d'injection influe également sur la force de fermeture nécessaire. Il s'agit simplement de la somme de la force totale de l'AOSC utilisée pour pousser les presses vers le bas, divisée par le nombre total de presses. Une pression d'injection élevée nécessite une force de fermeture plus importante pour comprimer le moule afin qu'il ne s'ouvre pas, ce qui permet de fabriquer des produits de haute précision et de grande qualité.
- Conception du coureur : Pour réussir la conception des canaux, il faut savoir qu'ils peuvent augmenter considérablement la pression d'injection ou, en d'autres termes, diminuer la force de serrage nécessaire. Lors de la conception des canaux, des facteurs tels que la position et la géométrie des portes, la section transversale des canaux et le refroidissement des canaux sont tous essentiels. Pour optimiser la conception des canaux pour processus de moulage par injection La conception des canaux doit faciliter une distribution égale du plastique fondu dans toutes les cavités, réduisant ainsi la perte de pression et améliorant le rendement du produit final.
Exigences en matière de précision et de qualité des produits
- Produits de précision : À mesure que les exigences de précision des produits finis augmentent, la pression de serrage doit être plus importante. En effet, une force de fermeture inadéquate pourrait permettre au moule de s'ouvrir pendant l'injection, ce qui entraînerait des bavures de matériau et compromettrait la précision dimensionnelle et l'esthétique du produit fini. Lorsque les pièces sont fabriquées avec précision, comme les boîtiers d'appareils électroniques ou d'équipements médicaux, la force de fermeture requise est encore plus importante.
- Qualité du produit : Les produits destinés aux industries de haute précision ont besoin d'une force de serrage plus importante pour exercer une forte pression sur le produit et l'empêcher de présenter des trous. Si la pression n'est pas suffisante, vous obtiendrez des bulles, des marques d'enfoncement et des lignes de soudure. Par conséquent, si vous voulez fabriquer de bonnes pièces, et sur la base de ce que je viens de vous dire, vous pouvez augmenter la pression en achetant une machine plus grande.

Comportement de remplissage du matériau et conditions du processus
- Comportement de remplissage du matériau : Cela signifie que certains des matériaux utilisés dans le processus d'injection sont différents et ont donc des modes de remplissage différents. Par exemple, les matériaux de moulage qui ont tendance à s'écouler selon des schémas différents entraîneront des points de pression différentiels à l'intérieur du moule, ce qui nécessitera une pression de serrage plus élevée pour assurer une fermeture uniforme du moule ou éviter une ouverture localisée du moule.
- Conditions du processus : Les conditions d'injection comprennent la vitesse d'injection, le temps de maintien et le temps de refroidissement dans le processus de moulage par injection qui affectent la force de fermeture requise pour le processus. Des vitesses d'injection plus élevées et des temps de refroidissement plus courts se traduisent généralement par une pression plus élevée lors de l'injection, ce qui signifie qu'une force de fermeture plus importante est nécessaire. Vous devez tenir compte du tonnage de la machine et de ces conditions de processus.

Température des moisissures et facteurs environnementaux
- Température du moule : Il s'agit d'une façon sophistiquée de dire que la température que vous mettez sur le moule fait une grande différence dans la force de serrage dont vous avez besoin. Les moules à haute température ont généralement besoin d'une force de serrage plus importante pour contrer l'expansion et la contraction causées par les changements de température et la pression exercée par la matière fondue. Les moules conçus pour fonctionner à basse température n'ont pas besoin d'une force de serrage aussi importante lorsque vous y introduisez le plastique.
- Facteurs environnementaux : D'autres facteurs sont liés à la température et à l'humidité de l'environnement de production. Ces facteurs affectent les conditions de travail de la machine de moulage par injection et la force de fermeture requise. Les conditions de chaleur et d'humidité du matériau de la pièce à usiner peuvent modifier la résistance à l'écoulement et donc augmenter la force de fermeture nécessaire. Si la température et l'humidité sont faibles, le béton peut ne pas nécessiter une force de fermeture importante.

Méthode de calcul de la force de serrage
Il y a donc plusieurs facteurs qui peuvent influer sur la force de fermeture dont vous avez besoin dans une machine de moulage par injection pour fabriquer de bonnes pièces. Voici un guide étape par étape pour vous aider à déterminer la force de fermeture dont vous avez besoin :
Comprendre les bases
Force de fermeture : La force de fermeture est la force avec laquelle la machine presse le moule pour le maintenir fermé pendant l'injection. Il est très important de veiller à ce que le moule ne s'ouvre pas sous l'effet de la pression exercée par le plastique.

Déterminer les paramètres clés
Plusieurs facteurs influencent le calcul de la force de serrage, notamment:Plusieurs facteurs influencent le calcul de la force de serrage, notamment :
Zone projetée (A) : La partie de la cavité du moule où la pièce sera fabriquée.
Pression d'injection (Pi) : La force utilisée pour pousser le plastique fondu dans les cavités du moule et toute autre pression nécessaire tout au long du processus.

Calculer la surface projetée (A)
Pour calculer la surface projetée, vous devez connaître la géométrie de la pièce. S'il s'agit d'un simple rectangle, il suffit de multiplier la longueur par la largeur. Si la pièce est plus compliquée, vous devrez peut-être la décomposer en formes plus simples et additionner leurs surfaces.
Formule : Surface projetée (A)=Longueur×Largeur
Déterminer la pression d'injection (Pi)
La pression d'injection peut également fluctuer en fonction du type de matériau et de ses exigences exactes dans le processus de moulage. Elle est souvent indiquée par le fournisseur du matériau ou peut être estimée à partir des conditions de traitement thermique.

Calculer la force de serrage (Fc)
La force de fermeture nécessaire pour maintenir le moule fermé pendant l'injection est calculée à l'aide de la formule suivante : Force de fermeture (Fc)= Surface projetée (A)×Pression d'injection (Pi)
Exemple de calcul
En supposant les paramètres suivants :
- Surface projetée (A) : 100 pouces carrés
- Pression d'injection (Pi) : 5000 psi
En utilisant la formule : Force de serrage (Fc)=100 in2×5000 psi
Force de serrage (Fc)=500,000 lbs
Cela signifie que 500 000 livres de force de serrage sont nécessaires pour maintenir le moule fermé pendant l'injection.

Facteur de sécurité
Il est recommandé d'inclure un facteur de sécurité dans le calcul pour tenir compte des variations des conditions de traitement et s'assurer que le moule reste fermé en toute sécurité. L'une des mesures de sécurité les plus fondamentales consiste à multiplier par 1,1 à 1,5 la force calculée.
Considérations finales
Propriétés des matériaux : La force de serrage du moule dépend du type de matériau injecté et de ses différentes plages de pression.
Conception du moule : Il est important de noter que dans les moules complexes, le nombre de cavités peut nécessiter une modification des calculs de la force de serrage.
Lorsque l'on détermine la force de fermeture, l'objectif est d'obtenir le bon chiffre pour produire de bonnes pièces sans autres problèmes tels que la bavure, qui peut être causée par une mauvaise fermeture du moule. Pour obtenir des chiffres plus précis, vous pouvez vous adresser à des fabricants d'équipement ou à des personnes qui s'y connaissent en la matière.

Suggestions pour le choix du tonnage de la machine de moulage par injection
Lorsqu'il s'agit de moulage par injection Le tonnage dont vous avez besoin dépend de plusieurs facteurs. Vous devez tenir compte de la taille de la pièce que vous fabriquez, du nombre de pièces que vous fabriquez et du type de matériau que vous utilisez. Voici quelques éléments à prendre en compte :
Sélection du tonnage en fonction de la taille du produit : Si vous fabriquez de petites pièces, vous utiliserez probablement une machine d'une capacité de 25 à 80 tonnes. Si vous fabriquez des pièces de taille moyenne, vous aurez besoin d'une machine d'une capacité de 80 à 180 tonnes. Si vous fabriquez des pièces de grande taille, vous aurez besoin d'une machine d'une capacité de 180 à 500 tonnes. Mais il faut toujours vérifier les dimensions de la pièce pour être sûr.

Sélection du tonnage en fonction du volume de production : Beaucoup d'entreprises doivent fabriquer beaucoup de pièces en peu de temps pour être efficaces et maintenir les coûts de main-d'œuvre à un niveau bas. Si c'est votre cas, vous aurez besoin d'une machine à fort tonnage.
Sélection du tonnage en fonction du matériau : Les différents plastiques ont des structures et des densités différentes. Cela signifie que vous aurez besoin de différentes gammes de tonnage pour différents matériaux. Vous devrez trouver un vendeur ou un fabricant capable de vous indiquer le tonnage nécessaire pour les différents matériaux.

Considérations pratiques sur les applications réelles
Lorsque vous choisissez le tonnage d'une machine de moulage par injection, vous devez également tenir compte des éléments suivants :
Laisser une marge : Lorsque vous choisissez le tonnage, vous pouvez choisir un peu plus que ce dont vous avez besoin, de sorte que si vous rencontrez des problèmes en cours de production, vous pourrez toujours l'utiliser. Par exemple, si le matériau fluctue ou si la température du moule varie, vous aurez besoin d'une force de serrage plus importante.
Conception des moules et précision de l'usinage : La force de serrage est influencée par la conception et l'usinage du moule. Si vous avez la même précision, le moule de pressage du métal répartira la force de serrage de manière uniforme, de sorte que vous aurez besoin d'un tonnage moindre pour la machine.

Performance et stabilité des machines de moulage par injection : Les entreprises et les fabricants utilisent différents types de presses à injecter, dont les performances et la stabilité diffèrent. Lorsque vous choisissez le tonnage, vous devez tenir compte des performances globales et de la stabilité de la machine, afin de pouvoir l'utiliser facilement.
Environnement de production : La température et l'humidité dans le processus de production sont des facteurs contrôlables qui affectent la dynamique d'utilisation de la machine de moulage par injection et la force de fermeture. Il convient de bien ajuster les paramètres de travail de la machine et de choisir le tonnage qui convient à votre production.

Tendances futures
Le moulage par injection est l'une des technologies de fabrication les plus utilisées dans l'industrie pour fabriquer toutes sortes de produits. En tant que technologie de moulage par injection Grâce aux progrès réalisés, de plus en plus de machines de moulage par injection seront intelligentes et automatisées. La décision concernant le bon tonnage de la machine sera davantage prise par les technologies de calcul et de simulation. Une autre tendance importante dans le développement du moulage par injection est la protection de l'environnement et les économies d'énergie. Par exemple, les machines de moulage par injection à haut rendement et à faible consommation d'énergie sont de plus en plus populaires sur le marché.

Conclusion
Il n'est pas facile de déterminer la taille de la machine de moulage par injection dont vous avez besoin. De nombreux facteurs doivent être pris en compte. Vous devez réfléchir à la taille et à l'épaisseur de votre pièce, à la taille du moule, au type de matériau que vous utilisez et à la pression que vous utiliserez pour injecter le plastique. En faisant des suppositions éclairées, en faisant preuve de bon sens et en appliquant les principes de base de la fabrication, ainsi qu'en faisant appel à votre expérience, vous pouvez choisir le bon type et la bonne taille de machine pour votre travail, afin de fabriquer les pièces dont vous avez besoin, et de les fabriquer correctement. J'espère que cet article vous aidera, vous et votre entreprise, à fabriquer de meilleures pièces avec votre machine. moulage par injection des machines.







