 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Forma wtryskowa to narzędzie do wytwarzania produktów z tworzyw sztucznych. Działa poprzez podgrzewanie plastiku, topienie go, a następnie wtryskiwanie do formy za pomocą maszyny. Plastik schładza się i twardnieje, a następnie powstaje plastikowa rzecz.

Większość produktów z podcięciami w formie wtryskowej może wykorzystywać podnośniki do usuwania podcięć. Ich przeznaczenie jest podobne do mechanizmu suwakowego, ponieważ kierunek rozformowywania produktu formowanego wtryskowo jest następujący formowanie wtryskowe Maszyna wypycha produkt z płyty dociskowej i istnieje tylko jeden kierunek rozformowywania.
Gdy produkt ma występy, otwory i rowki, utworzy podcięcia (pozycje przycisków), jeśli jest niezgodny z kierunkiem rozformowywania. Konieczne jest dodanie mechanizmu rozformowywania w innych kierunkach w celu usunięcia podcięć.

Biorąc pod uwagę koszty, trudność wykonania i skuteczność, jeśli możesz użyć podnośnika lub suwaka, użyj podnośnika do podcięć wewnętrznych i suwaka do podcięć zewnętrznych. Podnośniki są dobre, ponieważ są proste, łatwe do wykonania, tanie i nie zajmują dużo miejsca.

W niektórych formach, takich jak forma pokrywy laptopa, która ma wiele małych ukośnych wypychaczy, jest to bardzo praktyczne i może uprościć mechanizm wypychania tylnej formy, gdy rozmiar ukośnego wypychacza jest stosunkowo mały lub przestrzeń dla ruchu ukośnego wypychacza nie jest wystarczająca. W tym artykule wyjaśniono, czym jest wyrzutnik skośny w formowaniu wtryskowym.
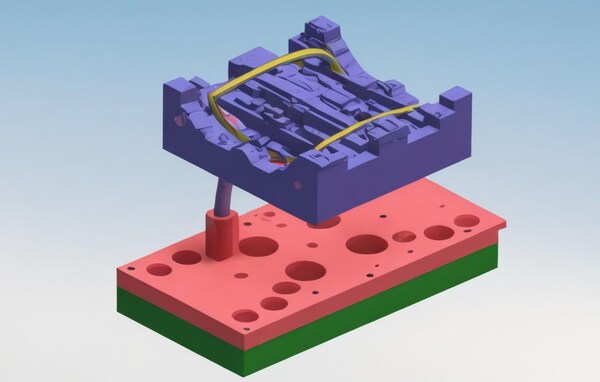
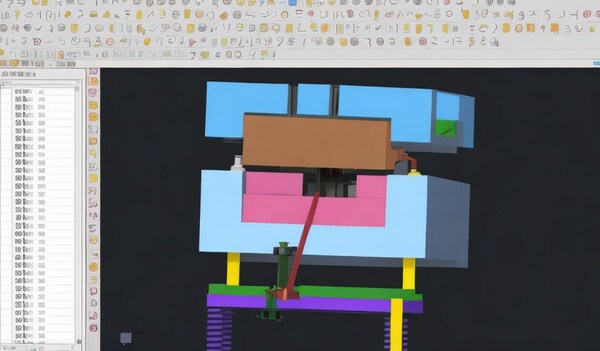
Jakie są elementy struktury wyrzutnika skośnego?
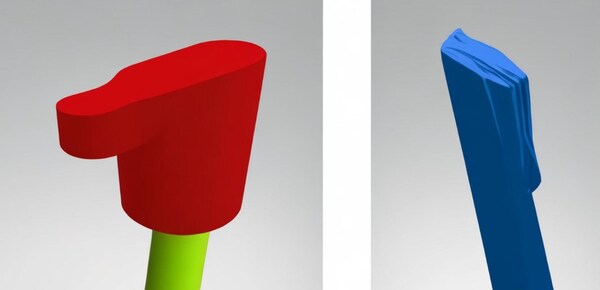
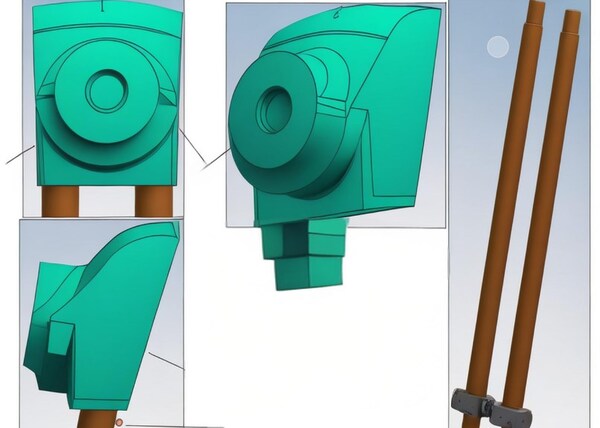
Głowica wyrzutnika skośnego
Jest to głównie część formy. Dolna część powierzchni podcięcia jest zwykle wykonana w postaci prostej powierzchni w celu ułatwienia obróbki i dopasowania formy. Pozostałe trzy powierzchnie będą nachylone w celu łatwego dopasowania do kleju uszczelniającego. Górna powierzchnia głowicy wyrzutnika skośnego jest zwykle obniżona o 0,05 ~ 0,1 mm poniżej powierzchni położenia kleju, aby zapobiec skrobaniu kleju przez wyrzutnik skośny podczas wyrzucania.
Pręt wyrzutnika skośnego
Łączy on głównie fotel wyrzutnika skośnego i głowicę wyrzutnika skośnego i musi przenosić siłę wyrzutu podczas wyrzutu skośnego.
Blok prowadzący
Podczas przetwarzania formy, ruchomy szablon zostanie poddany obróbce w celu uniknięcia powietrza (zmniejszenia tarcia) w celu zmniejszenia zniekształceń i deformacji, a blok prowadzący zostanie dodany w celu ułatwienia dokładnego pozycjonowania i regulacji.

Tuleja prowadząca (stop miedzi + grafit)
W połączonym popychaczu znajdują się dwie tuleje prowadzące do smarowania i prowadzenia. Pręt podnośnika zużywa się po długotrwałym ruchu. Dodanie tulei prowadzących może zmniejszyć zużycie i ułatwić konserwację i wymianę w przypadku problemów z dokładnością.

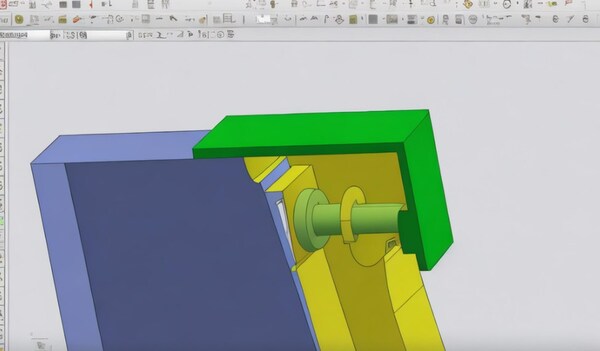
Podnoszone siedzenie
W zintegrowanym podnośniku metody prowadzenia zwykle obejmują prowadnicę szczelinową "T" i prowadnicę sworzniową. Najczęściej stosowana jest prowadnica kołkowa, która jest łatwa w obróbce i instalacji. Cena prowadnicy szczelinowej "T" jest nieco wyższa, a podstawa "T" jest wymagana osobno. Przetwarzanie i dopasowywanie jest również bardziej skomplikowane niż w przypadku typu pin.

Jakie są odpowiednie materiały dla podnośników wtryskowych?
Materiał stalowy Cr12Mov
Cr12Mov to wysokiej jakości wysokowęglowa stal stopowa o bardzo wysokiej twardości i wytrzymałości, odporna na wysokie temperatury i długotrwałe użytkowanie. Ma doskonałą odporność na korozję, wysoką udarność, dobrą wydajność przetwarzania, dobrą odporność na zużycie itp. Podnośniki Cr12Mov są zwykle odpowiednie do produkcji dużych form, ponieważ muszą one wytrzymywać ogromny nacisk.

45# Materiał stalowy
45# 45# to stal niskowęglowa, która jest szeroko stosowana w produkcji małych i średnich form wtryskowych. Charakteryzuje się dobrą skrawalnością i wytrzymałością oraz jest stosunkowo tania. Twardość tego materiału jest jednak niska i nadaje się on tylko do niektórych mniejszych form, które nie muszą wytrzymywać wysokiego ciśnienia.

Materiał stalowy SKD11
Stal SKD11 to stal narzędziowa do pracy na zimno, która jest szeroko stosowana w produkcji form wtryskowych ze względu na swoją wytrzymałość i odporność na zużycie. Charakteryzuje się dobrą twardością, doskonałą odpornością na korozję i dobrą skrawalnością. Może wytrzymać wysoką temperaturę i wysokie ciśnienie bez deformacji, co jest bardzo odpowiednie do produkcji dużych form wtryskowych. Produkty formowane wtryskowo.

Materiał stalowy H13
Stal H13 jest jedną z najlepszych stali formierskich. Charakteryzuje się wysoką stabilnością termiczną, dobrą twardością i wytrzymałością, dużą odpornością na zużycie i odpornością na ciepło itp. Stal H13 jest stosowana w wielu rodzajach form plastikowych, ponieważ jest tak dobra, szczególnie do produkcji form, które działają przez długi czas i są często używane.
Materiał stalowy S136
Stal S136 to wysokiej jakości stal nierdzewna. Charakteryzuje się wysoką wytrzymałością, dobrą odpornością na zużycie, wysoką precyzją i dużą odpornością na korozję. Stal S136 jest zwykle używana do produkcji precyzyjnych części w produktach formowanych wtryskowo, takich jak sprzęt elektroniczny, sprzęt medyczny i części mechaniczne.

Co należy wziąć pod uwagę przy projektowaniu podnośnika?
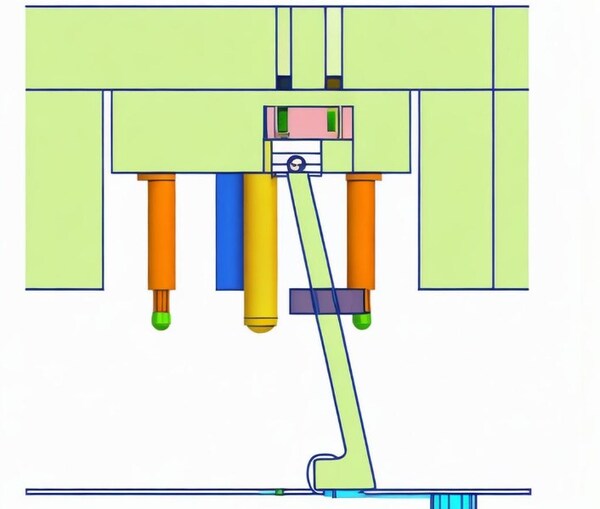
Nachylony wyrzutnik jest rodzajem systemu wyrzucania. Gdy w części znajduje się podcięcie, nie jest wygodnie wykonać pozycję, ale wygodnie jest wykonać pochylony wyrzutnik, do wyrzucania należy użyć pochylonego wyrzutnika.

Inna sytuacja jest pokazana na rysunku , gdy głęboka i długa kość jest wyrzucana przez prosty wyrzutnik, kość łatwo przykleja się do prostego wyrzutnika i nie jest łatwo pobrać część, więc do wyrzucenia należy użyć nachylonego wyrzutnika.

Pochylony wyrzutnik dzieli się na pochylony wyrzutnik tylnej formy i pochylony wyrzutnik przedniej formy. Pochylony wyrzutnik nie może być używany do tego samego materiału co rdzeń. Musi on być twardszy o jeden poziom. Mniejszy wyrzutnik pochylony wykorzystuje FDAC,

Pomysły na projekt podnośnika do formowania wtryskowego
Najpierw należy obliczyć skok wyzwalający wyrzutnika pochyłego. Następnie należy obliczyć nachylenie wyrzutnika pochyłego na podstawie skoku wyrzutu. Następnie należy określić pozycję uszczelnienia wyrzutnika pochyłego w kierunku bocznym. Preferowane jest poziome położenie uszczelnienia, ale można również zastosować uszczelnienie pionowe.

Jeśli stosowane jest uszczelnienie pionowe, należy pamiętać, że pozycja kleju klamry produktu może odkształcać się na boki wraz z nachylonym wyrzutnikiem. Jeśli jest zbyt dużo miejsca, aby pochylony wyrzutnik mógł poruszać się na boki, pozycja kleju klamry produktu może odkształcić się na boki. Jeśli czas jest ograniczony, można zastosować zgrzewanie pionowe.

Następnie należy ustawić pozycję referencyjną przetwarzania nachylonego blatu, a pozycja referencyjna przetwarzania jest oparta na kierunku pozycji kleju do wyjścia; z pozycji referencyjnej przetwarzania należy ustawić nachyloną powierzchnię nachylonego blatu w dół, aby wyregulować grubość nachylonego blatu w kierunku ruchu bocznego.

Jeśli całkowita długość nachylonego blatu jest mniejsza niż 100 mm, grubość nachylonego blatu musi wynosić co najmniej 6 mm. Jeśli całkowita długość przekracza 100 mm, grubość pochylonego blatu musi wynosić co najmniej 8 mm. Jeśli grubość ta nie może zostać osiągnięta, należy skrócić całkowitą długość pochylonego blatu.
Sklej ze sobą dwie strony pochylonego blatu. Wytrzymałość i położenie pochylonego blatu określą ilość kleju, jakiej należy użyć.

Jeśli wytrzymałość nie jest wystarczająca, użyj więcej kleju. Upewnij się tylko, że klej pokrywa boki pochylonego blatu. Wykonaj otwór w szablonie, przez który będzie przechodzić pochylony blat i wykonaj blok dla pochylonego blatu. Zaprojektuj siedzisko dla pochylonego blatu i staraj się unikać ostrych narożników.

Jakie są środki ostrożności dotyczące pochylonej konstrukcji górnej?
Odległość wyrzutu pochylonego blatu nie będzie zbyt duża
Zwykle odległość wyrzutu nachylonego wierzchołka nie jest zbyt duża, przez co łatwo go złamać. Odległość wyrzutu nachylonej górnej części formy, która może osiągnąć w pełni zautomatyzowaną produkcję, jest dłuższa niż nachylonej górnej części półautomatycznego podbieracza, aby zapobiec nierównomiernej sile, gdy robot podnosi produkt i nie wyjmuje produktu.

W pełni automatyczna odległość wyrzutu = odległość produktu (H) + wartość bezpieczeństwa (K) 5,00~10,00 mm; półautomatyczna odległość wyrzutu = wysokość produktu (H) X (2/3).
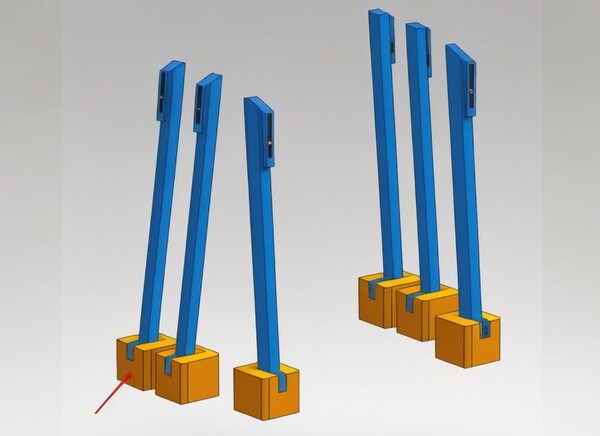
Zakres kąta nachylenia górnej części wynosi 3°~15°.
Zakres kątów nachylonego blatu wynosi 3°~15°, a najlepszy to 3°~8°. Gdy kąt nachylonego blatu jest większy niż 12°, oprócz uwzględnienia wytrzymałości, nachylony górny pręt musi być również wyposażony w pręt pomocniczy, aby zapobiec deformacji i pękaniu nachylonego blatu z powodu nadmiernego momentu obrotowego podczas produkcji.

Zjawisko przywierania produktu do nachylonego blatu jest najbardziej prawdopodobne podczas produkcji. Zwykle stosowaną metodą jest zwiększenie nachylenia produktu podczas wyjmowania z formy. Podczas projektowania należy unikać sytuacji, w której nachylony blat ma zbyt wiele żeber.
Nachylony wyrzutnik nie powinien być zbyt cienki
Nie należy stosować zbyt cienkich wyrzutników pochyłych. Minimalna grubość (średnica) wyrzutnika pochyłego w przypadku małych produktów wynosi 3,00 mm. W przypadku produktów powyżej 500,00 mm minimalna grubość (średnica) wyrzutnika pochyłego nie powinna być mniejsza niż 25,00 mm, aby zapobiec deformacji i pękaniu wyrzutnika pochyłego z powodu nadmiernego momentu obrotowego podczas produkcji.

Nachylony wyrzutnik jest częścią systemu wyrzucania, który jest taki sam jak użycie sworznia wyrzutnika do wyrzucenia części. Nie trzeba umieszczać sworznia wypychacza w tym samym miejscu co wypychacz pochylony, aby uniknąć interferencji między wypychaczem pochylonym a sworzniem wypychacza. Należy przeprowadzić symulację, aby sprawdzić, czy występuje interferencja między nachylonym wyrzutnikiem a sworzniem wyrzutnika.
Jaka jest rola podnośników do formowania wtryskowego?
Istnieje kilka powodów, dla których przemysł formowania wtryskowego tworzyw sztucznych wymaga formy z nachyloną strukturą wyrzutnika. Oto najważniejsze z nich:

Poprawa wydajności wytłaczania formy wtryskowej
W procesie produkcji form zazwyczaj dodajemy pochylony wyrzutnik po jednej stronie formy, aby ułatwić przepływ i odprowadzanie materiału. Nachylony wyrzutnik może zmniejszyć opór przepływu materiału i sprawić, że materiał będzie przepływał bardziej płynnie. Może to poprawić prędkość wytłaczania i wydajność formy.

Optymalizacja wydajności napełniania formy
Podczas formowania wtryskowego materiał ma wypełnić całą formę i dostać się do każdego małego zakamarka. Kątowa konstrukcja górnej części pomaga, gdy kolce plastikowych części nie chcą łatwo wyjść z formy,

Dzięki temu forma lepiej się wypełnia. Zasada ruchu polega również na zmianie pionowego ruchu otwierania i zamykania formy na ruch poziomy, tak aby zakończyć boczne ciągnięcie rdzenia.
Poprawa jakości produktów
W formie wtryskowej pozycja i kąt nachylenia górnej części są ściśle związane z jakością wyglądu produktu formowanego wtryskowo. Rozsądne ustawienie pozycji i kąta nachylenia blatu może sprawić, że forma będzie szczelnie zamknięta, znacznie zmniejszy pęcherzyki wewnątrz formowanego wtryskowo produktu oraz poprawi jakość wyglądu i wykończenie powierzchni formowanego wtryskowo produktu.

Pochylona górna struktura może sprawić, że materiał wypełni formę bardziej płynnie, unikając zakłóceń wewnątrz produktu oraz poprawiając jakość i precyzję produktu.

Poprawa wydajności produkcji
Nachylona forma o strukturze ciągnącej może sprawić, że rdzeń przesunie się przez kontrolę nachylenia podczas procesu formowania wtryskowego, skróci czas formowania produktu i cykl produkcyjny oraz poprawi wydajność produkcji.

Poprawa precyzji produktu
Rdzeń formy o nachylonej strukturze ciągnienia może pozostać stabilny podczas procesu przesuwania, unikając zakłóceń wewnątrz produktu i poprawiając precyzję i jakość produktu.
Zapobieganie zakleszczaniu się formy podczas otwierania i zamykania
Kiedy forma otwiera się i zamyka, czasami szczelina między formami zmniejsza się lub znika z jakiegoś powodu, powodując poważny zator. Wtedy właśnie przydaje się nachylony blat. Nachylona struktura i urządzenie pływające nachylonego blatu sprawiają, że forma jest gładsza podczas procesu otwierania i zamykania, co pomaga rozwiązać problem zacinania się formy.

Wydłużenie żywotności formy
Podczas korzystania z formy wtryskowej płaszczyzna formy nie jest szlifowana na całej powierzchni, a nawet występuje miejscowe zużycie, co może łatwo zmniejszyć szczelinę między szablonami i zwiększyć prawdopodobieństwo zakleszczenia.

Konstrukcja nachylonego blatu może skutecznie złagodzić problem szczeliny między formami, a jednocześnie może również zminimalizować siłę uderzenia między szablonami i wydłużyć żywotność formy.
Redukcja naprężeń szczątkowych
Konstrukcja formy z ukośną strukturą ciągnącą może zmniejszyć generowanie naprężeń szczątkowych podczas produkcji. Proces formowania wtryskowegoco sprzyja poprawie dokładności wymiarowej i stabilności produktu.

Redukcja kosztów produkcji
Konstrukcja formy o ukośnej strukturze rysunkowej może zmniejszyć trudność i koszt produkcji formy, a także może zmniejszyć koszty konserwacji i wskaźnik złomu podczas procesu produkcyjnego, zmniejszając w ten sposób całkowity koszt produkcji.

Poprawa konkurencyjności rynkowej
Korzystanie z form o nachylonej strukturze wyrzutnika może wytwarzać produkty wyższej jakości, poprawiać wartość dodaną i konkurencyjność rynkową produktów oraz pomagać przedsiębiorstwom w zdobywaniu większego udziału w rynku w ostrej konkurencji rynkowej.
Wnioski
W projektowaniu form wtryskowych z tworzyw sztucznych, aby poradzić sobie ze złożoną wnęką formy 、 złożoną konstrukcją formy i poprawić wydajność wtrysku formy, zwykle konieczne jest zaprojektowanie prostszego mechanizmu wyrzucania formy.

Zwłaszcza przy wysokim ciśnieniu wtrysku, racjonalne zastosowanie mechanizmów wyrzutnika ruchu pionowego i poziomego (takich jak sworznie wyrzutnika) i podnośników formy może skutecznie wzmocnić efekt ulepszonego formowania wtryskowego tworzyw sztucznych.

Konstrukcja płyty wypychacza i podnośnika formy wtryskowej pomaga zapewnić płynne wyjmowanie produktów, optymalizując w ten sposób cały proces produkcji.

Nachylony wypychacz jest kluczowym elementem w procesie wtrysku. Służy do radzenia sobie z podcięciami w produkcie, aby zapewnić płynne wyjmowanie z formy.

Nachylony wyrzutnik ma prostą konstrukcję i niski koszt. Może być wykonany z różnych gatunków stali, takich jak Cr12Mov, 45# i SKD11, i nadaje się do form o różnych rozmiarach i potrzebach.

Konstrukcja wyrzutnika pochyłego obejmuje kąt nachylenia wyrzutnika, odległość wyrzutu i dobór materiałów. Należy zwrócić uwagę na wytrzymałość konstrukcji i przestrzeń ruchu.

Optymalizując konstrukcję pochylonego wyrzutnika, można poprawić wydajność napełniania, wydajność produkcji i jakość produktu formy, wydłużyć żywotność formy i obniżyć koszty produkcji.

Krótko mówiąc, rozsądne zastosowanie wyrzutnika pochyłego nie tylko optymalizuje proces produkcji, ale także zwiększa konkurencyjność rynkową oraz zapewnia dokładność i niezawodność produktu końcowego.







