

- PP injection molding melts polypropylene1 pellets at 200 to 280 degrees C and injects them into steel molds under 70 to 120 MPa pressure to produce lightweight parts at 0.90 to 0.91 g per cm cubed.
- PP’s high shrinkage of 1.0 to 2.5 percent requires mold cavities machined oversize by the same amount to achieve final dimensional accuracy.
- PP’s living hinge capability allows integral flex joints to survive over one million cycles—no other commodity plastic matches this.
- Common defects—warpage, sink marks, weld lines—are controlled through balanced cooling, proper gate design, and melt temperature optimization.
What Is PP Injection Molding?
PP injection molding is the process of melting polypropylene resin and forming it into finished parts for packaging, housings, living hinges, and other high-volume applications. As a core литьё под давлением service, In practical material selection terms, PP stands out because it combines low density, good chemical resistance, and low resin cost with fast-cycle литьё под давлением performance. If the application does not require the higher stiffness, heat resistance, or transparency of engineering resins, PP is often the most economical first material to evaluate.
That material-first perspective matters. PP should mainly be judged by what it delivers on the part side—weight reduction, hinge life, chemical resistance, and production efficiency—while mold and tooling decisions remain secondary supporting factors. If you need a broader overview of how process flow and tooling fit together, see our injection mold guide, but this article stays focused on PP as a molding material and the process-side considerations that make it successful.
“PP is lighter than water — its density of 0.90–0.91 g/cm³ makes it the lightest common thermoplastic.”Правда
Polypropylene’s density of 0.90–0.91 g/cm³ is below water (1.0 g/cm³), making it the lightest of all commodity thermoplastics and the first-consideration material wherever weight reduction drives cost. At 80 million metric tons annual output, it also ranks as the world’s second most widely produced plastic resin.
“All PP grades are interchangeable in injection mold tooling design.”Ложь
Homopolymer, random copolymer, and impact copolymer PP have different melt viscosities, shrinkage rates (1.0–2.5%), and processing temperatures (200–280°C). Switching grade after tooling is cut can require gate resizing, cooling circuit changes, and re-qualification. Grade selection is the first locked decision in any PP project.
PP exists in three principal structural forms. Homopolymer PP offers the highest rigidity and heat resistance, making it the standard choice for industrial components and appliance housings. Random copolymer PP incorporates small amounts of ethylene in the polymer chain, improving clarity and low-temperature flexibility for food packaging. Impact copolymer PP uses a rubber-phase dispersion to deliver toughness at temperatures as low as minus 20 degrees C, preferred in automotive bumpers, outdoor tool cases, and cold-chain containers. Selecting the right structural form is the first design decision in any PP project, because grade choice determines the processing parameters and mold design requirements from the outset.
| Тип | Rigidity | Min Temp (°C) | Основное использование |
|---|---|---|---|
| Homopolymer | Высокий | 0 | Industrial, appliance housings |
| Random copolymer | Средний | −10 | Food packaging; clarity |
| Impact copolymer | Low–Medium | −20 | Automotive bumpers; cold-chain |
| PP Grade | Key Advantage | Best Application |
|---|---|---|
| Homopolymer PP | Highest rigidity and heat resistance | Industrial parts, appliance housings |
| Random Copolymer PP | Improved clarity, low-temp flexibility | Food packaging, medical consumables |
| Impact Copolymer PP | Toughness to minus 20 degrees C | Automotive bumpers, outdoor containers |
| Glass-Filled PP | High stiffness, 80 to 120 MPa tensile | Structural parts, high-load applications |
| Talc-Filled PP | 2.5 to 4.0 GPa flexural modulus | Automotive panels, appliance carcasses |
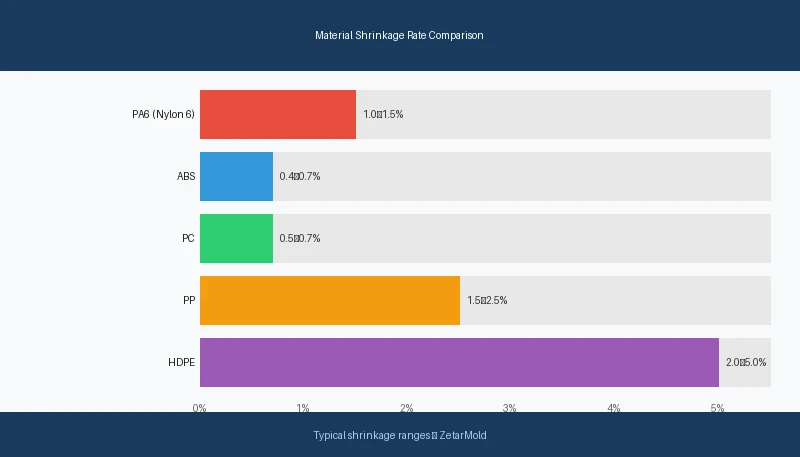
PP’s semi-crystalline2 molecular structure delivers high stiffness, good chemical resistance, and the fatigue mechanism that enables living hinges. On the processing side, crystallization during cooling produces volumetric shrinkage of 1.0 to 2.5 percent—significantly higher than amorphous plastics such as ABS at 0.4 to 0.7 percent. Mold cavities must be machined oversize by the expected shrinkage fraction so parts land on nominal dimensions after cooling. First-article dimensional measurement after initial trial shots confirms the actual shrinkage factor before full production approval.
PP’s living hinge capability is unmatched in the commodity thermoplastic class. A PP hinge section milled to 0.3 to 0.5 mm thickness can flex more than one million times before fatigue failure, enabling flip-top caps and tool-case latches without separate hinge hardware. This performance stems from molecular chain orientation produced when the thin hinge section is flexed immediately after demolding while still warm, aligning crystalline domains along the flex direction. ABS and PC have no equivalent fatigue mechanism, making PP the only viable commodity option for integral hinge designs.
“PP’s semi-crystalline structure requires 1.0 to 2.5 percent mold-cavity oversize to achieve final part dimensions.”Правда
Unlike amorphous plastics such as ABS at 0.4 to 0.7 percent shrinkage, PP undergoes volumetric contraction during crystallization on cooling. Mold cavities must be enlarged by the expected shrinkage amount so finished parts land on nominal dimensions after the part exits the mold and cools to room temperature.
“PP injection molding uses the same barrel temperature settings as ABS or polycarbonate.”Ложь
PP is a semi-crystalline polymer requiring melt temperatures of 200 to 280 degrees C with a specific crystallization window on cooling. ABS processes at 210 to 250 degrees C and PC at 270 to 320 degrees C. Using identical parameters causes dimensional drift, warpage, and short shots in PP parts because each resin has its own melt viscosity curve and crystallization kinetics.
What Are the Key Properties That Make PP Ideal for Injection Molding?
PP’s ideal injection molding properties are its low density of 0.90 to 0.91 g per cubic centimeter, tensile strength of 31 to 41 MPa, heat deflection temperature of 100 to 115 degrees C at 0.46 MPa, excellent chemical resistance to acids and bases, and outstanding flexural fatigue life enabling integral living hinges capable of over one million cycles. No other commodity thermoplastic matches this combination at PP’s price point, which typically runs 20 to 30 percent below ABS and 50 to 60 percent below nylon per kilogram.
| Недвижимость | Value | Significance |
|---|---|---|
| Плотность | 0.90 to 0.91 g/cm3 | Lightest commodity thermoplastic |
| Прочность на разрыв | 31 to 41 MPa | Adequate for structural parts |
| Модуль упругости | 1.2 to 1.6 GPa | Good stiffness-to-weight ratio |
| Heat Deflection Temp | 100 to 115 degrees C at 0.46 MPa | Handles hot-fill and microwave use |
| Скорость усадки | 1.0 to 2.5 percent | Requires careful mold compensation |
| Химическая стойкость | Excellent vs acids, bases, solvents | Ideal for chemical containers |
| Flex Life (Living Hinge) | More than 1 million cycles | Unmatched for integral hinges |
| Температура плавления | 160 to 170 degrees C | Clear crystalline-melt transition |
Chemical resistance is one of PP’s most commercially important attributes. PP withstands prolonged contact with 37 percent hydrochloric acid, 50 percent sodium hydroxide, and a wide range of polar solvents at room temperature without measurable mass loss or surface degradation. This makes PP the default material for chemical drum liners, battery cases, and laboratory consumables where aggressive media contact is unavoidable. However, PP performs poorly against concentrated oxidizing acids and chlorinated solvents at elevated temperatures, so material selection must always be validated against specific chemical, concentration, temperature, and contact duration requirements.
Regulatory Compliance and Filled Grades
FDA-compliant PP grades broaden its commercial reach significantly. Both homopolymer and random copolymer grades are available with FDA 21 CFR compliance for direct food contact, and autoclavable PP grades pass ISO 10993 biocompatibility screening for Class I medical devices. These regulatory-ready grades allow the same tooling design to serve food, medical, and consumer markets simultaneously, reducing per-unit cost through shared tooling investment. Electrical-grade PP exhibits a dielectric constant of 2.2 to 2.6 and dissipation factor below 0.0005, making it an excellent insulator for capacitor films, wire jacketing, and connector housings in electronics applications.
Filled PP grades extend performance into engineering resin territory. Talc-filled PP at 20 to 40 percent achieves flexural modulus of 2.5 to 4.0 GPa with negligible density increase, the material of choice for automotive instrument panels and appliance carcasses. Glass-fiber-filled PP at 10 to 40 percent GF reaches tensile strength of 80 to 120 MPa and heat deflection above 150 degrees C at significantly lower cost than nylon 6 or 66. These grades process at slightly higher temperatures but follow the same fundamental PP injection molding workflow.

What Are the Critical Processing Parameters for PP Injection Molding?
The critical processing parameters for PP injection molding are melt temperature of 200 to 280 degrees C, температура пресс-формы of 20 to 80 degrees C, injection pressure of 70 to 120 MPa, and holding pressure at 40 to 60 percent of injection pressure. All parameters must be tuned to the specific PP grade and part geometry to prevent warpage and dimensional drift. A general-purpose screw with compression ratio of 2.5:1 to 3.5:1 works well for most PP grades; glass-filled PP requires a lower-shear screw design to avoid fiber degradation and premature barrel wear during production.
| Параметр | Homopolymer PP | Copolymer PP | Glass-Filled PP 30 percent |
|---|---|---|---|
| Температура расплава | 200 to 260 degrees C | 200 to 270 degrees C | 220 to 280 degrees C |
| Температура пресс-формы | 20 to 60 degrees C | 20 to 50 degrees C | 40 to 80 degrees C |
| Давление впрыска | 70 to 100 MPa | 70 to 110 MPa | 80 to 120 MPa |
| Давление удержания | 40 to 55 percent of Pinject | 45 to 60 percent of Pinject | 50 to 60 percent of Pinject |
| Время охлаждения | 10 to 30 seconds | 10 to 30 seconds | 15 to 40 seconds |
| Противодавление | 3 to 10 MPa | 3 to 10 MPa | 5 to 15 MPa |
Melt temperature management is the most sensitive lever for PP quality control. Starting at 230 degrees C for standard homopolymer grades, we adjust upward for thick-wall parts that require higher flow, and downward for thin-wall packaging where thermal degradation risk increases. Exceeding 290 degrees C causes polymer chain scission that appears as surface discoloration and reduced impact strength—damage that cannot be corrected downstream, requiring rejection of the affected production shot. Back pressure should be maintained at 3 to 10 MPa for unfilled grades to ensure consistent melt homogeneity without excessive shear heating that degrades the polymer over time.
Mold temperature strongly controls crystallinity and final part mechanical properties. A mold surface at 20 to 30 degrees C produces a fast-cooling, lower-crystallinity skin layer that is slightly softer and more flexible—useful for living hinge components. Raising mold temperature to 60 to 80 degrees C promotes uniform crystallization through the entire wall section, yielding higher stiffness, better surface gloss, and reduced warpage in flat parts. For living hinge applications we target 40 degrees C mold temperature as a balance point that preserves hinge flexibility while maintaining dimensional stability in the surrounding part body. This parameter has the largest single impact on part crystallinity and should be the first adjustment when troubleshooting dimensional or warpage issues.
Pre-Drying and Machine Setup
PP absorbs less than 0.1 percent moisture, making pre-drying technically optional. However, we dry all PP grades at 80 degrees C for two hours as standard practice because surface moisture causes splay marks—silver streaks on cosmetic part surfaces—that require costly rework. Two hours of drying costs almost nothing compared to scrapping affected parts. A general-purpose screw with compression ratio of 2.5:1 to 3.5:1 works for most PP grades; glass-filled PP requires a lower-shear design to avoid fiber degradation and premature barrel wear.
For PP parts, the practical goal is not to turn this article into a tooling manual, but to explain the process-side design factors that most directly influence warpage, sink, shrinkage, and hinge performance.
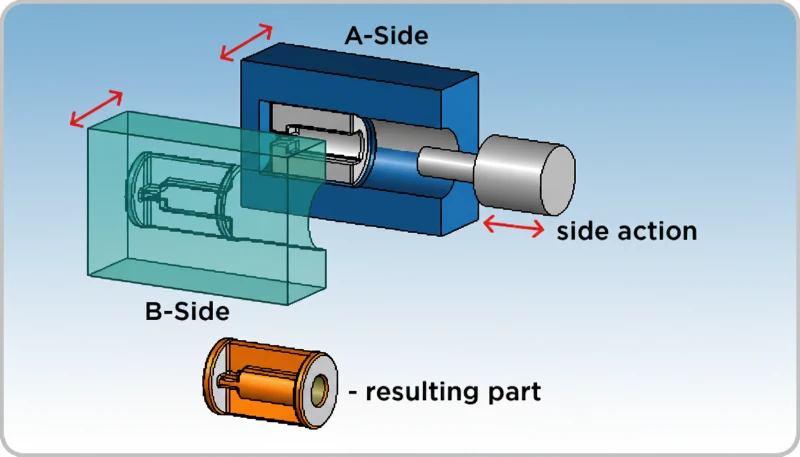
How Does PP’s Material Behavior Affect Tooling Decisions?
PP’s high shrinkage rate (1.5–2.0%) and sensitivity to cooling uniformity mean gate placement and cooling channel design directly affect warpage and dimensional accuracy. These tooling decisions are covered in detail in our Injection Mold Complete Guide.
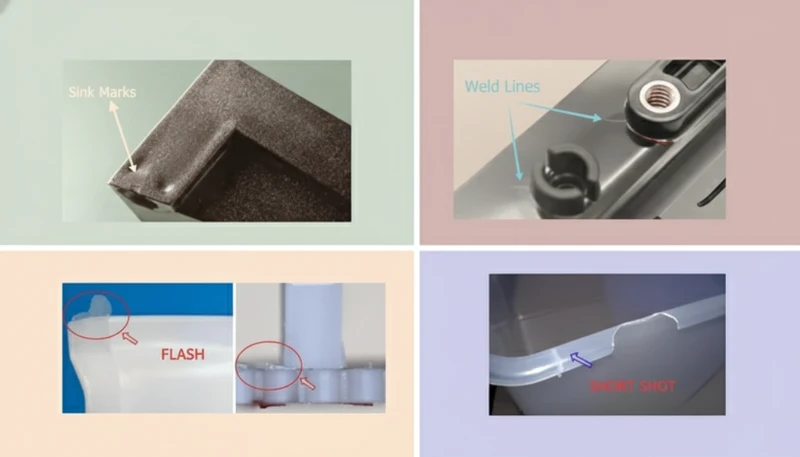
What Are Common PP Injection Molding Defects and Their Solutions?
The most common PP injection molding defects are warpage caused by non-uniform crystallization and uneven cooling, sink marks from thick sections and insufficient packing pressure, and weak weld lines from low melt-front temperature at convergence points. All of these are preventable through systematic mold design validated with simulation and first-article measurement before full production release. A structured approach using a defect cause matrix combined with one-parameter-at-a-time trials consistently outperforms intuitive troubleshooting in production experience.
Warpage demands a systematic response. Our standard protocol: first, run анализ течения в пресс-форме3 to predict warpage magnitude before steel is cut; second, optimize cooling channel layout in the simulation until delta-T across the cavity face is below 5 degrees C; third, validate the physical tool with a first-article dimensional report before releasing to production. This sequence catches 80 to 90 percent of warpage issues before any parts are scrapped, saving significant time and material cost. Correcting warpage after tool construction requires either manual shimming, localized cooling inserts, or steel removal—all significantly more expensive than simulation-driven prevention.
| Дефект | Primary Cause | Решение |
|---|---|---|
| Деформация | Non-uniform crystallization, uneven cooling | Balance cooling, optimize packing, raise mold temp |
| Маркировка раковины | Thick sections, low holding pressure | Reduce wall thickness, increase packing pressure |
| Линии сварки | Cold flow fronts meeting | Raise melt temp, increase injection speed, relocate gate |
| Splay / Silver Streaks | Surface moisture, trapped air | Pre-dry at 80 degrees C for 2 hours, reduce melt temp, improve venting |
| Короткий выстрел | Insufficient material or pressure | Increase shot size, raise injection pressure, enlarge gate |
| Вспышка | Excessive clamp gap, worn parting line | Reduce injection pressure, repair mold parting line |
Weld line weakness is the second most frequent complaint from PP customers. Weld lines form wherever two flow fronts meet, and PP’s semi-crystalline structure at the meeting point is disrupted, reducing local strength by 20 to 40 percent. Solutions include raising melt temperature to 260 to 270 degrees C, increasing injection speed so fronts meet while hotter, or using mold flow analysis to relocate the gate so weld lines fall in low-stress regions of the finished part. For structural applications, weld line location should always be validated in simulation before the mold is fabricated, as relocating a weld line post-build typically requires a gate insert change or new tooling.
Sink marks in PP typically appear opposite ribs, bosses, or other thick sections where the polymer contracts during crystallization faster than packing pressure can compensate. We address these by designing ribs at 50 to 60 percent of the nominal wall thickness, setting packing pressure at 45 to 55 percent of injection pressure, and extending pack time until the gate freezes—verified by a gate-freeze study where part weight plateaus and indicates no further compensation is occurring. Splay marks on PP surfaces result most often from surface moisture; pre-drying at 80 degrees C for 2 hours eliminates this cause in the vast majority of production scenarios.
What Are the Main Applications of PP Injection Molding?
PP injection molding serves automotive, food packaging, medical devices, consumer goods, and industrial parts—spanning more end markets than any other single commodity thermoplastic. The combination of low cost, light weight, chemical resistance, and regulatory-ready grades makes PP the default material for high-volume applications across these industries, and global PP consumption continues to grow at roughly 5 percent annually as new applications emerge in lightweight automotive and sustainable packaging.
| Промышленность | Typical PP Parts | PP Grade |
|---|---|---|
| Автомобили | Bumpers, door panels, HVAC ducts, battery cases | Impact copolymer, talc-filled PP |
| Упаковка для пищевых продуктов | Containers, caps, yogurt cups, microwave trays | FDA-grade homopolymer, random copolymer |
| Медицина | Syringes, petri dishes, pipette tips, centrifuge tubes | Medical-grade, autoclavable PP |
| Потребительские товары | Storage bins, furniture, toys, luggage shells | Impact copolymer, filled grades |
| Промышленность | Chemical tanks, valve bodies, pump housings | Chemical-resistant homopolymer |
| Электроника | Connector housings, cable ducts, capacitor films | Flame-retardant PP, high-purity grades |
Automotive is ZetarMold’s largest PP application segment. Switching from ABS to PP for door panel substrates reduces component weight by 10 to 15 percent, contributing directly to vehicle fuel efficiency targets and increasingly to electric vehicle range optimization. Talc-filled PP grades add the stiffness needed for structural panels while keeping density below 1.0 g per cubic centimeter, satisfying both engineering performance and lightweight requirements simultaneously. We produce millions of PP automotive interior trim pieces annually for major OEMs across North America, Europe, and Asia.
Medical, Consumer, and Industrial Applications
| Segment | PP Grade | Key Requirement | Стандарт |
|---|---|---|---|
| Automotive interior | Talc-filled 20–40% | Flexural modulus 2.5–4.0 GPa | OEM specification |
| Упаковка для пищевых продуктов | Random copolymer | −20 to +120°C; FDA 21 CFR | FDA 21 CFR |
| Медицинские изделия | ISO 10993 grade | Autoclave at 121°C; gamma-stable | ISO 10993 |
| Chemical tanks | Homopolymer | pH 1–13; continuous immersion | ASTM D543 |
Food packaging relies on PP’s FDA compliance and temperature performance range. PP containers pass directly from minus 20 degrees C freezer storage to 120 degrees C microwave heating without deformation or chemical leaching—a performance standard that PE and PS cannot reliably meet. Medical-grade PP in ISO 10993-compliant grades allows sterilization by gamma irradiation or autoclave at 121 degrees C, critical for single-use diagnostic consumables and syringe components produced in cleanroom environments. These applications require full lot traceability from resin certificate through finished part shipping documentation.
Consumer goods benefit from PP’s color versatility and surface finish options. PP can be pigmented in any RAL or Pantone color during compounding, eliminating post-mold painting for most applications. Soft-touch surfaces on PP parts can be achieved through two-shot molding with TPE overmolding or in-mold texturing, allowing premium aesthetics at commodity material cost. Industrial applications benefit from PP’s chemical resistance and competitive pricing: chemical tanks and valve bodies in homopolymer PP offer extended service life in pH 1 to 13 environments at ambient temperature, significantly outperforming metals in corrosive media at lower total installed cost.

At ZetarMold, PP is our most-processed commodity resin — roughly 30% of all production runs on our 47 machines use some grade of polypropylene. The most common first-article issue we see with new PP tools is warping on flat lids and covers where the customer has set wall thickness at 2.5–3.0 mm. Switching to 1.8 mm with strategic rib reinforcement, combined with mold cooling at 20–25°C, eliminates warping in 80%+ of these cases without changing the resin grade.
How Does PP Compare to Other Common Injection Molding Plastics?
PP offers the lowest density among commodity plastics at 0.90 to 0.91 g per cubic centimeter, best chemical resistance in the commodity class, and the only material with true integral living hinge capability. PP accepts higher shrinkage at 1.0 to 2.5 percent and lower sub-zero impact strength than ABS, and a lower service temperature ceiling than engineering resins such as nylon or POM. PP homopolymer resin typically trades at 20 to 30 percent below ABS and 50 to 60 percent below nylon per kilogram, making it the default first-consideration material for high-volume consumer and industrial parts where cost and weight are primary selection criteria.
| Недвижимость | PP | ABS | PE HDPE | Nylon PA6 | POM |
|---|---|---|---|---|---|
| Density g/cm3 | 0.90 to 0.91 | 1.04 to 1.07 | 0.94 to 0.96 | 1.12 to 1.14 | 1.41 to 1.43 |
| Tensile Strength MPa | 31 to 41 | 40 to 50 | 25 to 45 | 70 to 85 | 60 to 70 |
| Heat Deflection degrees C | 100 to 115 | 88 to 100 | 75 to 90 | 65 to 75 dry | 110 to 136 |
| Shrinkage percent | 1.0 to 2.5 | 0.4 to 0.7 | 1.5 to 4.0 | 0.8 to 1.5 | 1.8 to 2.5 |
| Химическая стойкость | Превосходно | Ярмарка | Хорошо | Ярмарка | Хорошо |
| Living Hinge | Превосходно | Бедный | Хорошо | Ярмарка | Бедный |
| Relative Cost | Низкий | Средний | Низкий | Высокий | Средний |
Choose PP when weight, cost, chemical resistance, or living hinge performance are the dominant selection drivers. Choose ABS when dimensional accuracy at low shrinkage, electroplating adhesion, or higher cold-temperature impact toughness are required. Choose nylon when continuous service above 115 degrees C, abrasion resistance, or structural load-bearing under sustained stress is demanded. Choose POM when precision bearing surfaces, tight dimensional tolerance stack-up, and creep resistance under long-term compressive load are critical. Having established PP tooling allows direct comparison molding trials before committing to a more expensive resin—saving significant time and tool investment during material qualification for upgraded designs.
Filled PP Grades and Sustainability
| Недвижимость | PP Homopolymer | PP-GF30 | PA66-GF30 |
|---|---|---|---|
| Tensile strength (MPa) | 30–40 | 80–120 | 170–200 |
| HDT (°C, 0.45 MPa) | 90–100 | >150 | >240 |
| Плотность (г/см³) | 0.90–0.91 | 1.10–1.15 | 1.35–1.40 |
| Relative cost | Low (1×) | Medium (2–3×) | High (4–6×) |
Filled PP grades narrow the performance gap with engineering resins. Talc-filled PP at 20 to 40 percent achieves flexural modulus of 2.5 to 4.0 GPa with negligible density increase, displacing nylon in many stiffness-critical applications. Glass-fiber-filled PP at 10 to 40 percent GF reaches tensile strength of 80 to 120 MPa and heat deflection above 150 degrees C at significantly lower cost than nylon 6 or 66. PP also excels in recyclability compared to engineering resins: post-consumer PP is collected through municipal recycling programs in most developed markets, and designing PP parts as monomaterial assemblies maximizes end-of-life recovery value. This recyclability advantage aligns with extended producer responsibility regulations increasingly adopted across the EU and North American markets.

If you are deciding whether PP is the right resin for your project, start with the material requirements first—impact, hinge life, chemical exposure, weight, and production volume—then align the tooling around that choice. For a broader process overview, see our Injection Molding Complete Guide; for the tooling-side framework behind those resin decisions, see our Injection Mold Complete Guide. If you want a fast recommendation for a specific part, contact us for a PP material review and production quote.
If you need a PP material feasibility review or a quote for high-volume PP injection molded parts, contact our team. We’ll evaluate resin grade, part geometry, and production volume together—grounded in the same material-first logic this guide follows. See also our Injection Molding Complete Guide for broader process context.
Ready to evaluate your PP part requirements? Contact ZetarMold for a free material feasibility review.
Frequently Asked Questions About PP Injection Molding?
What is the typical cycle time for PP injection molding?
Cycle time for PP injection molding ranges from 8 to 15 seconds for thin-wall closures and caps with wall thickness of 0.8 to 1.5 mm, to 60 to 120 seconds for thick-walled automotive structural parts with 4 to 6 mm walls. Cooling accounts for 60 to 70 percent of total cycle time. Optimizing cooling channel layout to maintain mold surface temperature within plus or minus 5 degrees C across the cavity is the most effective path to cycle time reduction, typically saving 10 to 20 percent versus an unoptimized baseline tool. Hot runner systems can further reduce cycle time by eliminating runner cooling time and are strongly recommended for high-volume PP applications above 500,000 parts per year.
Does PP need to be dried before injection molding?
PP absorbs less than 0.1 percent moisture and technically does not require pre-drying in most production climates. However, surface moisture from ambient humidity or improper storage causes splay marks—silver streaks visible on cosmetic part surfaces—that require costly rework or rejection. At ZetarMold, we dry all PP grades at 80 degrees C for 2 hours before molding as standard practice because the cost of drying is negligible compared to the cost of scrapping splay-affected cosmetic parts. For non-cosmetic structural parts stored in sealed, humidity-controlled bags, drying may be skipped after incoming visual inspection confirms pellet quality and surface appearance are acceptable for the intended application.
Can PP be used for clear or transparent parts?
Standard homopolymer and impact copolymer PP grades are opaque or translucent, not optically clear, because their semi-crystalline structure scatters light at crystallite boundaries, producing haze values of 20 to 60 percent. Random copolymer PP grades disrupt crystalline ordering sufficiently to achieve haze values below 5 percent and light transmission above 90 percent—acceptable for food containers, blister trays, and retail packaging applications where clarity is desirable but not critical. For optical-clarity applications requiring haze below 1 percent, such as optical lenses or display covers, polycarbonate or PETG are significantly better material choices and should be evaluated first before committing to a PP-based solution.

What wall thickness is recommended for PP injection molded parts?
Recommended wall thickness for PP injection molded parts is 1.5 to 4.0 mm for general structural applications. Thin-wall packaging runs at 0.5 to 1.5 mm using specialized high-speed tooling and process control. Living hinge cross-sections should be 0.25 to 0.5 mm for optimal flex fatigue life; flex the hinge immediately after demolding while still warm to orient the molecular structure properly. Maintain wall thickness variation within plus or minus 10 percent across the part to prevent differential shrinkage and warpage. Ribs should be designed at 50 to 60 percent of nominal wall thickness, with height not exceeding 3 times the nominal wall, to minimize sink marks on the opposite part surface.
How do I select the right PP grade for my application?
Select homopolymer PP for maximum rigidity and heat resistance, best for automotive structural brackets, appliance housings, and general industrial components where dimensional stability is the priority. Choose impact copolymer PP when sub-zero toughness is required, such as automotive bumpers, outdoor tool cases, and cold-chain containers. Use random copolymer PP for food packaging and consumer goods requiring FDA compliance and improved clarity. Select glass-fiber-filled PP at 10 to 40 percent GF when stiffness above 3 GPa or reduced coefficient of thermal expansion is the design requirement. All medical applications must use ISO 10993-tested grades with documented resin lot traceability from resin certificate to finished part shipping documentation.
What is the shrinkage rate of PP and how does it affect mold design?
PP shrinks at 1.0 to 2.5 percent depending on grade, wall thickness, cooling rate, and crystallinity level—significantly higher than amorphous plastics such as ABS at 0.4 to 0.7 percent or PC at 0.5 to 0.7 percent. Mold cavities must be machined oversize by the expected shrinkage percentage in each linear dimension. Glass-filled PP grades exhibit anisotropic shrinkage—different values in the flow direction versus the transverse direction—that must be accounted for separately in each axis of the mold design. First-article dimensional measurement of initial trial shots establishes the actual shrinkage factor for cavity correction before production approval is granted, and this step should never be skipped for tight-tolerance PP assemblies.
-
polypropylene: Polypropylene (PP) is a semi-crystalline thermoplastic polymer made from propylene monomers, known for its low density (0.90–0.91 g/cm³), good chemical resistance, and fatigue resistance that enables living hinges. ↩
-
semi-crystalline: Semi-crystalline polymers have both ordered crystalline regions and amorphous regions, giving them a defined melting point, higher stiffness, and better chemical resistance compared to fully amorphous plastics like ABS or PC. ↩
-
mold flow analysis: Mold flow analysis refers to computer simulation of how molten plastic fills a mold cavity, predicting fill patterns, weld line locations, sink marks, and warpage before any steel is cut, reducing trial cycles by 30 to 50 percent. ↩







