 Перейти к содержанию
Перейти к содержанию 

Что такое зажимное усилие?
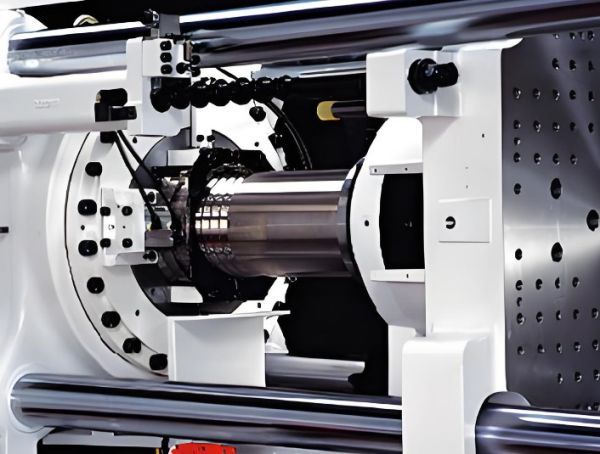
Усилие смыкания - это усилие, необходимое для удержания пресс-формы в закрытом состоянии в процессе литья под давлением. Оно обеспечивает точное выравнивание каждой части формы, включая половинки формы, и предотвращает вытекание расплавленного пластика из швов формы под высоким давлением. Усилие смыкания обычно измеряется в тоннах и является важным параметром термопластавтомата.

Усилие смыкания - один из ключевых факторов, который напрямую влияет на плавность и качество внешнего вида процесса литья под давлением. Недостаточное усилие смыкания приведет к тому, что пресс-форма не сможет закрыться должным образом, что приведет к появлению вспышек, в то время как чрезмерное усилие смыкания может привести к повреждению пресс-формы и термопластавтомата. Обеспечение надлежащего усилия смыкания необходимо для сохранения целостности пресс-формы и качества конечного продукта.
Во время процесс литья под давлениемПластиковый материал впрыскивается в полость формы при высокой температуре и значительном давлении. Когда пластик остывает и затвердевает, получается готовое изделие. На этом этапе пресс-форма должна выдерживать большое внутреннее давление, и для удержания ее в закрытом состоянии необходимо приложить достаточную силу или усилие смыкания. Если усилие смыкания не идеально, форма откроется при приложении давления, и расплавленный пластик попадет в форму через швы, что вызовет вспышку и даже может полностью повредить форму.

Расчет усилия зажима
Формула для расчета силы зажима в общем случае:
Сила зажима=Предполагаемая площадь × Давление в полости
Где проекционная площадь - это площадь изделия на поверхности раздела, а давление в полости - это давление, оказываемое расплавленным пластиком на стенки формы во время впрыска.
Например, если проектируемая площадь изделия составляет 200 квадратных сантиметров, а давление в формовочной полости - 500 кг/см², требуемое усилие смыкания будет составлять:
Clamping Force=200cm2×500kg/cm2=100,000kg=100tons
В реальном производстве для определения силы прижима необходимо учитывать и другие факторы, такие как: тип производимого продукта, характеристики текучести используемого полимера, величина давления впрыска и скорость впрыска. Поэтому расчет и определение силы зажима обычно является экспериментальным процессом, требующим точной настройки и многократных испытаний для получения наилучших результатов.

Ключевые роли зажимного усилия
Держите форму закрытой
Усилие смыкания в основном используется для удержания пресс-формы в закрытом состоянии во время процесса литья под давлением. Поскольку расплавленный пластик создает большое давление, пресс-форма должна быть закрыта во время процесса литья под давлением. Если усилие смыкания будет недостаточным, пресс-форма откроется, и пластик вытечет из стыков пресс-формы, что приведет к так называемой вспышке. Узел смыкания отвечает за приложение и поддержание максимального давления смыкания, чтобы пресс-форма оставалась закрытой.
Удержание пресс-формы в закрытом положении не только предотвращает вспышки, но и обеспечивает правильный размер изделия и качество его поверхности. Сайт процесс литья под давлением предполагает впрыск полимера в форму под высоким давлением, что приводит к несовпадению размеров изделия и появлению дефектов поверхности при небольшом открытии формы. Поэтому для достижения идеального качества конечного продукта необходимо достаточное усилие смыкания.

Предотвращение вспышек
Вспышка - это распространенный дефект литья под давлением, когда усилие смыкания недостаточно, пластик скапливается на шве пресс-формы, что приводит к появлению "вспышки". Вспышка не только изменяет внешнюю поверхность изделия и его качество, но и увеличивает количество дополнительных операций по обрезке и снижает эффективность производства. Поэтому для предотвращения вспышки необходимо достаточное усилие смыкания.
Вспышка не только влияет на внешний вид изделия, но и в определенной степени на его функциональные характеристики. Например, для некоторых прецизионных деталей вспышка может повлиять на сборку и использование изделия и даже привести к его отбраковке. Кроме того, появление вспышек может привести к последующим операциям по отделке, что снижает эффективность производства и увеличивает производственные затраты.

Факторы, влияющие на усилие зажима
Материал для инъекций
Из-за различных свойств каждого материала сила зажима также варьируется в зависимости от материала впрыска. Как правило, индекс расплава и текучесть материала, используемого для производства, существенно влияют на силу зажима. Например, деталь с высоким индексом расплава обладает лучшей текучестью, чем деталь с низким индексом расплава, поэтому для нее требуется меньшее давление впрыска и, следовательно, меньшее усилие зажима. С другой стороны, материал с низким индексом расплава обладает плохой текучестью расплава и высоким давлением впрыска, поэтому для него требуется большее усилие зажима.
Текучесть пластиковых материалов зависит не только от индекса расплава, но и от параметров процесса, таких как температура и давление. Например, высокоэффективные инженерные пластики демонстрируют хорошую текучесть при высокой температуре и высоком давлении, но плохую текучесть при низкой температуре и низком давлении. Можно сделать вывод, что при определении усилия смыканияz` необходимо всесторонне учитывать текучесть материала и параметры процесса для достижения наилучшего эффекта формования.

Давление и скорость впрыска
К другим параметрам, оказывающим непосредственное влияние на усилие смыкания, относятся давление и скорость впрыска. При высоком давлении и высокой скорости впрыска расплавленный пластик оказывает значительное усилие на стенки формы, поэтому усилие смыкания должно быть выше, чтобы поддерживать форму в закрытом состоянии. С другой стороны, при низком давлении и низкой скорости впрыска требуемое усилие смыкания меньше.
Помимо силы зажима, давление впрыска и его скорость влияют на качество продукции и скорость производства. Например, высокое давление и высокая скорость впрыска могут сократить время, необходимое для производства продукта, и тем самым повысить эффективность, но при этом усилие зажима должно быть выше, а значит, выше износ и энергопотребление оборудования. Таким образом, в реальном производстве очень важно выбирать давление и скорость впрыска более комплексно, в соответствии с фактическими требованиями к изделию и реальными условиями производства, а не просто следовать заданным спецификациям для достижения наилучшего производственного эффекта.
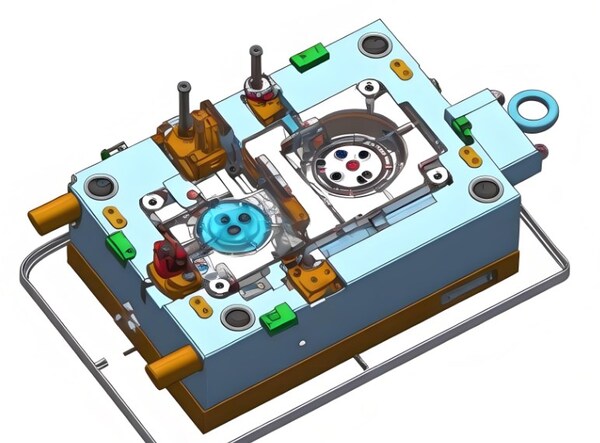
Дизайн пресс-формы
Конструкция пресс-формы оказывает значительное влияние на усилие смыкания. Усилие смыкания увеличивается прямо пропорционально площади пресс-формы. Кроме того, расположение линии разъема, система вентиляции и другие сопутствующие факторы также влияют на усилие смыкания. Например, хороший контроль вентиляции может помочь добиться распределения напряжений во время впрыска, тем самым снижая необходимое усилие смыкания.
Конструкция пресс-формы является ключевым фактором, определяющим усилие смыкания, и оказывает значительное влияние на качество продукции и эффективность производства. Например, разумная конструкция линии разъема помогает уменьшить образование вспышек и заусенцев, тем самым улучшая внешний вид конечного продукта. Хорошая система вытяжки должна повышать плотность и прочность изделия за счет минимизации пузырьков и пустот. Поэтому при проектировании пресс-формы необходимо всесторонне учитывать такие факторы, как усилие смыкания, качество продукции и эффективность производства, чтобы оптимизировать и улучшить общую конструкцию.
Оптимизация усилия зажима
Как определить оптимальное усилие зажима?
Очень сложно определить, какое значение усилия смыкания необходимо, поскольку необходимо учитывать множество факторов, таких как материал для впрыска, конструкция изделия и пресс-формы, условия впрыска и т.д. Другими словами, теоретической предпосылкой для определения оптимального усилия смыкания является использование экспериментальной процедуры. Конкретные шаги таковы:Конкретные шаги таковы:
1. Первое приближение для определения силы зажима, которую необходимо приложить.
2. Пробное производство в соответствии с первоначальной оценкой и проверка качества продукции и состояния пресс-форм.
3. Изменение силы зажима в соответствии с результатами пробного производства до получения наиболее эффективных результатов.

Прогнозируя силу зажима на основе эксперимента, можно обеспечить потребителю хорошее качество продукта, повысить производительность и долговечность оборудования. Например, в условиях опытного производства путем регулирования давления, скорости и температуры впрыска можно найти оптимальное усилие зажима, когда диапазон различных параметров определяется в процессе самого опытного производства, что позволяет контролировать общий производственный процесс, экономить энергию и предотвращать износ оборудования, повышая тем самым эффективность производства и качество готовой продукции.

Использование передовых технологий для оптимизации усилия зажима
В ходе технологического прогресса на первый план в управлении усилием смыкания вышли более совершенные технологии. Например, при использовании программного обеспечения для проектирования литьевых форм инженеры могут прогнозировать распределение давления впрыскиваемого материала, тем самым проектируя форму с минимальным усилием смыкания. Кроме того, некоторые современные машины для литья под давлением оснащены интеллектуальными системами управления, которые могут контролировать усилие смыкания с высокой точностью и стабильностью в процессе производства полимера.
Проектирование потока в пресс-форме может предсказать не только распределение давления, но и температуру, способность к течению и т.д. Все изменения, происходящие в процессе впрыска, такие как температура, тень и текучесть, могут быть полностью поняты, и даже процесс может быть оптимизирован и улучшен. Используя интеллектуальные системы управления, можно отслеживать изменение силы зажима в режиме реального времени и изменять ее в зависимости от реальной ситуации в цехе, тем самым стабилизируя производственные процессы и повышая качество выпускаемой продукции, а также общую эффективность производства.

Последствия недостаточного усилия зажима
Деформация и повреждение плесени
Если усилие смыкания будет недостаточным, пресс-форма откроется в процессе литья под давлением, исказив и разрушив ее форму. Это еще более важно для прецизионных пресс-форм, где недостаточное усилие смыкания может привести к необратимой деформации пресс-формы или даже к ее отбраковке.
Деформация и повреждение пресс-формы не только влияют на качество продукции, но и оказывают значительное влияние на стоимость обслуживания и замены пресс-формы, неизбежно увеличивая производственный цикл и снижая эффективность производства. Например, при изготовлении высокоточных деталей даже небольшая деформация пресс-формы может привести к изменению допусков размеров и функциональных характеристик целевых деталей, тем самым влияя на качество и функциональность готового изделия.

Проблемы с качеством продукции
Недостаточное усилие зажима также может вызвать некоторые проблемы с качеством продукции. Наиболее распространенной проблемой является вспышка, которая влияет на внешний вид детали, а также на точность размеров и функциональные характеристики конечного продукта. Кроме того, иногда недостаточное усилие зажима может привести к неровной внутренней структуре и неравномерному распределению материала, что еще больше влияет на общее качество изделия.
Вспышка влияет на внешний вид изделия, а также на его сборку и использование. Например, на некоторых сложных деталях вспышка будет мешать сборке. Во-вторых, вспышки также приводят к необходимости последующих отделочных операций, тем самым снижая эффективность производства и увеличивая производственные затраты.

Влияние чрезмерного усилия зажима
Повышенное потребление энергии
Слишком большое усилие зажима влияет на потребляемую мощность литье пластмасс под давлением машина. Высокое усилие зажима потребляет больше энергии, поэтому себестоимость продукции выше, и она небезопасна для окружающей среды.
Большее потребление энергии не только увеличивает производственные затраты, но и наносит вред окружающей среде. Например, высокоэнергетические процессы производства продукции приводят к выбросам углерода, которые загрязняют окружающую среду и влияют на изменение климата. Длительное использование оборудования в условиях высокоэнергетического режима приводит к его быстрому износу, что сокращает срок службы оборудования и эффективность производства.

Сокращение срока службы пресс-формы
Чрезмерное усилие смыкания вызывает чрезмерную механическую нагрузку на пресс-форму, сокращая срок ее службы. Длительная работа при высоком усилии смыкания приводит к усталостному повреждению различных частей пресс-формы, увеличивая частоту обслуживания и замены пресс-формы, что еще больше повышает производственные затраты.
Сокращение срока службы пресс-формы негативно сказывается на ее долговечности, что влечет за собой расходы на обслуживание и замену, влияя на стабильность и непрерывность производства. Замена пресс-формы затрудняет производственный процесс, снижает производительность и обходится компании дороже в плане производственных расходов.

Заключение
Сила смыкания является одним из важнейших факторов в процессе литья под давлением, поскольку она определяет качество продукции и эффективность всей производственной линии, а также срок службы пресс-формы. Соответствующее давление смыкания гарантирует, что пресс-форма остается закрытой и дает очень качественный конечный продукт, который уменьшает проблемы с качеством, такие как вспышки, и в то же время потребляет минимум энергии и максимально увеличивает срок службы пресс-формы.
В реальном производстве расчет и регулирование усилия смыкания включает в себя такие факторы, как материал для впрыска, пресс-форма и другие факторы процесса впрыска. Кроме того, возможно применение современных технологий, которые могут способствовать лучшему контролю и поддержанию необходимого усилия смыкания для обеспечения большей стабильности и эффективности производственного процесса.
Таким образом, разумная настройка и оптимизация силы зажима имеет решающее значение для литьё под давлением процесс. В реальном производстве необходимо использовать научные методы и технологии для постоянного совершенствования и контроля силы смыкания, повышения эффективности и стабильности производственного процесса, улучшения качества продукции, снижения производственных затрат, увеличения срока службы пресс-формы и создания дополнительных экономических и социальных преимуществ для предприятий.







