 Перейти к содержанию
Перейти к содержанию 

Введение
Когда вы разрабатываете литые деталиПри этом необходимо учитывать множество факторов, которые повлияют на то, насколько хорошо будет функционировать ваша деталь и как хорошо она будет выглядеть в готовом виде. При литье деталей под давлением многое может пойти не так, как хотелось бы, например раковины, линии текучести, коробление и многое другое. Поэтому очень важно понимать рекомендации по проектированию деталей для литья под давлением, чтобы получить отличные результаты.

В этой статье я расскажу вам об основных правилах проектирования пресс-форм для литья под давлением, которые помогут вам создавать лучшие пластиковые детали. Я также расскажу вам о контроле технологического процесса, дам несколько важных рекомендаций по проектированию пресс-форм и подскажу, как избежать некоторых распространенных проблем при проектировании.
Проектирование литья под давлением
Литье под давлением - это процесс, в ходе которого вы расплавляете пластик и заливаете его в форму для изготовления детали. Дизайн пресс-формы и детали, которую вы делаете, очень важен для того, чтобы она хорошо работала. Вот несколько причин, почему дизайн важен для литья под давлением.

Определите сложность производства
Посмотрев на дизайн, дизайнеры и инженеры могут подумать обо всем, что может пойти не так при создании продукта. Дизайн подсказывает им, что делать, поэтому им не нужно гадать, что делать, когда они делают продукт.
Убедитесь в целесообразности производства
Приступая к разработке и производству новой пластиковой детали, вы не знаете наверняка, будет ли разработанная вами деталь пригодна для производства. Проектирование методом литья под давлением поможет вам понять, будет ли работать тот способ, которым вы пытаетесь изготовить деталь. Вы сможете выяснить, не возникнут ли у вас производственные проблемы, когда детали застревают в пресс-форме.

Предотвращение отказов деталей
Если вы не разработаете свой литые детали правильно, они не будут работать должным образом. Они могут не делать того, что должны, из-за дефектов впрыска или других механических неисправностей. Рекомендации по проектированию литья под давлением помогут вам выбрать правильные параметры литья и избежать серьезных проблем, из-за которых ваши детали не будут работать.
Конструкция деталей, изготовленных методом литья под давлением
Литье под давлением - сложный процесс, требующий тщательного проектирования для обеспечения успешного производства. Как только процесс начинается, ошибки, вызванные проектированием, могут привести к значительным задержкам и расходам. Поэтому, чтобы избежать таких ошибок, необходимо следовать надлежащим рекомендациям по проектированию литья под давлением. Вот некоторые ключевые соображения, которые следует учитывать при проектировании литьевых деталей.

Толщина стенок камеры
Это один из важнейших моментов, о котором нужно думать при проектировании деталей, изготовленных методом литья под давлением. Толщина стенки влияет на многое в детали, например на ее внешний вид, работу и стоимость. Поэтому необходимо определить правильную толщину стенки, исходя из того, как деталь должна работать. Вам нужно подумать о том, какую нагрузку может выдержать деталь и как долго она должна прослужить, чтобы определить самую тонкую стенку, с которой вы можете справиться.
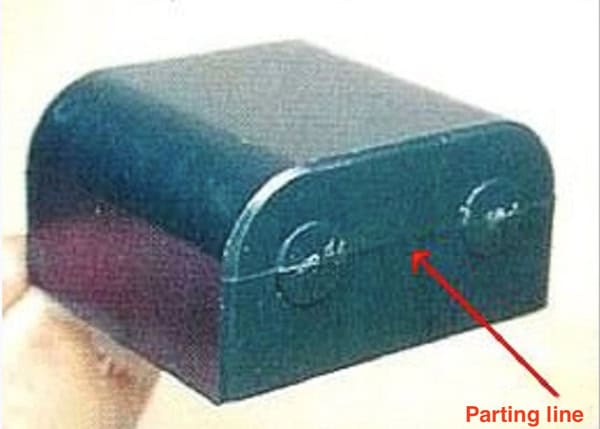
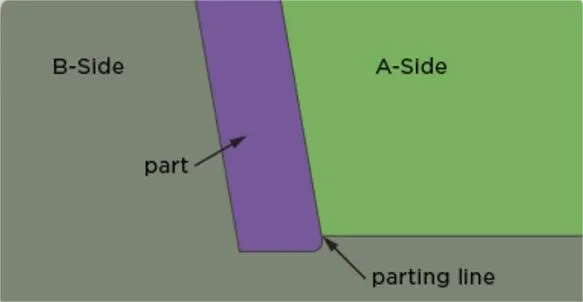
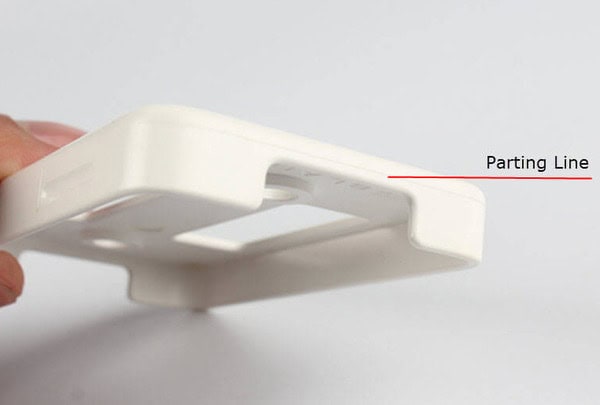
Линия расставания
Линия раздела - это место, где две половины пресс-формы соединяются для получения конечного изделия. Если в конструкции линии разъема есть какие-либо несоответствия или перекосы, это может привести к дефектам вспышки в отлитой детали. Поэтому важно спроектировать простую и прямую линию разъема, чтобы свести к минимуму эти дефекты.
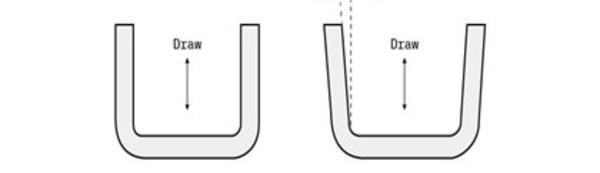
Угол наклона
Угол осадки - это угол на поверхности детали, изготовленной методом литья под давлением, который позволяет легко извлечь ее из формы без повреждений. Необходимый угол осадки зависит от таких факторов, как толщина стенок, усадка материала, необходимость финишной обработки и т. д.
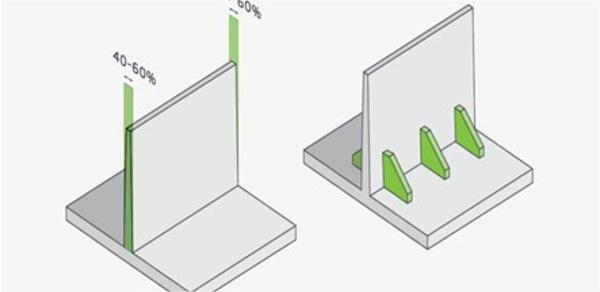
Ребра и боссы
Ребра жесткости используются для укрепления стенок детали, где две стенки пересекаются под углом 90 градусов. Они помогают сделать деталь более прочной и способной выдержать больший вес. Биссектрисы - это приподнятые участки на детали, которые используются для крепления и выравнивания других деталей. Они также делают детали более прочными в таких местах, как отверстия для винтов и пазы.

Расположение и тип ворот
Затвор в литье под давлением - это очень важная деталь, которая непосредственно связана с пластиковой деталью и контролирует поток расплавленной пластиковой смолы в полость. Размер, форма и расположение литника оказывают большое влияние на готовое изделие. Они влияют на прочность и внешний вид изделия.
Выталкивающие штифты
Это очень важно при литье под давлением. Он помогает выталкивать деталь из формы после того, как она достаточно остынет. Они часто оставляют следы на детали. Поэтому их нужно проектировать в плоскости, перпендикулярной направлению движения штифта.

Подрезы и резьба
Подрезы и резьба - это углубления или нависающие элементы, из-за которых пластиковую деталь трудно извлечь из формы одним движением. Вы должны быть уверены, что деталь можно извлечь одним движением. Это поможет снизить затраты на литье под давлением. Поэтому, когда вы разрабатываете литые деталиВы хотите избежать резьбы и подрезов.

Филе
Чтобы сделать литье под давлением более качественным, необходимо использовать закругленные элементы вместо острых углов и краев. Острые края требуют большего давления для заполнения, что может повредить деталь и вызвать дефекты при ее извлечении. Скругленные внутренние и внешние углы помогают пластику лучше течь, что уменьшает напряжение и трещины.

Отделка поверхности
Пластиковые детали могут иметь различную отделку поверхности, которая влияет на их текстуру, внешний вид и ощущение. Выбор правильной отделки важен на этапе проектирования, поскольку от этого зависит, какие инструменты и материалы понадобятся. Грубая отделка требует больше черновой обработки и влияет на выбор материала. Поверхность формы также может потребоваться подготовить для достижения желаемой отделки. Любые недостатки поверхности формы будут видны на отформованной детали.

Выбор материала
При изготовлении изделий методом литья под давлением вы можете использовать множество различных видов пластика. Каждый вид пластика обладает своими особыми физико-механическими свойствами. От того, какой вид пластика вы выберете, зависит, как будет работать ваша деталь в том мире, в котором вы хотите ее видеть. При выборе пластика для литья под давлением вы в первую очередь думаете о том, насколько он усаживается, насколько хорошо он подходит и сколько он стоит.

Руководство по проектированию литьевых форм
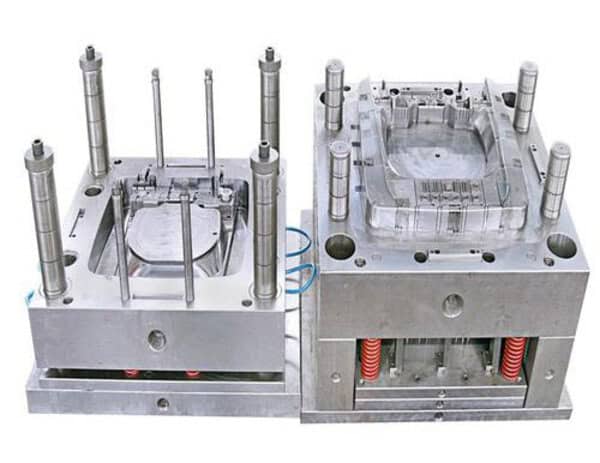
Проектирование и изготовление пресс-форм для литья под давлением - важная задача в производстве пластиковых деталей. Оснастка пресс-формы помогает определить форму предполагаемой пластиковой детали. Поэтому все компоненты пресс-формы должны быть в правильном состоянии для бесперебойного литья под давлением.
Основание пресс-формы и расположение полостей
Пресс-форма должна быть прочной и долговечной, простой в обслуживании, ее легко разобрать и собрать обратно для ремонта и обслуживания. Оснастка пресс-формы должна быть изготовлена с высокой точностью, чтобы полость и сердечник располагались правильно. Расположение полости в основании пресс-формы также должно позволять легко добраться до полых и стержневых вставок для обслуживания и ремонта. Это сокращает количество дефектов и делает детали более качественными.

Дизайн системы охлаждения
Система охлаждения играет важную роль в конструкции литьевой формы. Она контролирует температуру полости пресс-формы и пластикового материала. Охлаждение важно, поскольку оно помогает затвердевать пластику и контролировать усадку.
Конструкция бегунков и ворот
Система бегунков и затворов управляет потоком расплавленного пластика в полость пресс-формы. Затвор - это вход для пластика в полость, а система бегунков направляет пластик к затвору. Конструкция затвора и системы бегунков влияет на эффективность процесса литья и качество готового изделия.
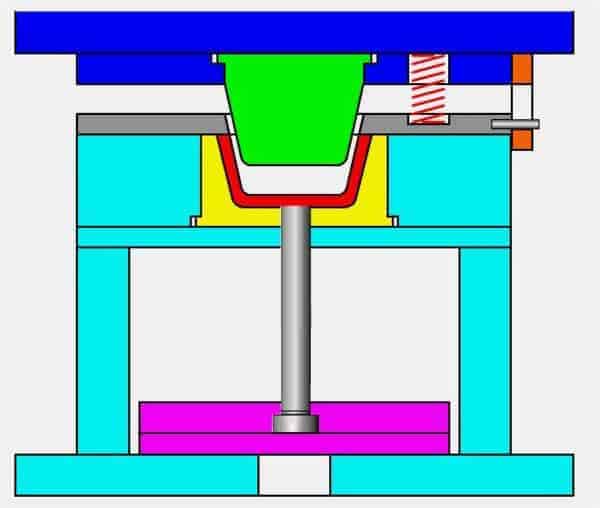
Конструкция системы катапультирования
Система выталкивания - это то, что вытаскивает готовую деталь из формы. При проектировании системы выталкивания необходимо учитывать форму детали, количество подрезов и ее прочность. Чтобы не повредить деталь при извлечении, можно использовать выталкивающие штифты, втулки или гидравлические системы выталкивания.
Материал пресс-формы и обработка поверхности
От материала, из которого изготовлена пресс-форма, зависит срок ее службы и качество готовой детали. Для достижения наилучших характеристик материал пресс-формы должен иметь высокую температуру плавления, хорошую теплопроводность и отличную износостойкость. Правильный выбор материала поможет вам сократить время цикла, продлить срок службы пресс-формы и снизить риск возникновения дефектов деталей.

Zetar Mold - лучший поставщик услуг по литью под давлением, чтобы сделать ваш процесс литья и формованные детали лучше. Мы проводим полный анализ DFM для вашего проекта литья под давлением, чтобы сделать вашу форму и конструкцию детали лучше. Таким образом, вы экономите время и деньги и получаете более качественный продукт.
Процесс литья под давлением Контроль качества Пластиковые детали
Литье под давлением это очень точный и эффективный способ изготовления пластиковых деталей. Но если вы хотите делать хорошие пластиковые детали, вам нужно очень хорошо контролировать процесс.

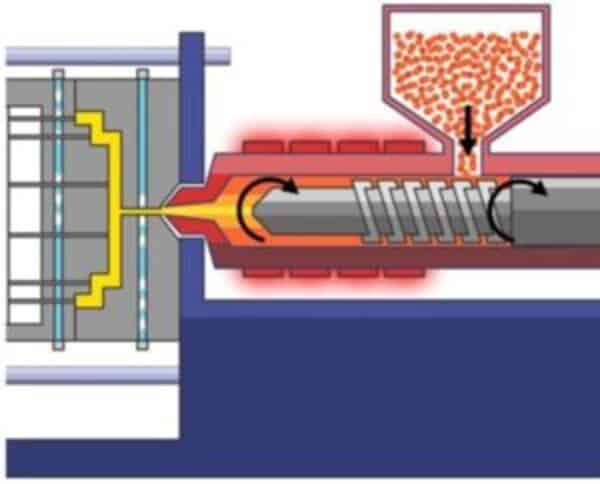
Обзор процесса литья под давлением
Литье под давлением - это процесс расплавления пластика, а затем его застывания под давлением в пресс-форме для придания ему формы. Этот процесс происходит в непрерывном цикле и состоит из множества этапов. После того как пластиковая смола нагревается, открывается затвор, когда в пресс-форме создается нужное давление. Затем расплавленный пластик впрыскивается в форму.
Когда расплавленная смола достигает конца бочки, затвор закрывается. Затем две половины пресс-формы одновременно закрываются и удерживаются вместе под давлением смыкания. После фазы удерживающего давления винт оттягивается, и деталь охлаждается в пресс-форме. После остывания детали пресс-форма открывается, и выталкивающий штифт или выталкивающая плита выталкивают деталь наружу. Готовая деталь готова к отделке.

Параметры процесса и оптимизация
Управление процессом литья под давлением включает в себя контроль и регулировку множества параметров для достижения наилучших результатов. Вот некоторые из ключевых параметров, которые необходимо учитывать:
Давление и скорость впрыска: эти параметры определяют, как быстро расплавленный пластик заполняет полость формы. Давление впрыска должно быть достаточно высоким, чтобы полностью заполнить полость формы. Однако оно не должно быть слишком высоким, иначе это приведет к вспышке или деформации детали. Материал должен быть способен заполнить полость за минимально возможное время без разрушения.
Температура впрыска: Температура впрыска влияет на текучесть и вязкость пластика. Пластмасса должна быть нагрета до температуры плавления и поддерживаться на постоянном уровне во время процесса литья под давлением. Для проверки и контроля температуры можно использовать термопары в разных точках полости пресс-формы.
Давление и время удержания: Давление выдержки должно препятствовать вытеканию материала обратно в инжекционное устройство. Время выдержки должно позволить пластику полностью остыть и затвердеть. Время зависит от толщины стенок и сложности детали.
Время охлаждения: Время охлаждения должно быть основано на тепловых свойствах материала и толщине стенки детали. Контролировать время охлаждения также помогают термопары. Время можно регулировать, изменяя расположение каналов охлаждения или увеличивая их размер.

Выталкивание: Система выталкивания должна обеспечивать плавное и последовательное выталкивание, чтобы избежать повреждения детали и пресс-формы. Сила выталкивания также должна зависеть от размера и сложности детали.
Контроль качества и инспекция проводятся для того, чтобы убедиться, что формованные детали хороши. Есть разные вещи, которые люди делают, например, исследования возможностей процесса, визуальные и размерные проверки, а также функциональные испытания. Они помогают понять, что не так и как сделать лучше.
Общие проблемы проектирования литья под давлением и их решения

Иногда при изготовлении изделий методом литья под давлением что-то идет не так. Эти проблемы могут привести к тому, что вещь не будет работать должным образом. Иногда проблемы возникают из-за того, как вы изготавливаете вещь.
Некоторые типичные проблемы проектирования литья под давлением и способы их решения
Следы от раковины и деформация
Следы от раковины - это дефект в литьё под давлением которые проявляются в виде небольших вмятин на плоской поверхности формованной детали. Следы раковины обычно вызваны усадкой материала внутри формованной детали, в результате чего материал опускается от внешней поверхности к внутренней.

Причины: Слишком высокая температура расплава или формы, слишком низкое давление выдержки или впрыска, дефекты конструкции формы, недостаточное время выдержки или охлаждения и давление.
Решения: Охлаждайте форму медленно и долго, чтобы она не напрягалась. Сохраняйте одинаковую толщину стенок, чтобы пластик мог протекать через форму в одном направлении. Используйте достаточное давление и время, чтобы охладить материал вблизи внешней стороны детали. Сделайте форму или материал более холодными.

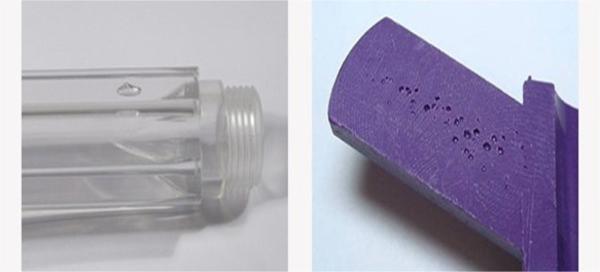
Вспышка и прилипание деталей
Вспышка, брызги или заусенец - это когда у вас есть лишний формовочный материал, который проявляется в виде тонкой линии на краю детали. Обычно это происходит, когда материал вытекает не там, где должен быть. Вспышка - это незначительный дефект, но она может стать серьезной проблемой, если нарушит работу детали.

Причины: Плохая конструкция и контроль системы выпуска, недостаточное усилие смыкания, проблемы с конструкцией пресс-формы и плохие условия формовки, слишком высокое давление впрыска или температура пресс-формы, недостаточное количество разделительного агента, недостаточное время охлаждения.
Решения: Убедитесь, что вентиляционный канал достаточно большой, приложите большое усилие к плите, не оставляйте зазоров, измените конструкцию формы, чтобы расплавленный материал вытекал плавно и была хорошая вентиляция, нанесите на форму правильное разделительное средство, используйте правильное давление впрыска, температуру формы и время охлаждения для используемого материала.

Короткие выстрелы и ожоги
Короткие выстрелы - это когда пластик не полностью заполняет форму. Это означает, что деталь, которую вы получите из формы, будет неполной. Короткие выстрелы - это большая проблема, потому что из-за них ваша деталь выглядит плохо и не работает должным образом.

Прожоги - это черные или ржавого цвета следы на поверхности или кромке формованной детали. Обычно они не влияют на целостность детали, но становятся большой проблемой, когда прожигают формованную деталь, вызывая ее деградацию.
Причины: Недостаточное давление впрыска, наличие воздушных пробок, препятствующих свободному течению расплавленного пластика, использование материалов с чрезвычайно высокой вязкостью, плохая конструкция затворов и направляющих систем, чрезвычайно высокая температура расплава.

Решения: Расширьте вентиляционные отверстия или добавьте больше отверстий для лучшей вентиляции, используйте правильную температуру пресс-формы, чтобы избежать быстрого и непоследовательного охлаждения материала, уменьшите скорость впрыска, чтобы снизить риск образования воздушных пробок, увеличьте скорость впрыска и давление или используйте более тонкую подложку для лучшего потока.
Воздушные карманы и пустоты
Дефекты воздушных карманов - одни из самых серьезных дефектов при литье под давлением. Они проявляются в виде захваченного воздуха или пузырьков в литой детали. Эти пузырьки могут стать причиной структурных и эстетических дефектов. Кроме того, если первоначальный воздух в пресс-форме нагревается и достаточно сильно сжимается, он может взорваться, разрушив деталь и пресс-форму.
Причины: Плохая вентиляция в пресс-форме, неравномерное заполнение полости, сжатие и воспламенение воздуха, недостаточное давление формования, материалы, склонные к образованию пустот из-за значительного изменения плотности
Решения: Повысить температуру пресс-формы, перепроектировать или изменить систему бегунков и расположение затворов, использовать материалы с меньшей вязкостью для предотвращения образования пузырьков, ограничить время цикла для предотвращения сжатия и воспламенения захваченного воздуха, увеличить давление впрыска, эффективно удалять захваченный воздух в полости.

Несовпадение и отклонение линии раздела
Несовпадение линий раздела - это когда две половины пресс-формы не совпадают. При этом образуется видимый шов или зазор вдоль линии раздела формованной детали. Прогиб - это когда формованная деталь деформируется или изгибается во время охлаждения. Оба этих дефекта могут привести к тому, что деталь не будет соответствовать требуемым техническим характеристикам. Это означает увеличение количества брака и снижение производительности.
Причины: Неравномерное усилие смыкания, изменение размера деталей пресс-формы, слишком высокое давление и температура впрыска, пресс-форма увеличивается при нагревании, недостаточно времени для охлаждения детали.
Решения: Убедитесь, что пресс-форма зажата правильно и выровнена, держите форму при одной и той же температуре, используйте правильные настройки литья под давлением для материала и нагревайте деталь после формовки, чтобы избавиться от напряжения.
Как получить качественные детали, изготовленные методом литья под давлением
Если вам нужны хорошие пластиковые детали, вам нужно работать с хорошей компанией по производству пластиковых деталей. Zetar Mold - это хорошая компания по производству пластиковых деталей. Мы производим хорошие пластиковые детали. У нас хорошие люди и хорошее оборудование. Мы делаем хорошие пластиковые детали, которые хорошо выглядят.
Компания Zetar Mold предлагает вам широкий выбор материалов и услуг по отделке для повышения качества ваших литьевых форм и пластиковых деталей. Наши опытные технические специалисты дадут вам совет по оптимизации конструкции пресс-формы и порекомендуют подходящие материалы и финишную обработку поверхности для ваших пластиковых деталей.

Мы знаем, что проекты литья под давлением могут быть сложными. Именно поэтому мы предлагаем упрощенный процесс составления сметы и предоставляем отчеты по анализу DFM, чтобы помочь вам подтвердить ваши конструкторские концепции до начала производства.
Наша опытная команда инженеров также может оказать вам поддержку на протяжении всего процесса производства. Отправьте свои проектные файлы сегодня, чтобы получить мгновенную смету и начать свой литьё под давлением путешествие.

Заключение
Литье под давлением - это универсальная и эффективная технология, позволяющая изготавливать высококачественные пластиковые детали на заказ для самых разных отраслей промышленности. Однако этот процесс будет неполным без соблюдения ряда рекомендаций по проектированию литья под давлением. Это позволит вам подробноУзнайте больше о том, что вам нужно и как завершить процесс.

Правила проектирования литья под давлением, рассмотренные в этой статье, помогут вам оптимизировать процесс, обеспечить экономически эффективное производство и сократить время цикла. Ошибки в проектировании дорого обходятся. Свяжитесь с Zetar Mold сегодня для разработки конструкции литья под давлением. Мы готовы помочь вам достичь лучших результатов.







