 Przejdź do treści
Przejdź do treści 







Krok 1: Przygotowanie materiału:
Poliwęglan (PC) jest higroskopijny i pochłania wilgoć, co może powodować defekty, takie jak pęcherzyki, smugi lub niedoskonałości powierzchni.
① Suszenie: Suszyć materiał PC w temperaturze 110-130°C (230-266°F) przez 3-5 godzin, aby osiągnąć zawartość wilgoci poniżej 0,02%. Zapewnia to prawidłowe przetwarzanie bez wad spowodowanych wilgocią.
② Mieszanie: Jeśli stosowane są dodatki lub wypełniacze, należy je zważyć i wymieszać z PC zgodnie z instrukcjami producenta. Upewnić się, że materiał jest wolny od zanieczyszczeń i równomiernie wymieszany.

Krok 2: Przygotowanie formy:
Odpowiednie przygotowanie formy zapewnia łatwe wyrzucanie części i zapobiega defektom podczas procesu formowania.
Czyszczenie: Upewnij się, że forma jest wolna od kurzu, wilgoci i zanieczyszczeń, które mogą mieć wpływ na jakość produktu końcowego.
② Środek antyadhezyjny: Nałożyć środek antyadhezyjny na powierzchnie formy, aby zapobiec przywieraniu i ułatwić wysuwanie uformowanej części.
③ Wyrównanie: Prawidłowo zamocować formę we wtryskarce, zapewniając brak niewspółosiowości, która mogłaby spowodować wady formy.

Krok 3: Załadunek materiału i konfiguracja wtrysku:
Odpowiednia temperatura i ciśnienie wtrysku zapewniają prawidłowy przepływ materiału do formy, wypełniając wszystkie puste przestrzenie i zapewniając stałą jakość.
① Załaduj materiał: Wsyp wysuszony granulat PC do leja zasypowego wtryskarki.
② Temperatura wtrysku: Ustaw temperaturę wtrysku w zakresie od 240°C do 260°C (od 464°F do 500°F). Zakres topnienia PC wynosi zwykle od 270°C do 320°C, ale należy unikać przekroczenia 340°C, aby zapobiec rozkładowi i defektom.
③ Ciśnienie wtrysku: Ustaw ciśnienie wtrysku w zakresie od 1000 do 2000 bar (14 500 do 29 000 psi), w zależności od rozmiaru części i konstrukcji formy.
④ Prędkość wtrysku: Należy kontrolować prędkość, aby zapobiec zbyt szybkiemu wprowadzeniu materiału do formy, co mogłoby prowadzić do wad, takich jak ślady przepływu lub uwięzienie powietrza.

Krok 4: Faza mieszkania:
Faza mieszkalna zapewnia całkowite wypełnienie formy i pozwala stopionemu PC przybrać kształt wnęk formy.
① Utrzymywanie ciśnienia: Po wykonaniu wtrysku należy utrzymać ciśnienie w formie, aby stopiony materiał mógł całkowicie wypełnić każdy detal i zapobiec kurczeniu się lub powstawaniu pustych przestrzeni.
② Monitorowanie: Kontroluj ciśnienie, aby upewnić się, że materiał pozostaje na miejscu, dopóki nie zacznie stygnąć.

Krok 5: Faza chłodzenia:
Odpowiednie chłodzenie zapobiega wypaczaniu, kurczeniu się i innym defektom, zapewniając jednocześnie stabilność wymiarową części końcowej.
① Czas chłodzenia: Należy zapewnić wystarczającą ilość czasu na chłodzenie. Czas chłodzenia zależy od grubości części, złożoności i temperatury formy. Większe części mogą wymagać dłuższego czasu chłodzenia.
② Temperatura formy: Utrzymuj temperaturę formy w zakresie od 80°C do 120°C (176°F do 248°F) w celu optymalnego chłodzenia bez wywoływania wad, takich jak wypaczenia lub ślady zapadania.
Kanały chłodzące: Upewnij się, że system chłodzenia wewnątrz formy jest wydajny i równomiernie rozłożony, aby utrzymać stałą temperaturę formy.

Krok 6: Wyrzucenie:
Prawidłowy wyrzut ma kluczowe znaczenie dla zachowania integralności części i zapewnienia płynnego przepływu produkcji.
① Mechanizm wypychania: Do wypychania części z formy należy używać trzpieni wypychaczy lub systemów wypychania zasilanych powietrzem.
② Kontrola siły: Regulacja siły wyrzutu, aby zapobiec uszkodzeniu delikatnych lub złożonych części.
③ Obróbka końcowa: W razie potrzeby przyciąć nadmiar błysku lub materiału z części podczas wyrzucania.

Krok 7: Przetwarzanie końcowe:
Obróbka końcowa zapewnia, że uformowana część spełnia wszystkie niezbędne specyfikacje dotyczące funkcjonalności i estetyki.
① Przycinanie i usuwanie wypływek: Usunięcie nadmiaru materiału (wypływek) pozostałego po procesie formowania. Może to wymagać operacji przycinania lub szlifowania.
② Wykończenie powierzchni: W zależności od końcowego zastosowania, konieczne może być polerowanie lub powlekanie części w celu poprawy estetyki lub dodatkowej funkcjonalności (np. zwiększonej odporności chemicznej lub trwałości powierzchni).
③ Montaż: Jeśli formowane części są elementami większego zespołu, należy wykonać wszelkie niezbędne operacje montażu lub łączenia.

Krok 8: Kontrola jakości
Zapewnienie jakości formowanej części ma kluczowe znaczenie dla utrzymania standardów produktu i zadowolenia klienta.
① Kontrola: Regularnie sprawdzaj części pod kątem wad, takich jak pęcherzyki powietrza, wypaczenia lub niezgodności kolorystyczne. Dokładność wymiarowa jest niezbędna.
② Testowanie: Przeprowadzanie testów odporności na uderzenia, przezroczystości i odporności na wysoką temperaturę, szczególnie w przypadku zastosowań krytycznych.
③ Spójność: Monitoruj warunki przetwarzania (temperaturę, ciśnienie i czas cyklu), aby zapewnić stałą jakość części we wszystkich seriach produkcyjnych.





1. Przemysł motoryzacyjny:
Komponenty: PC jest szeroko stosowany w częściach samochodowych, takich jak soczewki reflektorów, deski rozdzielcze, wykończenia wnętrz i elementy zewnętrzne. Jego odporność na uderzenia, lekkość i przejrzystość optyczna przyczyniają się zarówno do bezpieczeństwa, jak i wydajności pojazdów.

2. Przemysł elektroniczny:
Obudowy i komponenty: PC jest powszechnie stosowany w obudowach urządzeń elektronicznych, takich jak laptopy, smartfony i tablety. Jego doskonałe właściwości izolacyjne i odporność na uderzenia zapewniają trwałość i bezpieczeństwo w zastosowaniach elektrycznych i elektronicznych.

3. Przemysł budowlany:
Materiały budowlane: PC jest stosowany do produkcji świetlików, pokryć dachowych i szyb okiennych, oferując doskonałą trwałość, odporność na warunki atmosferyczne i przejrzystość optyczną. Cechy te sprawiają, że idealnie nadaje się do zastosowań wymagających bezpieczeństwa i przejrzystości w budownictwie.
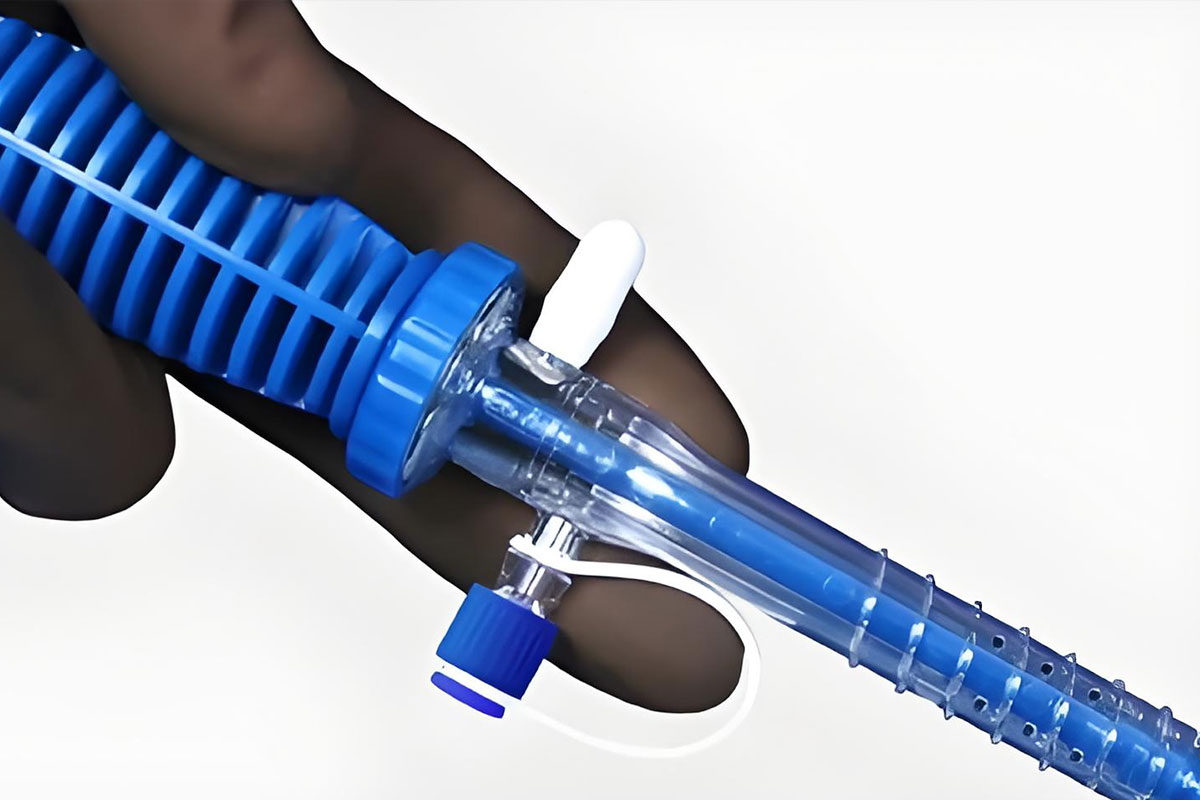
4. Wyroby medyczne:
Narzędzia i sprzęt chirurgiczny: PC jest niezbędny do produkcji strzykawek, rurek medycznych i narzędzi chirurgicznych. Jego biokompatybilność, łatwość sterylizacji i wysoka wytrzymałość sprawiają, że jest to zaufany materiał w zastosowaniach medycznych.
5. Towary konsumpcyjne:
Produkty codziennego użytku: PC jest szeroko stosowany w produktach takich jak soczewki do okularów, butelki na wodę i kaski ochronne. Jego odporność na uderzenia i wszechstronność estetyczna pozwalają na tworzenie trwałych i atrakcyjnych wizualnie produktów konsumenckich.
6. Przemysł lotniczy i obronny:
Elementy samolotów: PC jest stosowany w samolotach do produkcji okien kokpitu, soczewek i tablic przyrządów. Połączenie lekkości, wytrzymałości i przejrzystości ma kluczowe znaczenie w środowiskach lotniczych wymagających precyzji i bezpieczeństwa.

7. Zastosowania optyczne:
Soczewki i komponenty optyczne: PC jest stosowany w obiektywach aparatów fotograficznych, obiektywach projektorów i okularach, dzięki swojej przejrzystości optycznej, odporności na zarysowania i odporności na silne uderzenia. Jest idealny zarówno do profesjonalnych, jak i konsumenckich zastosowań optycznych.

8. Przetwarzanie żywności:
Elementy wyposażenia: PC jest stosowany w maszynach do przetwarzania żywności i pojemnikach do przechowywania ze względu na jego odporność chemiczną, udarność i bezpieczeństwo w kontakcie z żywnością. Jest idealny do zastosowań wymagających wielokrotnego czyszczenia i sterylizacji.

9. Sprzęt sportowy:
Sprzęt ochronny: PC jest stosowany w kaskach, goglach i innym ochronnym sprzęcie sportowym. Jego wysoka odporność na uderzenia, lekka konstrukcja i wygoda sprawiają, że jest niezbędny do zapewnienia bezpieczeństwa i wydajności sportowców.

10. Zabawki i gry:
Zabawki plastikowe: PC jest stosowany w figurkach, lalkach i innych zabawkach, które wymagają trwałości i bezpieczeństwa. Jego nietoksyczność, wytrzymałość i zdolność do formowania złożonych kształtów sprawiają, że jest to preferowany materiał do produkcji zabawek.

11. Opakowanie:
Pojemniki i butelki: PC jest używany do produkcji opakowań, takich jak butelki na wodę i pojemniki na żywność. Jego odporność na uderzenia, przejrzystość i zdolność do wielokrotnego użytku sprawiają, że nadaje się do trwałych i zrównoważonych rozwiązań opakowaniowych.

12. Komponenty elektryczne:
Złącza i przełączniki: PC jest wykorzystywany do produkcji złączy elektrycznych, przełączników i płytek drukowanych. Jego doskonałe właściwości izolacyjne i odporność na płomienie zapewniają bezpieczeństwo i niezawodność w zastosowaniach elektrycznych.

Metal Insert Injection Molding: Design & Defect Prevention
Key Takeaways Metal insert injection molding integrates metal components directly into plastic parts during molding for superior mechanical bond strength. Insert design—knurling, undercuts, wall thickness—is the primary driver of pull-out

Top 5 firm zajmujących się formowaniem wtryskowym w Pakistanie
Key Takeaways Pakistan has an active plastics manufacturing sector centered around Karachi and Lahore, primarily serving domestic consumer goods, packaging, and automotive aftermarket markets. Precision injection molding capability for export-grade

What Are Geometric Tolerances in Injection Molding
Your design file says ±0.1mm. Your molder quotes ±0.2mm. Your customer requires flatness within 0.05mm across the whole sealing surface. Three different numbers — none of them speak the same

