 Przejdź do treści
Przejdź do treści 

Przedmowa
Formowanie wtryskowe, znane również jako formowanie wtryskowe tworzyw sztucznych, jest powszechną metodą wytwarzania produktów z tworzyw sztucznych. Jako dojrzała technologia przetwarzania tworzyw sztucznych, materiały do formowania wtryskowego, formowanie wtryskowe ma szerokie perspektywy rozwoju. Wraz z pojawieniem się nowych technologii, nowych materiałów i nowych wymagań, formowanie wtryskowe będzie nadal dostosowywać się do zmian rynkowych i innowacyjnych rozwiązań, zapewniając wyższą jakość produktów z tworzyw sztucznych dla produkcji przemysłowej i konsumentów.
Niniejszy rozdział koncentruje się na sześciu etapach procesu wtrysku: zamykaniu formy, napełnianiu, utrzymywaniu ciśnienia, chłodzeniu, otwieraniu formy i wyjmowaniu formy.
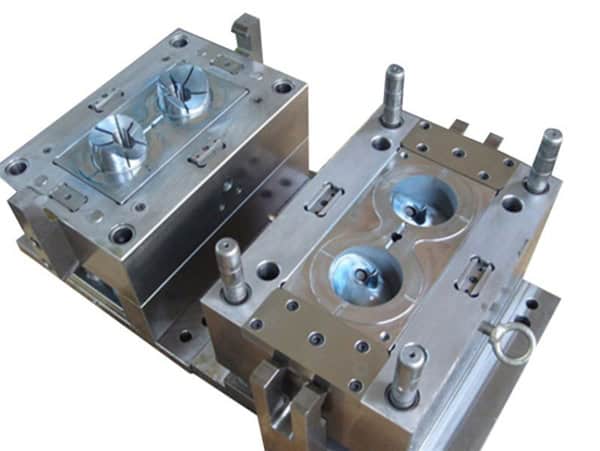
Etap mocowania formy
System zamykania formy powinien zapewniać niezawodne otwieranie i zamykanie formy oraz efekt buforowania podczas otwierania i zamykania formy. Prędkość ruchu ruchomej płyty powinna mieć wymóg zmiany prędkości "wolno - szybko - wolno" podczas zamykania i otwierania formy, aby zapobiec uszkodzeniu formy i produktów oraz uniknąć hałasu spowodowanego silnymi wibracjami maszyny, aby zapewnić bezpieczną pracę i przedłużyć żywotność maszyny i formy.

Maksymalny skok otwierania i zamykania szablonu określa maksymalną grubość formy, którą można zainstalować we wtryskarce, a zatem określa również maksymalną grubość produktów formowanych wtryskowo, które można wyprodukować. Dlatego też skok szablonu powinien być regulowany.
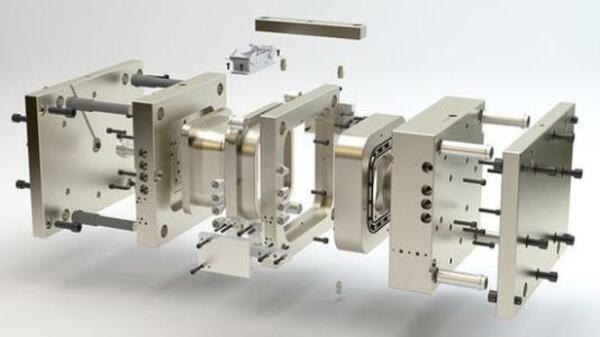
Szablon musi mieć wystarczającą wytrzymałość i sztywność, aby zapewnić, że nie zostanie zdeformowany z powodu częstych różnych nacisków podczas pracy. Produkcja form wtryskowychwpływając tym samym na dokładność rozmiaru i kształtu formowanych wtryskowo produktów.
Podstawowe warunki dla etapu zamykania formy
Wystarczająca i regulowana siła zacisku zapewniająca, że forma nie zostanie wyrzucona pod wpływem ciśnienia w gnieździe formy.

Szablon stałej formy ma wystarczającą powierzchnię, skok i odległość otwarcia, które można dostosować do form o różnych kształtach i rozmiarach, a odległość otwarcia można dowolnie regulować.
Prędkość ruchu szablonu jest ustawiona na dwóch poziomach: bieg szybki i bieg wolny. Szybki bieg wymaga płynności, bezpieczeństwa i sterowalności. Siła napędowa systemu mocowania pochodzi z mocy mechanicznej, hydraulicznej lub kombinacji hydrauliczno-mechanicznej za pomocą hydraulicznie sterowanego korbowodu lub mechanizmu dźwigniowego.

W celu sprawnego rozformowywania i wyjmowania części, system zamykania formy jest zaprojektowany z urządzeniem wyrzucającym produkt zasilanym pneumatycznie, hydraulicznie lub mechanicznie.

Parametry techniczne etapu zamykania formy
Parametry techniczne systemu mocowania formy obejmują siłę mocowania, podstawowe wymiary urządzenia do mocowania formy, prędkość otwierania i zamykania formy oraz czas pustego cyklu. Siła zacisku jest szczególnie ważna. Odnosi się ona do maksymalnej siły zacisku, jaką mechanizm mocujący może wywierać na formę. Powinna ona być większa niż średnie ciśnienie stopionego materiału w gnieździe formy.

Im cieńsza ścianka produktu, tym większe ciśnienie wtrysku i większa siła zacisku wymagana do zamknięcia formy podczas formowania wtryskowego. Na przykład ciśnienie w gnieździe formy zwykłych pojemników opakowaniowych wynosi zwykle około 25 MPa, podczas gdy pojemniki cienkościenne mogą wymagać 30 MPa. Rzeczywista ustawiona siła zacisku jest określana przez iloczyn ciśnienia wtrysku i przewidywanego obszaru produktu.

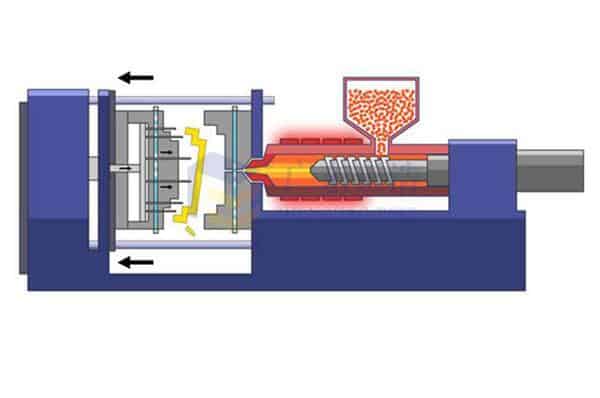
Etap wtrysku
Wtrysk jest pierwszym krokiem w regularnym procesie odlewania. Po zamknięciu formy i rozpoczęciu odlewania, wnęka formy może być bezpośrednio wtryskiwana do 95%. Teoretycznie czas wtrysku jest znacznie krótszy, a wydajność formowania znacznie wyższa. Jednak w rzeczywistej produkcji istnieje wiele warunkowych ograniczeń czasu formowania (lub prędkości wtrysku).

Wtrysk z dużą prędkością: Jeśli szybkość ścinania jest wysoka podczas wtrysku z dużą prędkością, rozrzedzenie ścinaniem zmniejsza lepkość tworzywa sztucznego i zmniejsza ogólny opór przepływu. Ze względu na efekt lokalnego lepkiego ogrzewania, grubość zestalonej warstwy również się zmniejsza.

W związku z tym, operacja wtrysku na etapie kontroli przepływu zasadniczo zależy od wielkości wtryskiwanej objętości. Innymi słowy, na etapie kontroli natężenia przepływu efekt rozrzedzania stopionego metalu jest często duży ze względu na wtrysk z dużą prędkością, ale efekt chłodzenia spowodowany cienkimi ściankami nie jest oczywisty, więc efekt prędkości ma pierwszeństwo.
Powolny wtrysk. Gdy wtrysk jest kontrolowany przez powolne przewodzenie ciepła, szybkość ścinania jest niska, lokalna lepkość jest wysoka, a opór przepływu jest duży. Powolne tempo napełniania powoduje stosunkowo powolny przepływ gorącego tworzywa sztucznego i słaby przepływ materiału. Dlatego efekt przewodzenia ciepła jest bardziej wyraźny, a ciepło jest szybko uwalniane przez zimną ścianę formy. W połączeniu z mniejszą ilością lepkiego ogrzewania, grubość zestalonej warstwy dalej wzrasta, dodatkowo zwiększając opór przepływu w cienkościennych sekcjach.

Przepływ fontanny wyrównuje łańcuchy polimerowe tworzywa sztucznego przed falą przepływu w przybliżeniu równolegle do czoła fali przepływu. Co więcej, dwa stopione tworzywa mają różne właściwości (różne czasy przebywania we wnęce formy, temperatura stopu, różne temperatury i ciśnienia topnienia), co prowadzi do niższej mikroskopijnej wytrzymałości strukturalnej obszaru przecięcia stopu.

Umieść element pod lampą pod odpowiednim kątem i obserwuj wizualnie pod kątem widocznych szwów. Jest to mechanizm, dzięki któremu powstają ślady spawania. Ślady spawów nie tylko wpływają na wygląd części z tworzyw sztucznych, ale luźna mikrostruktura ma tendencję do tworzenia koncentracji naprężeń, które mogą zmniejszyć wytrzymałość części i spowodować awarię.
Ogólnie rzecz biorąc, linie spoin są mocniejsze, jeśli występują w obszarach o wysokiej temperaturze. Dzieje się tak, ponieważ w wysokich temperaturach ruchliwość łańcuchów polimerowych jest stosunkowo dobra i mogą one przenikać się nawzajem i zaplątać. Dodatkowo, temperatury dwóch stopów w strefie gorącej są stosunkowo bliskie, a właściwości termiczne stopów są prawie takie same, co zwiększa wytrzymałość strefy spawania. Z drugiej strony, wytrzymałość spoiny spada w niskich zakresach temperatur.

Holding Stage
Funkcją etapu utrzymywania ciśnienia jest ciągłe stosowanie ciśnienia, ściskanie stopionego materiału, zwiększanie gęstości tworzywa sztucznego (zagęszczanie) i kompensowanie kurczenia się tworzywa sztucznego. Podczas procesu pakowania wnęka formy jest wypełniana tworzywem sztucznym, tworząc wysokie przeciwciśnienie.
W procesie utrzymywania ciśnienia i ściskania, ślimak urządzenia formowanie wtryskowe Maszyna może przesuwać się tylko powoli i lekko, a natężenie przepływu stopionego tworzywa sztucznego jest również stosunkowo wolne. Przepływ w tym czasie nazywany jest przepływem ciśnienia utrzymującego. Podczas etapu utrzymywania ciśnienia plastikowa ściana formy chłodzi się i zestala szybciej, a stopiony materiał szybko rośnie, więc opór wewnątrz wnęki formy staje się bardzo duży.
W końcowych etapach pakowania gęstość stopionego materiału nadal wzrasta, a plastikowe części są stopniowo formowane. Faza utrzymywania ciśnienia trwa do momentu zestalenia się i uszczelnienia drzwi. W tym czasie ciśnienie w gnieździe formy osiąga maksymalną wartość podczas fazy kondycjonowania.

Podczas fazy utrzymywania ciśnienie jest tak wysokie, że tworzywo sztuczne wykazuje właściwości częściowo ściśliwe. W obszarach wysokiego ciśnienia tworzywo sztuczne staje się coraz gęstsze. W obszarach o niższym ciśnieniu tworzywo sztuczne staje się luźniejsze i mniej gęste, a rozkład gęstości zmienia się w zależności od lokalizacji i czasu.

Podczas procesu utrzymywania ciśnienia przepływ tworzywa sztucznego jest bardzo niski. W rezultacie przepływ materiału jest słaby i nie może odgrywać roli napędowej. Ciśnienie jest głównym czynnikiem wpływającym na proces utrzymywania ciśnienia. Podczas procesu utrzymywania ciśnienia tworzywo sztuczne wypełnia gniazdo formy, a stopniowo krzepnący stop działa jako medium przenoszące ciśnienie.

Podczas zamykania formy wymagana jest odpowiednia siła zacisku, ponieważ ciśnienie wewnątrz wnęki formy jest przenoszone przez tworzywo sztuczne na ścianki formy, co ma tendencję do powodowania otwierania formy. W normalnych okolicznościach siła rozprężania formy nieznacznie otwiera formę, ułatwiając jej wentylację. Jeśli jednak siła rozprężania formy jest zbyt duża, mogą wystąpić zadziory i przelewy, a forma może się otworzyć.

Dlatego przy wyborze wtryskarki należy wybrać wtryskarkę o wystarczającej sile zacisku, aby zapobiec rozszerzaniu się formy i skutecznie utrzymać ciśnienie.

Nowe warunki środowiskowe dla formowania wtryskowego wymagają rozważenia kilku nowych procesów formowania wtryskowego, w tym formowania wspomaganego gazem, formowania wspomaganego wodą i formowania wtryskowego pianki.

Faza chłodzenia
W formach wtryskowych konstrukcja układu chłodzenia jest bardzo ważna. W rzeczywistości tylko po schłodzeniu i zestaleniu produktu formowanego z tworzywa sztucznego do pewnego stopnia sztywności może on zapobiec deformacji spowodowanej siłami zewnętrznymi po rozformowaniu.

Czas chłodzenia stanowi około 70-80% całego cyklu formowania. Dlatego prawidłowo zaprojektowany system chłodzenia może znacznie skrócić czas formowania, poprawić formowanie wtryskowe Źle zaprojektowany system chłodzenia może wydłużyć czas formowania i zwiększyć koszty. Nierównomierne chłodzenie powoduje, że produkty z tworzyw sztucznych odkształcają się bardziej i stają się większe.

Eksperymenty wykazały, że ciepło wchodzące do formy z żeliwa jest zwykle tracone w dwóch częściach, z których 5% jest przenoszone do atmosfery przez promieniowanie i konwekcję, a pozostałe 95% jest przenoszone z żeliwa do formy. Podgrzać formę do temperatury formy.

Ze względu na rolę rury wodnej chłodzącej produkt z tworzywa sztucznego w formie, ciepło jest przenoszone z tworzywa sztucznego w gnieździe formy do rury wodnej chłodzącej poprzez przewodzenie ciepła przez ramę formy i jest odprowadzane przez ciecz chłodzącą poprzez konwekcję termiczną. Niewielka ilość ciepła, która nie zostanie usunięta przez wodę chłodzącą, jest nadal przenoszona do formy i rozpraszana w powietrzu po kontakcie ze światem zewnętrznym.

Cykl formowania wtryskowego obejmuje czas zamykania formy, czas napełniania, czas utrzymywania, czas chłodzenia i czas rozformowywania.

Czas schładzania jest jego największą częścią, około 70-80%. Dlatego czas chłodzenia ma bezpośredni wpływ na cykl formowania i wydajność produktów z tworzyw sztucznych.

W procesie uwalniania z formy temperatura produktu z tworzywa sztucznego musi zostać schłodzona do temperatury niższej niż temperatura odkształcenia cieplnego produktu z tworzywa sztucznego, aby zapobiec deformacji produktu z tworzywa sztucznego z powodu relaksacji naprężeń szczątkowych lub deformacji spowodowanej siłą zewnętrzną podczas uwalniania z formy.

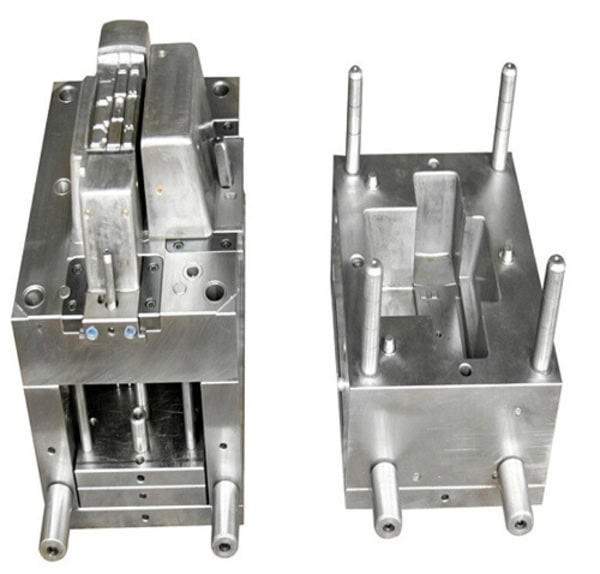
Etap otwierania formy
Proces otwierania formy wtryskowej jest ogólnie podzielony na rysowanie rysunków formy, korektę i przegląd rysunków, próby i naprawy formy oraz organizowanie i archiwizowanie danych.

Rysowanie rysunków formy: Przed narysowaniem ostatecznego rysunku montażowego formy wtryskowej należy narysować rysunek procesu, który musi być zgodny z wymaganiami rysunku części i danymi procesu. Wymiary gwarantowane przez następny proces powinny być oznaczone na rysunku słowami "wymiary procesu". Jeśli po formowaniu nie jest wykonywana żadna inna obróbka mechaniczna z wyjątkiem naprawy zadziorów, rysunek procesu będzie dokładnie taki sam jak rysunek części.

Korekta i przegląd rysunków: Czy tworzywo sztuczne, twardość, dokładność wymiarowa, struktura itp. formy wtryskowej i części formy spełniają wymagania rysunków części z tworzyw sztucznych.

Próba formy i naprawa formy: Projekt formy jest przeprowadzany w oczekiwanych warunkach procesowych przy wyborze materiałów do formowania i sprzętu do formowania, ale zrozumienie ludzi jest często niepełne; próba formy musi być przeprowadzona po zakończeniu przetwarzania formy wtryskowej. Testowanie i potwierdzanie jakości odlewów. Po wykryciu błędu naprawimy formę, aby go wyeliminować.

Porządkowanie i archiwizowanie danych: Po przetestowaniu formy wtryskowej, jeśli nie jest ona tymczasowo używana, pozostałości po wyjmowaniu z formy, kurz, olej itp. należy całkowicie zetrzeć, pokryć masłem lub innym olejem antykorozyjnym lub środkiem antykorozyjnym i przechowywać w miejscu przechowywania.

Podstawowa zasada formowania wtryskowego: Wtryskarka wykorzystuje fakt, że tworzywo sztuczne może stopić się w ciecz po podgrzaniu do określonej temperatury. Stopiona ciecz jest wtryskiwana do zamkniętej wnęki formy pod wysokim ciśnieniem. Po schłodzeniu i ukształtowaniu forma jest otwierana i wyrzucana w celu uzyskania wymaganego tworzywa sztucznego. produkty do ciała.

Etap rozformowywania
Rozformowanie jest ostatnim etapem cyklu formowania wtryskowego. Chociaż produkt jest formowany na zimno, rozformowywanie nadal ma ogromny wpływ na jakość produktu. Zastosowanie niewłaściwej metody rozformowywania może skutkować wadami, takimi jak nierównomierna siła przyłożona do produktu podczas rozformowywania lub deformacja produktu podczas wyrzucania.

Istnieją dwie główne metody cięcia. Rozformowanie wyrzutnika i płyty rozformowującej. Podczas projektowania formy należy wybrać odpowiednią metodę rozformowywania zgodnie z charakterystyką strukturalną produktu, aby zapewnić jego jakość.

W przypadku form, które wykorzystują wypychacze do uwalniania formy, umieść wypychacze tak równomiernie, jak to możliwe i wybierz miejsca, które zapewniają maksymalną odporność na uwalnianie formy oraz maksymalną wytrzymałość i sztywność części z tworzywa sztucznego, aby uniknąć zniekształceń lub uszkodzeń. część z tworzywa sztucznego.

Płyty zwalniające są powszechnie stosowane do uwalniania cienkościennych pojemników z głębokimi wgłębieniami lub przezroczystych produktów, w przypadku których ślady po popychaczach nie są tolerowane. Mechanizm ten charakteryzuje się dużą i równomierną siłą zwalniania, płynnym działaniem i brakiem śladów.

Wnioski
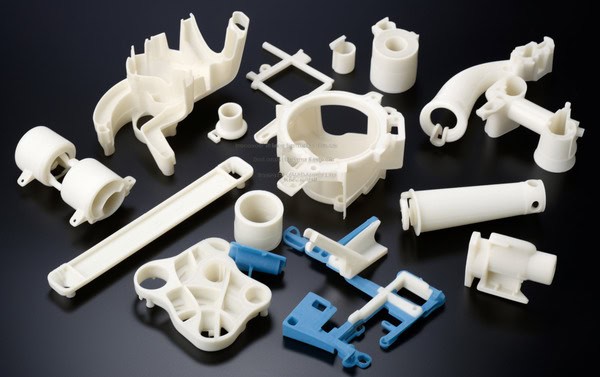
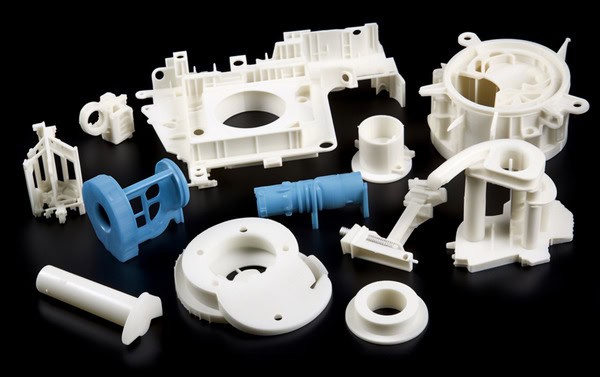
Innymi słowy formowanie wtryskowe Proces formowania wtryskowego obejmuje głównie sześć etapów: zamknięcie formy - wtrysk - utrzymanie ciśnienia - chłodzenie - otwarcie formy - wyjmowanie z formy. Te sześć etapów bezpośrednio określa jakość formowania produktu, a te sześć etapów stanowi całkowicie ciągły proces, który przyczynił się do powstania współczesnego świata. Formowanie wtryskowe jest znakiem rozpoznawczym innowacji, napędzającym postęp w produkcji i otwierającym nieskończone możliwości.

Formowanie wtryskowe tworzyw sztucznych uosabia wydajność i precyzję produkcji części z tworzyw sztucznych. Od projektu formy do wyrzucenia, każdy krok jest starannie wykonywany w celu wyprodukowania wysokiej jakości części na dużą skalę. Jego wszechstronność i ciągły rozwój w różnych branżach zapewniają jego ciągłe znaczenie i wkład w kształtowanie współczesnego świata. Formowanie wtryskowe jest świadectwem innowacji, napędzania postępu i odblokowywania nieskończonych możliwości w produkcji.








