 Skip to content
Skip to content 
IMD&IML Injection Molding
ZetarMold is a professional custom IMD & IML injection molding factory that has been in business since 2005.
Zetar's Real Factory Video
We invite SGS and Alibaba to take real photos of our factory. This video will also be updated to our customers, allowing them to see all aspects of our company and have a more comprehensive understanding!

Office
Meeting Room
Injection Mold Work Shop
Injection Molding Work Shop
Quality Check Room
Samples Room
Assembly Room
Warehouse
Zetar's Quality Certification
Just email us, we can provide the original of the certification for you.
- ISO 9001 sets out the criteria for injection mold companies quality management system and is the only standard
- ISO 13485 specifies requirements for a quality management system where an organization needs to demonstrate its ability to provide medical devices and related services that consistently meet customer and applicable regulatory requirements
- ISO 14001 sets out the criteria for an environmental management system and can be certified.
- With our ISO 45001 certification, Zetar is committed to maintaining a safe and healthy working environment for our employees. This ensures that our team is always operating at peak performance, which translates to better quality products and faster production times for you.





Resources for The Complete Guide to PVC Injection Molding
What is IMD?

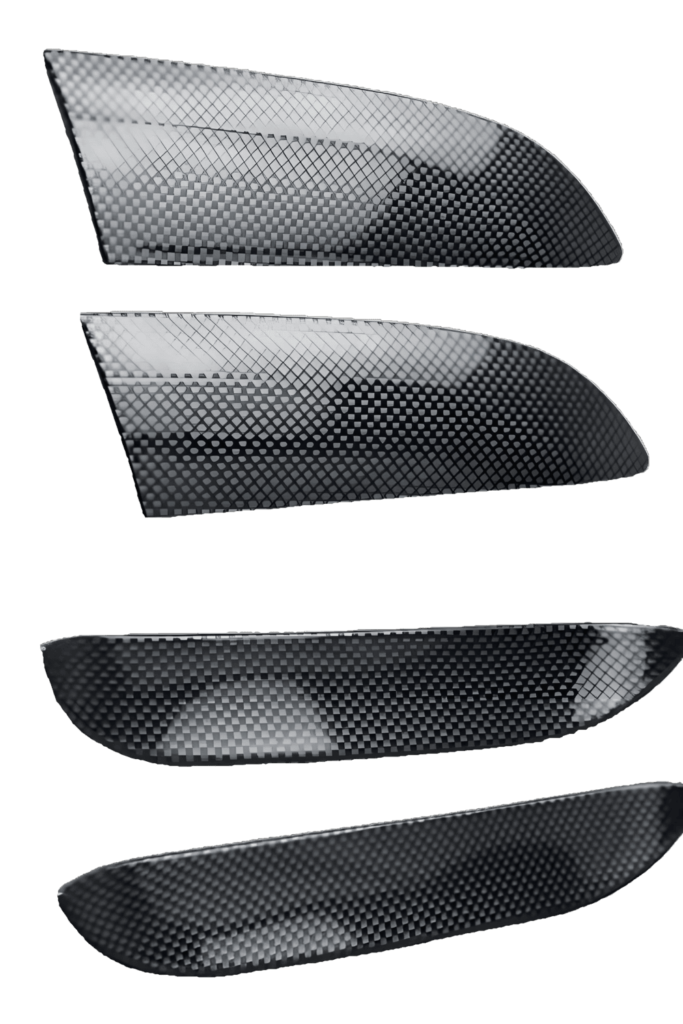
IMD (Injection Moulding Decoration, In-Mould-Decoration). It is a new technology that places Film film in the injection mold to decorate the plastic surface.
This film can generally be divided into three layers: base material (usually PET), ink layer (INK), and adhesive material (mostly a special adhesive).
When the injection molding is completed, the film and the plastic are closely integrated through the bonding glue. Since the PET itself is covered with a wear-resistant protective film on the front surface, it is wear-resistant and scratch-resistant, and its surface hardness can be reaches 3H, and will become brighter and brighter as you touch it. Among them, injection molding materials are mostly PC, PMMA, PBT, etc.
What types of IMD processes are there?
Now, there are three main types of construction methods:
1. IMF (Forming):
In-mold injection and in-mold lamination! Finally, we can do 3D IMD decoration on plastic parts. It’s called IMF. It’s for high-stretch, edge-wrapped, and 3D plastic parts. IMF parts are a sandwich. The first layer is PC, PET, PMMA, or other plastic sheets. The second layer is ink. The third layer is plastic. So the ink is in the middle. No scratches. No fading. Products include: PC FILM flat printing, 3D, 2D Forming.
2. IML(Laminate)(Label):
It’s called in-mold labeling. The film stays on the surface as a protective layer. We usually use this method for plastic containers.
3. IMR (Rolling):
In-mold thermal transfer! The film comes off after the ink is transferred. It doesn’t stay on the surface. We usually use this method for flat products.

The guide of IMD injection mold design and molding process.
1. Sheet Material
PVC is self-extinguishing, which means it stops burning when the source of the fire is removed. This is because PVC has a lot of chlorine in it, which helps prevent fires.
a. Material and Ink
Usually, the material of the sheet is PET, but there are also sheets of PC and PMMA. But the molding and processing of PET are better. The surface gloss and wear resistance also meet customer requirements, so it is widely used as a material. PET sheet with a thickness of 0.125mm is one of the most popular sheets.
Ink, as a raw material for printing, requires wear resistance, high temperature resistance, and easy preparation and screen printing operations.

b. Pre-made sheets (cutting, thermoforming)
The general process flow is:
● Printing (Tools: film, screen printing machine; key points: ink selection, sheet positioning)
● Apply protective film
● Shape punching (tool: die; key points: sheet positioning)
● Apply protective film
● Heat setting (Tool: heat setting machine; Key points: temperature control)
● Apply protective film
Please note that applying a protective film is an indispensable process to protect and prevent dust; the protective film generally uses PE film.
In the heat setting process, temperature control is very important. If it is not mastered well, the sheet will be easily deformed and the scrap rate will be high.
The upper and lower molds of the heat setting machine have heating plates to maintain a constant temperature during operation. After placing the sheet, the movable heating plate moves to the top of the sheet to preheat the sheet and make it soft before closing the mold for heat setting!
c. Fitting between sheet and cavity
The sheet size is slightly smaller than the final part size. —The most important principle! ! !
In this way, it is easier for the sheet to be placed into the mold cavity and it can be fully stretched. If there are wrinkles, the finished product will be defective.
2. Mold shrinkage
Generally, the shrinkage of ABS and PMMA is 0.5%. If you are making an IMD mold, since the surface of the product must be covered with a layer of PET film, obviously the thermal shrinkage rates of the two are different.
According to my experience, the shrinkage of products produced by IMD molds is smaller than that of ordinary molds, and 0.3% is more appropriate. Because the plastic substrate is wrapped by the sheet during injection molding, which hinders the shrinkage of the plastic.
3. Sheet Forming Mold Design
a. Using the product picture, in pro/e (or other 3D software), according to the thickness of the sheet, offset the product surface inward to obtain the 3D picture of the sheet.
b. According to the 3D drawing of the sheet, unfold it to make a die, film, etc. for punching out the sheet.
c. Separate the mold according to the 3D drawing of the sheet.
d. Manufacturing molds
What are the characteristics of IMD injection molding?

① The product has excellent durability and scratch resistance.
② Complex appearance images can be easily completed and consistency is ensured, which cannot be achieved by other processes.
③ The product can be produced in a variety of colors, even in small quantities. It can print more than four colors and can also print metallic inks.
④ The product can have various design changes without the need for additional molds, resulting in significant cost savings.
⑤ One-piece molding eliminates the need for color separation and disassembly, which speeds up the design and development process.
⑥ The product has high color contrast and the plastic material allows light transmission, making it suitable for use as screens and light guide columns.
⑦ The product has excellent chemical resistance due to its extremely durable and flexible surface printing. The image is actually printed on the inside of the film.
⑧ Plastics and films can be recycled and reused.
⑨ The product can meet precision requirements and enable efficient mass production through automation.
The top tips for IMD injection molding
Since the temperature that IMD ink can withstand is 250~260℃ for 3~4 seconds, when designing the injection mold, it is necessary to consider the injection pressure, injection time, gate size and quantity and the physical properties of the material. In order to achieve low injection pressure and short injection time, the following methods can be considered:

① The shorter the runner design, the better, and hot runner is the best.
② You can make the gate area bigger or use multi-point gates.
③ Choose plastic that flows better and inject at a lower temperature.
④ Add ink at the gate to stop the ink from being flushed out.
⑤ The IMD injection mold cavity and mold shape must match.
⑥ Avoid choosing the highest stretch point for the injection material. It’s usually at the four corners. That’s where it’s thinner, expands and contracts more, and causes wrinkles.
⑦ There’s not much variation in the injection conditions for IMD, so it’s better to use an injection molding machine with better control. The plastic’s physical properties should also be consistent. corners) because it’s thinner, expands and contracts more, and causes wrinkles.
⑧ Because FILM expands and contracts when it gets hot and cold, the mold temperature can’t be too high when you’re molding it. It’s a good idea to use a mold temperature machine.
⑨ Because there’s film inside, the thicker the place, the more it shrinks. So, you can’t solve the shrinkage problem by using traditional methods like holding pressure and overpacking. You can only solve it by reducing the material and making it hollow.
Common problems and solutions in IMD injection molding
In-Mold Decoration (IMD) injection molding is a complex process that requires precise control over various parameters to achieve high-quality results. Here are some common problems and solutions in IMD injection molding:
| Common Problems | Causes and Solutions |
|---|---|
| The pattern ink is scattered (washed) away during IMD injection molding | IMD ink is dry and doesn't let anything through. It has leftover solvents and air bubbles. When you're injection molding, the ink spreads and doesn't stick to the sheet as well. |
| IMD silver ink takes longer to dry | |
| As the IMD sheet gets thicker, the area where the ink spreads out gets bigger. | |
| It depends on whether the gate design has a good structure, shape, and distribution. | |
| It depends on the plastic temperature. When the injection resin temperature goes up, the area that gets washed away goes down. The temperature setting depends on the plastic type and injection mold structure. | |
| IMD ink layer printed too thin | |
| IMD ink itself is not resistant to high temperatures | |
| The plastic is not dehumidified before injection molding, causing bubbles to appear during injection molding. | |
| Improper viscosity adjustment of the ink before screen printing results in pinholes and poor leveling in the ink layer. | |
| IMD doesn't stick very well and the sheet comes apart easily. | There is residual solvent in the ink |
| The temperature, pressure, and cooling system on the injection molding machine aren't controlled right. | |
| The silver ink has too much color or doesn't match the injection molding process. | |
| The ink doesn't stick to the substrate very well. | |
| No printed IMD water-based adhesive | |
| Mirror ink is too close to the curved edge | |
| The plastic has moisture in it. | |
| The adhesion of ink is related to the temperature of injection resin | |
| Mirror ink has no mirror effect | |
| The sheet (substrate) can't handle the solvents in the mirror ink. | |
| It should be dried immediately after printing | |
| Mirror ink should be printed with water-based adhesive | |
| To make the ink stick better and get a mirror effect, add a hardener to the water-based adhesive. But use it all up within two hours of adding the hardener. | |
| When embossing, the ink breaks | The corner of the punch is too sharp and should have a certain arc. |
| The ink isn't soft enough. | |
| The ink isn't dried right. For example, UV ink gets cured too much. |

Resources for The Complete Guide IML Injection Molding Manufacturing
What are the characteristics of IML process?
IMD/IML technology: It is a new type of in-mold decoration technology that combines screen printing, molding and injection molding. When decorating products, in-mold decoration (IMD/IML) is the most effective and cost-saving method.
It is widely used in communication products (such as mobile phone lenses, decorative parts, casings, etc.), household appliances (window panels, button panels, decorative panels, etc.), medical equipment (window lenses, casings, decorative parts, etc.) and automobile dashboards.
IMD/IML products have the advantages of high definition, good three-dimensional effect, scratch-resistant surface, the ability to change the design pattern at will, enhance the beautiful appearance of the product, and reflect the perfect special-shaped structure. They are widely used in mobile phone lenses, casings, etc. that require 3D The appearance of the product. Solve the special-shaped effects and multiple colors that could not be achieved by acrylic flat panels in the past.
In-mold decoration has become a great alternative to many traditional processes because of its wide application: traditional decoration methods such as thermal transfer, direct surface printing, surface spraying, direct electroplating, two-color injection molding, etc. It is most suitable for 3D products, especially those that require consistent color registration patterns, backlighting, multiple colors and must be reflected on various curved surfaces, cambered surfaces and inclined surfaces.
What are the process steps of IML injection molding?
Cutting—flat printing—drying and fixing of ink—attaching protective film—punching positioning holes—thermoforming—cutting peripheral shape— injection molding process, the specific instructions are as follows:
1. Cutting:
Cut the rolled film into square blocks of the designed size for printing and molding processes.
2. Flat printing:
Create the film web according to the required icons and text, and print the icons and text on the cut square film.
3. Ink drying and fixing:
Put the printed film square in a high-temperature oven to dry and fix the IML ink.
4. Apply protective film:
Sometimes, it is necessary to apply a single or double layer of protective film to prevent scratching the surface of the printed film during the positioning hole punching process.
5. Punch positioning holes:
The thermoformed positioning holes must be punched accurately. Sometimes, the positioning holes for the shearing process need to be punched in advance.
6. Thermoforming (high pressure or copper mold):
After heating the printed film, use a high-pressure machine or copper mold to form it while it is still hot.

7. Cut the peripheral shape:
Cut the peripheral shape: Cut off the excess material from the formed three-dimensional film.
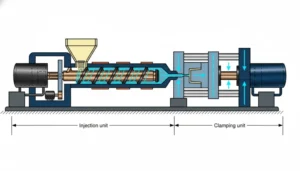
8. Injection molding process:
Injection molding: Place the molded film that has exactly the same three-dimensional shape as the front mold on the front mold, and injection mold the finished IML product.
IMD Injection Molding VS IML Injection Molding
IML (In-Mold Labeling) and IMD (In-Mold Decoration) are two popular technologies used in the packaging industry to decorate and label plastic products. Although these technologies have some similarities, they also have distinct differences. Here is a comparison of the key characteristics between IML and IMD:
| IMD Injecton Molding | IML Injecton Molding |
|---|---|
| IMD is suitable for large batches (100,000 or more) | IML production batch quantity is very flexible |
| IMD products with three-dimensional molding height of IMD pattern not exceeding 1.5MM | IML can process various complex three-dimensional productions, such as flat surfaces, curved surfaces, hemming and other products. The three-dimensional molding height of 3D patterns can reach 40MM. |
| IMD products, because the ink is screen-printed on the surface, the fonts are not easily touched. | IML ink is screen-printed in the middle layer, so the appearance is smooth and beautiful, the more you touch it, the brighter it becomes. It has excellent scratch resistance, and the pattern and color can be changed at any time during production. |
| IMD can only screen print the same process as hot stamping paper, and cannot change its screen printing color. | IML's ink colors are unlimited, and the screen printing color can be changed at will in the same batch of production. |
| IMD cannot make button products | IML can make products with buttons |
| The overall development time of IML is short (molding, punching and other molds can be developed while developing the injection mold, and other auxiliary processes can be completed at the same time); several parts can be produced together, so the cost is relatively reduced; because there are no hooks, Products with relatively thin thickness can be produced. | The overall development time of IMD is longer |
What are the advantages and disadvantages of IML process
In-Mold Labeling (IML) is a popular packaging technology used in various industries, including food, beverage, cosmetics, and pharmaceuticals. Here are the advantages and disadvantages of the IML process:
| Advantages | Disadvantages |
|---|---|
| Film production cycle is short and can express multiple colors | Long initial period |
| Patterns and colors can be changed at any time during production | It is easy to cause the film to fall off, twist and deform, etc. |
| The outermost layer of IML is FILM, and the ink is screen-printed on the middle layer. The appearance is smooth and beautiful, the more you touch it, the brighter it becomes, and it has excellent scratch resistance. | During the production process, the product defect rate is high |
| IML production batch quantity is very flexible and suitable for small-volume production of multiple varieties |
The complete guide to IML injection molding
① Injection molding thickness: It is recommended that the average flesh thickness should not be less than 1.2 mm (1.0 mm excluding Film)
② Film thickness specifications: 0.1 mm, 0.125 mm, 0.175 mm
③ Film single-piece printing is more suitable for small quantities and various design occasions.
④ This method is not suitable for metallic colors such as electroplated silver if the appearance color is bright silver, as it may easily cause the film to peel off due to high and low temperatures.
⑤ The size of the outer edge of the film is absolutely related to the size of the mold cavity. If it is too small or too large, it will cause the mold cavity to be stretched during injection and produce edge leakage.
⑥ The minimum diameter of the round hole on the lens is Φ1.0 mm.
⑦ Lens P.L is generally located at the bottom of the Lens. If there is a problem with the draft angle, it can be located 0.2 mm from the lower edge of the Film coating.
⑧ The draft angle of Lens is generally 3 degrees.
⑨ For the situation where the appearance of the Lens is different, the Film must be formed in advance.
⑩ Rounded corner design: The appearance of IML molding cannot create a sharp appearance. The appearance outline should avoid sharp corners, so there cannot be sharp corners in the design. The corners of the product must have a rounded corner (at least 0.3R)
⑪ Hemming problem: Hemming refers to the edge where the film and plastic come together. This edge may not be very clean after injection molding. Therefore, when we design products using IML, we can cover the edge with plastic parts.
⑫ Surface wear resistance hardness requirement: above 3H
How to test and verify IML products?
Testing and verifying IML products is important to make sure they meet the standards and specifications. Here are ways to test and verify IML products:

Hardness Test: Use a polished 2H~3H pencil with a force of 500g and push it flatly towards the surface of the product at an angle of 45 degrees. If the surface doesn’t have any obvious scratches or scratches, it’s considered qualified.
Temperature Test: Place the product in a furnace with a relative humidity of 95%~100% and a temperature of 57±3°C for 48 hours. If there is no burst, discoloration, deformation, color loss, loss of function, etc., it is qualified.
Wear Resistance Test: Aim a rubber with a weight of 500g on the surface of the product, and rub it back and forth 300 times (one back and forth is one time) at the same position with a length of 2 inches. If there is no obvious bottoming on the surface, it is considered qualified.
Sand Washing Test: The fixed test coating is placed at a 45-degree angle with the friction instrument, and the coating surface is washed with the sand amount and flow rate (2 liters/21~23.5 seconds) specified in the product reliability specifications until 500ml of sand grains are reached. The material under the paint can be seen as serious, and after being washed to 100ml of sand, the material under the paint can be seen as slight; if the minor defect exceeds 20% of the total number of samples, it is unqualified, and if the serious defect exceeds the total number of samples, it is unqualified.

Injection Molding Supplier Communication Checklist from RFQ to Production
Communicating with an injection molding supplier shouldn’t feel like guessing. Yet most buyers we talk to say the same thing: “I sent the RFQ, but the quote came back wrong”

Injection Molding Supplier Buyer Checklist Guide for Overseas Buyers Before Tooling Payment
Sending a tooling payment to an overseas injection molding supplier is the moment your project transitions from evaluation to commitment. Get it right, and you have a reliable manufacturing partner
Injection Molding Supplier Capability Matrix: Machines, Materials, Tooling, and QA
After two decades of running our factory in Shanghai, we’ve seen too many sourcing decisions go wrong. Companies pick injection molding1 suppliers based on price alone, or impressive facility tours,
Optimization Solutions Provided For Free
- Provide Design Feedback and Optimization Solutions
- Optimize Structure and Reduce Mold Costs
- Talk Directly With Engineers One-On-One

