 İçeriğe geç
İçeriğe geç 

Giriş: Hassas enjeksiyon kalıplama, hassas kalıplar ve hassas makineler gerektiren bir plastik enjeksiyon kalıplama yöntemidir. Bu blogun içeriğinde kavramlar, özellikler, etkileyen faktörler, plastik malzeme seçimi, hassas kalıplar ve hassas plastik enjeksiyon makinelerinin özellikleri yer almaktadır.

Hassas Enjeksiyon Kalıplama Kavramı
Hassas enjeksiyon kalıplama bir yöntemdir enjeksiyon kalıplama Kalıplanan parçaların boyutsal tekrarlanabilirliğinin o kadar yüksek olduğu durumlarda, genel amaçlı bir enjeksiyon kalıplama makinesi ve geleneksel enjeksiyon kalıplama işlemleri kullanılarak gereksinimlerin karşılanması zordur.
Hassas enjeksiyon kalıplama, geleneksel enjeksiyon kalıplamadan farklıdır. Polimer malzemelerin hızlı gelişimine dayanır ve enstrümantasyon ve elektronik alanlarında yüksek hassasiyetli metal parçaların yerini almak için hassas plastik parçalar kullanır.

Hassas enjeksiyon ürünleri için mevcut tanım göstergeleri ürün boyutu tekrarlanabilirliği ve ürün kalitesi tekrarlanabilirliğini içerir.

Katı Toleranslar
Enjeksiyon kalıplama kullanarak parça tasarlarken ve üretirken, boyutları ve toleransları doğru ayarlamak çok önemlidir. Aksi takdirde, parçalarınız çalışmayabilir veya arızalanabilir. Bu özellikle plastik enjeksiyon kalıplamadan yapılan karmaşık parçalar için geçerlidir.

Sıkı toleranslar önemli bir konudur. Enjeksiyon kalıplama için tipik toleranslar +/-0,1 mm'dir ve çok sıkı toleranslar +/-0,025 mm'dir. Genel bir kural olarak, hassas enjeksiyon kalıbının boyutsal toleransı, ürünün boyutsal toleransının 1/3'ünden daha az olacak şekilde kontrol edilmelidir.
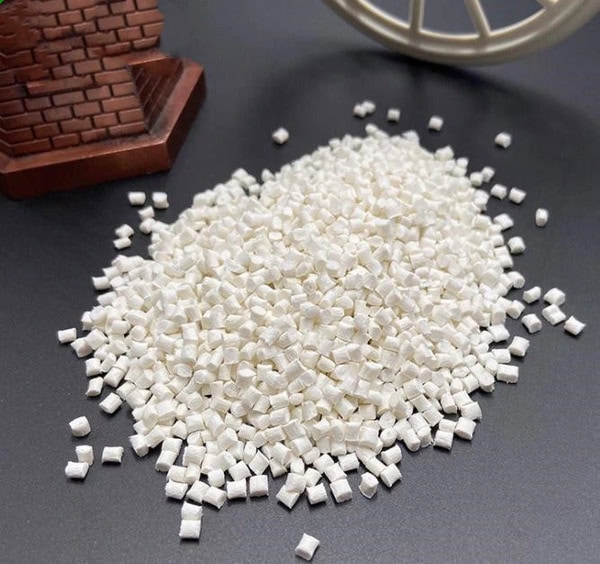
Malzeme Seçimi
Hassas enjeksiyon kalıplama için plastik seçimi zor olabilir. Plastik ürünlerin büzülme oranı kalıplama sırasında çok değişebilir. Farklı plastik türleri, kullanılan polimer ve katkı maddelerinin türleri ve miktarları nedeniyle enjeksiyon kalıplama sırasında farklı akış özelliklerine ve oranlarına sahiptir.

Bu, aynı plastiği aynı miktarlarda kullansanız bile, onunla yaptığınız ürünlerin yine de farklı şekil ve boyutlarda olabileceği anlamına gelir. Ayrıca plastiği kimin yaptığı, yılın hangi zamanı olduğu ve havanın nasıl olduğu gibi nedenlerle de farklı şekil ve boyutlarda olabilirler.

Bu nedenle, hassas enjeksiyon kalıplama için plastiklerin iyi akış özelliklerine ve kalıplama özelliklerine sahip olmasının yanı sıra, şekillerini ve boyutlarını koruyan ürünler üretmesi de gerekir. Aksi takdirde, ürünün doğru boyutta olduğundan emin olamazsınız.
Bu nedenle, enjeksiyon kalıplama ile hassas plastik ürünler yaparken, ne tür bir plastik kullandığınızı ve onu kalıplarken nasıl çalıştığını gerçekten çok iyi düşünmeniz gerekir. Çok fazla büzülmeyen ve uzun süre aynı şekil ve boyutta kalan plastikler kullanmaya çalışmalısınız.

Hassas enjeksiyon kalıplama için malzeme seçerken, yüksek mekanik mukavemete, iyi boyutsal kararlılığa, iyi aşınma direncine sahip ve çok çeşitli ortamlara uyum sağlayabilen malzemeler istersiniz.

Yaygın Olarak Kullanılan Dört Malzeme Vardır
POM ve karbon fiber takviyeli (CF) veya cam takviyeli (GF). Bu malzeme iyi sürünme direncine, iyi yorulma direncine, iyi hava direncine, iyi dielektrik özelliklere sahiptir, yanması kolay değildir ve yağlayıcıları serbest bırakmak kolaydır.

PA ve cam elyaf takviyeli PA66. Güçlü darbe direncine ve aşınma direncine, iyi akış performansına sahiptir ve 0,4 mm et kalınlığına sahip ürünler oluşturabilir. Cam elyaf takviyeli PA66 ısı direncine sahiptir (erime noktası 250°C). Dezavantajı ise nemi emmesidir. Genellikle kalıplamadan sonra kurutulmalıdır.

PBT takviyeli polyester. Kısa kalıplama süresine sahiptir. Kalıplama süresi aşağıdaki gibidir: PBT=POM=PA66=PA6.

D.PC ve GFPC. Özellikler: İyi aşınma direnci, gelişmiş sertlik, iyi boyutsal kararlılık, hava koşullarına dayanıklılık, alev geciktiricilik ve şekillendirilebilirlik.
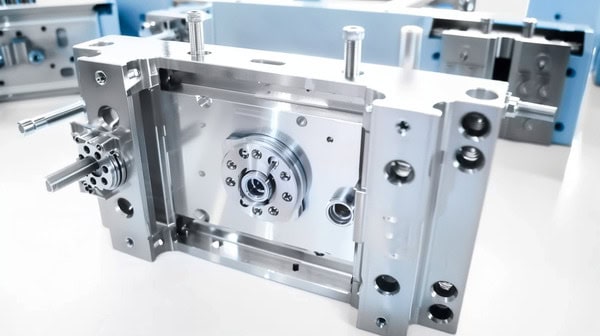
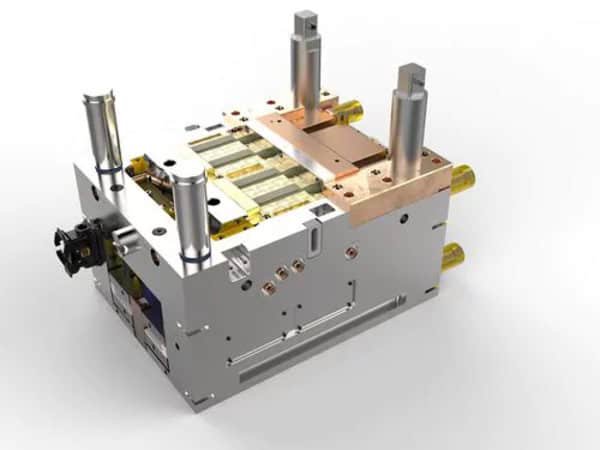
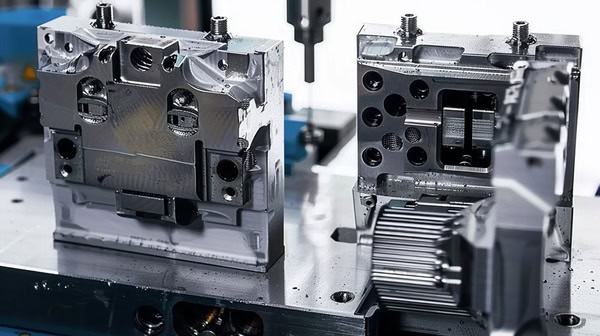
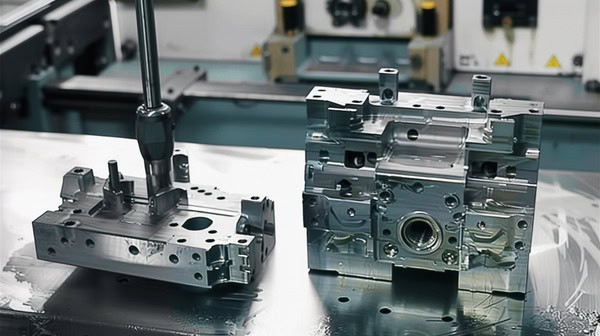
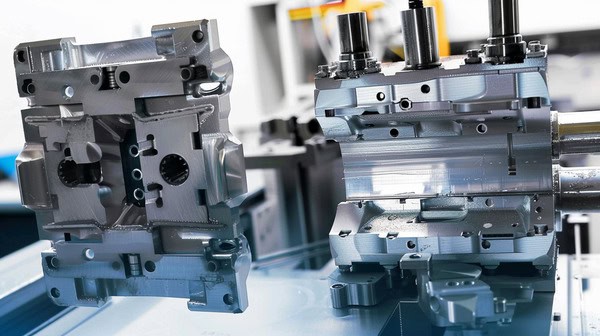
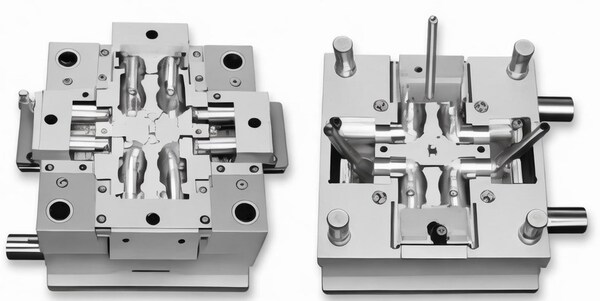
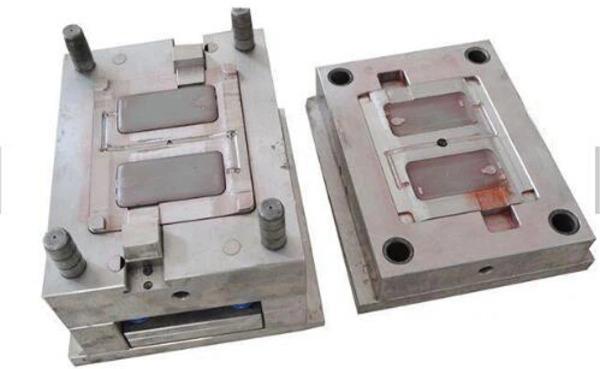
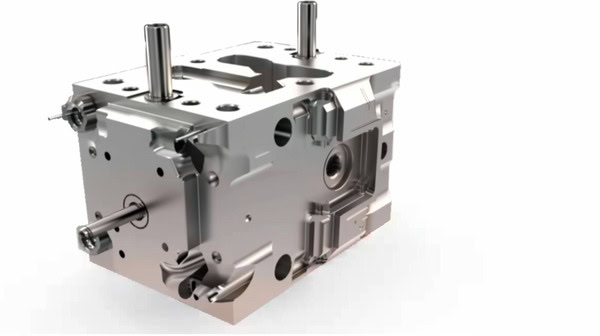
Hassas Enjeksiyon Kalıbı
Kalıp çok hassas olmalıdır. Kalıbın doğruluğu, işleme ve montaj teknolojisi ile yakından ilgilidir. Tasarım sırasında doğru teknik gereksinimleri ortaya koymazsanız veya kalıp yapısı tasarımı iyi değilse, işleme ve montaj teknolojiniz ne kadar iyi olursa olsun, kalıbın doğruluğunu garanti edemezsiniz. Hassas enjeksiyon kalıbının hassasiyetinin tasarım sorunlarından etkilenmediğinden emin olmak için aşağıdaki dört noktaya dikkat etmelisiniz:
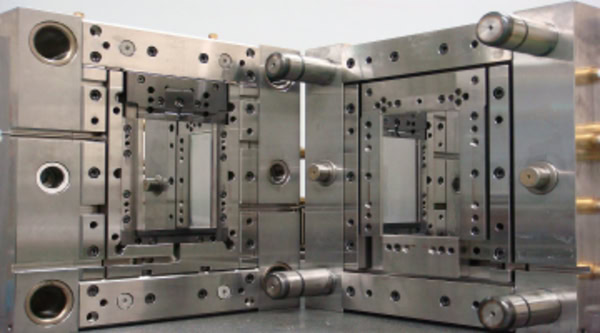
Parçaların tasarım doğruluğu ve teknik gereksinimleri ürünün doğruluğu ile uyumlu olmalıdır. Kalıp, ürünün doğruluğunu sağlamalıdır. İlk olarak, kalıp boşluğu doğruluğu ve ayırma yüzeyi doğruluğu ürünün doğruluğu ile tutarlı olmalıdır. Genel olarak, hassas enjeksiyon kalıp boşluğunun boyutsal toleransı, ürün toleransının üçte birinden az olmalıdır ve ürünün gerçek durumuna göre belirlenmesi gerekir.

Ayırma yüzeyi doğruluğu (ayırma yüzeyi paralelliği) esas olarak kalıp boşluğu doğruluğunu sağlamak için kullanılır. Küçük hassasiyetli enjeksiyon kalıpları için, ayırma yüzeyi paralelliği için teknik gereksinim yaklaşık 0.005 mm'dir. Her ne kadar kalıptaki yapısal parçalar doğrudan enjeksiyon kalıplamakalıp boşluğunun doğruluğunu ve dolayısıyla ürünün doğruluğunu etkileyecektir. Bu nedenle, yapısal parçaları için uygun ve makul doğruluk sağlanmalıdır.
Hareketli ve sabit kalıpların eşleşme doğruluğunu kontrol edin. Genel olarak, sıradan enjeksiyon kalıpları, eşleşme doğruluğunu sağlamak için esas olarak kılavuz sütun kılavuz mekanizmasına güvenir. Bununla birlikte, kılavuz pimi ile kılavuz deliği arasındaki boşluk uyumu nedeniyle, büyük veya küçük olsun, ikisi arasında her zaman belirli bir boşluk vardır. Bu boşluk genellikle kalıbın enjeksiyon kalıplama makinesine montaj doğruluğunu etkiler ve hareketli kalıp ile sabit kalıbın yanlış hizalanmasına neden olur, bu nedenle enjeksiyon kalıplama hassas ürünleri için kullanılması zordur.

Buna ek olarak, yüksek sıcaklıktaki enjeksiyon kalıplama koşulları altında, hareketli ve sabit şablonların termal genleşmesi bazen ikisi arasında yanlış hizalamaya neden olur ve sonuçta ürün doğruluğunda değişikliklere yol açar.
Hassas enjeksiyon kalıplarında, hareketli ve sabit kalıplar arasındaki yanlış hizalama en aza indirilmeli ve hareketli ve sabit kalıpların hizalama doğruluğunu sağlamak için çaba gösterilmelidir. Bir koni konumlandırma mekanizması veya silindirik bir kılavuz pim konumlandırma mekanizması ve bir kılavuz sütun kılavuz mekanizması tasarlanabilir. Kullanım için.

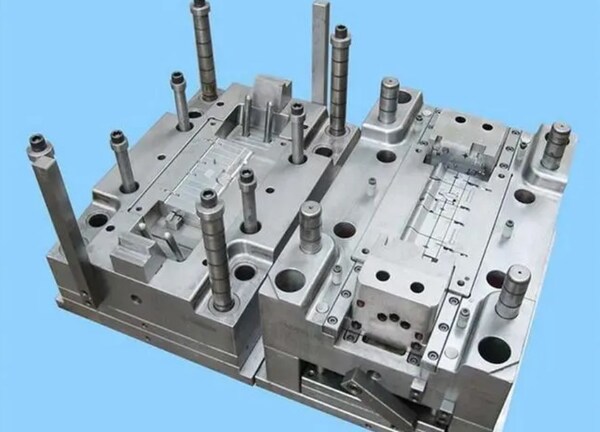
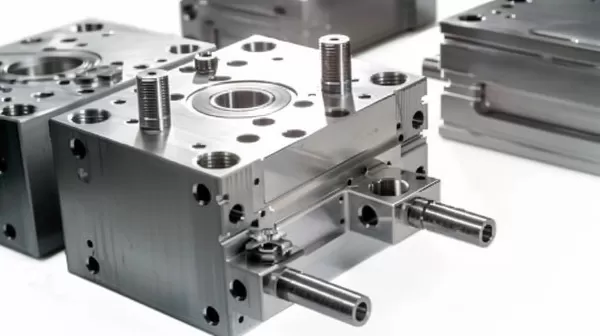
Kalıp yapısı yeterince sert olmalıdır. Hassas enjeksiyon kalıpları yeterince sert olmalıdır. Aksi takdirde, enjeksiyon basıncı veya kalıp sıkıştırma kuvveti uygulandığında çok fazla büküleceklerdir. Bu, kalıbın doğruluğunu değiştirecek ve ardından ürünün doğruluğunu etkileyecektir.
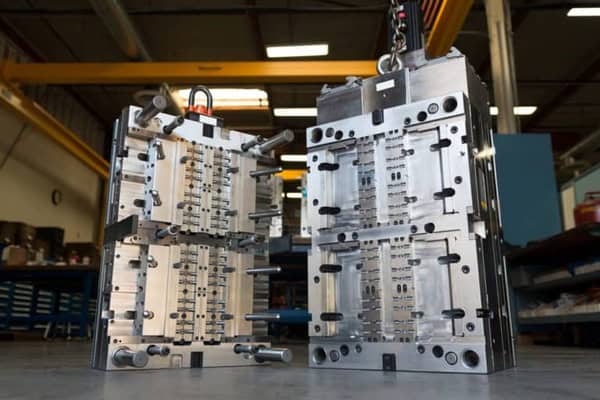
Tek parça olan kalıplar için, şekilleri, boyutları ve yapıldıkları malzeme onları yeterince sert yapmalıdır. Ek parçalara sahip kalıplar için, ne kadar sert oldukları genellikle ek parçaları yerinde tutan kalıp çerçevesine bağlıdır. Kalıp çerçevesi 40Cr alaşımlı yapısal çelikten yapılmalıdır. Yaklaşık HRC30 sertliğe kadar ısıl işleme tabi tutulmalıdır.

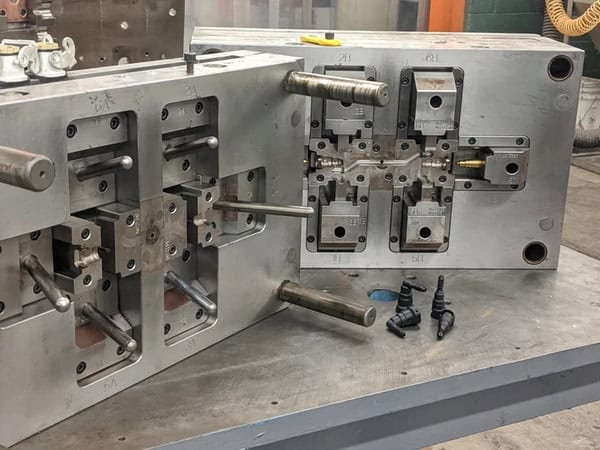
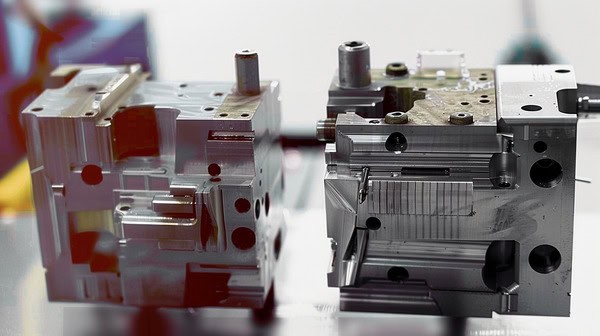
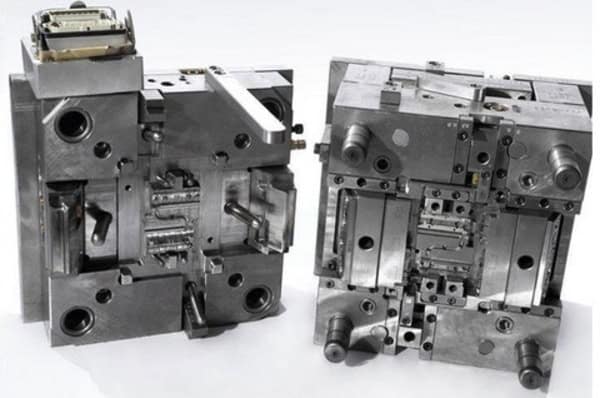
Hareketli parçaların kalıp içindeki hareketi doğru olmalıdır. Enjeksiyon kalıpları genellikle bazı hareketli kalıplama eklerine veya hareketli maçalara sahiptir. Bu hareketli parçaların hareketi yanlışsa, yani her hareketten sonra orijinal konumuna doğru bir şekilde geri dönemezlerse, kalıp parçalarının işleme doğruluğu ne kadar yüksek olursa olsun, kalıbın yapısal doğruluğu ve ürünün doğruluğu büyük ölçüde dalgalanacaktır. Bu sorunu çözmek için bazı özel hareket konumlandırma yapılarının benimsenmesi gerekir.

Hassas Enjeksiyon Makinesi
Hassas enjeksiyon kalıplama makineleri, hassas plastik ürünleri kalıplamak ve üretmek için kullanılan makinelerdir. Hassas enjeksiyon kalıplama makineleri için genellikle iki gösterge vardır: biri ürün boyutunun tekrarlanan sapması, diğeri ise ürünün tekrarlanan ağırlık sapmasıdır. İlki, farklı boyutlar ve ürün kalınlıkları nedeniyle karşılaştırılması zorken, ikincisi enjeksiyon kalıplama makinesinin genel seviyesini temsil eder.

Genel olarak, normal ağırlık tekrarlanabilirlik hatası enjeksiyon kalıplama makineleri yaklaşık 1%'dir ve daha iyi makineler 0.8%'ye ulaşabilir. Eğer 0.5%'den az ise, hassas bir makinedir ve eğer 0.3%'den az ise, ultra hassas bir makinedir. Daha önce de belirtildiği gibi, hassas enjeksiyon kalıplama makineleri genellikle 0.01 ~ 0.001 mm içinde ürün boyutsal doğruluğu gerektirir.
Hassas Enjeksiyon Makinelerinin Kontrol Açısından Özellikleri
Tekrarlama doğruluğu (tekrar üretilebilirlik) konusunda yüksek gereksinimleri olan enjeksiyon kalıplama parametreleri için çok seviyeli enjeksiyon geri besleme kontrolü kullanılmalıdır: çok seviyeli konum kontrolü; çok seviyeli hız kontrolü; çok seviyeli basınç tutma kontrolü; çok seviyeli geri basınç kontrolü; çok seviyeli vida hızı kontrolü.

Yer değiştirme sensörünün doğruluğunun 0,1 mm'ye ulaşması gerekir; bu, her enjeksiyonun doğruluğunu sağlamak ve ürünün kalıplama doğruluğunu artırmak için ölçüm strokunu, enjeksiyon strokunu ve kalan malzeme pedinin kalınlığını (enjeksiyon izleme noktası) sıkı bir şekilde kontrol edebilir.
Namlu ve nozul sıcaklık kontrolü hassas olmalı, sıcaklık artışı sırasındaki aşım küçük olmalı ve sıcaklık dalgalanması küçük olmalıdır. Hassas enjeksiyon kalıplama, sıcaklık doğruluğunun -0,5°C içinde olmasını sağlamak için PID kontrolünü kullanmalıdır.

Plastikleştirme kalitesi için gereklilikler. Plastik plastikleştirmenin homojenliği sadece enjeksiyon kalıplı parçaların kalıplama kalitesini etkilemekle kalmaz, aynı zamanda erimiş plastiğin kapıdan geçerken direncini de etkiler. Tek tip plastikleştirme elde etmek için özel bir vida ve özel plastikleştirme teknolojisinin kullanılması şarttır.
Buna ek olarak, kovanın sıcaklığı da doğru bir şekilde kontrol edilmelidir. Günümüzde, vida ve kovanın sıcaklığı çoğunlukla PID (oransal, diferansiyel, integral) ile kontrol edilmektedir. Doğruluk ±1°C içinde kontrol edilebilir, bu da temel olarak hassas enjeksiyon kalıplama gereksinimlerini karşılayabilir. FUZZY kontrolü kullanılırsa, bu yöntem hassas enjeksiyon kalıplama için daha uygundur.
Çalışma yağı yüksek bir sıcaklıkta tutulmalıdır. Yağ sıcaklığı değişirse, enjeksiyon basıncı da değişecektir. Yağ sıcaklığını 50 ila 55°C'de tutmak için, yağ sıcaklığını kontrol edebilen bir ısıtma ve soğutma sistemi kullanmanız gerekir.

Tutma basıncının etkisi. Tutma basıncının plastik parçaların kalitesi üzerinde büyük bir etkisi vardır. Başka bir deyişle, tutma basıncı plastik parçaların daha iyi dolmasına yardımcı olabilir, plastik parçaların deformasyonunu azaltabilir ve plastik parçaların doğruluğunu kontrol edebilir. Tutma basıncının stabilitesi plastik parçaların kalitesini belirler. Enjeksiyon kalıplama döngüsünün sonunda vidanın konumu ve tutma basıncının stabilitesi plastik parçaların kalitesini belirleyen en önemli iki faktördür.
Kalıp sıcaklığı kontrol gereksinimleri aynıysa, soğutma süresi de aynıysa, düşük kalıp boşluğu sıcaklığına sahip ürünün kalınlığı, yüksek sıcaklığa sahip ürünün kalınlığından daha büyük olacaktır. Örneğin, POM ve PA malzemeler için, kalıp sıcaklığı 50°C olduğunda 50-100 μm kalınlığa sahip ürünlerin kalınlığı 80°C'de 20-40 μm'ye, 100°C'de ise sadece 10 μm'ye düşer. Oda sıcaklığı hassas ürünlerin boyutsal toleranslarını da etkiler.

Hassas Enjeksiyon Makinesi Yapısal Özellikleri
Hassas enjeksiyon makineleri yüksek enjeksiyon basınçlarına sahip olduğundan, kalıp bağlama sistemi rijit olmalıdır. Hareketli ve sabit şablonların paralelliği 0,05 ~ 0,08 mm içinde kontrol edilir. Düşük basınçlı kalıp koruması ve kalıp sıkıştırma kuvvetinin doğru kontrolünü gerektirir. Kalıp sıkıştırma kuvvetinin boyutu, kalıp deformasyonunun derecesini etkiler ve bu da sonuçta parçanın boyutsal toleransını etkiler.

Kalıp açma ve kapama hızı hızlı olmalı, genellikle 60 mm/s civarında olmalıdır. Vida, vida kafası, kontrol halkası ve kovan gibi plastikleştirici bileşenler, güçlü plastikleştirme kabiliyetine, iyi homojenizasyona ve yüksek enjeksiyon verimliliğine sahip bir yapı ile tasarlanmalıdır.
Vida tahrik torku büyük olmalı ve kademesiz değişken hız kapasitesine sahip olmalıdır. Hassas enjeksiyon kalıplama makinesinin türü ne olursa olsun, ürünün boyutsal tekrarlanabilirliğini ve kalite tekrarlanabilirliğini istikrarlı bir şekilde kontrol edebilmelidir.

Hassas Enjeksiyon Kalıplamada Büzülme Sorunu
Hassas enjeksiyon kalıplı ürünler sadece boyutsal tolerans, geometrik doğruluk ve yüzey kalitesi kavramlarına sahip olmakla kalmaz, aynı zamanda tekrarlanabilirlik, gün, ay, yıl ve uygulama ortamı için istikrarlı doğruluk kavramına da sahiptir. Bu doğruluk sadece bitmiş malzemelerin özellikleri ve kalıp doğruluğu ile ilgili değil, aynı zamanda imalat doğruluğunu etkileyen kalıplama büzülmesi ile de ilgilidir.

Büzülmeyi etkileyen dört faktör vardır: termal büzülme, faz değişimi büzülmesi, oryantasyon büzülmesi ve sıkıştırma büzülmesi.
Termal Büzülme
Kalıplama malzemelerinin ve kalıp malzemelerinin doğal bir termofiziksel özelliğidir. Kalıp sıcaklığı yüksekse, ürünün sıcaklığı da yüksek olacak ve gerçek büzülme oranı artacaktır. Bu nedenle, hassas enjeksiyonun kalıp sıcaklığı çok yüksek olmamalıdır.
Faz Değişimi Büzülmesi
Faz değişim büzülmesi, kristalin reçinenin oryantasyon işlemi sırasında polimerin kristalleşmesi nedeniyle özgül hacmin azalmasından kaynaklanır ve buna faz değişim büzülmesi denir.
Kalıp sıcaklığı yüksektir, kristalinite yüksektir ve büzülme oranı büyüktür; ancak diğer yandan, artan kristalinite ürünün yoğunluğunu artıracak, doğrusal genleşme katsayısını azaltacak ve büzülme oranını düşürecektir. Bu nedenle, gerçek büzülme oranı ikisinin birleşik etkisiyle belirlenir.
Oryantasyon Büzülmesi
Moleküler zincirlerin akış yönünde zorla gerilmesi nedeniyle, makromoleküller soğutulduğunda yeniden kıvrılma ve toparlanma eğilimindedir ve yönlendirme yönünde büzülme meydana gelecektir. Moleküler oryantasyon derecesi enjeksiyon basıncı, enjeksiyon hızı, reçine sıcaklığı ve kalıp sıcaklığı ile ilgilidir. Ancak asıl önemli olan enjeksiyon hızıdır.
Sıkıştırmadan Kaynaklanan Büzülme
sıkıştırma büzülmesi ve elastik geri kazanım. Plastikler genellikle sıkıştırılabilir, yani yüksek basınç altında özgül hacimleri önemli ölçüde değişir. Normal sıcaklıklarda, kalıplanmış bir ürün üzerindeki basıncın artırılması özgül hacmini azaltacak, yoğunluğunu artıracak, genleşme katsayısını düşürecek ve büzülme oranını önemli ölçüde azaltacaktır.
Bu sıkıştırılabilirliğe karşılık gelen kalıplama malzemesi, ürünün büzülmesini azaltan elastik bir geri kazanım etkisine sahiptir. Bir ürünün kalıp çekmesini etkileyen faktörler kalıplama koşulları ve çalışma koşulları ile ilgilidir.
Hassas Enjeksiyon Kalıplamanın Özellikleri
Hassas enjeksiyon kalıplamanın proses özellikleri temel olarak yüksek enjeksiyon basıncı, hızlı enjeksiyon hızı ve hassas sıcaklık kontrolüdür.
Yüksek Enjeksiyon Basıncı
Testler, farklı plastik çeşitleri, şekilleri ve boyutları için, hassas enjeksiyon kalıplama için gereken basıncın 180-250MPa olması gerektiğini kanıtlamıştır (sıradan enjeksiyon kalıplama için kullanılan enjeksiyon basıncı genellikle 40-200MPa'dır). Bazı özel durumlarda, daha yüksek olması gerekir. En yükseği yaklaşık 450MPa'ya ulaşmıştır.
Hızlı Enjeksiyon Hızı
Enjeksiyon hızı sadece ürünün verimliliğini önemli ölçüde etkilemekle kalmaz, daha da önemlisi, ürünün boyutsal toleransını azaltabilir. Enjeksiyonla kalıplanmış parçaların doğruluğunu artırmak için, özellikle karmaşık şekilli ürünlerin kalıplanması için, son yıllarda değişken hızlı enjeksiyon geliştirilmiştir, yani enjeksiyon hızı değişir ve değişen kuralları parçanın yapısal şekline ve plastiğin performansına göre belirlenir.

Sıcaklık Kontrolü Hassas Olmalıdır
Sıcaklık, ürün kalıplama kalitesi üzerinde büyük bir etkiye sahiptir ve enjeksiyon kalıplama için üç büyük işlem koşulundan biridir. Hassas enjeksiyon kalıplama için sadece sıcaklık sorunları değil, aynı zamanda sıcaklık kontrol doğruluğu sorunları da vardır.
Açıkçası, hassas enjeksiyon kalıplama işlemi sırasında, sıcaklık kontrolü doğru değilse, plastik eriyiğin akışkanlığı ve ürünün kalıplama performansı ve büzülme oranı sabit olmayacaktır, bu nedenle ürünün doğruluğu garanti edilemez.

Bu açıdan bakıldığında, hassas enjeksiyon kalıplama kullanılırken, namlu ve nozulun veya enjeksiyon kalıbının sıcaklık aralığı sıkı bir şekilde kontrol edilmelidir. Örneğin, hassas enjeksiyon kalıplamada, namlu ve nozülün sıcaklığını kontrol etmek için bir PID kontrolörü kullanılır ve sıcaklık dalgalanma aralığı 1 ° C içinde kontrol edilirken, sıradan enjeksiyon kalıplama makineleri için sıcaklık 20 ° C ila 300 ° C'ye ulaşabilir.

Hassas enjeksiyon kalıplama üretimi yaparken, ürünün doğruluğunu sağlamak için, namlu, nozul ve kalıbın sıcaklığını sıkı bir şekilde kontrol etmenin yanı sıra, ortam sıcaklığının kalıptan çıkarıldıktan sonra ürünün doğruluğu üzerindeki etkisine de dikkat etmeliyiz.

Hassas Enjeksiyon Kalıplamada Karşılaşılan Zorluklar
Plastik Büzülme Oranı
Hassas plastik ürünler tasarlarken, plastiğin çekme oranını göz önünde bulundurmak gerekir.
Hassas Enjeksiyon Kalıplama Plastikleri Seçimi
Plastik ürünlerin büzülme oranı, kalıplama işlemi sırasında büyük ölçüde dalgalanır. Ayrıca, farklı plastiklerde kullanılan farklı polimer ve katkı maddeleri nedeniyle, enjeksiyon kalıplama sırasında akış özellikleri ve kalıplama özellikleri de farklı olacaktır.
Büyük Farklılıklar Var , Üretici, fabrika sezonu ve çevre koşulları gibi faktörlerin etkisi nedeniyle, kalıplanmış ürünlerin şekil ve boyut kararlılığı ile ilgili sorunlar da vardır.
Ürün Şekli ve Boyutu
Plastik parçaların şekli ve boyutu, parçaların hassasiyeti üzerinde büyük bir etkiye sahiptir. Üretim pratiği, ürünün şekli ve boyutu ne kadar karmaşıksa hassasiyetin o kadar düşük olduğunu göstermektedir.
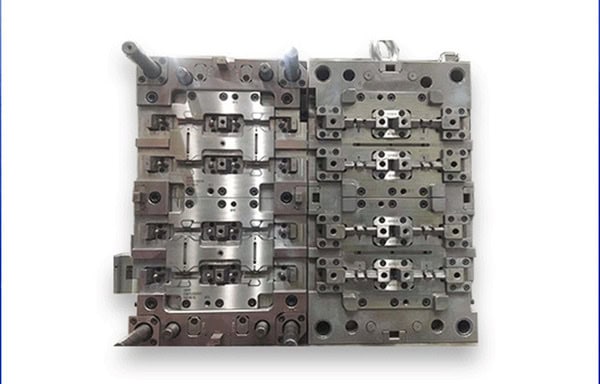
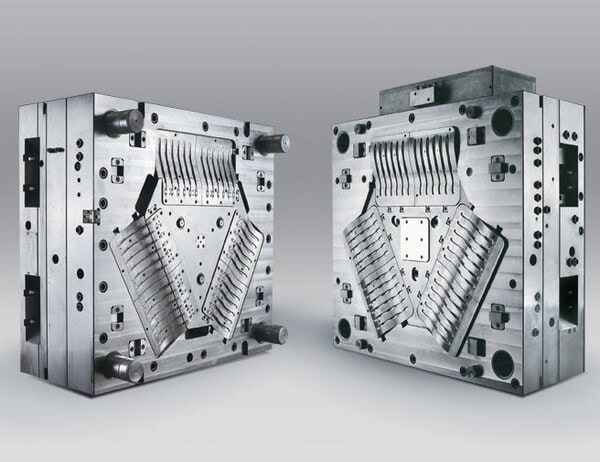
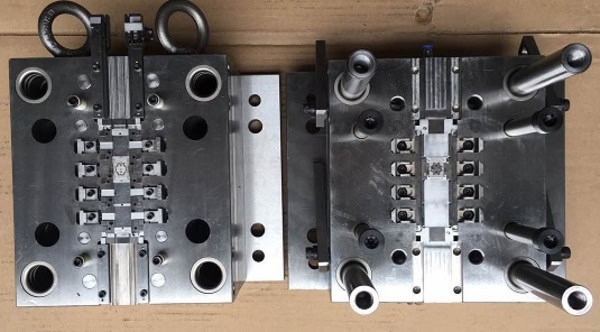
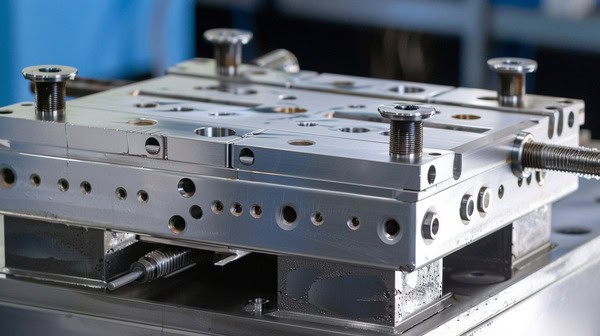
Kalıp Yapısı
Enjeksiyonla kalıplanmış parçaların doğruluğu, kalıp boşluklarının ve üretim partilerinin sayısı ile yakından ilgilidir. Ayrıca, tek boşluklu kalıp yapılarının doğruluğunun çok boşluklu kalıp yapılarından daha yüksek olduğunu ve küçük parti üretiminin doğruluğunun büyük parti üretiminin doğruluğundan daha yüksek olduğunu göstermektedir.
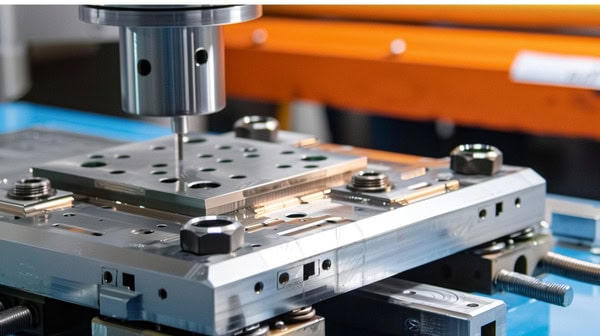
Kalıp İşlemenin Doğruluğu
Enjeksiyon kalıplı ürünler oluşturulduğunda, kalıp boşluğunda oluşturulurlar. Ürünün doğruluğu hiçbir zaman kalıp boşluğunun doğruluğunu aşmayacaktır. Genel olarak, enjeksiyon kalıplı ürünlerin doğruluğu kalıbın doğruluğundan bir ila iki tolerans seviyesi daha düşüktür.
Mevcut kalıp üretim teknolojisi söz konusu olduğunda, çoğu kalıp boşluğu, gerekli en yüksek hassasiyeti elde edebilen yüksek hızlı frezeleme, taşlama, parlatma veya elektrikli işleme ile üretilmektedir.

Enjeksiyon Kalıplama Makinesi
Hassas enjeksiyon kalıplama, ürünlerin yüksek doğrulukta olmasını gerektirir. Bu nedenle, genellikle özel hassasiyette gerçekleştirilmeleri gerekir enjeksiyon kalıplama Makineler. Hassas enjeksiyon kalıplama makinesinin enjeksiyon gücü büyük olmalı, kontrol doğruluğu yüksek olmalı, hidrolik sistemin tepki hızı hızlı olmalı ve kalıp bağlama sistemi yeterli sertliğe sahip olmalıdır.
Sonuç
Sonuç olarak, hassas enjeksiyon kalıplamayı etkileyen sıkı toleranslar, malzeme seçimi, hassas enjeksiyon kalıpları, hassas enjeksiyon makineleri, hassas enjeksiyon kalıplamada büzülme sorunları ve benzeri gibi hassas enjeksiyon kalıplamayı zorlaştıran birkaç temel faktör vardır.







