 İçeriğe geç
İçeriğe geç 

**Kaburgalar**, toplam duvar kalınlığını artırmadan yapısal güç ve sertlik eklemek için plastik parçalara entegre edilmiş ince, duvar benzeri özelliklerdir. Kaburga tasarımının altın kuralı, nominal duvar kalınlığının **40% ila 60%** arasında bir kaburga kalınlığını korumaktır. Bu oranın ihlal edilmesi genellikle **çukur izleri** gibi kozmetik kusurlara yol açar. Uygun çekim açıları (0,5°-1,5°) ve taban yarıçapları kalıp çıkarma ve gerilimin azaltılması için gereklidir.
Tanım Plastik Kaburgalar
Bu bağlamda Enjeksiyon Kalıplama, a Kaburga plastik bir parçanın duvarına veya düzlemine dik olarak uzanan yapısal bir özelliktir. Birincil işlevi, tüm duvar kalınlığının artırılması durumunda ortaya çıkacak olan önemli ağırlık veya döngü süresi eklemeden bileşenin bükülme sertliğini (atalet momenti) artırmaktır.
Kaburgalar ayrıca erimiş plastiğe yardımcı olmak için akış liderleri olarak da kullanılır - örneğin Polipropilen (PP) veya Akrilonitril Bütadien Stiren (ABS)-Kalıp boşluğunun ince bölümlerinin doldurulmasında.
Temel Tasarım Parametreleri ve Yönergeleri
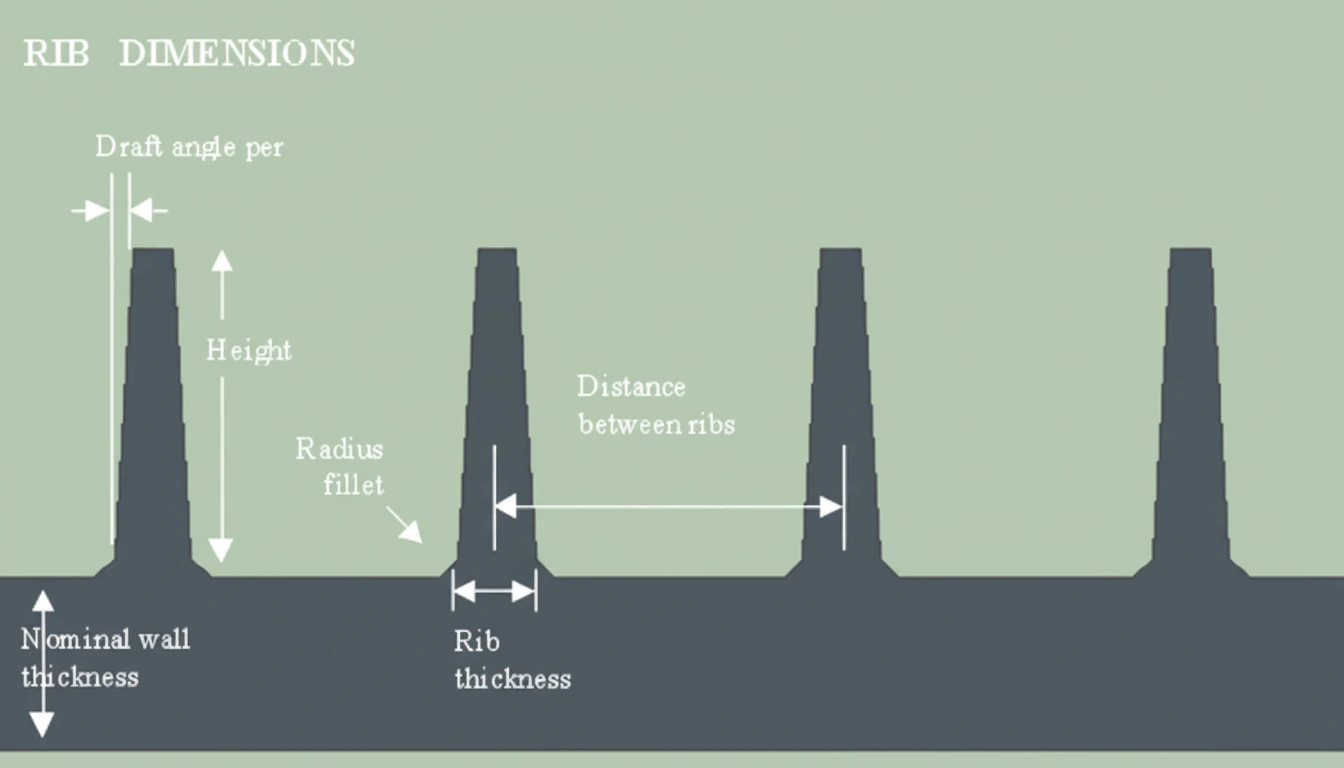
İmalat hatalarını önlemek için, nervür geometrisi aşağıdakilere göre belirli oranlara sıkı sıkıya bağlı olmalıdır Nominal Duvar Kalınlığı (t).
| Parametre | Önerilen Değer / Aralık | Anahtar Notlar |
|---|---|---|
| Kaburga Kalınlığı (w) | 40% - 60% nominal duvar (t) | 60%'nin aşılması aşağıdaki riskleri artırır Lavabo izleri1 görünür yüzeyde (A tarafı). |
| Kaburga Yüksekliği (h) | Maks 3,0 × nominal duvar (t) | Aşırı yükseklik daha yüksek enjeksiyon basıncı gerektirir ve gaz tutma riskleri yaratır; derin kaburgaların soğutulması zordur. |
| Çekim Açısı | Taraf başına 0,5° ila 1,5° | Fırlatma için gereklidir. Sadece kaburga yüzeyi dokulu veya yüksek kalitede cilalanmışsa çekişi azaltın. |
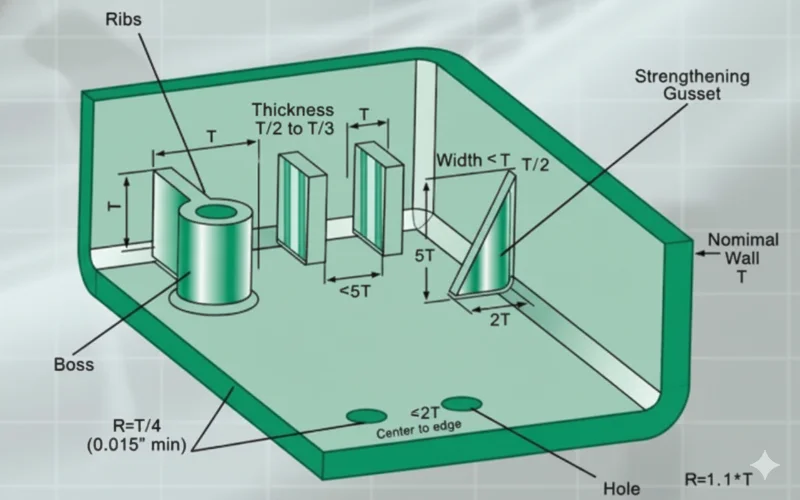
| Taban Yarıçapı (Fillet) | 0,25 × nominal duvar (t) | Gerilim konsantrasyonlarını azaltmak ve akışı iyileştirmek için minimum 0,25 mm yarıçap tavsiye edilir. |
| Kaburga Aralığı | Min 2,0 × nominal duvar (t) | Çok yakın aralıklar, kalıpta soğutulması zor "çelik kasa" alanları oluşturur (ısı alıcıları). |
| Uç Kalınlığı | Min 0,75 mm | Ucun gaz tahliyesine izin verecek ve kısa atışları önleyecek kadar kalın olduğundan emin olun. |
Çökme izlerini önlemek için nervür kalınlığı bitişik duvar kalınlığının 40% ile 60% arasında tutulmalıdır.Doğru
Nervürün duvardan daha ince tutulması, kesişme noktasındaki malzeme kütlesini en aza indirerek eşit soğutma sağlar ve yüzey çöküntülerini önler.
Nervürleri ana duvar kadar kalın yapmak, en iyi yüzey kalitesine sahip en güçlü parçayı oluşturur.Yanlış
Kalın nervürler, yavaş soğuyan sıcak noktalar oluşturarak malzemenin içe doğru büzülmesine ve karşı yüzeyde gözle görülür batma izleri oluşmasına neden olur.
Avantajlar ve Dezavantajlar
Nervürlerin etkili bir şekilde kullanılması, yapısal ihtiyaçlarla kozmetik gereksinimlerin dengelenmesini gerektirir.
| Avantajlar | Dezavantajlar |
|---|---|
| Geliştirilmiş Sertlik: Tüm parçayı kalınlaştırmadan sertliği önemli ölçüde artırır. | Sink Mark Riskleri: Uygun olmayan kalınlık oranları (>60%) görünür yüzey çöküntülerine yol açar. |
| Malzeme Tasarrufu: Küresel duvar kalınlığını arttırmaktan daha az plastik reçine kullanır. | Kalıp Karmaşıklığı: Kalıp takımında derin nervür yuvalarını kesmek için EDM (Elektrikli Deşarj İşleme) gerektirir. |
| Çevrim Süresi Azaltımı: Daha ince kaburgalar, kalın bir katı duvara göre daha hızlı soğur. | Fırlatma sorunları: Yetersiz hava akımı olan derin kaburgalar kalıba yapışabilir. |
| Warp Direnci: Düzgün yerleştirilmiş nervürler (örn. çapraz tarama) parça düzlüğünün korunmasına yardımcı olur. | Stres Konsantrasyonu: Nervür tabanındaki keskin köşeler yük altında parça arızasına yol açabilir. |
Yaygın Uygulama Senaryoları
- Elektronik Muhafazalar: Dizüstü bilgisayar kasalarında veya uzaktan kumandalarda ince duvarların güçlendirilmesi Polikarbonat (PC) düşme testlerini geçmek için.
- Otomotiv Döşeme: Esnekliği ve titreşimi önlemek için büyük, düz gösterge panellerinin veya kapı kaplamalarının sertleştirilmesi.
- Tüketici Ambalajları: İnce duvarlı konteynerlerin veya kasaların kenarlarının ve tabanlarının güçlendirilmesi.
- Yapısal Braketler: Dahili cihaz bileşenlerinde (örn. çamaşır makinesi dişlileri) ağır yüklerin desteklenmesi.
- Dişli Ağlar: Radyal mukavemeti korurken plastik dişlilerde kütlenin azaltılması.
Adım Adım Tasarım Süreci
En uygun şekilde nervürleri CAD tasarımınıza entegre etmek için bu iş akışını izleyin Üretim için Tasarım (DFM)2.
- Nominal Duvar (t) oluşturun: Parçanızın taban duvar kalınlığını tanımlayın (örneğin, 3,0 mm).
- Kaburga Kalınlığını (w) hesaplayın: t değerini 0,5 ile çarpın (50%). İdeal olarak, tabandaki nervür kalınlığını 1,5 mm olarak ayarlayın.
- Yüksekliği Belirleyin: Nervürün 3 × t'den (örn. 9,0 mm) daha uzun olmadığından emin olun. Daha fazla mukavemet gerekiyorsa, tek bir uzun nervür yerine birden fazla kısa nervür kullanın.
- Taslağı uygulayın: Parçanın serbest kalmasını kolaylaştırmak için nervürün her iki tarafına en az 0,5°'lik bir çekim açısı ekleyin.
- Filetoları (Radius) ekleyin: Gerilimi dağıtmak için nervürün duvarla buluştuğu tabana 0,25 × t (örn. 0,75 mm) yarıçap ekleyin.
- Aralığı kontrol edin: Birden fazla nervür kullanılıyorsa, uygun kalıp soğutma kanallarına izin vermek için aralarındaki boşluğun en az 2 × t (örneğin, 6,0 mm) olduğundan emin olun.
Nervürlere taban yarıçapları (filetolar) eklemek mekanik gerilim yoğunlaşmasını önemli ölçüde azaltır ve malzeme akışına yardımcı olur.Doğru
Keskin köşeler çatlakların başladığı stres yükselticileri olarak işlev görür; yarıçaplar yükü dağıtır ve erimiş plastiğin nervür özelliğine düzgün bir şekilde akmasına yardımcı olur.
Nervürler her zaman herhangi bir çekme açısı olmaksızın kalıp açma yönüne paralel olarak yönlendirilmelidir.Yanlış
Nervürler genellikle çekişe paralel olsa da, bir çekim açısı zorunludur. Çekim olmadan, vakum etkisi ve sürtünme nervürün fırlatma sırasında kalıba yapışmasına neden olacaktır.
SIKÇA SORULAN SORULAR: Enjeksiyon Kalıplama Nervür Tasarımı
S1: Kaburgalar neden karşı tarafta batma izlerine neden olur?
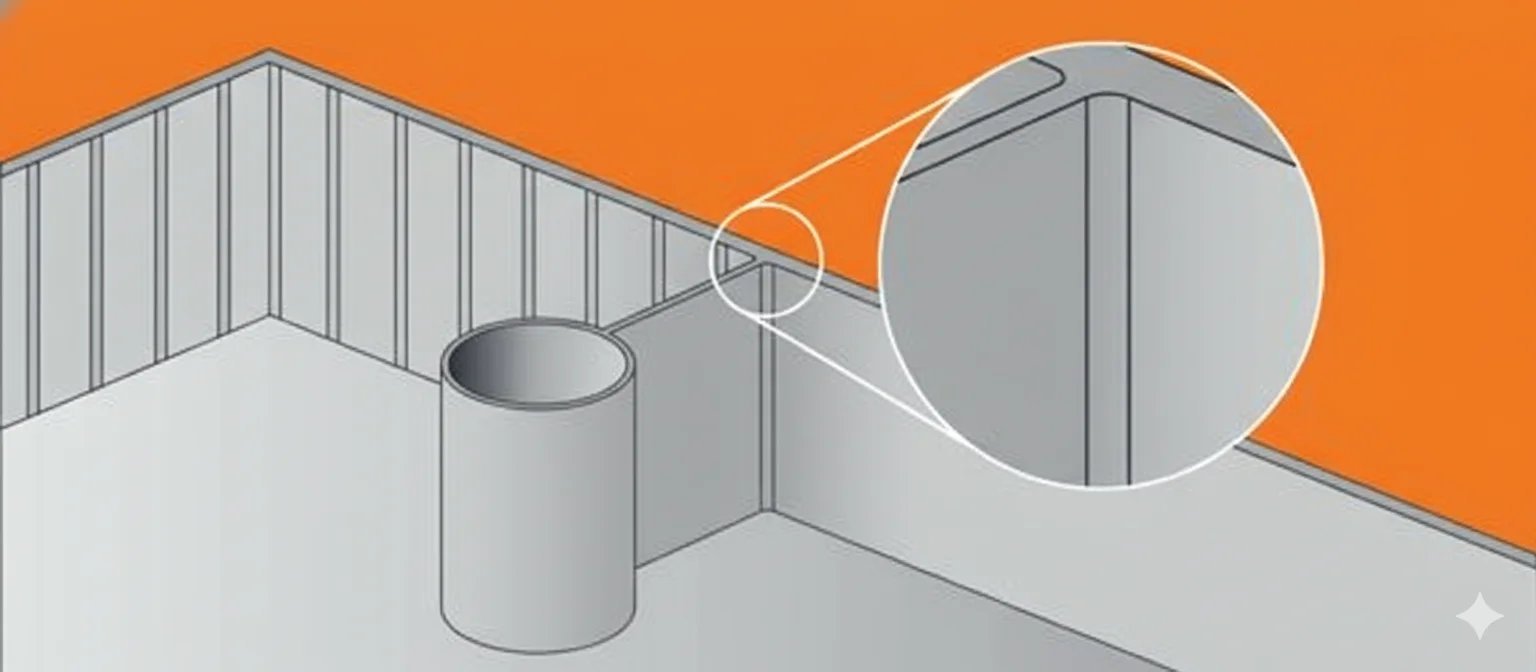
A1: Kaburga ve duvarın kesişme noktası daha fazla malzeme kütlesi içerdiğinden çökme izleri oluşur. Bu alan ısıyı daha uzun süre tutar ve daha yavaş soğur. Katılaştıkça içe doğru büzüşerek yüzeyi aşağı çeker. Nervürleri ince tutmak (<60% duvar) bu kütleyi en aza indirir.
S2: Masif duvar kalınlığını tamamen değiştirmek için nervür kullanabilir miyim?
A2: Evet, bu "karotlama "nın temel prensibidir. Tasarımcılar 10 mm'lik yekpare bir blok yerine iç kaburgaları olan 3 mm'lik bir kabuk kullanıyor. Bu, yapısal bütünlüğü korurken ağırlığı ve soğutma süresini azaltır.
S3: Önerilen 60%'den daha kalın bir nervüre ihtiyacım olursa ne olur?
A3: Yapısal analiz kalın bir nervür gerektiriyorsa, şunları kullanmayı düşünün Gaz Destekli Enjeksiyon Kalıplama veya yapısal köpük kalıplama. Alternatif olarak, kaçınılmaz lavabo izlerini gizlemek için A tarafında bir kozmetik plaka veya doku kullanın.
S4: Malzeme seçimi kaburga tasarımını nasıl etkiler?
A4: Aşağıdaki gibi yüksek büzülmeli malzemeler Polietilen (PE) veya Polioksimetilen (POM) batma izlerine ve eğilmeye daha yatkındır. Bu malzemeler için kalınlık oranının alt ucuna (40%) sıkı sıkıya bağlı kalın. Aşağıdakiler gibi düşük büzülmeli amorf malzemeler ABS/PC biraz daha bağışlayıcıdır.
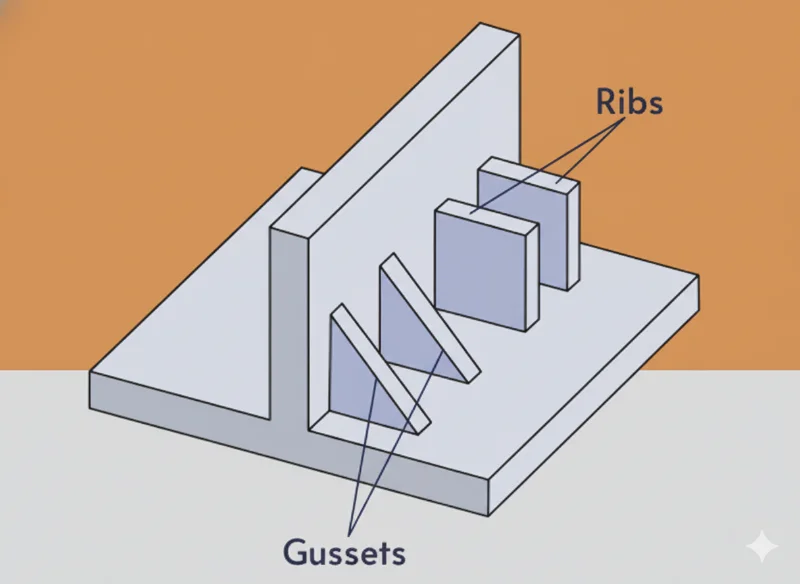
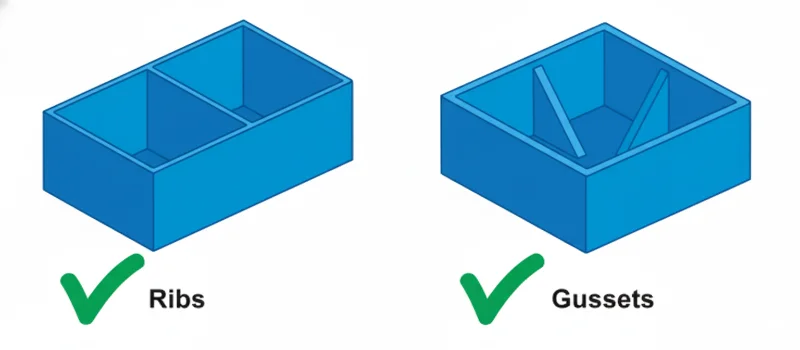
S5: Nervür ve köşebent arasındaki fark nedir?
A5: Kaburga genellikle uzun, duvar benzeri bir destektir. A KÖPRÜ3 özellikle yerel bir alanda sapmayı önlemek için kullanılan, ayakta duran bir çıkıntıyı veya duvarı zemine bağlayan üçgen bir destektir.
Özet
Mastering Plastik Kaburga Tasarımı hafif, güçlü ve uygun maliyetli enjeksiyon kalıplı parçalar oluşturmak için gereklidir. Aşağıdaki kurallara sıkı sıkıya bağlı kalarak 50% duvar kalınlığı kuralıPP Polipropilen Injection Mold Complete Guide for a comprehensive overview.
-
Protolabs Tasarım İpuçları: Bu kaynak, batma izlerine ilişkin görsel örnekler ve nervür-duvar kalınlığı oranlarına ilişkin ayrıntılı hesaplamalar sunmaktadır. ↩
-
Xometry Kaburga Kılavuzları: Takım maliyetlerini azaltmak ve parça kalitesini artırmak için nervür geometrisini standartlaştırmaya yönelik kapsamlı bir kılavuz. ↩
-
Fictiv Kalıplama Kılavuzu: Yapısal güçlendirme için pratik stratejiler sunarak nervürler, köşebentler ve başlıklar arasındaki ayrımı açıklar. ↩
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.







