 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Cykl formowania wtryskowego to poważna sprawa. Wpływa na ilość wykonanej pracy i zarobione pieniądze. Tak więc w procesie produkcyjnym chcesz wykonać pracę szybko, ale chcesz też mieć pewność, że części są dobre.W tym artykule omówiono głównie sposoby skrócenia czasu cyklu formowania wtryskowego w branży formowania wtryskowego.

Jaki jest czas cyklu formowania wtryskowego?
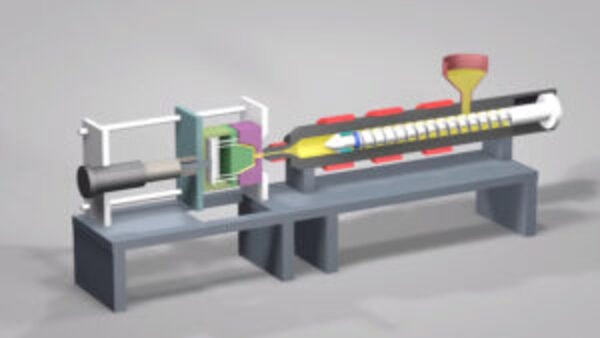
Cykl formowania to całkowity czas potrzebny na formowanie wtryskowe do produkcji części z tworzywa sztucznego. W jednym cyklu formowania ruchome części jednostki wtryskowej i jednostki zaciskowej wtryskarki poruszają się raz w ustalonej kolejności.
Elementy cyklu formowania wtryskowego
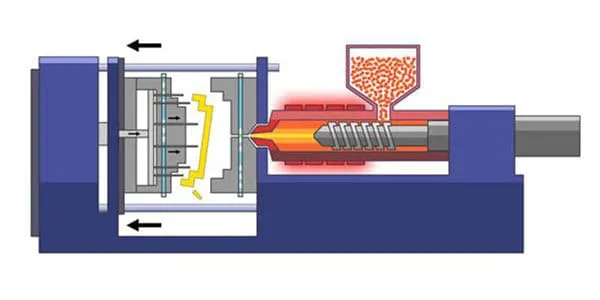
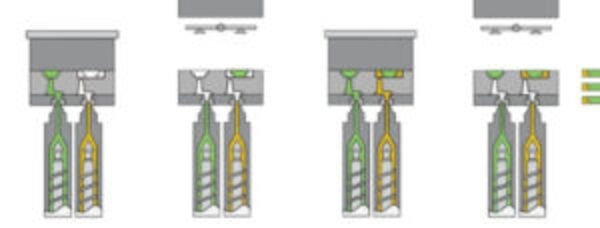
Cykl wtrysku składa się z wtrysku (napełniania formy), czasu utrzymywania, chłodzenia i podawania (w tym wstępnego uplastyczniania), otwierania formy (usuwania produktu), operacji pomocniczych (takich jak nakładanie środka antyadhezyjnego, umieszczanie wkładek itp.) oraz czasu zamykania formy.

W całym cyklu formowania czas chłodzenia i czas wtrysku są najważniejsze i mają decydujący wpływ na wydajność i jakość produktu. Cykl wtrysku jest ważnym czynnikiem wpływającym na proces formowania wtryskowego. Ogólnie rzecz biorąc, elementy składające się na cykl formowania obejmują.
Czas zamknięcia
Jest to czas potrzebny do zamknięcia formy. Czas otwierania i zamykania formy jest określany przez skok otwierania formy i prędkość zamykania formy wtryskarki.

Ponieważ forma ma masę, jeśli prędkość zamykania formy jest ustawiona zbyt szybko, forma może zostać uszkodzona z powodu energii kinetycznej podczas zamykania formy, dlatego należy rozważyć hamowanie.
Czas napełniania
Czas wypełniania to czas potrzebny do wypełnienia wnęki przez stopioną żywicę po wejściu do formy przez prowadnicę.
Czas napełniania zależy od prędkości wtrysku formowanie wtryskowe (w rzeczywistych zastosowaniach zależy to od prędkości ruchu śruby wtryskowej lub tłoka oraz średnicy cylindra wtryskowego, objętość wtrysku/czas = dawka wtrysku (cm3/s)).
Ma na to również wpływ lepkość stopionej żywicy. Jeśli czas napełniania jest krótki, prędkość napełniania żywicą jest zbyt duża, co może powodować spalanie żywicy lub generowanie gazu. Z drugiej strony, jeśli czas napełniania jest zbyt długi, na powierzchni formowanego produktu mogą pojawić się wyraźne ślady płynięcia i linie spawania.
Czas utrzymywania
Czas utrzymywania to czas, w którym należy utrzymywać ciśnienie po wypełnieniu formy tworzywem sztucznym do momentu zamarznięcia wlewu. Zbyt długie przytrzymanie spowoduje problemy z wyjęciem części z formy.
Czas chłodzenia
Czas chłodzenia to czas potrzebny na schłodzenie i zestalenie uformowanej części, kanału i wlewu do pewnego stopnia po zakończeniu docisku.

Zazwyczaj czas chłodzenia jest najdłuższy w cyklu formowania. Najgrubsza część formy określa czas chłodzenia. Dotyczy to nie tylko wypraski, ale także kanału i wlewu.
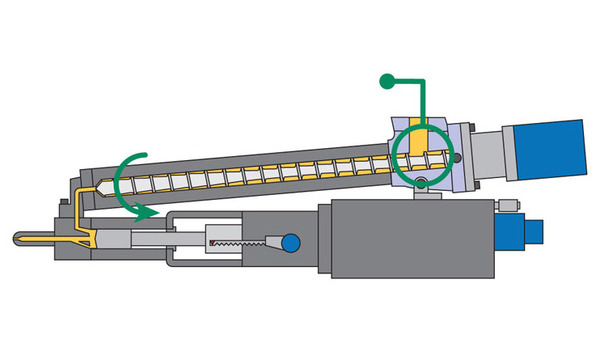
Czas plastyfikacji
Czas potrzebny do stopienia tworzywa sztucznego nazywany jest czasem plastyfikacji. Zazwyczaj czas plastyfikacji jest wykonywany w tym samym czasie co czas chłodzenia i jest krótszy niż czas chłodzenia. Jeśli zwiększysz prędkość obrotową ślimaka bardziej niż to konieczne, aby skrócić czas plastyfikacji, powietrze może zostać uwięzione w tworzywie sztucznym lub może się ono spalić.

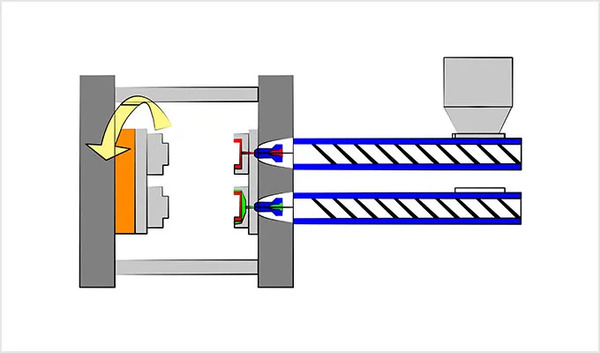
Czas otwarcia formy
Jest to czas potrzebny do otwarcia formy. Czas otwierania i zamykania formy zależy od skoku zamykania formy i prędkości otwierania formy wtryskarki. Ponadto czasami prędkość otwierania formy musi być początkowo otwierana powoli, aby uniknąć zarysowań lub słabego rozformowania, gdy część jest wyjmowana z wnęki.

Czas usuwania
Czas potrzebny do wyjęcia uformowanej części z formy. Obejmuje to czas potrzebny na wypchnięcie części i czas potrzebny robotowi na jej chwycenie.
Główne sposoby na skrócenie cyklu formowania
Głównym powodem stosowania szybkich automatycznych form wtryskowych jest skrócenie cyklu formowania wtryskowego do granic możliwości. formowanie wtryskowe Wydajność plastyfikacji maszyny, aby poprawić jakość części z tworzyw sztucznych, zaoszczędzić siłę roboczą i poprawić wydajność produkcji. Główne sposoby skrócenia cyklu formowania są następujące.

Skrócenie czasu wtrysku
Czas wstrzyknięcia: Czas wtrysku obejmuje czas podawania i czas utrzymywania. Czas podawania odnosi się do czasu, w którym ślimak przesuwa się szybko, aby wepchnąć uplastyczniony stopiony materiał do formy. Czas wymagany do wypełnienia wnęki formy wynosi zwykle od 3 do 5 sekund.
W przypadku części z tworzyw sztucznych o wysokiej lepkości stopu i szybkim tempie chłodzenia należy zastosować szybki wtrysk, aby skrócić czas podawania stopu. Czas przetrzymywania odnosi się do czasu przebywania po przesunięciu ślimaka i wtrysku, tj. konforemnych kanałów chłodzących stopionego materiału wchodzącego do wnęki i czasu podawania ciśnienia wtrysku.
W tym okresie czasu wtrysku proporcja czasu jest stosunkowo duża, zwykle około 20 do 120 s. Kształt części z tworzywa sztucznego jest prosty, kształt jest mały, a czas utrzymywania jest krótki. Jeśli część z tworzywa sztucznego jest duża, a grubość ścianki jest duża, czas utrzymywania jest dłuższy.
Aby skrócić czas wtrysku, należy użyć wyższego ciśnienia wtrysku w celu skrócenia czasu napełniania stopionego materiału. Wymaga to zastosowania bramek o mniejszym przekroju poprzecznym, takich jak bramki punktowe i boczne.
Ponieważ bramy te mają niewielką powierzchnię przekroju poprzecznego, gdy zestalony materiał przechodzi przez nie, generuje dużą szybkość ścinania i nowe ciepło z powodu tarcia przy dużej prędkości, co zwiększa płynność stopionego materiału i sprawia, że materiał szybko wypełnia wnękę.
W tym celu kanał powinien być jak najkrótszy. Jeśli używany jest system wlewowy bez kanału lub z gorącym kanałem, przedni koniec dyszy może bezpośrednio stykać się z bramą, co znacznie zmniejsza opór przepływu i bardziej sprzyja skróceniu czasu wtrysku.
Należy utrzymywać wszystkie części wypraski w odpowiedniej temperaturze. Podczas procesu wtrysku, ze względu na rozpraszanie ciepła przez prowadnicę i korpus formy, gdy stopione tworzywo sztuczne osiągnie koniec procesu, jego temperatura stopniowo spada, powodując, że wnęka końcowa jest niekompletna.
Aby uniknąć tego zjawiska, temperatura formy powinna być wyższa pod koniec procesu. Aby uniknąć śladów spoin, temperatura formy powinna być nieco wyższa w obszarach, w których występują ślady spoin.

Z tego powodu czasami stosuje się lokalne metody ogrzewania lub gęstość kanałów wody obiegowej jest wykorzystywana do zrównoważenia ciepła, to znaczy wylot kanału wody obiegowej jest ustawiany na końcu procesu (temperatura wody na wylocie kanału wodnego jest wyższa niż na wlocie), aby wyregulować równowagę temperatury formy i zapewnić płynność stopionego materiału na końcu odlewania.
Zainstaluj niezbędne urządzenia wydechowe i przelewowe. Podczas formowania z dużą prędkością, ponieważ ciśnienie wtrysku jest wysokie, a stopione tworzywo sztuczne szybko wypełnia wnękę, jeśli powietrze we wnęce nie może zostać szybko i na czas usunięte, wpłynie to na jakość części z tworzywa sztucznego i spowoduje wady wtrysku. Dlatego należy to w pełni uwzględnić podczas projektowania.
W razie potrzeby należy ustawić rowki wylotowe. Ogólnie rzecz biorąc, należy ustawić odpowiednie rowki wylotowe i niezbędne urządzenia przelewowe na powierzchni rozdzielającej i na końcu każdego procesu.
Skrócenie czasu chłodzenia i krzepnięcia stopionego materiału
Czas chłodzenia: Czas chłodzenia to czas potrzebny do schłodzenia i zestalenia części z tworzywa sztucznego po wtryśnięciu stopionego materiału. Czas chłodzenia jest związany z grubością części z tworzywa sztucznego, właściwościami materiału i temperaturą formy.

Ogólnie rzecz biorąc, im krótszy czas chłodzenia, tym lepiej, o ile część z tworzywa sztucznego nie odkształca się po wyjęciu z formy. Czas chłodzenia części plastikowych wynosi zwykle od 30 do 120 sekund.
Czas chłodzenia i krzepnięcia stopionego materiału stanowi dużą część procesu wtrysku. Dlatego też poprawa wydajności chłodzenia formy oraz skrócenie czasu chłodzenia i krzepnięcia są jednymi z najskuteczniejszych sposobów na skrócenie cyklu formowania.

Poprawa ogólnej wydajności chłodzenia formy. Ogólnie rzecz biorąc, chłodzenie korpusu formy jest osiągane przez wodę w obiegu wody obiegowej, która odbiera ciepło w celu osiągnięcia chłodzenia formy.
Po skonfigurowaniu dobrego obiegu chłodzenia, najważniejszym problemem jest zwiększenie przepływu wody chłodzącej i próba zmniejszenia różnicy temperatur między wylotem a wlotem wody chłodzącej, szczególnie w przypadku zautomatyzowanych form do szybkiego formowania, różnica temperatur między wylotem a wlotem powinna być kontrolowana w granicach 3°C.

Metoda równoległego połączenia kanału wody chłodzącej jest bardziej skuteczna, szczególnie latem, gdy używana jest woda z kranu, należy skonfigurować specjalne urządzenie do chłodzenia i dostarczania wody chłodzącej. Jego funkcja polega na tym, że woda wypływająca z wylotu kanału wodnego korpusu formy ma określoną temperaturę.
Po schłodzeniu przez urządzenie chłodzące, woda wpływa do wlotu kanału wodnego za pomocą specjalnej pompy wodnej, która może poprawić wydajność chłodzenia i może być poddana recyklingowi w celu oszczędzania wody.
Obieg wody chłodzącej jest ustawiony jak najbliżej formowanej części z tworzywa sztucznego, a na ścianie bocznej przetwarzana jest struktura blokująca przepływ w kształcie stopnia lub grubej nici. W tym czasie przepływ wody chłodzącej zderzy się z częścią stopniową podczas powrotu i odbierze ciepło z rdzenia.
Woda chłodząca, która odbiera ciepło, będzie rozpryskiwać się na części schodkowej i zderzać się z napływającą wodą chłodzącą, zwiększając w ten sposób obszar kontaktu między wodą chłodzącą a korpusem rdzenia i zwiększając efekt chłodzenia.
Gdy pożądany kształt rdzenia jest smukły, ponieważ objętość rdzenia jest niewielka, temperatura łatwo wzrasta podczas formowania i nie jest łatwo rozproszyć ciepło i ostygnąć, co ma duży wpływ na cykl formowania i należy ustawić urządzenie chłodzące.
Jeśli jednak nie można ustawić kanału wody chłodzącej od wewnątrz, można wybrać stop miedzi berylowej o dobrej przewodności cieplnej.
Aby osiągnąć zrównoważone chłodzenie zautomatyzowanych form do szybkiego formowania, czasami wymagane jest lokalne chłodzenie i lokalne ogrzewanie w określonej części. W procesie zautomatyzowanego szybkiego formowania nie można ignorować problemu chłodzenia kanału.
Jeśli system zimnokanałowy jest używany do formowania odlewów, ponieważ kanał główny i kanał odgałęziony są stosunkowo duże, ich czas chłodzenia będzie stosunkowo wydłużony, co oznacza, że cykl formowania zostanie przedłużony w tym samym czasie. W związku z tym konieczne jest utworzenie obwodu chłodzenia na kanale.

Skrócenie czasu pomocniczego
Czas pomocniczy to czas w cyklu formowania, z wyjątkiem utrzymywania ciśnienia wtrysku oraz procesu chłodzenia i krzepnięcia, czyli czas od otwarcia do zamknięcia formy.
W tym czasie plastikowe części i odlany kondensat są rozformowywane, aby automatycznie wypaść z formy, zanieczyszczenia w obszarze formowania korpusu formy są usuwane, a ruchome części są resetowane podczas procesu zamykania formy.

Odsetek czasu, jaki zajmują, nie jest duży, ale w procesie zautomatyzowanego szybkiego formowania liczy się każda sekunda. Aby skrócić czas pomocniczy, metoda przedmuchu sprężonym powietrzem jest często stosowana do automatycznego usuwania zanieczyszczeń przed zamknięciem formy.
Zastosowanie wtryskarki o dużej prędkości
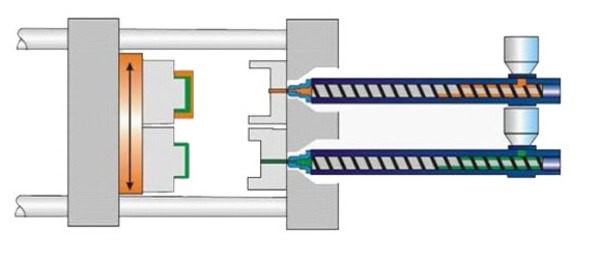
The formowanie wtryskowe Maszyna ma następujące etapy: topienie plastiku, formowanie wtryskowe, otwieranie formy, zamykanie formy i rozformowywanie. Funkcja samej wtryskarki jest jedną z głównych przyczyn wpływających na czas cyklu formowania wtryskowego. Szybkie wtryskarki mają wiele zalet pod względem prędkości.

Struktura formy powinna być prosta i łatwa w obróbce, innymi słowy, projekt formy powinien być tak prosty, jak to tylko możliwe. Większość form może być zaprojektowana na różne sposoby i istnieje wiele sposobów na rozformowanie. Uproszczona konstrukcja formy może skrócić czas cyklu formowania wtryskowego.
Używaj dobrego systemu odprowadzania ciepła.
Schłodzić formę zimną wodą. Oprócz marnowania czasu podczas procesu formowania wtryskowego, chłodzenie zajmuje również dużo czasu cyklu formowania wtryskowego. Tak więc stosowanie wody chłodzącej o niskiej temperaturze i szybkie przepuszczanie wody chłodzącej przez układ chłodzenia może pomóc skrócić czas cyklu podczas procesu formowania wtryskowego.
Wnioski
Podsumowując, główne sposoby na skrócenie cyklu formowania wtryskowego to skrócenie czasu wtrysku, skrócenie czasu chłodzenia i krzepnięcia stopu, skrócenie czasu chłodzenia i krzepnięcia stopu, użycie wtryskarki o dużej prędkości i użycie dobrego systemu rozpraszania ciepła.

Pomaga to obniżyć koszty produkcji części z tworzyw sztucznych. I umożliwia formowanie wtryskowe maszyna może wytwarzać więcej produktów w tym samym czasie przy takim samym zużyciu energii.







