

Введение: Пресс-форма для литья под давлением is a tool for making plastic products. It works by heating up plastic, melting it, and then squirting it into a mold with a machine. The plastic cools down and hardens, and then you have a plastic thing.

Most products with undercuts in the injection mold can use lifters to remove the undercuts. The purpose is similar to that of the slider mechanism because the demolding direction of the injection molded product is that the injection molding machine pushes the product out of the push plate, and there is only one demolding direction.
Если на изделии имеются выступы, отверстия и пазы, в них образуются подрезы (места расположения кнопок), если они не соответствуют направлению распалубки. Необходимо добавить механизм для распалубки в других направлениях, чтобы удалить подрезы.

Если вы думаете о стоимости, сложности изготовления и качестве работы, если вы можете использовать либо подъемник, либо слайдер, используйте подъемник для внутренних подрезов и слайдер для внешних подрезов. Подъемники хороши тем, что они просты, легки в изготовлении, дешевы и не занимают много места.

В некоторых пресс-формах, таких как пресс-форма для крышки ноутбука, которая имеет много маленьких наклонных выталкивателей, это очень практично и может упростить механизм выталкивания задней части пресс-формы, когда размер наклонного выталкивателя относительно мал или пространства для перемещения наклонного выталкивателя недостаточно. В этой статье объясняется, что такое косой выталкиватель в литье под давлением.
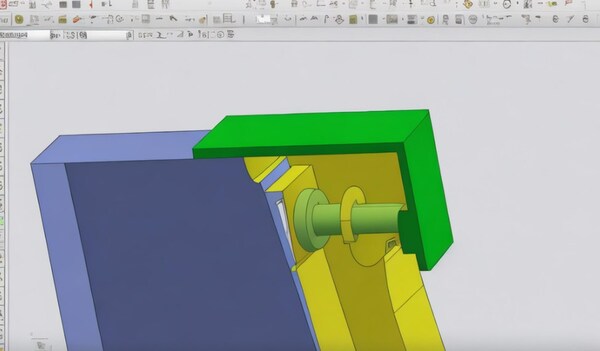
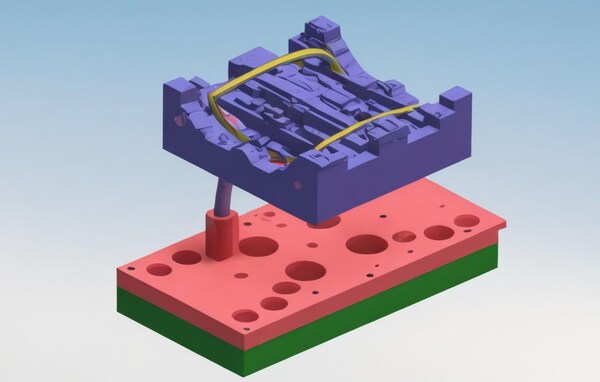
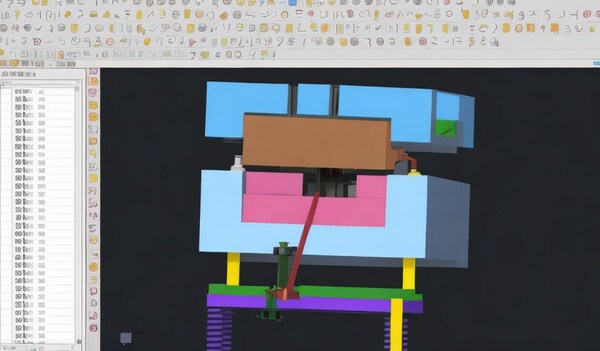
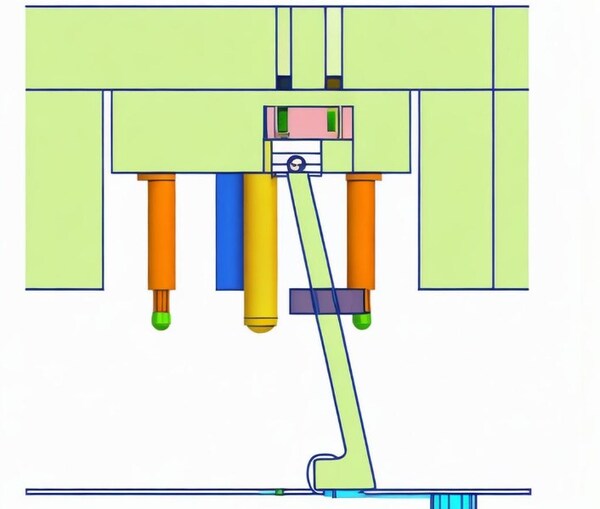
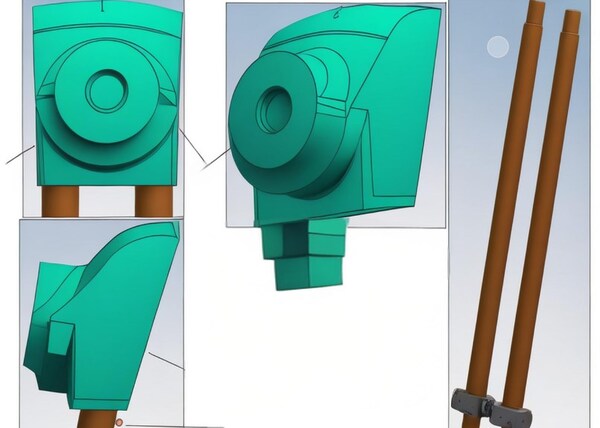
Из каких компонентов состоит конструкция косого эжектора?
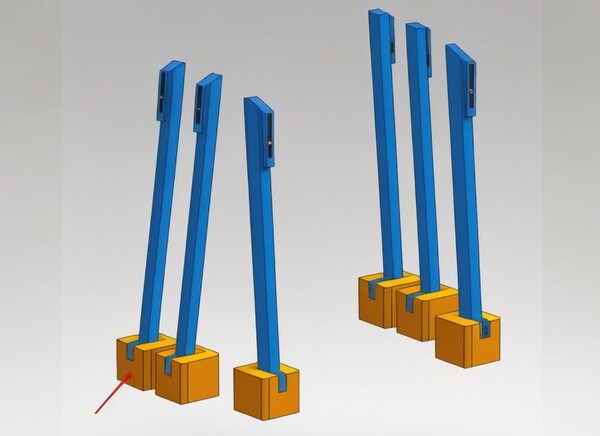
Наклонная головка выталкивателя
В основном это часть пресс-формы. Нижняя часть поверхности подреза обычно делается прямой для удобства обработки и подгонки пресс-формы. Остальные три поверхности будут наклонными для удобства совмещения с уплотнительным клеем. Верхняя поверхность головки наклонного выталкивателя обычно опускается на 0,05~0,1 мм ниже поверхности расположения клея, чтобы предотвратить соскабливание клея наклонным выталкивателем во время выталкивания.
Шток косого выталкивателя
Она соединяет сиденье косого катапультирования и головку косого катапультирования и должна выдерживать выталкивающую силу во время косого катапультирования.
Направляющий блок
При обработке пресс-формы подвижный шаблон обрабатывается воздухом (уменьшение трения) для уменьшения искажений и деформаций, а также добавляется направляющий блок для облегчения точного позиционирования и регулировки.

Направляющая втулка (медный сплав + графит)
В комбинированном подъемнике имеются две направляющие втулки для смазки и направления. Шток подъемника изнашивается после длительного перемещения. Добавление направляющих втулок позволяет уменьшить износ и облегчить обслуживание и замену при возникновении проблем с точностью.

Подъемное сиденье
В интегральном подъемнике обычно используются направляющие с "Т"-образным пазом и штифтовые направляющие. Чаще всего используется штифтовая направляющая, которая проста в обработке и установке. Цена на направляющую с Т-образным пазом немного выше, а основание для Т-образного паза требуется отдельно. Обработка и согласование также сложнее, чем у штифтового типа.

Какие материалы применяются для инжекционного подъемника?
Материал стали Cr12Mov
Cr12Mov - высококачественная высокоуглеродистая легированная сталь с очень высокой твердостью и прочностью, способная выдерживать высокие температуры и длительное использование. Она обладает отличной коррозионной стойкостью, высокой ударной вязкостью, хорошими технологическими характеристиками, хорошей износостойкостью и т. д. Съемники из Cr12Mov обычно подходят для изготовления больших пресс-форм, поскольку эти пресс-формы должны выдерживать огромное давление.

45# Материал стали
Сталь 45# 45# - это низкоуглеродистая сталь, которая широко используется в производстве малых и средних литьевых форм. Она обладает хорошей обрабатываемостью и вязкостью, а также относительно дешева. Однако твердость этого материала невысока, и он подходит только для некоторых небольших пресс-форм, которым не нужно выдерживать высокое давление.

SKD11 Материал стали
SKD11 steel is a cold work tool steel that is widely used in the manufacture of injection molds because of its strength and wear resistance. It has good hardness, excellent corrosion resistance, and good machinability. It can withstand high temperature and high pressure without deformation, which is very suitable for the production of large injection molded products.

H13 Материал стали
Сталь H13 является одной из лучших формовочных сталей. Она обладает высокой термической стабильностью, хорошей твердостью и вязкостью, отличной износостойкостью и жаропрочностью и т. д. Сталь H13 используется во многих видах пластиковых форм, потому что она так хороша, особенно для изготовления форм, которые служат долго и используются много раз.
Материал стали S136
Сталь S136 - это высококачественная нержавеющая сталь. Она обладает высокой прочностью, хорошей износостойкостью, высокой точностью и сильной коррозионной стойкостью. Сталь S136 обычно используется для изготовления высокоточных деталей в литьевых изделиях, таких как электронное оборудование, медицинское оборудование и механические детали.

Какие идеи следует учитывать при проектировании подъемника?
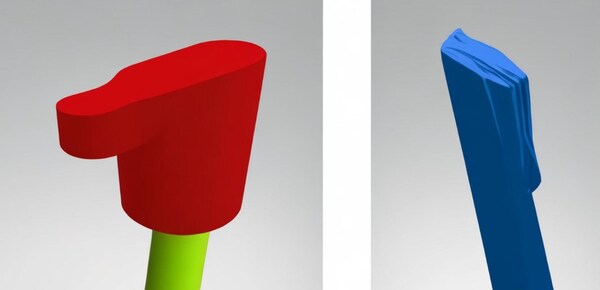
Наклонный выталкиватель - это разновидность системы выталкивания. Когда в детали есть подрез, неудобно делать позицию, но удобно делать наклонный выталкиватель, для выталкивания необходимо использовать наклонный выталкиватель.

Другая ситуация показана на рисунке: когда глубокая и длинная кость выталкивается прямым выталкивателем, кость легко прилипает к прямому выталкивателю, и ее нелегко извлечь, поэтому для выталкивания необходимо использовать наклонный выталкиватель.

Наклонные выталкиватели делятся на наклонные выталкиватели для задней формы и наклонные выталкиватели для передней формы. Наклонный выталкиватель не может быть использован для того же материала, что и стержень. Он должен быть сложнее на один уровень. В меньшем наклонном выталкивателе используется FDAC,

Идеи дизайна подъемника для литья под давлением
Сначала рассчитайте ход срабатывания наклонного эжектора. Затем рассчитайте наклон наклонного выталкивателя на основе хода выталкивания. Затем определите положение уплотнения наклонного выталкивателя в боковом направлении. Предпочтительно, чтобы положение уплотнения было горизонтальным, но можно использовать и вертикальное уплотнение.

Если используется вертикальное запечатывание, помните, что положение клея на застежке изделия может деформироваться в боковом направлении при работе наклонного выталкивателя. Если у наклонного выталкивателя слишком много места для бокового перемещения, положение клея на застежке может деформироваться вбок. Если время ограничено, можно использовать вертикальное уплотнение.

Затем создайте исходное положение для обработки наклонного верха, причем исходное положение для обработки основано на направлении выхода клея; из исходного положения для обработки сделайте наклонную поверхность наклонного верха вниз, чтобы отрегулировать толщину наклонного верха в направлении бокового перемещения.

Если общая длина наклонной столешницы составляет менее 100 мм, толщина наклонной столешницы гарантированно должна быть не менее 6 мм. Если общая длина превышает 100 мм, толщина наклонной столешницы должна быть не менее 8 мм. Если такой толщины достичь невозможно, уменьшите общую длину наклонной столешницы.
Склейте две стороны наклонного верха вместе. Прочность и положение наклонного верха определят, сколько клея нужно использовать.

Если прочность недостаточна, используйте больше клея. Убедитесь, что клей покрывает боковые стороны наклонного верха. Проделайте в шаблоне отверстие, через которое будет проходить наклонная столешница, и сделайте блок для наклонной столешницы. Спроектируйте сиденье для наклонной столешницы, стараясь избегать острых углов.

Каковы меры предосторожности при использовании наклонной верхней части конструкции?
Расстояние выброса наклонного верха не будет слишком большим
Обычно расстояние выброса наклонной верхней части не слишком велико, ее легко сломать. Расстояние выталкивания наклонной верхней части пресс-формы для полностью автоматизированного производства больше, чем расстояние выталкивания наклонной верхней части полуавтоматического подъемника, чтобы предотвратить неравномерное усилие, когда робот поднимает продукт и не может его извлечь.

Расстояние выталкивания в полностью автоматическом режиме = расстояние до продукта (H) + значение безопасности (K) 5,00~10,00 мм; расстояние выталкивания в полуавтоматическом режиме = высота продукта (H) X (2/3) .
Диапазон угла наклона верхней части составляет 3°~15°.
Диапазон углов наклона вершины составляет 3°~15°, а наилучший вариант - 3°~8°. Если угол наклона вершины превышает 12°, то помимо прочности, стержень наклонной вершины также должен быть оснащен вспомогательным стержнем, чтобы предотвратить деформацию и поломку наклонной вершины из-за чрезмерного крутящего момента во время производства.

Явление прилипания изделия к наклонному верху чаще всего возникает на производстве. Обычный метод заключается в увеличении уклона изделия при формовке. При проектировании следует избегать того, чтобы наклонный верх имел слишком много ребер.
Наклонный эжектор не должен быть слишком тонким
Не делайте наклонный выталкиватель слишком тонким. Минимальная толщина (диаметр) наклонного выталкивателя для небольших изделий составляет 3,00 мм. Для изделий диаметром более 500,00 мм минимальная толщина (диаметр) наклонного выталкивателя должна быть не менее 25,00 мм, чтобы предотвратить деформацию и поломку наклонного выталкивателя из-за чрезмерного крутящего момента во время производства.

Наклонный выталкиватель является частью системы выталкивания, что аналогично использованию выталкивающего штифта для выталкивания детали. Вам не нужно помещать штифт выталкивателя в то же место, что и наклонный выталкиватель, чтобы избежать помех между наклонным выталкивателем и штифтом выталкивателя. Чтобы убедиться в наличии помех между наклонным выталкивателем и выталкивающим штифтом, необходимо провести моделирование.Подъемник для литья под давлением.
Какова роль подъемников конструкции пресс-формы для литья под давлением?
Существует несколько причин, по которым литье пластмасс под давлением требуется пресс-форма с наклонной структурой выталкивателя. Вот основные из них:

Улучшение характеристик экструзии пресс-формы
В процессе изготовления пресс-формы мы обычно добавляем наклонный эжектор с одной стороны пресс-формы, чтобы помочь потоку материала и выхлопу. Наклонный эжектор может уменьшить сопротивление потока материала и сделать его более плавным. Это может повысить скорость экструзии и эффективность пресс-формы.

Оптимизация производительности заполнения пресс-формы
При литье под давлением необходимо, чтобы материал заполнил всю форму и проник в каждый уголок. Угловатая верхняя часть помогает, когда стержни пластиковых деталей не хотят легко выходить из формы,

Это позволяет лучше заполнять форму. Принцип движения также заключается в том, чтобы изменить вертикальное движение открытия и закрытия формы на горизонтальное, чтобы завершить боковое вытягивание стержня.
Улучшение качества продукции
В пресс-форме для литья под давлением положение и угол наклона верхней части тесно связаны с качеством внешнего вида литьевого изделия. Разумная настройка положения и угла наклона верхней части может обеспечить плотное закрытие пресс-формы, значительно уменьшить количество пузырьков внутри литьевого изделия, а также улучшить качество внешнего вида и отделки поверхности литьевого изделия.

Наклонная верхняя часть может обеспечить более плавное заполнение формы материалом, избежать вмешательства во внутреннюю часть изделия, а также повысить качество и точность продукции.

Повышение эффективности производства
Форма с наклонной структурой рисунка может обеспечить скольжение стержня через контроль наклона в процессе литья под давлением, сократить время формовки изделия и производственный цикл, а также повысить эффективность производства.

Повышение точности продукции
Стержень формы с наклонной структурой вытяжки может оставаться стабильным во время процесса скольжения, что позволяет избежать вмешательства во внутреннюю часть изделия и повысить точность и качество продукции.
Предотвращение застревания плесени при открывании и закрывании
Когда форма открывается и закрывается, иногда зазор между формами уменьшается или по какой-то причине исчезает, что приводит к серьезному застреванию. Именно тогда на помощь приходит наклонный верх. Наклонная структура и плавающее устройство наклонного верха делают форму более плавной в процессе открытия и закрытия, что помогает решить проблему заклинивания формы.

Продление срока службы пресс-формы
При использовании литьевой формы плоскость формы не шлифуется по всей поверхности, а происходит даже локальный износ, что может легко уменьшить зазор между шаблонами и увеличить вероятность заклинивания.

Конструкция наклонного верха позволяет эффективно устранить проблему зазора между формами и в то же время минимизировать силу удара между шаблонами и продлить срок службы формы.
Снижение остаточного напряжения
Конструкция пресс-формы с косой лентой позволяет уменьшить образование остаточных напряжений во время процесс литья под давлениемчто способствует повышению точности размеров и стабильности изделия.

Снижение производственных затрат
Конструкция пресс-формы с косым рисунком позволяет снизить сложность и стоимость изготовления пресс-формы, а также уменьшить затраты на обслуживание и количество брака в процессе производства, тем самым снижая общую стоимость производства.

Повышение конкурентоспособности на рынке
Использование форм с наклонной эжекторной структурой позволяет производить продукцию более высокого качества, повысить добавленную стоимость и рыночную конкурентоспособность продукции, а также помочь предприятиям завоевать большую долю рынка в условиях жесткой рыночной конкуренции.
Заключение
При проектировании пресс-формы для литья пластмасс под давлением, чтобы справиться со сложной полостью пресс-формы и повысить эффективность впрыска, обычно необходимо разработать более простой механизм выталкивания пресс-формы.

Особенно при высоком давлении впрыска рациональное применение вертикальных и горизонтальных механизмов выталкивания (например, выталкивающих штифтов) и подъемников пресс-формы может эффективно повысить эффект усиленного литья пластмасс под давлением.

Конструкция выталкивающей плиты и подъемника литьевой формы обеспечивает плавное извлечение изделий, оптимизируя тем самым весь производственный процесс.

Наклонный выталкиватель - ключевой компонент процесса впрыска. Он используется для устранения подрезов в изделии для обеспечения плавной формовки.

Наклонный выталкиватель имеет простую конструкцию и низкую стоимость. Он может быть изготовлен из различных сталей, таких как Cr12Mov, сталь 45# и SKD11, и подходит для пресс-форм различных размеров и потребностей.

Конструкция наклонного эжектора включает в себя угол наклона, расстояние выброса и выбор материалов. Следует обратить внимание на прочность конструкции и пространство для движения.

Оптимизация конструкции наклонного выталкивателя позволяет повысить производительность заполнения, эффективность производства и качество продукции, продлить срок службы пресс-формы и снизить себестоимость продукции.

Одним словом, разумное применение наклонного эжектора не только оптимизирует производственный процесс, но и повышает конкурентоспособность на рынке, а также обеспечивает точность и надежность конечного продукта.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







