 Przejdź do treści
Przejdź do treści 

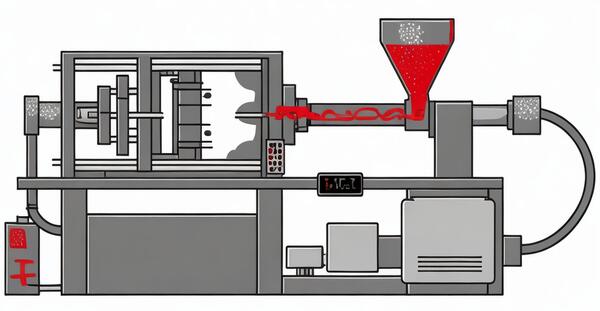
Wprowadzenie: Formowanie wtryskowe jest najczęstszym sposobem wytwarzania produktów z tworzyw sztucznych, które mają wiele części, które muszą być połączone na końcu. Łączenie części oznacza upewnienie się, że pasują do siebie i pozostają razem.
W tym miejscu pojawiają się tolerancje. Jeśli nie określisz, ile miejsca powinno być między częściami lub jeśli nie upewnisz się, że części mają odpowiedni rozmiar, części nie będą dobrze do siebie pasować.
Formowanie wtryskowe Tolerancje mogą być uciążliwe, ponieważ formy są drogie. Trzeba więc wiedzieć, jak je kontrolować.
W tym artykule wyjaśnię, co wpływa na tolerancje i jak je kontrolować za pomocą projektowania dla produkcji (DFM), doboru materiałów, projektowania narzędzi i kontroli procesu.
Dlaczego tolerancje są ważne w przypadku części formowanych wtryskowo?
Ilość zmienności w każdym procesie szybkiego prototypowania zależy od jego dokładności i chociaż formowanie wtryskowe jest dość dokładne, nadal istnieje niewielka zmienność.

Ta zmienność sprawia, że ważne jest ustalenie zakresu dopuszczalnych odchyleń, aby części działały zaraz po ich złożeniu.
Podczas tworzenia produktu, który składa się z wielu części formowanych wtryskowo, należy zwrócić uwagę na tolerancje formowania tworzyw sztucznych.

Załóżmy, że chcesz połączyć ze sobą dwie plastikowe części za pomocą śrub. Musisz wywiercić otwór w obu częściach.
Jeśli popełnisz błąd w umiejscowieniu i rozmiarze otworu, będziesz mieć problemy i stracisz funkcjonalność podczas montażu. Tak więc obie części wymagają tolerancji położenia, aby działały prawidłowo.
Mówiąc prościej, kontrolowanie i optymalizowanie tolerancji formowania wtryskowego jest jak zakładanie najgorszego. Jest to ustalenie zakresu dopuszczalnych odchyleń, które sprawią, że produkt będzie działał najlepiej.
Jakie czynniki wpływają na tolerancje formowania wtryskowego?
Projekt części
Jednym z najważniejszych sposobów na ograniczenie wypaczenia, nadmiernego skurczu i niewspółosiowości części jest stosowanie zasad DFM podczas projektowania części.
Najlepiej jest to osiągnąć, współpracując z usługą formowania wtryskowego na wczesnym etapie procesu projektowania, aby zapobiec kosztownym przeprojektowaniom na późniejszym etapie projektowania.
Grubość ścianki ; Części o zmiennej grubości ścianek mogą kurczyć się nierównomiernie. Gdy nie można uniknąć grubych obszarów, należy zastosować rdzeniowanie w celu utrzymania jednolitej grubości ścianki. Nierówna grubość ścianki może powodować zniekształcenie części, co może wpływać na tolerancje i dopasowanie.
Grubsze ścianki nie zawsze są najlepszym wyborem dla zwiększenia wytrzymałości; jeśli to możliwe, najlepiej jest użyć żeber i klinów, aby zwiększyć wytrzymałość części.
Kąt zanurzenia; Kąty pochylenia są bardzo ważne, aby upewnić się, że część łatwo wychodzi z narzędzia.
Jeśli nie jest prawidłowy, część może utknąć podczas wychodzenia, zadrapać się i wypaczyć gotowy produkt. Kąty pochylenia mogą wynosić od 0,5° do 3°, w zależności od projektu części i wykończenia powierzchni.
Funkcje lBoss ; Tuleje są często używane do mocowania elementów złącznych podczas montażu wielu plastikowych części. Jeśli występy są zbyt grube, mogą pozostawić wgłębienia na części.
Jeśli nie są one połączone ze ścianami bocznymi za pomocą żeber, mogą się znacznie odkształcić. Sprawi to, że montaż tych części będzie prawie niemożliwy.
Wybór materiału
Tworzywa sztuczne formowane wtryskowo można wytwarzać z wielu różnych żywic. Ich wybór zależy od tego, co będzie wytwarzane.
Każda żywica kurczy się w innym stopniu. Podczas projektowania formy należy uwzględnić ten skurcz. Zazwyczaj powiększa się formę o procent skurczu materiału.
Jeśli tworzysz coś z więcej niż jednego rodzaju materiału, musisz zaprojektować go pod kątem różnych współczynników skurczu.

Jeśli tolerancje nie zostaną zaprojektowane prawidłowo, może się okazać, że części nie będą do siebie pasować. To duży błąd w formowaniu wtryskowym, który kosztuje dużo pieniędzy.
Tolerancje dla formowania wtryskowego zależą głównie od skurczu materiału i geometrii części.
Przed zaprojektowaniem i zbudowaniem narzędzia należy sfinalizować wybór materiału. Konstrukcja narzędzia w dużym stopniu zależy od wybranego materiału.

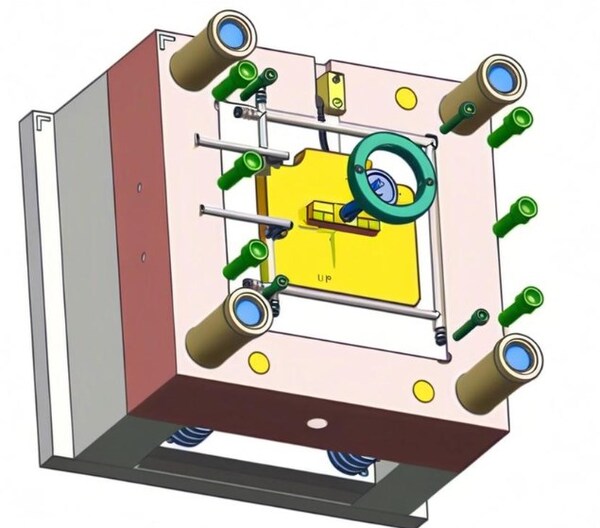
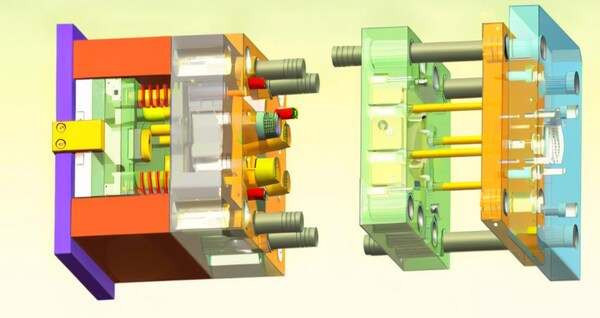
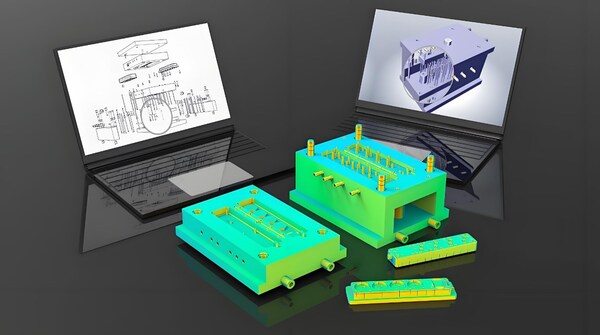
Projektowanie narzędzi
Kiedy wybierasz materiał, zwykle powiększasz narzędzie, aby umożliwić kurczenie się materiału. Ale skurcz nie jest taki sam we wszystkich kierunkach. Na przykład, grubsze części stygną w innym tempie niż cieńsze.
Tak więc, jeśli masz złożoną część z mieszanką cienkich i grubych ścianek, będziesz mieć różne szybkości chłodzenia.
Może to spowodować wypaczenie lub zapadnięcie się części, co może zakłócić tolerancje i dopasowanie formowania wtryskowego. Aby temu zaradzić, producenci narzędzi myślą o tych kwestiach podczas projektowania elementów formy.
Chłodzenie narzędzia; Chłodzenie narzędzia jest ważne, aby upewnić się, że część kurczy się równomiernie. Jeśli narzędzie nie ostygnie prawidłowo, część skurczy się nierównomiernie i nie będzie miała odpowiedniego rozmiaru. W narzędziu można umieścić przewody wodne, aby pomóc części uzyskać odpowiedni rozmiar.
Tolerancja narzędzia ma duże znaczenie w formowaniu wtryskowym, ponieważ jeśli narzędzie jest poza tolerancją, każda część, która wychodzi z tego narzędzia, będzie miała ten błąd dodany do błędu spowodowanego skurczem.
W obróbce CNC tolerancje narzędzi są zazwyczaj ściśle kontrolowane i monitorowane, więc narzędzie poza tolerancją rzadko jest powodem, dla którego część jest poza tolerancją.
Ponadto narzędzia te są zazwyczaj "bezpieczne dla stali". Oznacza to, że po wykonaniu narzędzia, krytyczne wymiary lub cechy można dostosować poprzez dodatkowe frezowanie.
Jeśli wykończone wymiary niektórych części nie mieszczą się w tolerancji, dodatkowy materiał umożliwia precyzyjne dostrojenie narzędzia podczas obróbki.
Na przykład, otwór o wąskiej tolerancji na części może mieć narzędzie, które ma rdzeń zaprojektowany tak, aby znajdował się po szerszej stronie tolerancji. Jeśli otwór wymaga korekty, zostanie on obrobiony w celu uzyskania cieńszego otworu.
Położenie sworznia wyrzutnika; Trzpień wypychacza wypycha go z formy podczas jej otwierania; musi to nastąpić tak szybko, jak to możliwe, aby zminimalizować czas cyklu.
Jeśli trzpień wyrzutnika zostanie umieszczony w mniej niż idealnym miejscu, może to spowodować uszkodzenie części. Niektóre materiały nie są całkowicie sztywne po opuszczeniu narzędzia, a nierównomierne wyrzucanie może spowodować poważne wypaczenia i niespójności wymiarowe.
Lokalizacja bramy; Bramka to miejsce, w którym żywica wchodzi do narzędzia. Jeśli umieścisz ją w złym miejscu, będzie wyglądać źle.
Ponadto, jeśli forma nie zostanie wypełniona równomiernie, część będzie się wypaczać i kurczyć nierównomiernie. Złożone części często wymagają więcej niż jednej bramy, aby wypełnić formę równomiernie i uniknąć tych problemów.
Kontrola procesu
Nawet jeśli wykonasz wszystkie wcześniejsze prace projektowe i rozważania materiałowe, aby zoptymalizować tolerancję formowania wtryskowego części, nadal możliwe jest, że część będzie poza tolerancją, gdy zostaną dostarczone pierwsze próbki.
Po wykonaniu wszystkich powyższych metod, kolejnym krokiem do poprawy zgodności z tolerancją jest dostosowanie procesu.
Kontrola temperatury, ciśnienia i czasu przetrzymywania to jedne z najczęstszych sposobów na poprawę jakości części.
Po ustaleniu idealnego zestawu warunków, forma może tworzyć spójne części o bardzo niewielkich różnicach wymiarowych między częściami.
W przypadku części o wielu cechach dobrym pomysłem jest umieszczenie w narzędziu czujników ciśnienia i temperatury, aby można było mierzyć te parametry podczas wytwarzania części.
W ten sposób można kontrolować proces i upewnić się, że tolerancje są zachowane. Jeśli możesz utrzymać ciśnienie i temperaturę w narzędziu przez cały czas, będziesz miał znacznie większą szansę na utrzymanie tolerancji.
W przypadku złożonych części o wielu funkcjach pomocne może być umieszczenie w narzędziu czujników ciśnienia i temperatury, które mierzą te parametry podczas procesu produkcyjnego w celu uzyskania informacji zwrotnych w czasie rzeczywistym i kontroli procesu.
Utrzymywanie ciśnienia i temperatury w narzędziu przez cały czas bardzo pomaga w zapewnieniu stałych tolerancji.
Jak zoptymalizować tolerancje formowania wtryskowego?
Aby zoptymalizować formowanie wtryskowe tolerancji, można zoptymalizować projekty produktów, wykorzystując projektowanie pod kątem produkcji, stosując odpowiednie materiały do formowania wtryskowego, dostosowując projekt formy wtryskowej i kontrolę procesu.
W tej sekcji omówimy każdą kategorię, abyś mógł osiągnąć realistyczne tolerancje formowania wtryskowego tworzyw sztucznych.
W fazie projektowania
Kiedy producenci stosują formowanie wtryskowe, napotykają na problemy, takie jak wypaczanie, nadmierne kurczenie się części, niewspółosiowość części itp. podczas przetwarzania, które wpływają na tolerancje części formowanych wtryskowo.
Aby temu przeciwdziałać, projektanci upewniają się, że każdy projekt produktu jest zgodny z zasadami Design for Manufacturing (DFM), ponieważ może to ograniczyć występowanie takich problemów.
Aby uzyskać dobry DfM, należy zaangażować dobrą usługę szybkiego prototypowania z dużym doświadczeniem w formowaniu wtryskowym (taką jak Rapid Direct) na wczesnym etapie procesu projektowania.
Oto cztery rzeczy, o których powinieneś pomyśleć, jeśli chodzi o projektowanie części.
Całkowity rozmiar
Im większy przedmiot produkujesz, tym bardziej musisz martwić się o tolerancje. Kiedy tworzysz coś dużego w formowaniu wtryskowym tworzyw sztucznych, może się to wypaczyć lub skurczyć. Trzeba więc myśleć o rozmiarze.
Grubość ścianki
Skurcz to kurczenie się części z tworzywa sztucznego podczas fazy chłodzenia. Skurcz jest integralną częścią procesu formowania wtryskowego i jest kontrolowany przez czynniki takie jak grubość ścianki, temperatura itp.
Aby zredukować defekty kosmetyczne, takie jak wypaczenia, zapadnięcia, pęknięcia i zniekształcenia, należy zapewnić stały współczynnik skurczu.

Aby uzyskać stały współczynnik skurczu, potrzebna jest jednolita grubość ścianki. Oto jak uzyskać jednolitą grubość ścianki:
Nie projektuj części z ostrymi narożnikami wewnętrznymi, długimi niepodpartymi rozpiętościami lub źle zaprojektowanymi występami. Jeśli konieczne jest wzmocnienie ścian, należy użyć żeber.
Umieszczenie promieni na wewnętrznych narożnikach może pomóc złagodzić wypaczenia. Należy użyć odpowiedniego materiału i wziąć pod uwagę grubość ścianki. Nie używaj grubych ścianek, ponieważ spowalniają one chłodzenie, co zwiększa skurcz i może powodować wypaczenia.

Kąty zanurzenia
Kąty zanurzenia mają duże znaczenie w projektowaniu form wtryskowych, ponieważ ułatwiają wyjmowanie części z formy. Łatwe usuwanie części oznacza mniejsze tarcie, mniejsze zużycie i ładną powierzchnię.

Jeśli podczas formowania wtryskowego nie weźmie się pod uwagę kątów pochylenia, dojdzie do skurczu, a części utkną podczas próby ich wyrzucenia (tworzywa sztuczne, takie jak nylon, nadal świetnie sprawdzają się przy 0).
Kąty zanurzenia są mierzone w stopniach/calach/mm, ale nie ma standardowych zasad tolerancji formowania wtryskowego dla włączenia ich do projektu produktu.
Mamy jednak kilka praktycznych zasad, których można przestrzegać. Kąt zanurzenia od 10 do 20 jest dobry dla większości części. Dodaj 10 dla 1 cala głębokości. Użyj 30 dla lekkich tekstur i >50 dla ciężkich tekstur i użyj 0,50 na wszystkich powierzchniach pionowych.

Szefowie
Prowadnice są ważną częścią projektowania produktów i służą do mocowania części podczas ich łączenia.
Jest kilka ważnych rzeczy, o których należy pomyśleć podczas projektowania bossów. Jedną z nich jest to, że ściany bossa nie mogą być zbyt grube. Jeśli w projekcie umieścisz gruby boss, oto co się stanie:
Puste przestrzenie i ślady zapadnięć powstają, gdy nie rdzenisz bossów. Wydłuży to czas cyklu. Powoduje to również pękanie plastiku podczas mocowania.
Ponadto należy rdzeniować występy (tj. połączyć je z najbliższą ścianą boczną). Spowoduje to dodatkowe rozłożenie obciążenia na części i poprawi jej chłodzenie oraz przepływ materiału.
Wybór odpowiedniego materiału dla wąskich tolerancji wtrysku
Wybór materiału ma duże znaczenie, jeśli chodzi o tolerancje formowania wtryskowego, ponieważ materiał kurczy się równomiernie (tj. materiały do formowania wtryskowego kurczą się podczas fazy chłodzenia z powodu zmian gęstości).
Skurcz zależy od takich czynników, jak grubość ścianki, temperatura, część i rodzaj materiału. Przy wyborze materiału należy kierować się następującymi czynnikami:
Skład plastiku: ABS kurczy się mniej niż polietylen, ponieważ ma mniejszą gęstość.

Masa cząsteczkowa: Żywice o wysokiej masie cząsteczkowej mają wysoką lepkość i duży spadek ciśnienia, co zwiększa skurcz.
Dodatki: Dodanie wypełniaczy o niskiej rozszerzalności cieplnej zmniejszy skurcz.
Różne żywice kurczą się w różnym tempie. Należy więc o tym pamiętać przy wyborze materiałów i projektowaniu formy wtryskowej.
Pomoże to zredukować defekty kosmetyczne, które zakłócają tolerancję części formowanych wtryskowo. Rzeczy takie jak wypaczenia, zapadnięcia, pęknięcia i zniekształcenia.

Pamiętaj o narzędziach do formowania
Wybierając odpowiedni materiał, projektanci form powiedzą ci, abyś zwiększył rozmiar formy, aby uwzględnić kurczenie się materiału. Różne materiały kurczą się w różnym tempie z powodu nierównej grubości. Aby to zminimalizować, należy pamiętać o następujących kwestiach podczas projektowania formy.
Chłodzenie narzędzia
Chłodzenie ma duże znaczenie w formowaniu wtryskowym. To ono decyduje o różnicy między dobrą a złą częścią. Jest to proces schładzania gorącego tworzywa sztucznego po jego wtryśnięciu.
Chłodzenie musi być równomierne, ponieważ w przeciwnym razie wystąpią skurcze, ślady zapadania, problemy z wypychaniem, wypaczenia i wszelkiego rodzaju inne problemy, które wpłyną na wygląd, tolerancję i funkcjonalność części.

Aby uzyskać równomierne chłodzenie, należy umieścić przewody chłodzące w formie we właściwych miejscach. Należy również zwracać uwagę na takie czynniki jak ciśnienie wtrysku, lepkość żywicy i czas napełniania.
Tolerancje narzędzi
Formy wtryskowe są zwykle wykonywane przy użyciu obróbki CNC. Pozwala to na uzyskanie wąskich tolerancji, co oznacza, że forma pozostanie dokładna podczas nagrzewania i chłodzenia.
Tolerancje zapewnią prawidłowe chłodzenie części bez utraty dokładności. Ale jeśli nie kontrolujesz tolerancji podczas tworzenia formy, możesz uzyskać duże wady, takie jak wypaczenie, skurcz, zapadanie się itp.
Pozycja sworznia wyrzutnika
Trzpień wypychacza jest elementem formy wtryskowej, który wypycha produkt końcowy z formy. Kołek ma różne kształty (najlepiej płaskie), przez które przykładana jest pewna siła w celu wypchnięcia produktu.
Dlatego też, gdy znajduje się on w niewłaściwym położeniu, może powodować niepożądane wgniecenia na gotowym produkcie. Co więcej, w przypadku niesztywnych materiałów lub materiałów, które chłodzą się nierównomiernie, trzpień wypychacza może pęknąć na nieukończonym produkcie, powodując liczne defekty kosmetyczne i zniekształcenia fizyczne.

Pozycja bramki
Brama to miejsce, w którym tworzywo sztuczne trafia do formy. Umieść bramę tam, gdzie część jest najgrubsza. Dzięki temu część nie zapadnie się ani nie będzie miała dziur. Pomoże to również w lepszym przepływie plastiku.
Umieść bramkę w miejscu, w którym część jest najgrubsza, aby część wypełniła się do końca. Nie umieszczaj bramki obok elementów takich jak szpilki i rdzenie.

Nie pozwól, aby bramka zepsuła wygląd runnera lub części. Bramka musi znajdować się we właściwym miejscu. Jeśli brama znajduje się w niewłaściwym miejscu, część nie wypełni się prawidłowo. Spowoduje to wypaczenie i kurczenie się części, co będzie źle wyglądać.
Przeprowadzanie powtarzalnej kontroli procesu
Proces produkcyjny obejmuje wiele elementów, które mogą mieć wpływ na wytwarzaną część, a kontrola procesu to sposób na upewnienie się, że wszystkie te elementy są odpowiednio skonfigurowane, aby część wyszła tak, jak powinna.
Czujniki ciśnienia i temperatury, które są wbudowane w narzędzie do formowania, są często ważną częścią uzyskania dobrej kontroli procesu, ponieważ informują o tym, co dzieje się z tymi elementami w czasie rzeczywistym, dzięki czemu można szybko wprowadzić zmiany, jeśli dzieje się coś złego.

Gdy już będziesz mieć te rzeczy pod kontrolą i będziesz w stanie wykonywać je w ten sam sposób za każdym razem, narzędzie do formowania będzie w stanie tworzyć części o odpowiednim rozmiarze, które nie będą się zbytnio zmieniać.
Plastikowe żywice mają zazwyczaj wyższy współczynnik rozszerzalności cieplnej, co oznacza, że są bardziej podatne na zmianę wymiarów przy zmianie temperatury.
W związku z tym części o wąskich tolerancjach często muszą być mierzone w tej samej temperaturze, aby upewnić się, że zachowują ten sam rozmiar i działają prawidłowo.

Jakie są osiągalne tolerancje formowania wtryskowego?
Aby uzyskać prawdziwy standard formowanie wtryskowe tolerancji, można wprowadzić pewne wykonalne tolerancje formowania wtryskowego tworzyw sztucznych do projektu formy z tworzywa sztucznego. Oto typowe tolerancje dla głównych tworzyw sztucznych stosowanych w formowaniu wtryskowym tworzyw sztucznych:
Tolerancje wymiarów +/- mm
Dokładność może być prawdziwym problemem. Dlatego projektanci używają symbolu (+/-), aby pokazać zakres pomiarów. Każdy materiał ma inny zakres tolerancji wraz ze wzrostem rozmiaru. Powyższa tabela przedstawia tolerancje wymiarowe dla głównych tworzyw sztucznych używanych do formowania wtryskowego.
Tolerancje prostoliniowości/płaskości
Wypaczenie występuje, ponieważ tworzywo sztuczne kurczy się inaczej w kierunku przepływu i w poprzek przepływu. Może się to zdarzyć, ponieważ różne części części mają różne grubości ścianek, które kurczą się w różny sposób.

Wypaczenia można zminimalizować, zmieniając projekt formy, umieszczając bramę w lepszym miejscu i lepiej kontrolując proces. Konieczne może być jednak zastosowanie realistycznej tolerancji po stronie plastiku, ponieważ trudno jest pozbyć się wypaczenia 100%.
Tolerancje przysłony +/- mm
Im większy otwór, tym więcej zmartwień. Powyższy rysunek pokazuje, o ile trzeba się martwić w przypadku otworów o różnych rozmiarach.
Tolerancja głębokości otworu nieprzelotowego +/- mm
Otwory nieprzelotowe to otwory wywiercone w obrabianym przedmiocie za pomocą rdzenia wkładki, który nie przechodzi przez cały obrabiany przedmiot.

Otwory nieprzelotowe są zamocowane i przytrzymywane na jednym końcu, co zwiększa prawdopodobieństwo ich odkształcenia pod wpływem silnych sił przepływu stopionego materiału. Powyższa tabela przedstawia różne tolerancje, których można użyć.
Tolerancja koncentryczności/owalności +/- mm
Chodzi o określenie grubości ścianki (różnicy między średnicą zewnętrzną i wewnętrzną). Powyższy rysunek przedstawia różne tolerancje i różnice w kosztach uzyskania tej tolerancji.
Wnioski
W procesie formowania wtryskowego zawsze występują pewne odchylenia, więc trzeba mieć zakres dopuszczalnych odchyleń, aby części działały po ich złożeniu.
Dlatego tolerancje formowania wtryskowego są tak ważne podczas montażu produktów z wieloma częściami formowanymi wtryskowo.
Kontrolując i optymalizując tolerancje formowania wtryskowego, można określić zakres dopuszczalnych odchyleń, które pomogą produktowi działać najlepiej, jak to możliwe.
Najczęstsze sposoby, aby to zrobić, dotyczą głównie DfM, doboru materiałów i kontroli procesu, a te wytyczne dotyczące tolerancji formowania wtryskowego mogą pomóc uprościć najczęstsze sposoby, które będą naprawdę przydatne dla twojego projektu. Jeśli masz jakikolwiek projekt formowania wtryskowego, skontaktuj się z Zetar Mold.
Podsumowując, optymalizacja formowanie wtryskowe Tolerancje są ważne, aby upewnić się, że można wytwarzać produkt w sposób wydajny i opłacalny.
W tym celu należy określić wymagane tolerancje, wybrać odpowiednie materiały i procesy oraz dostosować projekt i parametry formy.







