 Przejdź do treści
Przejdź do treści 

Co to jest siła zacisku?
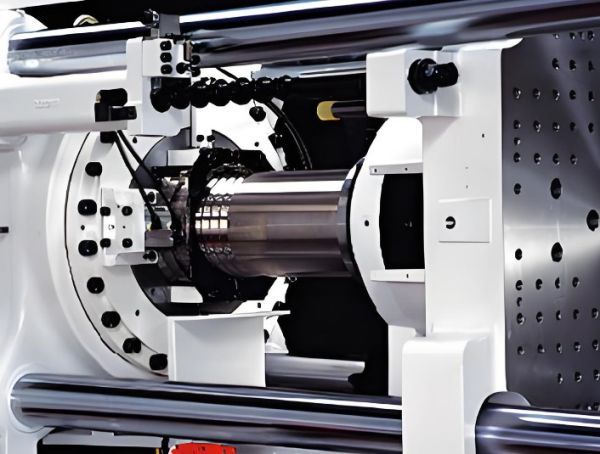
Siła zacisku to siła wymagana do utrzymania formy zamkniętej podczas procesu formowania wtryskowego. Zapewnia, że każda część formy, w tym połówki formy, jest dokładnie wyrównana i zapobiega wyciekaniu stopionego tworzywa sztucznego ze szwów formy pod wysokim ciśnieniem. Siła zacisku jest zwykle mierzona w tonach i jest ważnym parametrem wtryskarki.

Siła zacisku jest jednym z kluczowych czynników, które bezpośrednio wpływają na płynność i jakość wyglądu procesu formowania wtryskowego. Niewystarczająca siła zacisku spowoduje, że forma nie zamknie się prawidłowo, powodując wypływki, podczas gdy nadmierna siła zacisku może uszkodzić formę i wtryskarkę. Zapewnienie odpowiedniej siły zacisku jest niezbędne do utrzymania integralności formy i jakości produktu końcowego.
Podczas Proces formowania wtryskowegoTworzywo sztuczne jest wtryskiwane do gniazda formy w wysokiej temperaturze i pod znacznym ciśnieniem. Gdy tworzywo ostygnie i stwardnieje, powstaje gotowy produkt. Na tym etapie forma musi wytrzymać duże ciśnienie wewnętrzne i należy zastosować wystarczającą siłę lub siłę zacisku, aby utrzymać formę zamkniętą. Jeśli siła zacisku nie jest idealna, forma otworzy się po przyłożeniu ciśnienia, a stopiony plastik dostanie się do formy przez szwy formy, co spowoduje wypływ, a nawet może całkowicie uszkodzić formę.

Obliczanie siły zacisku
Wzór na obliczenie siły zacisku jest następujący:
Siła zacisku=projektowana powierzchnia × ciśnienie w komorze
Gdzie rzutowany obszar to rzutowany obszar produktu na powierzchnię podziału, a ciśnienie wnęki to ciśnienie wywierane przez stopione tworzywo sztuczne na ścianki formy podczas wtrysku.
Na przykład, jeśli projektowana powierzchnia produktu wynosi 200 centymetrów kwadratowych, a ciśnienie w gnieździe formierskim wynosi 500 kg/cm², wymagana siła zacisku wynosi:
Clamping Force=200cm2×500kg/cm2=100,000kg=100tons
W rzeczywistej produkcji, aby określić siłę zacisku, należy również wziąć pod uwagę inne czynniki, takie jak: rodzaj produktu, który ma być wytwarzany, charakterystyka przepływu polimeru, który ma być użyty, szybkość ciśnienia wtrysku i prędkość wtrysku. Dlatego obliczanie i określanie siły zacisku jest zwykle procesem eksperymentalnym, który wymaga precyzyjnego dostrojenia i wielokrotnych prób w celu uzyskania najlepszych wyników.

Kluczowe role siły zacisku
Utrzymywanie formy zamkniętej
Siła zacisku jest używana głównie do utrzymywania formy zamkniętej podczas procesu formowania wtryskowego. Ponieważ stopiony plastik wytwarza duże ciśnienie, forma musi być zablokowana podczas procesu formowania wtryskowego. Jeśli siła zacisku jest niewystarczająca, forma otworzy się, a tworzywo sztuczne wycieknie z połączeń formy, powodując tak zwany błysk. Jednostka zamykania jest odpowiedzialna za zastosowanie i utrzymanie maksymalnego ciśnienia zamykania, aby zapewnić, że forma pozostanie zamknięta.
Utrzymywanie formy w pozycji zamkniętej nie tylko zapobiega powstawaniu wypływek, ale także zapewnia prawidłowy rozmiar produktu i jakość jego powierzchni. W przypadku Proces formowania wtryskowego polega na wtryskiwaniu polimeru do formy pod wysokim ciśnieniem, co spowoduje niespójny rozmiar produktu i wady powierzchni, jeśli forma zostanie lekko otwarta. Dlatego wystarczająca siła zacisku jest niezbędna do osiągnięcia idealnej jakości produktu końcowego.

Zapobieganie rozbłyskom
Flash jest powszechną wadą w formowaniu wtryskowym, gdy siła zacisku jest niewystarczająca, tworzywo sztuczne gromadzi się na szwie formy, powodując "flash". Błysk nie tylko zmienia zewnętrzną powierzchnię produktu i jego jakość, ale także zwiększa dodatkowe operacje przycinania i zmniejsza wydajność produkcji. Dlatego wystarczająca siła zacisku jest niezbędna, aby zapobiec powstawaniu wypływek.
Błysk nie tylko wpływa na wygląd produktu, ale także w pewnym stopniu wpływa na jego funkcjonalność. Na przykład, w przypadku niektórych precyzyjnych części, błysk może wpływać na montaż i użytkowanie produktu, a nawet powodować jego złomowanie. Ponadto pojawienie się wypływek prowadzi również do kolejnych operacji wykończeniowych, zmniejszając w ten sposób wydajność produkcji i zwiększając jej koszty.

Czynniki wpływające na siłę zacisku
Materiał wtryskowy
Ze względu na różne właściwości każdego materiału, siła zacisku również różni się w zależności od materiału wtryskowego. Ogólnie rzecz biorąc, wskaźnik płynięcia i płynność materiału użytego do produkcji znacząco wpływają na siłę zacisku. Na przykład, część o wysokim wskaźniku topnienia ma lepszą płynność niż część o niskim wskaźniku topnienia, więc wymaga mniejszego ciśnienia wtrysku, a zatem wymaga mniejszej siły zacisku. Z drugiej strony, materiał o niskim wskaźniku płynięcia ma słabą płynność i wysokie ciśnienie wtrysku, więc wymaga większej siły zacisku.
Płynność tworzyw sztucznych zależy nie tylko od ich wskaźnika płynięcia, ale także od parametrów procesu, takich jak temperatura i ciśnienie. Na przykład, wysokowydajne tworzywa konstrukcyjne wykazują dobrą płynność w warunkach wysokiej temperatury i wysokiego ciśnienia, ale słabą płynność w warunkach niskiej temperatury i niskiego ciśnienia. Można stwierdzić, że przy określaniu siły zaciskuz`, płynność materiału i parametry procesu muszą być brane pod uwagę kompleksowo, aby uzyskać najlepszy efekt formowania.

Ciśnienie i prędkość wtrysku
Inne parametry, które mają bezpośredni wpływ na siłę zacisku, to ciśnienie i prędkość wtrysku. Przy wysokim ciśnieniu i dużej prędkości wtrysku stopione tworzywo sztuczne wywiera znaczne siły na ścianki formy; dlatego siła zacisku musi być wyższa, aby utrzymać formę w stanie zamkniętym. Z drugiej strony, przy niskim ciśnieniu i niskiej prędkości wtrysku, wymagana siła zacisku jest niższa.
Oprócz siły zacisku, ciśnienie wtrysku i jego szybkość wpływają na jakość produktu i szybkość produkcji. Na przykład, wysokie ciśnienie i duża prędkość wtrysku mogą skrócić czas potrzebny do wytworzenia produktu, a tym samym poprawić wydajność, ale siła zacisku musi być wyższa, a tym samym zużycie i zużycie energii przez sprzęt są wyższe. Dlatego w rzeczywistej produkcji ważne jest, aby wybrać ciśnienie i prędkość wtrysku bardziej kompleksowo, zgodnie z rzeczywistymi wymaganiami produktu i rzeczywistymi warunkami produkcji, a nie tylko zgodnie z podanymi specyfikacjami, aby uzyskać najlepszy efekt produkcyjny.
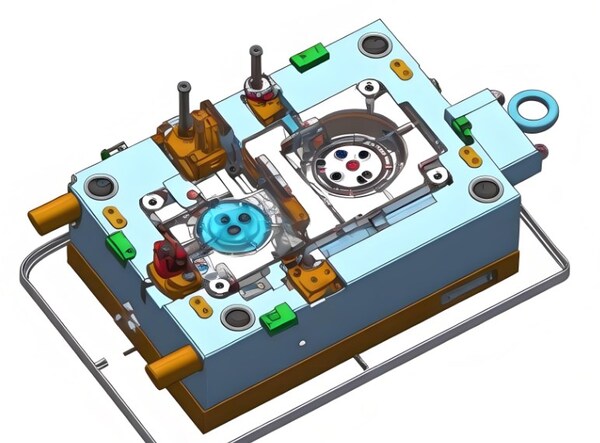
Projektowanie form
Konstrukcja formy ma znaczący wpływ na siłę zacisku. Siła zacisku wzrasta wprost proporcjonalnie do projektowanej powierzchni formy. Ponadto, układ linii podziału, system odpowietrzania i inne powiązane czynniki również wpływają na siłę zacisku. Na przykład dobra kontrola odpowietrzania może pomóc w osiągnięciu rozkładu naprężeń podczas wtrysku, zmniejszając w ten sposób wymaganą siłę zacisku.
Konstrukcja formy jest kluczowym czynnikiem determinującym siłę zacisku i ma znaczący wpływ na jakość produktu i wydajność produkcji. Na przykład, rozsądna konstrukcja linii podziału pomaga ograniczyć powstawanie wypływek i zadziorów, poprawiając w ten sposób wygląd produktu końcowego. Dobry układ wydechowy powinien poprawić gęstość i wytrzymałość produktu poprzez zminimalizowanie pęcherzyków i pustych przestrzeni. Dlatego przy projektowaniu formy należy kompleksowo rozważyć takie czynniki, jak siła zacisku, jakość produktu i wydajność produkcji, aby zoptymalizować i ulepszyć ogólny projekt.
Optymalizacja siły zacisku
Jak określić optymalną siłę zacisku?
Bardzo trudno jest określić, jaka wartość siły docisku jest wymagana, ponieważ należy wziąć pod uwagę wiele czynników, takich jak materiał wtryskowy, konstrukcja produktu i formy, warunki wtrysku itp. Innymi słowy, teoretycznym warunkiem wstępnym do oszacowania optymalnej siły zacisku jest zastosowanie procedury eksperymentalnej. Konkretne kroki są następujące:Konkretne kroki są następujące:
1. Pierwsze przybliżenie sił zacisku, które należy zastosować.
2. Produkcja próbna zgodnie ze wstępnymi szacunkami oraz badanie jakości produktów i stanu form.
3. Zmiana siły zacisku zgodnie z wynikami produkcji próbnej, aż do uzyskania najbardziej efektywnych wyników.

Przewidując siłę zacisku na podstawie eksperymentu, można zapewnić konsumentowi dobrą jakość produktu, zwiększyć wydajność produkcji i trwałość sprzętu. Na przykład, w sytuacji produkcji próbnej, poprzez regulację ciśnienia wtrysku, prędkości i temperatury, optymalną siłę zacisku można znaleźć, gdy zakres różnych parametrów jest określany podczas samego procesu produkcji próbnej, kontrolując w ten sposób ogólny proces produkcji i oszczędzając energię oraz zapobiegając zużyciu maszyn, a tym samym zwiększając wydajność produkcji i jakość gotowego produktu.

Wykorzystanie zaawansowanej technologii do optymalizacji siły zacisku
Wraz z postępem technologicznym, bardziej zaawansowane technologie zajęły centralne miejsce w kontrolowaniu siły zacisku. Na przykład, korzystając z oprogramowania do projektowania przepływu w formie, inżynierowie mogą przewidzieć rozkład ciśnienia wtryskiwanego materiału, projektując w ten sposób formę z minimalną siłą zacisku. Ponadto niektóre nowoczesne wtryskarki są wyposażone w inteligentne systemy sterowania, które mogą kontrolować siłę zacisku z dużą precyzją i stabilnością podczas procesu produkcji polimerów.
Projekt przepływu formy może nie tylko przewidywać rozkład ciśnienia, ale także temperaturę i zdolność przepływu itp. Wszystkie zmiany zachodzące podczas procesu wtrysku, takie jak temperatura, odcień i zdolność przepływu, mogą być w pełni zrozumiane, a nawet proces może zostać zoptymalizowany i ulepszony. Dzięki zastosowaniu inteligentnych systemów sterowania, możliwe jest utrzymanie zmiany siły zacisku w czasie rzeczywistym i jej zmiana w zależności od rzeczywistej sytuacji na hali produkcyjnej, stabilizując w ten sposób procesy produkcyjne i poprawiając jakość wytwarzanych produktów, a także ogólną wydajność produkcji.

Konsekwencje niewystarczającej siły zacisku
Deformacja i uszkodzenia formy
Jeśli siła zacisku jest niewystarczająca, forma otworzy się podczas procesu formowania wtryskowego, zniekształcając i niszcząc kształt formy. Jest to jeszcze ważniejsze w przypadku form precyzyjnych, gdzie niewystarczająca siła zacisku może spowodować trwałe odkształcenie formy lub nawet jej złomowanie.
Odkształcenia i uszkodzenia formy nie tylko wpływają na jakość produktu, ale także mają znaczący wpływ na koszty konserwacji i wymiany formy, nieuchronnie wydłużając cykl produkcyjny i zmniejszając wydajność produkcji. Na przykład, w przypadku produkcji precyzyjnych części, nawet niewielka deformacja formy może spowodować zmiany w tolerancji wymiarowej i wydajności funkcjonalnej części docelowych, wpływając tym samym na jakość i funkcjonalność gotowego produktu.

Problemy z jakością produktów
Niewystarczająca siła zacisku może również powodować pewne problemy z jakością produktu. Najczęstszym problemem jest wypływka, która wpływa na wygląd części, ale także na dokładność wymiarową i wydajność funkcjonalną produktu końcowego. Ponadto, czasami niewystarczająca siła zacisku może prowadzić do nierównej struktury wewnętrznej i niespójnego rozkładu materiału, co dodatkowo wpływa na ogólną jakość produktu.
Błysk wpływa na wygląd produktu, a także na jego montaż i użytkowanie. Na przykład, w przypadku niektórych złożonych części, błysk utrudnia montaż. Po drugie, błysk będzie również generował potrzebę kolejnych operacji wykończeniowych, zmniejszając w ten sposób wydajność produkcji i zwiększając jej koszty.

Wpływ nadmiernej siły zacisku
Zwiększone zużycie energii
Zbyt duża siła zacisku wpłynie na zużycie energii przez urządzenie. formowanie wtryskowe tworzyw sztucznych maszyna. Duża siła zacisku zużywa więcej energii, więc koszt produkcji jest wyższy i nie jest przyjazny dla środowiska.
Większe zużycie energii nie tylko zwiększa koszty produkcji, ale także powoduje większe szkody dla środowiska. Na przykład, wysokoenergetyczne procesy produkcyjne powodują emisję dwutlenku węgla, który zanieczyszcza środowisko i ma wpływ na zmiany klimatyczne. Długotrwałe użytkowanie sprzętu przy wysokim zużyciu energii spowoduje szybkie zużycie sprzętu, zmniejszając tym samym jego żywotność i wydajność produkcji.

Skrócona żywotność formy
Nadmierna siła zacisku powoduje nadmierne naprężenia mechaniczne formy, skracając jej żywotność. Długotrwała praca przy dużej sile zacisku powoduje uszkodzenia zmęczeniowe różnych części formy, zwiększając częstotliwość konserwacji i wymiany formy, co dodatkowo podnosi koszty produkcji.
Skrócona żywotność formy ma negatywny wpływ na jej trwałość, więc wiąże się z kosztami konserwacji i wymiany, wpływając na stabilność i ciągłość produkcji. Wymiana form utrudnia proces produkcyjny i zmniejsza produktywność, a także kosztuje firmę więcej w kosztach produkcji.

Wnioski
Siła zacisku jest rzeczywiście jednym z krytycznych czynników w procesie formowania wtryskowego, ponieważ określa jakość produktu i wydajność całej linii produkcyjnej, a także żywotność formy. Odpowiednie ciśnienie zacisku gwarantuje, że forma pozostaje zamknięta, dając bardzo dobry produkt końcowy, który redukuje problemy jakościowe, takie jak między innymi wypływki, przy jednoczesnym minimalnym zużyciu energii i maksymalizacji żywotności formy.
W rzeczywistej produkcji obliczanie i regulacja siły docisku obejmuje takie czynniki, jak materiał wtryskowy, forma i inne czynniki procesu wtrysku. Możliwe jest również zastosowanie nowoczesnych technologii, które mogą przyczynić się do lepszej kontroli i utrzymania wymaganej siły zacisku w celu zapewnienia większej stabilności i wydajności procesu produkcyjnego.
Podsumowując, rozsądne ustawienie i optymalizacja siły zacisku ma kluczowe znaczenie dla formowanie wtryskowe proces. W rzeczywistej produkcji należy stosować naukowe metody i technologie, aby stale ulepszać i kontrolować siłę zacisku, poprawiać wydajność i stabilność procesu produkcyjnego, poprawiać jakość produktu, obniżać koszty produkcji, wydłużać żywotność formy i tworzyć więcej korzyści ekonomicznych i społecznych dla przedsiębiorstw.







