 Skip to content
Skip to content 
Custom TPU Injection Molding Services & Overmolding
Looking for professional TPU injection molding? We offer high-precision custom TPU parts, overmolding (60A-85D), and prototyping.

Resources for The Complete Guide to TPU Injection Molding Process
What Is TPU (Thermoplastic Polyurethane)?
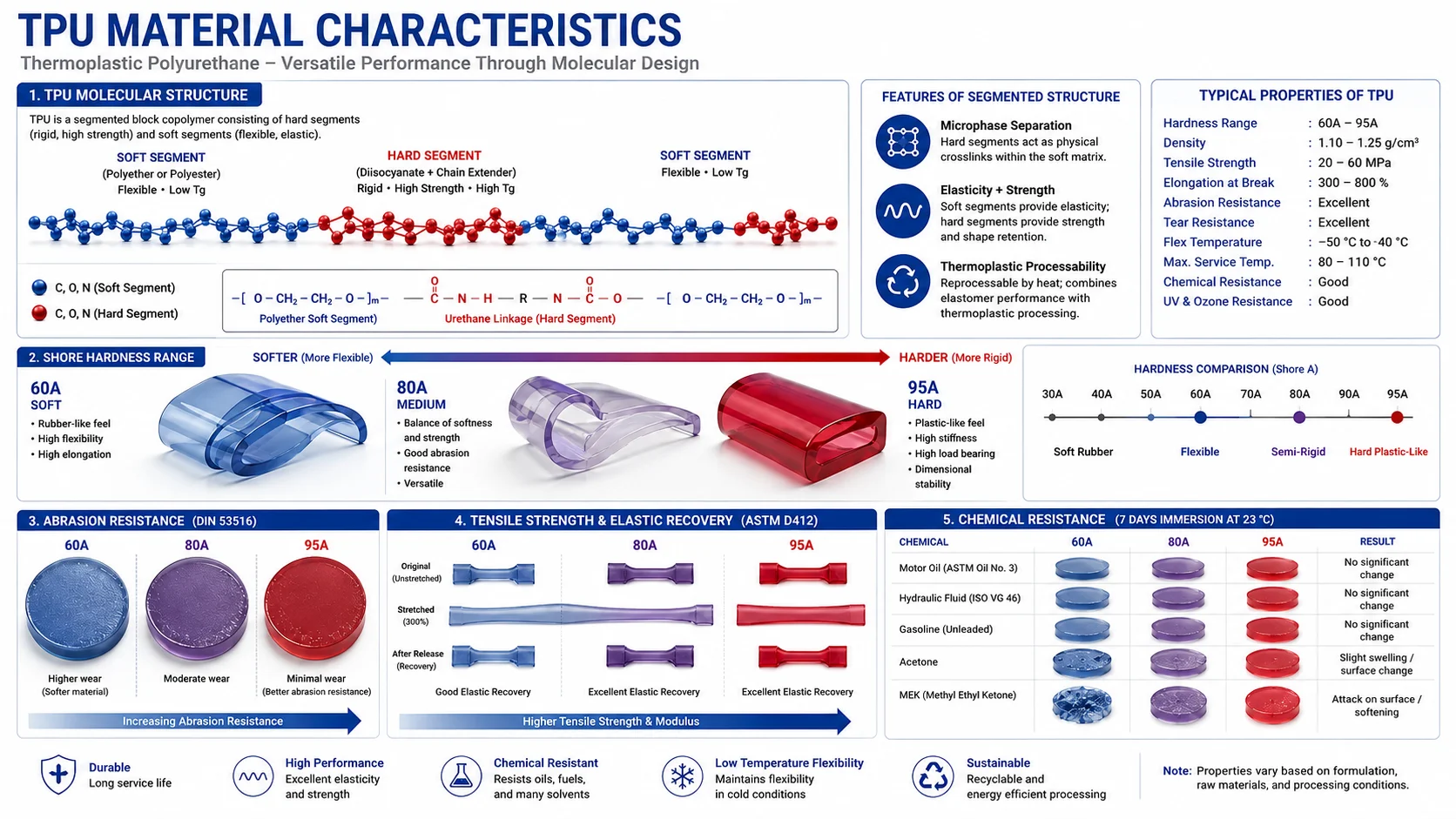
TPU (Thermoplastic Polyurethane) is a high-performance, melt-processable block copolymer that bridges the engineering gap between flexible rubbers and rigid plastics. Known for its exceptional wear resistance and versatility, it can be repeatedly melted and recycled using standard thermoplastic injection molding equipment, serving as a premier material for heavy-duty industrial and consumer B2B applications.
This linear segmented block copolymer is composed of alternating hard segments (isocyanates and short-chain diols) and soft segments (polyols). The precise balance between these molecular segments gives TPU its unique capability to deliver elastic recovery alongside rigid mechanical strength.
Unlike traditional thermoset rubbers which require a time-consuming vulcanization process, TPU behaves as a true thermoplastic. For high-end industrial manufacturing, TPU resins are classified into two primary chemical families: Polyester-based TPU (which offers unrivaled mechanical strength, tearing resistance, and oil protection) and Polyether-based TPU (which provides ultimate low-temperature flexibility, microbial resilience, and excellent hydrolysis resistance).

What Are the Characteristics of TPU?
The core characteristics of TPU include unparalleled abrasion resistance, high tensile strength, extreme flexibility across a wide hardness range (60A to 85D), and outstanding resilience to oils, chemicals, and environmental aging. These unique properties allow molded TPU components to survive extreme mechanical stress and harsh chemical environments where traditional plastics and standard elastomers quickly fail.
TPU is highly regarded in heavy-duty and high-precision engineering due to its outstanding physical and chemical properties:
Exceptional Abrasion and Wear Resistance:
TPU consistently outperforms most other elastomers and engineering plastics when subjected to intense friction, scraping, and continuous mechanical sliding, making it the industry standard for moving wear components.
High Tensile Strength and Elasticity:
It exhibits high load-bearing capacity, outstanding shock absorption, and a high elongation at break percentage. This allows molded parts to absorb severe impacts and recover quickly from deformation without permanent structural set.
Excellent Oil, Chemical, and Grease Resistance:
TPU maintains its structural integrity and dimensional stability when continuously exposed to automotive fluids, industrial lubricants, hydrocarbons, and various solvents.
Environmental and Microscopic Resilience:
Depending on the selected chemical grade (specifically polyether), TPU offers great resistance to ozone degradation, UV radiation, microbial attack, and long-term water exposure (hydrolysis resistance).
Can TPU Materials Be Injection Molded?
Yes, TPU materials can be highly successfully injection molded using standard commercial thermoplastic machinery equipped with conventional 3-zone screws. However, achieving premium part quality requires strict process controls, precise barrel temperature profiling, and a rigid resin pre-drying protocol to achieve a moisture content of less than 0.02% before processing.
Because TPU melts and flows when heated and solidifies upon cooling, it fits perfectly into mass-production injection molding workflows. However, molding TPU requires meticulous engineering expertise due to its high shear sensitivity and hygroscopic nature.
Successful TPU injection molding demands precise barrel temperature zoning (typically ranging from 180°C to 230°C depending on hardness) and controlled backpressure to prevent material degradation. Robust mold venting is also essential to avoid gas entrapment and burn marks.
Most importantly, because TPU raw resins rapidly absorb atmospheric moisture, the material must be pre-dried using desiccant dehumidifying dryers for 3 to 4 hours to prevent silver streaks, internal bubbles, or severe structural degradation in the final molded components.
Key Process Parameters:
- Barrel Temperature: 180-230°C (hardness dependent)
- Drying Protocol: 3-4 hours at 80-90°C
- Moisture Content: < 0.02% before processing
- Dew Point: ≤ -40°C
- Backpressure: Controlled to prevent degradation




How to Choose the Right Shore Hardness (60A to 85D) for TPU Molded Parts?
Choosing the right Shore hardness for TPU involves balancing flexibility, impact absorption, and structural rigidity across a spectrum from Shore 60A (soft rubber) to 85D (semi-rigid plastic). Industrial applications rely on precise hardness selection to match the mechanical load and tactile requirements of the environment.
| Shore Hardness Range | Material Tactile Analogy | Typical Industrial Applications |
|---|---|---|
| 60A - 75A | Soft rubber band / Eraser | High-flex seals, custom gaskets, soft-grip overmolding, anti-vibration pads. |
| 80A - 90A | Smartphone case / Shoe sole | The most common molding range. Protective bumpers, industrial wheels, wear strips, consumer electronics. |
| 95A - 64D | Skateboard wheel / Hard mallet | Heavy-duty gears, drive belts, high-pressure hydraulic seals, industrial bushings. |
| 70D - 85D | Rigid plastic / Hard hat | Structural industrial components requiring high impact strength and minimal flex. |
TPU vs. TPE vs. Silicone: Which Elastomer Is Best for Your Project?
The choice between TPU, TPE, and Silicone depends on your mechanical performance needs, environmental temperatures, and budget: TPU delivers unmatched wear and oil resistance; TPE provides cost-effective, ultra-soft textures; and Silicone offers premium biocompatibility alongside extreme temperature resistance from -40°C to over 200°C.
When designing flexible components, engineers often debate between TPU, TPE (Thermoplastic Elastomer), and Liquid Silicone Rubber (LSR). Choosing the right one depends heavily on your application’s operating environment:

Choose TPU if:
Your project demands the highest possible wear resistance, tear strength, and chemical/oil resistance. TPU is vastly superior to TPE in terms of mechanical durability, tensile load-bearing capacity, and bonds exceptionally well to rigid plastics during multi-shot overmolding.

Choose TPE if:
You require an ultra-soft touch (below 60A Shore hardness), a faster molding cycle time for high-volume cost efficiency, or a more cost-effective alternative for consumer goods where extreme mechanical wear resistance is not critical.

Choose Silicone if:
Your product operates in extreme temperatures (above 150°C or below -40°C), requires absolute medical-grade biocompatibility (ISO 10993), or needs high resistance to permanent compression set. Unlike TPU and TPE, Silicone is a thermoset material and cannot be recycled.
What Are the Typical Industrial Applications of Injection-Molded TPU Parts?
Injection-molded TPU parts are widely utilized across the automotive, industrial machinery, consumer electronics, medical device, and pet products industries. Its unique capability to survive severe impacts and high-friction environments makes TPU the material of choice for heavy-duty components globally.

1. Automotive Industry
Constant Velocity (CV) joint boots, internal oil seals, wiring grommets, cabin anti-vibration bushings, and interior soft-touch console components.

2. Industrial Engineering:
Heavy-duty caster wheels, high-tension drive belts, hydraulic piston seals, pneumatic hoses, flexible couplings, and mineral processing scraper blades.

3. Consumer Electronics:
Protective smartphone enclosures, rugged laptop bumpers, wearable smart-watch bands, and waterproof earbud components.

4. Medical Equipment:
Biocompatible tubing connectors, fluid delivery valves, diagnostic device housings, and ergonomic surgical tool handles.

5. Pet Products & Outdoor Gear:
Durable dog toys, chew-resistant training gear, ski boot shells, professional backpack buckles, and rugged electronic collar housings.
Custom TPU Injection Molding Services
Engineering High-Performance Elastomer Parts for Industrial Excellence.

Resources for The Complete Guide to TPU Injection Molding Process
What Are the Advantages of TPU Injection Molding?
The core advantages of TPU injection molding include high mass-production efficiency, extreme mechanical performance repeatability, superior multi-material overmolding capabilities, and excellent cosmetic versatility. This process enables the high-speed production of highly durable, complex geometric elastomeric components.
Mass Production Efficiency:
Injection molding enables the high-speed production of complex geometric TPU parts with tight dimensional tolerances, drastically reducing per-piece costs compared to CNC machining or 3D printing.
Exceptional Mechanical Performance:
Molded components completely inherit TPU's raw polymer strength, delivering unrivaled abrasion resistance, high impact absorption, and excellent fatigue recovery under cyclic loading.
Superior Overmolding Capability:
TPU easily achieves strong molecular melt-bonding with rigid substrates like ABS, Polycarbonate (PC), and Nylon (PA), creating an unbreakable dual-material component without toxic chemical adhesives.
Vivid Colorability and Texturing:
TPU resins blend seamlessly with color masterbatches, allowing for vivid solid colors, translucent finishes, or specialized mold textures (such as matte, glossy, or textured grains) directly from the tool surface.
What Are the Disadvantages of TPU Injection Molding?
The primary disadvantages of TPU injection molding involve strict pre-drying regulations, a highly narrow processing temperature window, elevated initial tooling costs due to high material shrinkage, and slightly longer cooling cycles compared to rigid plastics.
Strict Material Drying Requirements:
TPU is highly hygroscopic. If drying protocols are ignored, moisture causes hydrolytic degradation during molding, drastically ruining the physical strength and surface finish of the parts.
Narrow Processing Temperature Window:
TPU has high shear sensitivity. If the injection speed or melt temperature is slightly too high, the polymer chains degrade; if too low, it causes short shots or poor surface finish.
Higher Tooling Setup Costs:
Due to TPU's natural stickiness and high shrinkage rate (0.5% to 2.0%), molds must be precision-engineered with specialized venting, advanced ejection mechanisms, and premium tool steel, making initial setup costly.
Longer Cooling Cycles:
Elastomeric materials retain heat longer than rigid plastics, often requiring extended cooling times within the mold cycle to prevent part deformation during ejection.
What Is TPU Overmolding and How Does It Work?
TPU overmolding is an advanced multi-material injection molding process where soft TPU is injected directly onto a rigid plastic substrate (like ABS or PC) to achieve a permanent, adhesive-free molecular bond. This technique is extensively used to add ergonomic soft grips, airtight seals, and impact-absorbing bumpers to rigid housings.
This process is achieved via two main methods: Two-Shot Injection Molding (Multi-Shot) using a specialized rotating tool machine, or Insert Molding, where the pre-molded rigid part is manually or robotically placed into a second mold cavity to receive the TPU injection.
The magic of TPU overmolding lies in molecular inter-diffusion. When the hot, molten TPU hits the pre-warmed rigid substrate under high injection pressure, the interface layer partially melts together, creating a permanent chemical bond. This completely eliminates the need for manual adhesive application or secondary mechanical fasteners, drastically improving assembly speed and product durability.
Overmolding Benefits:
- Ergonomic Soft Grips: Comfortable, non-slip surfaces
- Airtight Seals: Waterproof and dust-resistant
- Impact Absorption: Shock-dampening bumpers
- No Adhesives: Permanent molecular bonding
- Assembly Efficiency: Reduced labor and cost




Common Issues and Solutions in TPU Injection Molding
Common TPU injection molding defects include surface jetting, mold sticking during ejection, and silver splay streaks caused by trapped moisture. Experienced engineering teams eliminate these issues through optimized gate placement, precision mold texturing, and strict desiccant drying controls.
Molding TPU comes with distinct challenges. Here are the most common defects encountered during production and how our engineering team eliminates them:
Issue: Jetting / Snake Marks (Wavy surface lines near the gate)
Cause: The molten TPU enters the cavity at excessive speeds, causing it to “shoot” forward and cool prematurely before filling the rest of the mold.
Solution: We optimize mold design using a fan gate or tab gate to disperse velocity, slow down the initial multi-stage injection speed profile, and increase gate thickness.
Issue: Sticking in Mold / Ejection Distortion (Deforming or turning white during ejection)
Cause: TPU’s natural elasticity makes it cling to core and cavity surfaces, or the mold lacks sufficient draft angles.
Solution: We apply specialized matte texturing or sandblasting to the mold surfaces to reduce surface tension, utilize larger ejector pins, and integrate a slight mold release agent into processing guidelines.
Issue: Silver Streaks / Splay Marks
Cause: Excess moisture in the TPU resin or excessive screw shear creating trapped gas.
Solution: Re-verify the desiccant drying system to ensure a dew point below -40°C and lower the injection backpressure.
Can You Support Low-Volume Prototyping Before Moving to Full-Scale TPU Production?
Yes, we provide specialized low-volume TPU prototyping utilizing rapid tooling (aluminum or pre-hardened steel mold bases) to produce 50 to 5,000+ real, injection-molded parts. This service allows product development teams to validate shore hardness, tactile response, and functional fitment before investing in high-volume production molds.
Why Low-Volume Prototyping Matters?
We recognize that B2B product development requires rigorous validation before committing to high-volume production tooling budgets. To mitigate your engineering risks, we offer a dedicated Low-Volume Prototyping Service for TPU components.
By using rapid tooling methods, we bypass the long lead times of mass production molds. Your prototypes are molded using your exact specified production resin grade, ensuring that all physical testing—such as real-world drop testing, environmental sealing checks, and chemical exposure tests—accurately reflects the performance and mechanical durability of the final product.
Rapid Tooling Benefits:
- 2-4 week lead time
- 50-5,000+ parts per run
- Production-grade materials
- Full dimensional validation
- Cost-effective iteration
Validation Testing:
- Drop/impact testing
- Environmental sealing
- Chemical exposure
- Tensile strength
- Abrasion resistance
Frequently Asked Questions (FAQs)
What file formats do you accept for FDM printing orders?
We accept STL, STEP, OBJ, and IGES formats. STEP is recommended for complex assemblies as it retains dimensional accuracy.
Can you sign an NDA to protect our design files and intellectual property?
Yes. We routinely sign NDAs prior to receiving any design files and all data is handled under strict confidentiality protocols.
What is the typical shrinkage rate of TPU during injection molding?
The typical volumetric shrinkage rate of TPU ranges from 0.5% to 2.0%. However, this varies drastically depending on the Shore hardness (softer TPUs shrink more), part wall thickness, mold temperature, and whether the material is a polyester or polyether grade. We always utilize precise mold flow analysis to adjust tooling dimensions accordingly.
Why should I choose Polyether TPU over Polyester TPU?
You should choose Polyether TPU if your part will be exposed to humid environments, water immersion, or extreme cold weather, as it offers outstanding hydrolysis resistance and low-temperature flexibility. Choose Polyester TPU if your priorities are extreme abrasion resistance, higher tensile strength, and superior oil/chemical resistance in dry environments.
Can your factory color-match custom TPU injection molded parts?
Yes. We can match any specific Pantone or RAL color code using specialized TPU-compatible color masterbatches. We ensure uniform color dispersion without altering the physical properties or Shore hardness profile of the material.
Does TPU bond well to metal inserts?
Yes, TPU can be overmolded onto metal inserts (such as brass threads or steel brackets). To achieve an unbreakable bond, the metal insert must be thoroughly degreased, pre-heated, and treated with a specialized adhesive primer before being inserted into the injection mold.

Injection Molding Supplier Quality Control Process Buyers Should Verify
Choosing an injection molding supplier without understanding their quality control process is like buying a car without test-driving it. You might get lucky—or you might end up with a production

Injection Molding Supplier Project Management: How Buyers Keep Tooling and Production on Track
Managing an injection molding project with an overseas supplier is not just about placing a purchase order and waiting for parts to arrive. Between your initial tooling investment and first

Injection Molding Supplier Production Monitoring for Overseas Buyers
When you source injection molding parts from overseas, the distance between you and the production floor creates a visibility gap. You place a purchase order, wait weeks or months, and
Optimization Solutions Provided For Free
- Provide Design Feedback and Optimization Solutions
- Optimize Structure and Reduce Mold Costs
- Talk Directly With Engineers One-On-One

