 Przejdź do treści
Przejdź do treści 

Formowanie wtryskowe jest powszechnym procesem produkcyjnym, w którym tworzywo sztuczne jest wtryskiwane do form, a następnie odkształcane przez ogrzewanie i chłodzenie w celu uzyskania ostatecznego kształtu. Jednak podczas procesu formowania wtryskowego może dojść do wypaczenia, co wpływa na jakość produktu i wydajność produkcji.
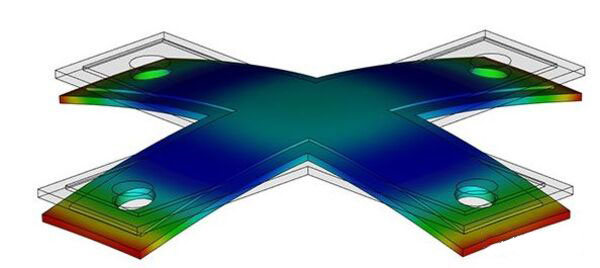
Odkształcenie warpage ma miejsce, gdy kształt produktu formowanego wtryskowo różni się od kształtu wnęki formy. Jest to jedna z najczęstszych wad produktów z tworzyw sztucznych. Istnieje wiele przyczyn deformacji wypaczenia, a samo użycie parametrów procesu do jej rozwiązania zwykle nie wystarcza. W tym artykule omówione zostaną przyczyny wypaczenia w formowanie wtryskowe i jak je rozwiązać.

I. Przyczyny wypaczenia produktów formowanych wtryskowo
1. Czynniki wpływające na maszynę do formowania wtryskowego
1.1 Temperatura cylindra
Gdy temperatura cylindra jest zbyt niska, temperatura stopu jest niska, a podczas formowania przy dużych prędkościach występuje znaczne szczątkowe naprężenie ścinające z niewystarczającym czasem na jego uwolnienie, co prowadzi do wypaczenia.
Zwiększenie temperatury zmniejsza wypaczenia. Ustawienie temperatury może odnosić się do zaleceń producenta materiału. Temperatura lufy jest podzielona na strefę tylną, środkową, przednią i dyszy. Ustawienie temperatury od tyłu do przodu powinno stopniowo wzrastać, ze wzrostem o 6°C na strefę. W razie potrzeby można ustawić taką samą temperaturę w strefie dysz lub w strefie przedniej, jak w strefie środkowej.

1.2 Temperatura dyszy
Tworzywo sztuczne pochłania ciepło uwalniane przez ogrzewanie i ciepło tarcia generowane przez względny ruch cząsteczek tworzywa sztucznego spowodowany obrotem ślimaka w cylindrze. Ostatnią strefą grzewczą w cylindrze jest dysza, a stopiony materiał powinien osiągnąć tutaj idealną temperaturę, ale powinien być podgrzewany umiarkowanie, aby utrzymać optymalny stan. Jeśli ustawienie temperatury dyszy nie jest wystarczająco wysokie, nadmierne ciepło jest odbierane przez dyszę i kontakt z formą, powodując spadek temperatury stopu, co prowadzi do wypaczenia. Ogólnie rzecz biorąc, ustawienie temperatury strefy dyszy powinno być o 6°C wyższe niż temperatura strefy przedniej.
1.3 Zbyt niska temperatura topnienia i/lub zbyt wysokie ciśnienie wtrysku
Temperatura topnienia i ciśnienie wtrysku to dwa główne czynniki wpływające na wypaczenia podczas formowania tworzyw sztucznych. Jeśli temperatura topnienia jest zbyt niska i/lub ciśnienie wtrysku jest zbyt wysokie, powstają duże naprężenia szczątkowe, które powodują wypaczenia. Aby zmniejszyć wypaczenia, należy ustawić temperaturę topnienia tak wysoką, jak to możliwe w danym zakresie, a ciśnienie wtrysku tak niskie, jak to możliwe.

1.4 Niewłaściwe ciśnienie lub czas pakowania
Zbyt mocne upakowanie spowoduje dodatkowe naprężenia ścinające wynikające z dodatkowego przepływu i dodatkowe naprężenia ciśnieniowe z tworzywa sztucznego, co spowoduje wypaczenie części.
Zbyt miękkie pakowanie spowoduje przepływ wsteczny na wlocie, co spowoduje naprężenia ścinające wynikające z przepływu i duże różnice w naprężeniach rozciągających i ściskających wynikające z dużej różnicy w szybkości skurczu między środkiem części (niskie ciśnienie) a zewnętrzną częścią części (wysokie ciśnienie). Po osiągnięciu przez śrubę dna należy przytrzymać ją tam przez co najmniej 2 sekundy, aby utrzymać opakowanie.
Jeśli czas pakowania jest zbyt krótki, podczas cofania się ślimaka w pobliżu zasuwy dochodzi do refluksu, co powoduje znaczne naprężenia szczątkowe i wypaczenia. Ciśnienie pakowania powinno być umiarkowane, a czas pakowania powinien zostać wydłużony do momentu zestalenia się zasuwy.
1,5 Niewłaściwy czas przebywania
Jeśli czas przebywania jest zbyt krótki, temperatura stopu jest niska, a nawet jeśli gniazdo formy jest ledwo wypełnione, tworzywo sztuczne nie może zostać zagęszczone podczas pakowania. Podczas chłodzenia jest zbyt dużo miejsca na rotację, co prowadzi do wypaczeń.
Stosunek masy śrutu do materiału lufy powinien wynosić od 1/1,5 do 1/4.
1.6 Zbyt wysokie ciśnienie wtrysku
Zbyt mocne wstrzyknięcie powoduje pomieszanie cząsteczek. Nie układają się prawidłowo i nie układają się tak samo w każdej części plastiku. Powoduje to naprężenie i wypaczenie plastiku.
1.7 Zbyt wysoka temperatura topnienia
Jeśli temperatura stopu jest zbyt wysoka, temperatura znacznie spadnie podczas formowania i krzepnięcia, powodując nagromadzenie dużych naprężeń wewnętrznych podczas szybkiego chłodzenia, co spowoduje wypaczenie produktu.

1.8 Niewystarczający kąt wyrzutu
Jeśli forma nie ma wystarczającego kąta wyrzutu, do wyjęcia części potrzebna będzie duża siła. Może to spowodować zbyt duże naprężenia wewnątrz części i jej wypaczenie.
1.9 Niewłaściwy czas cyklu
Jeśli czas chłodzenia jest zbyt krótki, plastik jest nadal miękki i może się wypaczyć, jeśli wysuniesz go i pozwolisz mu się skurczyć bez ograniczeń. Wydłuż czas chłodzenia, aż plastik będzie wystarczająco mocny.
1.10 Niewystarczające opakowanie
Jeśli nie zapakujesz wystarczająco dużo, nie będziesz mieć wystarczającej ilości plastiku w gnieździe formy. Jeśli plastik ostygnie, mając zbyt dużo miejsca do poruszania się, wypaczy się. Po wepchnięciu śruby na dno, powinna ona pozostać tam przez co najmniej 2 sekundy, aby upewnić się, że jest dobrze zapakowana i powinna być zapakowana na co najmniej 3 mm.
1.11 Nierównomierna dystrybucja pinów rdzenia
Jeśli nie masz wystarczającej liczby rdzeni, produkt wypaczy się, ponieważ naprężenia nie są równomiernie rozłożone podczas wysuwania.

2. Czynniki pleśni
2.1 Duża różnica temperatur między komorą a rdzeniem
Gdy wnęka i rdzeń mają dużą różnicę temperatur, szczątkowe naprężenie ścinające jest asymetryczne podczas chłodzenia, co powoduje duży moment zginający i wypaczenie.
Jeśli zmienisz konstrukcję chłodzenia, aby zmniejszyć różnicę temperatur między wnęką a rdzeniem, możesz zmniejszyć wypaczenia.
2.2 Niska temperatura formy
Jeśli temperatura formy jest zbyt niska, szczątkowe naprężenie ścinające będzie duże i nie będzie wystarczająco dużo czasu na jego uwolnienie, co spowoduje wypaczenie. Zwiększenie temperatury formy może zmniejszyć wypaczenia.
Początkową temperaturę formy można ustawić zgodnie z zaleceniami producenta materiału. Za każdym razem, gdy temperatura formy jest regulowana, należy ją zwiększyć o 6°C i wykonać 10 strzałów. Po ustabilizowaniu się warunków formowania można dokonać regulacji zgodnie z wynikami.

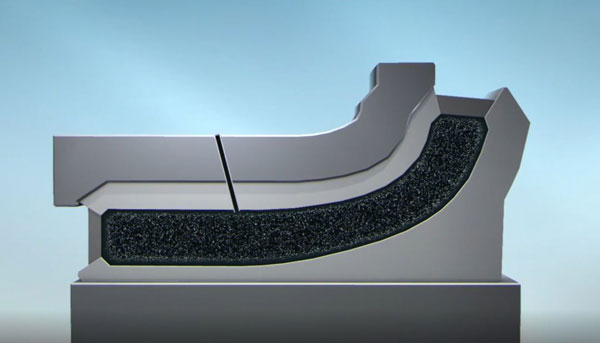
2.3 Duża różnica w grubości wnęki
Chodzi o projekt produktu, w którym najpierw schładzają się cienkie obszary, a następnie grube. Duża różnica w grubości oznacza dużą różnicę w szybkości skurczu objętościowego i naprężeniu szczątkowym. Gdy naprężenie szczątkowe jest większe niż wytrzymałość części, ulega ona wypaczeniu. Gdy produkt jest wystawiony na działanie wysokich temperatur lub innych niekorzystnych warunków, naprężenia szczątkowe mogą zostać uwolnione, co powoduje jego wypaczenie. Podstawowym rozwiązaniem jest zaprojektowanie produktu o tej samej grubości, z najmniejszą różnicą w szybkości skurczu objętościowego podczas chłodzenia, tak aby naprężenie szczątkowe i wypaczenie były jak najmniejsze.
2.4 Nierozsądny projekt bramy
Na jakość formowania części o różnych kształtach i rozmiarach duży wpływ ma położenie i typ wlewu. Na przykład, użycie bocznej lub sworzniowej zasuwy dla części pierścieniowych spowoduje nierównomierny przepływ stopionego materiału, powodując wypaczenia.

2.5 Niewystarczająca wytrzymałość formy
Jeśli forma nie jest wystarczająco mocna, odkształci się pod wpływem wysokiego ciśnienia tworzywa sztucznego podczas formowania, co spowoduje wypaczenie części.
2.6 Niewłaściwa liczba lub położenie bramek
Jeśli bramki zostaną umieszczone w niewłaściwym miejscu lub będzie ich za mało, tworzywo sztuczne będzie musiało przepłynąć zbyt daleko i trudno będzie je przepchnąć. Powoduje to rozciąganie i ściskanie cząsteczek plastiku, co powoduje naprężenia w części. Naprężenia te nie znikają po ostygnięciu plastiku, więc część wypacza się. Przy wysokim ciśnieniu w pobliżu bramki tworzywo sztuczne nie kurczy się zbytnio. W przypadku niskiego ciśnienia pod koniec napełniania tworzywo sztuczne kurczy się znacznie. Jeśli występuje duża różnica w skurczu między przednią i tylną częścią, część wypacza się. Należy stosować odpowiedni stosunek długości przepływu do grubości używanego materiału.
Określenie pozycji bramki powinno być zgodne z zasadą zrównoważonego wypełnienia. Oznacza to, że czas przybycia każdego frontu fali stopu na koniec wnęki i utworzenie linii fuzji powinny być zasadniczo spójne. Napełnianie powinno rozpoczynać się grubą warstwą i kończyć cienką, a napełnianie powinno być zatrzymywane w celu napotkania natychmiastowego oporu, aby uniknąć strumieniowania. Może to zmniejszyć naprężenia szczątkowe i wypaczenia.

2.7 Zbyt małe lub zbyt długie bramki, prowadnice lub/i wrzeciona
Jeśli bramy, prowadnice lub wlewki są zbyt małe lub zbyt długie, zwiększy się opór przepływu, co oznacza konieczność zwiększenia ciśnienia wtrysku. Powoduje to rozciąganie i ściskanie cząsteczek plastiku oraz zwiększa naprężenia mechaniczne, co prowadzi do znacznych naprężeń szczątkowych i wypaczeń.
2.8 Nierównomierny wyrzut
Jeśli gorące części nie będą wyrzucane równomiernie, ulegną wypaczeniu. Sprawdź więc swój system wyrzutu i dokonaj niezbędnych regulacji. Wszystkie ruchome części powinny być dobrze nasmarowane. Użyj kołków prowadzących na dużych formach, aby zapobiec ich uginaniu się w środku pod wpływem własnego ciężaru.
2.9 Nierównomierne chłodzenie
Jeśli forma nie ostygnie prawidłowo, plastikowe części również nie ostygną prawidłowo. Oznacza to, że będą się wypaczać. Na przykład, jeśli rdzeń jest gorętszy niż ściana formy, część będzie wyginać się w kierunku rdzenia po wyjęciu z formy.
3. Czynniki związane z surowcami
Problemem jest płynność. W przypadku formowania cienkościennego naturalne jest wybranie tworzywa, które łatwo płynie. Jednak tworzywa sztuczne, które łatwo płyną, często nie są wystarczająco wytrzymałe, a nawet jeśli nie występują duże naprężenia szczątkowe, może dojść do wypaczenia. Należy wybrać tworzywo sztuczne, które łatwo płynie, ale nie płynie zbyt mocno.
4. Czynniki operatora
Złe nawyki. Operatorzy umieszczający wyrzucane części w niewłaściwych miejscach mogą powodować ich wypaczanie. Operatorzy muszą być cały czas uczeni, jak ważne jest posiadanie dobrych nawyków formowania i jak źle jest mieć niespójne cykle formowania.
Operatorzy muszą mieć rozsądne przerwy między zmianami, aby nie byli zmęczeni i nie popełniali błędów.
Korzystanie z robotów i innych środków automatyzacji to sposób na zapewnienie spójnych cykli formowania.

5. Inne
5.1 Wpływ etapu plastyfikacji na odkształcenia wypaczeniowe produktów
Etap plastyfikacji ma miejsce, gdy granulki w stanie szklistym przechodzą w stan płynny, który jest potrzebny do wypełnienia formy. Kiedy tak się dzieje, tworzywo sztuczne może ulec naprężeniu, ponieważ temperatura w środku tworzywa sztucznego jest inna niż na zewnątrz. Ponadto ciśnienie i szybkość wrzucania plastiku do formy mogą sprawić, że cząsteczki ułożą się w taki sposób, że plastik się wypaczy.
5.2 Wpływ etapów napełniania i chłodzenia na odkształcenia produktów w wyniku wypaczenia
Podczas tworzenia plastikowych części z formowanie wtryskoweNastępnie należy wypełnić formę roztopionym plastikiem. Następnie plastik stygnie i zamienia się w ciało stałe wewnątrz formy. Jest to bardzo ważna część formowania wtryskowego. Temperatura, ciśnienie i szybkość płynięcia plastiku wpływają na to, jak dobre są części i jak szybko można je wykonać. Gdy ciśnienie jest wysokie, a tworzywo sztuczne płynie szybko, plastik zostaje rozciągnięty w kierunku, w którym płynie. Rozciąga się również w kierunku, który nie jest kierunkiem przepływu. Nazywa się to "efektem zamrożenia". "Efekt zamrożenia" sprawia, że w plastikowych częściach występują naprężenia. Temperatura sprawia również, że plastikowe części się wyginają.

(1) Różnica temperatur między górną i dolną częścią może powodować naprężenia termiczne i odkształcenia.
(2) Różnice temperatur między różnymi obszarami części spowodują nierównomierny skurcz między tymi obszarami.
(3) Różne warunki temperaturowe wpływają na szybkość kurczenia się części z tworzyw sztucznych.
5.3 Wpływ etapu rozformowywania na odkształcenia produktów w wyniku wypaczania
Gdy plastikowe części są rozformowywane i schładzane do temperatury pokojowej, są one w większości w stanie szklistym. Jeśli siła rozformowywania jest nierównomierna, ruch mechanizmu wyrzucającego jest niestabilny lub powierzchnia rozformowywania jest nieodpowiednia, łatwo jest spowodować deformację produktu. Ponadto naprężenie zamrożone w części podczas etapu napełniania i chłodzenia zostanie uwolnione w postaci odkształcenia z powodu utraty zewnętrznych ograniczeń, co spowoduje odkształcenie wypaczenia.
5.4 Wpływ skurczu produktów formowanych wtryskowo na odkształcenia spowodowane wypaczeniem
Głównym powodem wypaczania się produktów formowanych wtryskowo jest nierównomierne kurczenie się części. Jeśli nie weźmiesz pod uwagę skurczu, który ma miejsce podczas wypełniania formy, kształt części będzie znacznie odbiegał od tego, co chcesz, i mogą być tak wypaczone, że nie będziesz mógł ich użyć. Oprócz wypaczenia, które ma miejsce podczas napełniania formy, różnice temperatur między górną i dolną częścią formy spowodują również, że górna i dolna część części będą się kurczyć w różny sposób, co spowoduje ich wypaczenie.
Kiedy analizujemy wypaczenie, nie interesuje nas sam skurcz, ale raczej różnica w skurczu. Podczas Proces formowania wtryskowegoUłożenie cząsteczek polimeru wzdłuż kierunku przepływu powoduje większy skurcz w kierunku przepływu niż w kierunku prostopadłym, co prowadzi do deformacji wypaczenia części formowanych wtryskowo. Jednolity skurcz powoduje jedynie zmiany objętości części z tworzywa sztucznego, podczas gdy niejednolity skurcz powoduje odkształcenie wypaczenia. Krystaliczne tworzywa sztuczne mają znacznie większą różnicę w szybkości skurczu między kierunkiem przepływu a kierunkiem prostopadłym w porównaniu z niekrystalicznymi tworzywami sztucznymi, a ich wyższe szybkości skurczu, w połączeniu z ich anizotropowym skurczem, powodują znacznie większą tendencję do deformacji wypaczenia w krystalicznych częściach z tworzyw sztucznych.
5.5 Wpływ szczątkowego naprężenia termicznego na odkształcenia wypaczeniowe produktów
Podczas formowania wtryskowego ciepło może zepsuć wszystko. Może sprawić, że części będą się wypaczać i źle wyglądać.
II. Rozwiązania problemu wypaczania produktów formowanych wtryskowo
Aby rozwiązać powyższe problemy, można wypróbować następujące metody, aby rozwiązać problem deformacji wypaczenia produktów formowanych wtryskowo:
1. Wyregulować temperaturę wtrysku
Zmiana temperatury wtrysku jest dobrym sposobem na rozwiązanie problemu wypaczania produktów formowanych wtryskowo. Zmieniając temperaturę wtrysku, ciepło może być równomiernie rozprowadzane do wszystkich części, co może zmniejszyć wypaczenie produktów formowanych wtryskowo.
2. Racjonalna konstrukcja formy wtryskowej
Projektując produkty formowane wtryskowo, musimy zwracać uwagę na konstrukcje, takie jak grubość ścianek i powierzchnia. Dobra struktura produktu formowanego wtryskowo może zmniejszyć deformację wypaczenia produktu formowanego wtryskowo.

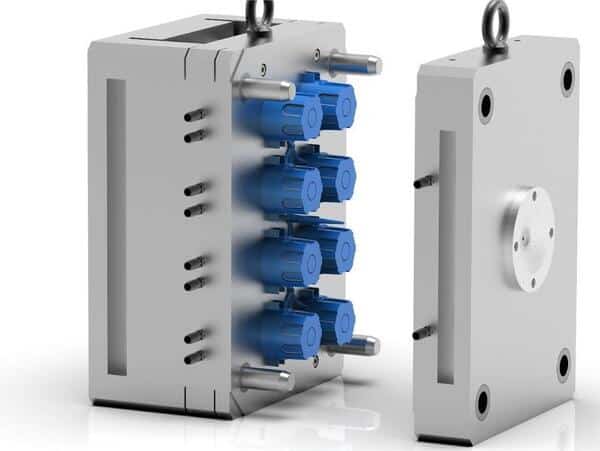
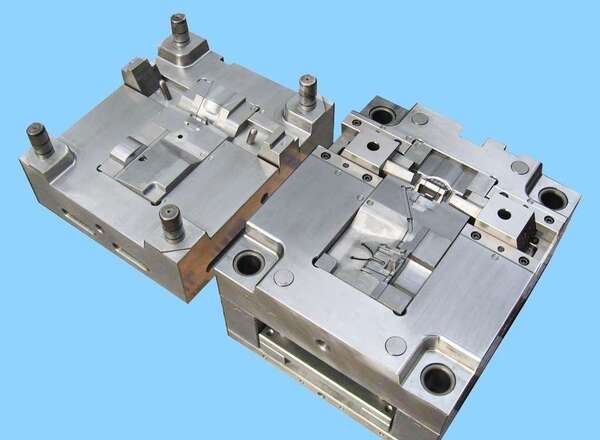
3. Optymalizacja formy
Forma wtryskowa jest jednym z kluczowych czynników decydujących o dokładności i odkształceniach produktów formowanych wtryskowo. Dlatego konieczna jest optymalizacja formy. Należy wybrać odpowiednie materiały i procesy produkcyjne, aby zapewnić dokładność formy. Ponadto należy zwrócić uwagę na konserwację i utrzymanie formy podczas użytkowania.
4. Używanie sprzętu do formowania wtryskowego
Zastosowanie wydajnego sprzętu do formowania wtryskowego może skutecznie rozwiązać problem deformacji wypaczenia produktów formowanych wtryskowo. Wydajny sprzęt do formowania wtryskowego może poprawić jednorodność temperatury wtrysku i zmniejszyć występowanie deformacji podczas wtrysku.

Ⅲ. Wnioski
Istnieje wiele czynników, które wpływają na odkształcenia produktów formowanych wtryskowo, w tym struktura formy, właściwości termiczne i fizyczne tworzyw sztucznych oraz warunki i parametry formowania wtryskowego. Proces formowania wtryskowego. Dlatego badania nad mechanizmem deformacji wypaczenia produktów formowanych wtryskowo muszą kompleksowo uwzględniać różne czynniki, takie jak cały proces formowania i właściwości materiału.







