 Ir al contenido
Ir al contenido 

Introducción: El moldeo por inyección de precisión es un método de moldeo por inyección de plástico que requiere moldes de precisión y máquinas de precisión. El contenido de este blog incluye conceptos, características, factores que influyen, selección de materiales plásticos, moldes de precisión y características de las máquinas de inyección de plástico de precisión.

El concepto de moldeo por inyección de precisión
El moldeo por inyección de precisión es un método de moldeo por inyección donde la repetibilidad dimensional de las piezas moldeadas es tan alta que resulta difícil cumplir los requisitos utilizando una máquina de moldeo por inyección de uso general y los procesos de moldeo por inyección convencionales.
El moldeo por inyección de precisión es diferente del moldeo por inyección convencional. Se basa en el rápido desarrollo de los materiales poliméricos y utiliza piezas de plástico de precisión para sustituir a las piezas metálicas de alta precisión en los campos de la instrumentación y la electrónica.

Los indicadores de definición actuales para los productos de inyección de precisión incluyen la repetibilidad del tamaño del producto y la repetibilidad de la calidad del producto.

Tolerancias estrictas
Cuando diseñe y fabrique piezas mediante moldeo por inyección, es fundamental que las dimensiones y tolerancias sean correctas. Si no lo hace, sus piezas podrían no funcionar o fallar. Esto es especialmente cierto en el caso de piezas complejas fabricadas con moldeo por inyección de plástico.

Las tolerancias estrechas son un gran problema. En el moldeo por inyección, las tolerancias típicas son de +/-0,1 mm, con tolerancias muy ajustadas de +/-0,025 mm. Como norma general, la tolerancia dimensional del molde de inyección de precisión debe controlarse para que sea inferior a 1/3 de la tolerancia dimensional del producto.
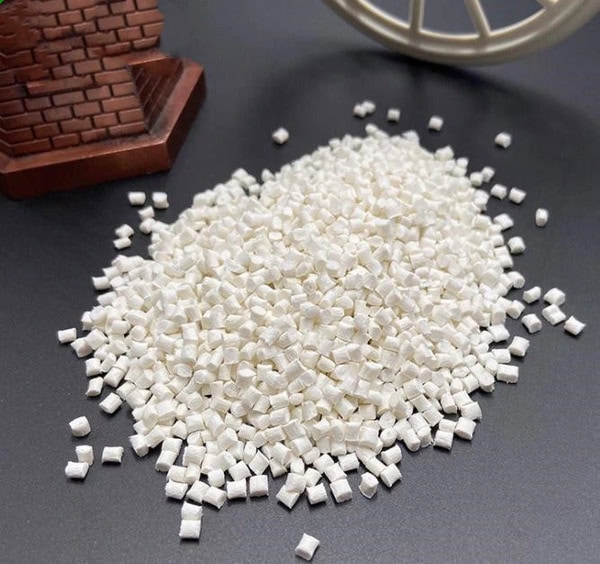
Selección de materiales
Elegir los plásticos para el moldeo por inyección de precisión puede ser complicado. El índice de contracción de los productos plásticos puede variar mucho durante el moldeo. Los distintos tipos de plástico tienen diferentes propiedades de flujo y proporciones durante el moldeo por inyección debido a los tipos y cantidades de polímeros y aditivos utilizados.

Esto significa que, aunque se utilice el mismo plástico con las mismas cantidades del mismo material, los productos que se fabriquen con él pueden tener formas y tamaños diferentes. También pueden tener formas y tamaños diferentes debido a factores como quién fabricó el plástico, qué época del año es y qué tiempo hace.

Así pues, además de tener buenas propiedades de fluidez y moldeado, los plásticos para moldeo por inyección de precisión también tienen que fabricar productos que mantengan su forma y tamaño. De lo contrario, no se puede asegurar que el producto tenga el tamaño adecuado.
Por eso, cuando se fabrican productos de plástico de precisión con moldeo por inyección, hay que pensar muy bien qué tipo de plástico se utiliza y cómo funciona al moldearlo. Debe intentar utilizar plásticos que no encojan mucho y que mantengan la misma forma y tamaño durante mucho tiempo.

A la hora de elegir materiales para el moldeo por inyección de precisión, conviene que tengan una gran resistencia mecánica, una buena estabilidad dimensional, una buena resistencia al desgaste y que puedan adaptarse a una amplia gama de entornos.

Hay cuatro materiales de uso común
POM y reforzado con fibra de carbono (CF) o reforzado con fibra de vidrio (GF). Este material tiene buena resistencia a la fluencia, buena resistencia a la fatiga, buena resistencia a la intemperie, buenas propiedades dieléctricas, no es fácil de quemar y es fácil de liberar lubricantes.

PA y PA66 reforzada con fibra de vidrio. Tiene una gran resistencia al impacto y al desgaste, un buen rendimiento de flujo y puede formar productos con un grosor de pared de 0,4 mm. La PA66 reforzada con fibra de vidrio es resistente al calor (punto de fusión 250°C). Su desventaja es que absorbe la humedad. Por lo general, debe secarse después del moldeo.

Poliéster reforzado con PBT. Tiene un tiempo de moldeo corto. El tiempo de moldeo es el siguiente: PBT=POM=PA66=PA6.

D.PC y GFPC. Características: Buena resistencia al desgaste, mayor rigidez, buena estabilidad dimensional, resistencia a la intemperie, retardante de llama y conformabilidad.
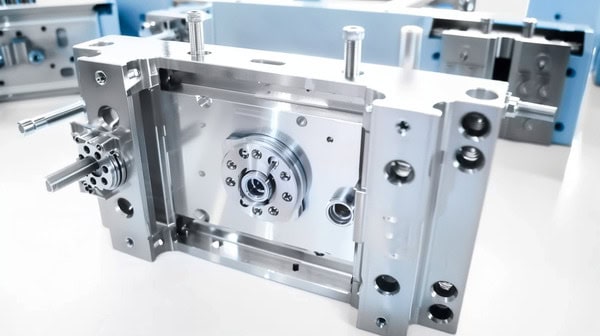
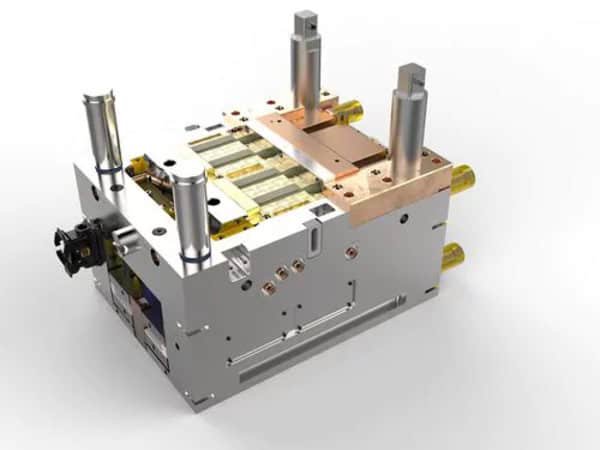
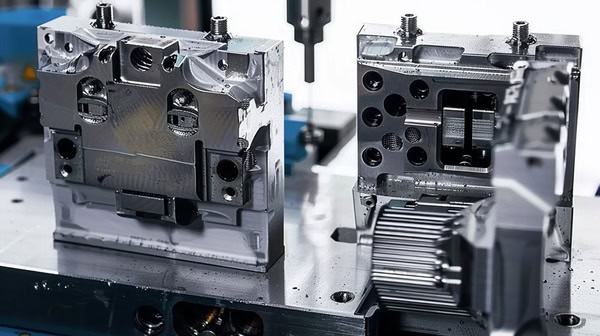
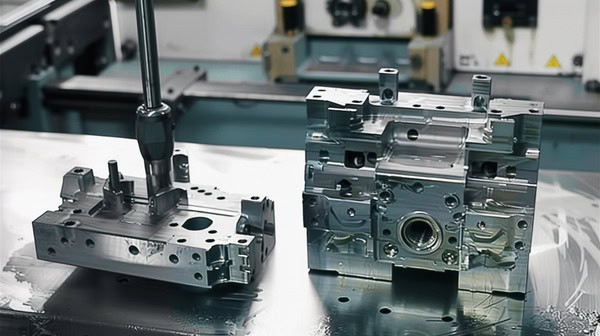
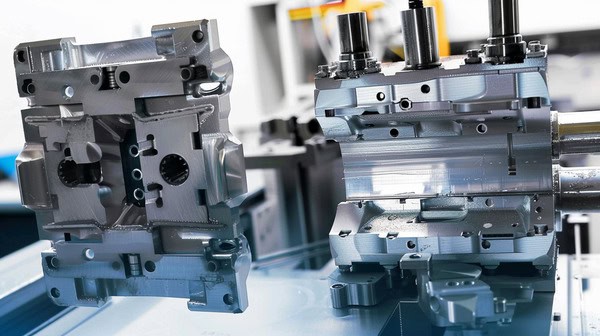
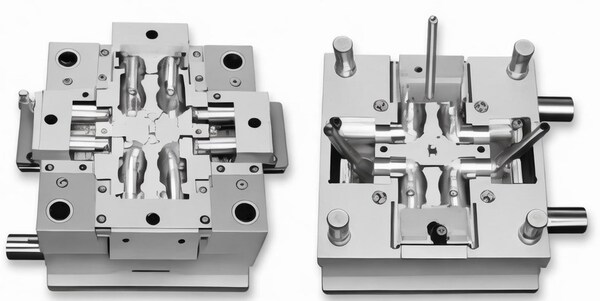
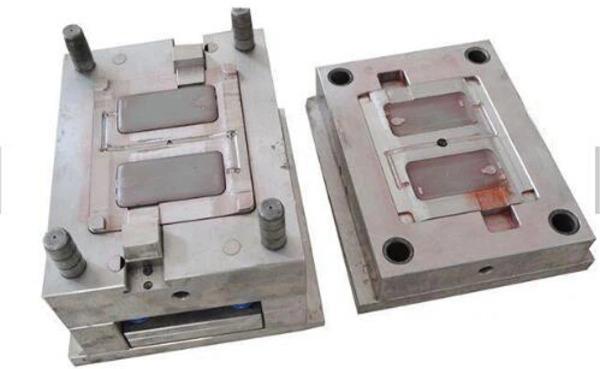
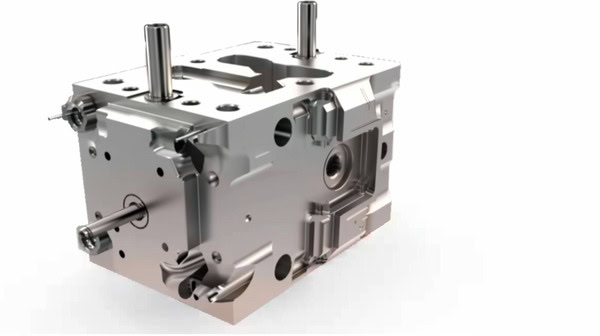
Molde de inyección de precisión
El molde tiene que ser muy preciso. La precisión del molde está estrechamente relacionada con la tecnología de procesamiento y montaje. Si no se plantean los requisitos técnicos adecuados durante el diseño, o si el diseño de la estructura del molde no es bueno, no importa lo buena que sea la tecnología de procesamiento y montaje, no se puede garantizar la precisión del molde. Para asegurarse de que la precisión del molde de inyección de precisión no se ve afectada por problemas de diseño, debe prestar atención a los siguientes cuatro puntos:
La precisión del diseño y los requisitos técnicos de las piezas deben ser compatibles con la precisión del producto. El molde debe garantizar la precisión del producto. En primer lugar, la precisión de la cavidad del molde y la precisión de la superficie de separación deben ser compatibles con la precisión del producto. En términos generales, la tolerancia dimensional de la cavidad del molde de inyección de precisión debe ser inferior a un tercio de la tolerancia del producto, y debe determinarse en función de la situación real del producto.

La precisión de la superficie de separación (paralelismo de la superficie de separación) se utiliza principalmente para garantizar la precisión de la cavidad del molde. Para moldes de inyección de precisión pequeños, el requisito técnico para el paralelismo de la superficie de separación es de aproximadamente 0,005 mm. Aunque las partes estructurales en el molde no participarán directamente en moldeo por inyecciónEn consecuencia, afectarán a la precisión de la cavidad del molde y, por tanto, a la precisión del producto. Por lo tanto, se debe proporcionar una precisión adecuada y razonable para sus partes estructurales.
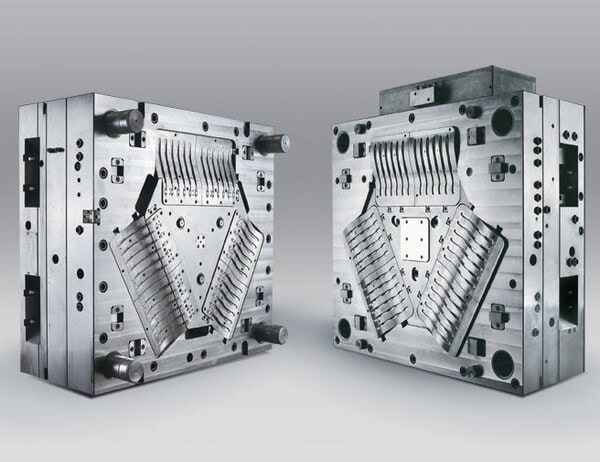
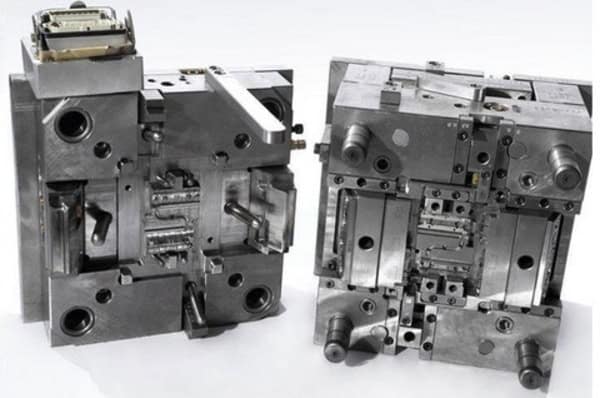
Comprobar la precisión de coincidencia de los moldes móviles y fijos. En general, los moldes de inyección ordinarios se basan principalmente en el mecanismo de guía del pilar guía para garantizar su precisión de emparejamiento. Sin embargo, debido a la holgura entre el pasador guía y el agujero guía, siempre hay un cierto espacio entre los dos, ya sea grande o pequeño. Este espacio a menudo afecta a la precisión de instalación del molde en la máquina de moldeo por inyección, lo que resulta en la desalineación del molde móvil y el molde fijo, por lo que es difícil de utilizar para el moldeo por inyección de productos de precisión.

Además, en condiciones de moldeo por inyección a alta temperatura, la dilatación térmica de las plantillas móviles y fijas a veces provoca una desalineación entre ambas, lo que en última instancia provoca cambios en la precisión del producto.
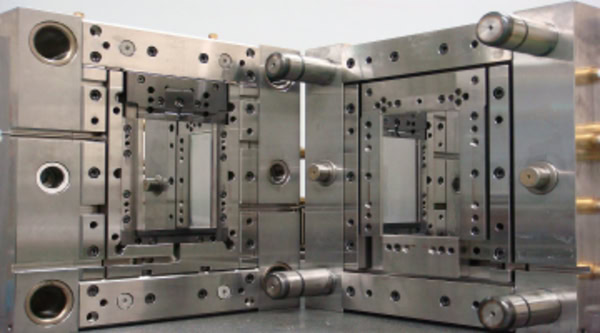
En los moldes de inyección de precisión, la desalineación entre los moldes móviles y fijos debe reducirse al mínimo y deben realizarse esfuerzos para garantizar la precisión de la alineación de los moldes móviles y fijos. Se puede diseñar un mecanismo de posicionamiento de cono o un mecanismo de posicionamiento de pasador guía cilíndrico y un mecanismo de guía de pilar guía. Para su uso.

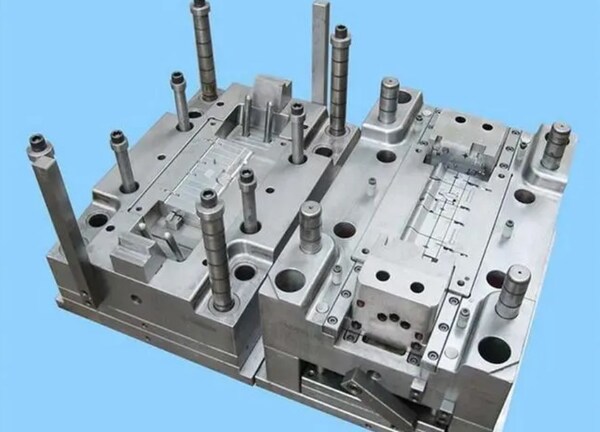
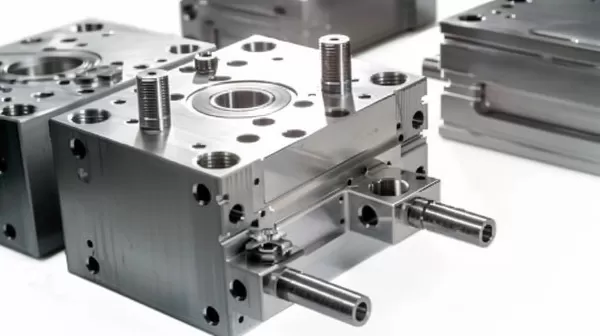
La estructura del molde debe ser lo suficientemente rígida. Los moldes de inyección de precisión deben ser lo suficientemente rígidos. De lo contrario, se doblarán mucho cuando se aplique la presión de inyección o la fuerza de sujeción del molde. Esto cambiará la precisión del molde y luego afectará a la precisión del producto.
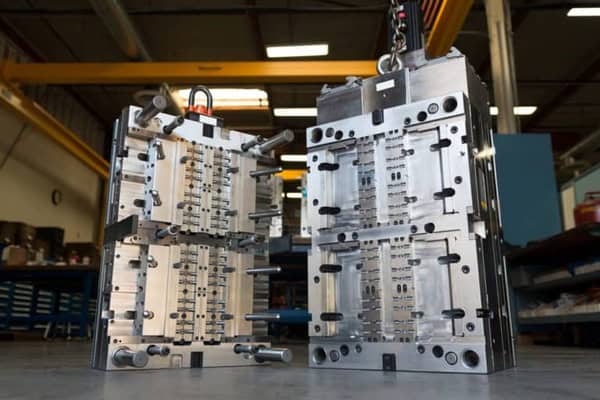
En el caso de los moldes de una sola pieza, su forma, tamaño y el material del que están hechos deberían hacerlos lo suficientemente rígidos. En el caso de los moldes con insertos, su rigidez depende a menudo de la estructura del molde que sujeta los insertos. El marco del molde debe estar hecho de acero estructural de aleación 40Cr. Debe tratarse térmicamente hasta alcanzar una dureza de aproximadamente HRC30.

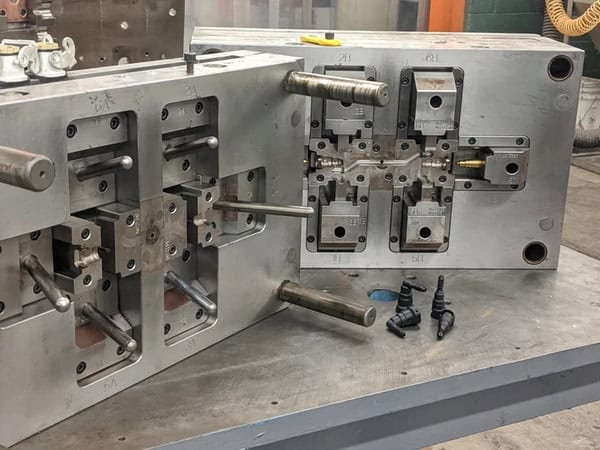
El movimiento de las piezas móviles en el molde debe ser preciso. Los moldes de inyección a menudo tienen algunos insertos de moldeo móviles o núcleos móviles. Si el movimiento de estas piezas móviles es inexacto, es decir, no pueden volver con precisión a la posición original después de cada movimiento, entonces no importa cuán alta sea la precisión de procesamiento de las piezas del molde, la precisión estructural del propio molde y la precisión del producto fluctuarán en gran medida. Para resolver este problema, es necesario adoptar algunas estructuras especiales de posicionamiento de movimiento.

Máquina de inyección de precisión
Las máquinas de moldeo por inyección de precisión son máquinas utilizadas para moldear y producir productos de plástico de precisión. Suele haber dos indicadores para las máquinas de moldeo por inyección de precisión: uno es la desviación repetida del tamaño del producto, y el otro es la desviación repetida del peso del producto. El primero es difícil de comparar debido a los diferentes tamaños y grosores del producto, mientras que el segundo representa el nivel general de la máquina de moldeo por inyección.

Generalmente, el error de repetibilidad del peso ordinario moldeo por inyección es de aproximadamente 1%, y las mejores máquinas pueden alcanzar 0,8%. Si es inferior a 0,5%, se trata de una máquina de precisión, y si es inferior a 0,3%, se trata de una máquina de ultraprecisión. Como se mencionó anteriormente, las máquinas de moldeo por inyección de precisión requieren una precisión dimensional del producto generalmente dentro de 0.01~0.001mm.
Características de las máquinas de inyección de precisión en términos de control
Para los parámetros de moldeo por inyección con altos requisitos de precisión de repetición (reproducibilidad), debe utilizarse el control de retroalimentación de inyección multinivel: control de posición multinivel; control de velocidad multinivel; control de retención de presión multinivel; control de contrapresión multinivel; control de velocidad de tornillo multinivel.

Se requiere que la precisión del sensor de desplazamiento alcance los 0,1 mm, lo que puede controlar estrictamente la carrera de dosificación, la carrera de inyección y el grosor de la almohadilla de material restante (punto de supervisión de la inyección) para garantizar la precisión de cada inyección y mejorar la precisión de moldeo del producto.
El control de la temperatura del barril y la boquilla debe ser preciso, el rebasamiento durante el aumento de la temperatura debe ser pequeño, y la fluctuación de la temperatura debe ser pequeña. El moldeo por inyección de precisión debe utilizar el control PID para garantizar que la precisión de la temperatura esté dentro de -0,5 °C.

Requisitos para la calidad de plastificación. La uniformidad de la plastificación del plástico no sólo afecta a la calidad del moldeo de las piezas moldeadas por inyección, sino que también influye en la resistencia del plástico fundido al pasar por la compuerta. Para obtener una plastificación uniforme, son esenciales un tornillo especial y el uso de tecnología de plastificación especializada.
Además, la temperatura del barril también debe controlarse con precisión. Hoy en día, la temperatura del tornillo y el barril se controla principalmente por PID (proporcional, diferencial, integral). La precisión puede ser controlada dentro de ± 1 ° C, que básicamente puede cumplir con los requisitos de precisión de moldeo por inyección. Si se utiliza el control FUZZY, este método es más adecuado para el moldeo por inyección de precisión.
El aceite de trabajo debe mantenerse a una temperatura elevada. Si cambia la temperatura del aceite, cambiará la presión de inyección. Para mantener la temperatura del aceite entre 50 y 55 °C, es necesario utilizar un sistema de calefacción y refrigeración que pueda controlar la temperatura del aceite.

El efecto de la presión de mantenimiento. La presión de mantenimiento tiene un gran efecto en la calidad de las piezas de plástico. En otras palabras, la presión de mantenimiento puede ayudar a que las piezas de plástico se llenen mejor, reducir la deformación de las piezas de plástico y controlar la precisión de las piezas de plástico. La estabilidad de la presión de retención determina la calidad de las piezas de plástico. La posición del tornillo al final del ciclo de moldeo por inyección y la estabilidad de la presión de mantenimiento son los dos factores más importantes que determinan la calidad de las piezas de plástico.
Si los requisitos de control de la temperatura del molde son los mismos, si el tiempo de enfriamiento es el mismo, el grosor del producto con una temperatura baja de la cavidad del molde será mayor que el del producto con una temperatura alta. Por ejemplo, para los materiales POM y PA, el grosor de los productos con un grosor de 50-100 μm cuando la temperatura del molde es de 50°C se reduce a 20-40 μm a 80°C, y a sólo 10 μm a 100°C. La temperatura ambiente también afecta a las tolerancias dimensionales de los productos de precisión.

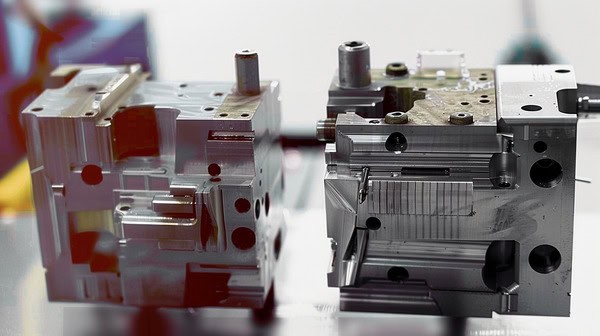
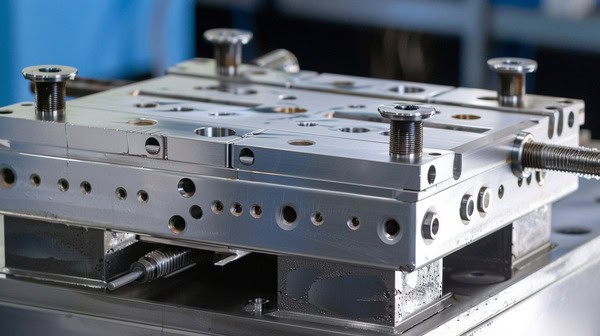
Características estructurales de la máquina de moldeo por inyección de precisión
Debido a que las máquinas de inyección de precisión tienen altas presiones de inyección, el sistema de sujeción del molde debe ser rígido. El paralelismo de las plantillas móviles y fijas se controla dentro de 0,05~0,08 mm. Se requiere una protección del molde de baja presión y un control preciso de la fuerza de sujeción del molde. El tamaño de la fuerza de sujeción del molde afecta al grado de deformación del molde, que en última instancia afecta a la tolerancia dimensional de la pieza.

La velocidad de apertura y cierre del molde debe ser rápida, normalmente de unos 60 mm/s. Los componentes de plastificación, como el tornillo, la cabeza del tornillo, el anillo de control y el barril, deben diseñarse con una estructura que tenga una fuerte capacidad de plastificación, una buena homogeneización y una alta eficiencia de inyección.
El par de accionamiento del tornillo debe ser grande y capaz de variar la velocidad infinitamente. Independientemente del tipo de máquina de moldeo por inyección de precisión, debe ser capaz de controlar de forma estable la repetibilidad dimensional y la repetibilidad de la calidad del producto.

Problema de contracción en el moldeo por inyección de precisión
Los productos moldeados por inyección de precisión no sólo tienen los conceptos de tolerancia dimensional, precisión geométrica y acabado superficial, sino que también tienen el concepto de repetibilidad, precisión estable para el día, el mes, el año y el entorno de aplicación. Esta precisión no sólo está relacionada con las propiedades de los materiales acabados y la precisión del molde, sino que también está relacionada con la contracción de moldeo que afecta a la precisión de fabricación.

Hay cuatro factores que afectan a la contracción: la contracción térmica, la contracción por cambio de fase, la contracción por orientación y la contracción por compresión.
Contracción térmica
Se trata de una propiedad termofísica inherente a los materiales de moldeo y a los materiales del molde. Si la temperatura del molde es alta, la temperatura del producto también será alta, y la tasa de contracción real aumentará. Por lo tanto, la temperatura del molde de inyección de precisión no debe ser demasiado alta.
Contracción por cambio de fase
La contracción por cambio de fase se produce por la disminución del volumen específico debido a la cristalización del polímero durante el proceso de orientación de la resina cristalina, lo que se denomina contracción por cambio de fase.
La temperatura del molde es alta, la cristalinidad es alta y el índice de contracción es grande; pero, por otro lado, el aumento de la cristalinidad aumentará la densidad del producto, reducirá el coeficiente de dilatación lineal y reducirá el índice de contracción. Por tanto, el índice de contracción real viene determinado por el efecto combinado de ambos.
Orientación Contracción
Debido al estiramiento forzado de las cadenas moleculares en la dirección de flujo, las macromoléculas tienden a volver a enroscarse y recuperarse cuando se enfrían, y se producirá una contracción en la dirección de orientación. El grado de orientación molecular está relacionado con la presión de inyección, la velocidad de inyección, la temperatura de la resina y la temperatura del molde. Pero lo principal es la velocidad de inyección.
Encogimiento por compresión
contracción por compresión y recuperación elástica. En general, los plásticos son compresibles, lo que significa que su volumen específico cambia significativamente bajo una presión elevada. A temperaturas normales, el aumento de la presión sobre un producto moldeado reducirá su volumen específico, aumentará su densidad, disminuirá su coeficiente de dilatación y reducirá significativamente su índice de contracción.
En correspondencia con esta compresibilidad, el material de moldeo tiene un efecto de recuperación elástica, que reduce la contracción del producto. Los factores que afectan a la contracción de moldeo de un producto están relacionados con las condiciones de moldeo y las condiciones de funcionamiento.
Características del moldeo por inyección de precisión
Las características del proceso de moldeo por inyección de precisión son principalmente la alta presión de inyección, la rápida velocidad de inyección y el control preciso de la temperatura.
Alta presión de inyección
Las pruebas han demostrado que, para diferentes variedades, formas y tamaños de plástico, la presión necesaria para el moldeo por inyección de precisión debe ser de 180-250MPa (la presión de inyección utilizada para el moldeo por inyección ordinario suele ser de 40-200MPa). En algunos casos especiales, se requiere que sea mayor. La más alta ha alcanzado unos 450MPa.
Rápida velocidad de inyección
La velocidad de inyección no sólo afecta significativamente a la productividad del producto, sino que, lo que es más importante, puede reducir la tolerancia dimensional del producto. Con el fin de mejorar la precisión de las piezas moldeadas por inyección, especialmente para el moldeo de productos de formas complejas, en los últimos años se ha desarrollado la inyección de velocidad variable, es decir, la velocidad de inyección cambia, y sus reglas de cambio se determinan en función de la forma estructural de la pieza y del rendimiento del plástico.

El control de la temperatura debe ser preciso
La temperatura tiene un gran efecto en la calidad del moldeo del producto y es una de las tres grandes condiciones del proceso de moldeo por inyección. En el moldeo por inyección de precisión, no solo hay problemas de temperatura, sino también de precisión en el control de la temperatura.
Obviamente, durante el proceso de moldeo por inyección de precisión, si el control de la temperatura no es preciso, la fluidez de la masa fundida de plástico y el rendimiento de moldeo y la tasa de contracción del producto no serán estables, por lo que no se podrá garantizar la precisión del producto.

Desde esta perspectiva, cuando se utiliza el moldeo por inyección de precisión, el rango de temperatura del barril y la boquilla, o el molde de inyección, debe ser estrictamente controlado. Por ejemplo, en el moldeo por inyección de precisión, se utiliza un controlador PID para controlar la temperatura del barril y la boquilla, y el rango de fluctuación de la temperatura se controla dentro de 1°C, mientras que para las máquinas de moldeo por inyección ordinarias, la temperatura allí puede alcanzar de 20°C a 300°C.

Al realizar la producción de moldeo por inyección de precisión, para garantizar la exactitud del producto, además de controlar estrictamente la temperatura del barril, la boquilla y el molde, también debemos prestar atención al impacto de la temperatura ambiente en la exactitud del producto después del desmoldeo.

Dificultades del moldeo por inyección de precisión
Índice de contracción del plástico
Al diseñar productos de plástico de precisión, es necesario tener en cuenta el índice de contracción del plástico.
Elección de plásticos de moldeo por inyección de precisión
La tasa de contracción de los productos plásticos fluctúa mucho durante el proceso de moldeo. Además, debido a los diferentes tipos de polímeros y aditivos utilizados en diferentes plásticos, sus propiedades de flujo y propiedades de moldeo durante el moldeo por inyección también serán diferentes.
Hay grandes diferencias,Debido a la influencia de factores como el fabricante, la temporada de la fábrica y las condiciones ambientales, también hay problemas con la estabilidad de la forma y el tamaño de los productos moldeados.
Forma y tamaño del producto
La forma y el tamaño de las piezas de plástico tienen una gran influencia en la precisión de las piezas. La práctica de producción demuestra que cuanto más complejas son la forma y el tamaño del producto, menor es la precisión.
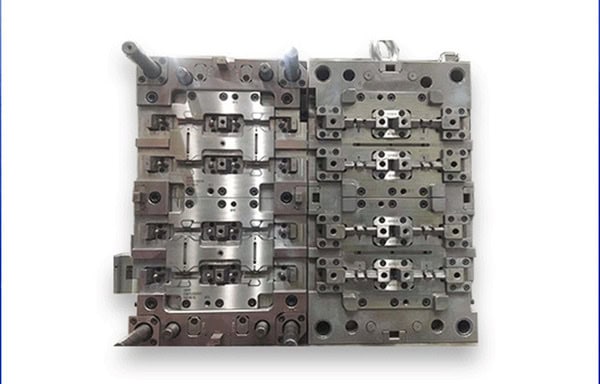
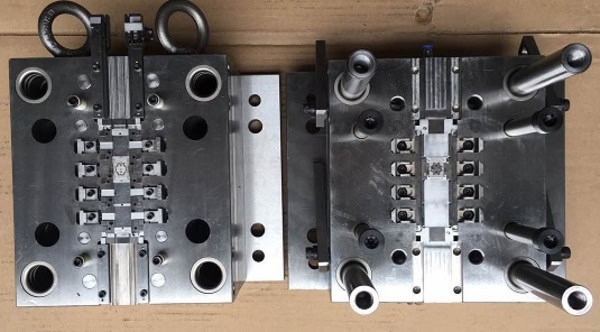
Estructura del molde
La precisión de las piezas moldeadas por inyección está estrechamente relacionada con el número de cavidades del molde y los lotes de producción. También muestra que la precisión de las estructuras de molde con una sola cavidad es mayor que la de las estructuras de molde con varias cavidades, y la precisión de la producción de lotes pequeños es mayor que la de la producción de lotes grandes.
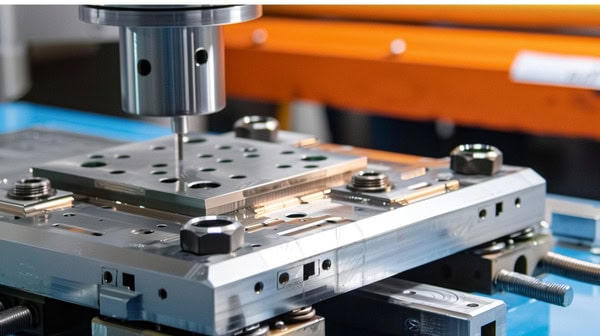
Precisión en el procesamiento de moldes
Cuando se forman productos moldeados por inyección, se forman en la cavidad del molde. La precisión del producto nunca superará la precisión de la cavidad del molde. Por lo general, la precisión de los productos moldeados por inyección es uno o dos niveles de tolerancia inferior a la precisión del molde.
En lo que respecta a la tecnología actual de fabricación de moldes, la mayoría de las cavidades de los moldes se fabrican mediante fresado de alta velocidad, esmerilado, pulido o mecanizado eléctrico, que pueden alcanzar la máxima precisión requerida.

Máquina de moldeo por inyección
El moldeo por inyección de precisión requiere una gran exactitud de los productos. Por lo tanto, por lo general deben llevarse a cabo en la precisión especial. moldeo por inyección máquinas. La potencia de inyección de la máquina de moldeo por inyección de precisión debe ser grande, la precisión del control debe ser alta, la velocidad de respuesta del sistema hidráulico debe ser rápida y el sistema de sujeción del molde debe tener suficiente rigidez.
Conclusión
En conclusión, hay varios factores clave que afectan al moldeo por inyección de precisión, como las tolerancias estrictas, la selección de materiales, los moldes de inyección de precisión, las máquinas de inyección de precisión, los problemas de contracción en el moldeo por inyección de precisión, etc., que hacen que el moldeo por inyección de precisión sea todo un reto.







