 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Kiedy mówimy o najlepszych praktykach dotyczących części formowanych wtryskowo z tworzyw sztucznych, są pewne rzeczy, których po prostu nie można uniknąć. Na szczycie tej listy znajduje się zwykle kąt pochylenia wtrysku. Każdy projekt formowania wtryskowego jest zaprojektowany z myślą o możliwości produkcji. Trzeba więc myśleć o każdym etapie procesu.
Nawet jeśli część jest prawidłowo uformowana w formie, można napotkać problemy podczas próby wyjęcia jej z formy. Może to spowodować wady części, których nie chcemy. Kąty pochylenia pomogą uniknąć wielu z tych problemów. W tym artykule przedstawimy kompletny przewodnik po projektowaniu kątowników do projektowania strukturalnego części z tworzyw sztucznych.
Jakie jest znaczenie Draft Angle?
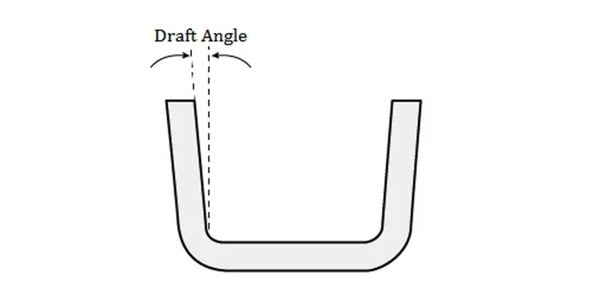
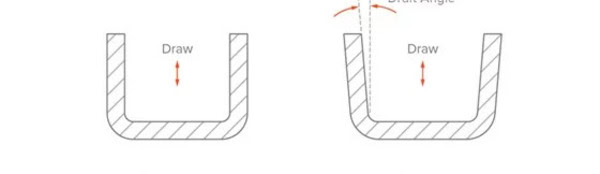
Kąt zanurzenia, jak sama nazwa wskazuje, jest kątem zaprojektowanym dla formy. Mówiąc dokładniej, jest to kąt zanurzenia powierzchni formy równoległy do kierunku wyrzutu formy, znany również jako kąt zanurzenia.
Kto zaprojektował Draft Angle?
Ponieważ kąt zanurzenia jest ostatecznie odzwierciedlany na formie, wśród projektantów pojawi się spór dotyczący kąta zanurzenia, to znaczy, czy kąt zanurzenia powinien być zaprojektowany przez inżyniera konstruktora czy inżyniera formy. Obecnie istnieją dwie główne praktyki w tym zakresie: inżynier konstrukcyjny musi udoskonalić projekt wszystkich powierzchni na etapie projektowania części (z wyjątkiem pojedynczych struktur, których nie można określić i które muszą zostać ocenione przez inżyniera formy).
Inżynier konstruktor jest odpowiedzialny tylko za zaprojektowanie powierzchni wyglądu i kluczowej powierzchni montażowej, a inne nieistotne powierzchnie są pozostawione na etapie projektowania formy, aby inżynier formy mógł je zaprojektować na podstawie doświadczenia.

Rodzaje kątów zanurzenia
Kąt zanurzenia dzieli się na kąt zanurzenia przedniej powierzchni formy i kąt zanurzenia tylnej powierzchni formy. Rozróżnia się je głównie ze względu na powierzchnię podziału. Powierzchnia podziału dzieli rdzeń formy na przednią i tylną część.
Kąt ciągu, który należy zaprojektować na powierzchni równoległej do kierunku wyrzutu przedniej formy, nazywany jest kątem ciągu przedniej powierzchni formy i odwrotnie, nazywany jest kątem ciągu tylnej powierzchni formy. Ponadto, jeśli forma ma boczne ciągnięcie rdzenia (skos górny i suwak), nazywa się to kątem zanurzenia górnej powierzchni skosu i kątem zanurzenia powierzchni suwaka, a jego kierunek zanurzenia jest oparty na kierunku ruchu suwaka.
Kierunek przeciągania jest zwykle oparty na powierzchni rozdzielającej do przeciągania, upewniając się, że większy koniec po przeciągnięciu znajduje się blisko powierzchni rozdzielającej, w przeciwnym razie nie można go płynnie odformować.
Dlaczego musimy zaprojektować Draft Angle?
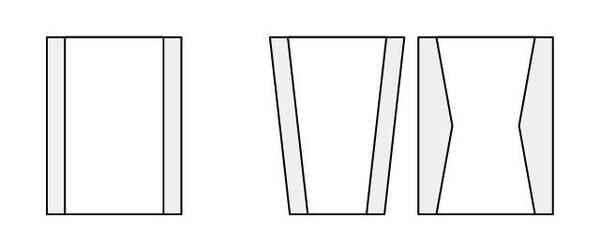
Kąt pochylenia jest cechą konstrukcyjną. Teoretycznie, jeśli nie jest on wymagany do modelowania, struktura produktu nie musi projektować kąta pochylenia. Jednak ze względu na ograniczenia procesu formowania, takie jak formowanie wtryskowe, produkt z tworzywa sztucznego musi zostać wyjęty z formy po formowaniu i schłodzeniu. Jeśli kąt zanurzenia nie zostanie zaprojektowany, plastikowa część będzie trudna do usunięcia z formy.
Przypomnij sobie, że musiałeś spotkać się z sytuacją, w której trudno jest oddzielić ułożone w stos plastikowe stołki. To już jest stołek z zaprojektowanym nachyleniem, nie wspominając o tym, że plastikowe części bez kąta pochylenia muszą zostać wyjęte z formy.

Dlaczego trudno jest wyjąć plastikowe części z formy bez kąta zanurzenia?
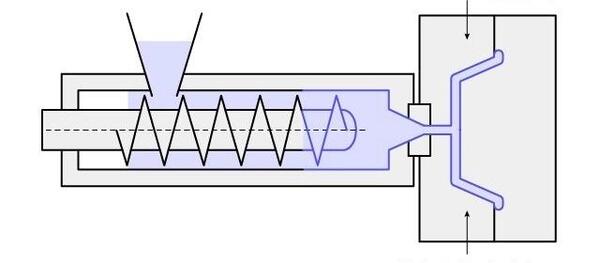
Podczas formowania wtryskowego stopiona żywica wpływa do zamkniętej formy i wypełnia wnękę utworzoną między przednią a tylną formą. Ponieważ tworzywa termoplastyczne kurczą się podczas chłodzenia, plastik ma tendencję do kurczenia się w kierunku rdzenia formy. Skurczone części z tworzywa sztucznego zostaną ściśle zaadsorbowane na rdzeniu formy. Ponadto niektóre tworzywa sztuczne mogą zostać odciągnięte od ścianki wnęki formy (poziom mikroskopijny), ale większość z nich nadal pozostaje w kontakcie ze ścianką wnęki.
Po otwarciu formy część z tworzywa sztucznego napotka opór tarcia (tarcie statyczne) w przeciwnym kierunku niż część z tworzywa sztucznego opuszczająca formę, niezależnie od tego, czy zewnętrzna powierzchnia części z tworzywa sztucznego styka się ze ścianą wnęki, czy wewnętrzna powierzchnia części z tworzywa sztucznego styka się z rdzeniem. Ze wzoru na tarcie: f=μ×Fn, można zauważyć, że wielkość siły tarcia jest związana z chropowatością (μ) i naprężeniem skurczowym (Fn) powierzchni styku; naprężenie skurczowe (Fn) jest związane z kątem zanurzenia.

Po zaprojektowaniu kąta ciągu, f=μ×Fn×cosα, siła tarcia f w kierunku wyrzutu zmniejsza się wraz ze wzrostem kąta ciągu α. Ogólnie rzecz biorąc, kąt zanurzenia nie jest zbyt duży. Oczywiście kąt zanurzenia jest ograniczony w celu zmniejszenia tarcia statycznego.
Główną funkcją kąta zanurzenia jest to, że po oddzieleniu plastikowej części od formy, oddzieli się ona i nie będzie już tworzyć kontaktu z formą, a tarcie zostanie wyeliminowane; bez zaprojektowania kąta zanurzenia, plastikowa część zamieni się w tarcie ślizgowe po oddzieleniu od formy.

Jednocześnie, w przypadku powierzchni o wysokim połysku, przednia wnęka formy może również tworzyć próżnię, a zasysanie próżniowe utrudni całkowite oddzielenie części z tworzywa sztucznego od przedniej formy. Najgorszym rezultatem jest to, że przednia forma jest zablokowana, a struktura tylnej formy części z tworzywa sztucznego jest pociągnięta i zdeformowana.
Zalety kąta zanurzenia
Czasami kąt pochylenia może powodować konflikt interesów. Producenci form wtryskowych koncentrują się na formowaniu i chcą większego kąta zanurzenia; producentom zajmującym się obróbką form trudno jest obrabiać kąty na wszystkich powierzchniach wnęki i rdzenia.
Początkowo proste cechy wymagają jedynie prostego sprzętu do obróbki i niższych kosztów przetwarzania, ale po wyjęciu z formy potrzebne jest CNC lub nawet EDM; dla projektantów produktów kąt pochylenia może skomplikować projekt części, a kształt wyglądu zmieni się również z powodu kąta pochylenia.
Jednak bez względu na to, po której stronie stoisz, ważne jest, aby upewnić się, że formowane części spełniają wymagane standardy jakości. Ma to kluczowe znaczenie. Brak kąta zanurzenia zwiększa ryzyko wystąpienia problemów z formowaniem wtryskowym. Może to niepotrzebnie zwiększyć koszty produkcji i czas realizacji. Oprócz wygody związanej z wyjmowaniem części z formy, istnieje kilka innych korzyści wynikających z posiadania kąta pochylenia.
Zapobieganie uszkodzeniom powierzchni części w wyniku tarcia podczas wyrzucania; Zapewnienie jednolitości i integralności innych tekstur i wykończeń powierzchni; Minimalizacja deformacji części w wyniku nierównomiernego wyrzucania; Zmniejszenie zużycia formowanych części i ryzyka uszkodzenia formy; Skrócenie całkowitego czasu chłodzenia poprzez wyeliminowanie lub zmniejszenie potrzeby skomplikowanych ustawień wyrzucania; Bezpośrednie i pośrednie zmniejszenie ogólnych kosztów produkcji.
Zasady projektowania kąta zanurzenia
Wymagania dotyczące wyrzucania
Po otwarciu formy część z tworzywa sztucznego musi pozostać z boku tylnej części formy, aby ułatwić wyrzucenie części z tworzywa sztucznego z formy. Należy to zrobić w dwóch etapach: Po pierwsze, zewnętrzna powierzchnia części z tworzywa sztucznego jest oddzielana od przedniej ściany wnęki formy. Na tym etapie forma zazwyczaj nie ma żadnych dodatkowych elementów, które pomogłyby ją oddzielić, więc tarcie między zewnętrzną powierzchnią części z tworzywa sztucznego a ścianą wnęki jest tak małe, jak to tylko możliwe.
Następnie wewnętrzna powierzchnia plastikowej części jest oddzielana od ściany rdzenia tylnej formy. Na tym etapie forma zazwyczaj ma coś dodatkowego, co pomaga ją oddzielić, na przykład trzpień wypychacza, pochylony wypychacz lub płytkę dociskową. Tarcie między wewnętrzną powierzchnią części z tworzywa sztucznego a rdzeniem powinno być do pewnego stopnia większe niż tarcie między zewnętrzną powierzchnią części z tworzywa sztucznego a ścianą wnęki, tak aby część z tworzywa sztucznego pozostawała po tylnej stronie formy, gdy forma jest otwarta.

Jak widać z powyższego, ponieważ tworzywo sztuczne ma tendencję do kurczenia się w kierunku rdzenia formy (tj. naprężenie skurczowe jest duże), gdy chropowatość i kąt pochylenia są stałe, tarcie między wewnętrzną powierzchnią części z tworzywa sztucznego a rdzeniem będzie większe niż tarcie między zewnętrzną powierzchnią części z tworzywa sztucznego a ścianą wnęki.
Jednocześnie mechanizm wyrzutowy formy znajduje się zwykle po tylnej stronie formy. Dlatego też, ogólnie rzecz biorąc, rdzeń jest projektowany w tylnej formie, a wnęka jest projektowana w przedniej formie, co oznacza, że złożona strona plastikowej części jest projektowana w tylnej formie, a stosunkowo prosta strona (wygląd powierzchni) jest projektowana w przedniej formie.
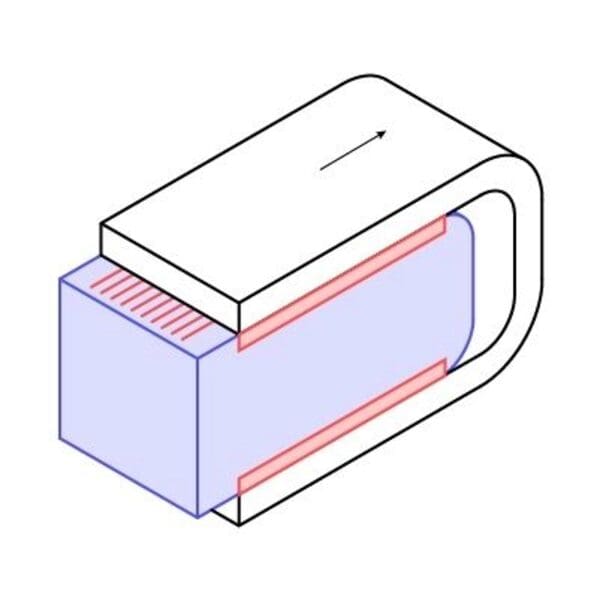
Istnieją jednak wyjątki. Na przykład, czasami wnętrze części jest zewnętrzne i nie można mieć śladów wypychaczy. W takim przypadku rdzeń umieszcza się w przedniej formie, a wnękę w tylnej formie. Aby zapobiec przywieraniu przedniej formy, potrzebny jest pomocnik wypychacza na przedniej formie, taki jak ten.

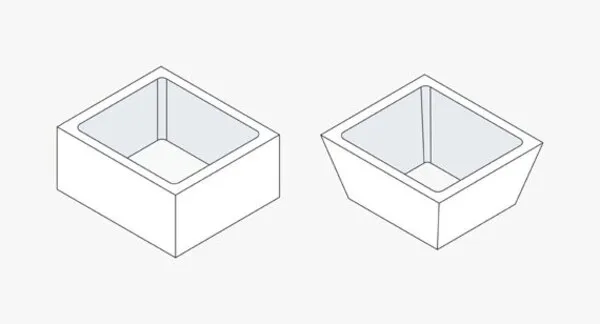
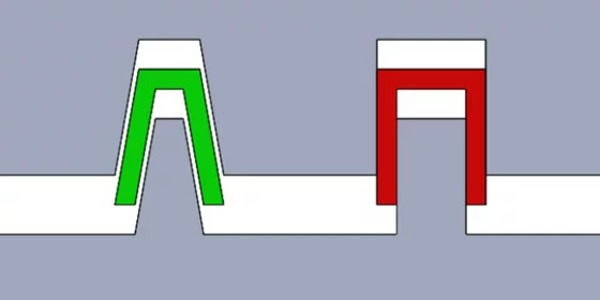
Niektóre części wyglądają tak samo od góry do dołu i nie mają wyraźnej powierzchni, takiej jak część na poniższym rysunku. Niemożliwe jest szybkie określenie przedniej i tylnej formy części. W przypadku takich części, jeśli nie ma takich wymagań, przednia i tylna forma mogą być umieszczone w dowolnym miejscu. Aby zapobiec przywieraniu przedniej formy.

Podczas projektowania formy, o ile kąt zanurzenia tylnej formy jest tak mały, jak to możliwe, a kąt zanurzenia przedniej formy jest tak duży, jak to możliwe (w zakresie tolerancji rozmiaru produktu), część może pozostać w ruchomej formie po otwarciu formy, dzięki czemu można uniknąć mechanizmu pomocniczego wypychacza w przedniej formie.
W przypadku poniższej struktury z przestrzenią regulacyjną, pozycja kleju rdzenia została zmieniona z połowy oryginalnej przedniej i tylnej formy na 1/3 przedniej formy i 2/3 tylnej formy, co może zmniejszyć ryzyko przyklejenia się do przedniej formy.

Konstrukcja kąta zanurzenia
Nie ma ujednoliconego standardu dla zakresu kąta pochylenia, a teoretyczne obliczenia są bardzo trudne, ponieważ matematyczny model tarcia jest trudny do ustalenia, a różne parametry formowania wtryskowego również wpłyną na końcowy wynik. Niektóre wartości referencyjne można uzyskać poprzez obliczenia symulacyjne, ale jest to czasochłonne i pracochłonne.
Ogólnie rzecz biorąc, fabryki form nie mają na to siły i czasu. Jest to bardziej oparte na doświadczeniu. Jako inżynier budowlany musisz zrozumieć tę wiedzę, aby móc uwzględnić kąt pochylenia dla niektórych kluczowych konstrukcji na etapie projektowania strukturalnego, zmniejszyć liczbę późniejszych modyfikacji informacji zwrotnych przez inżynierów form i uniknąć niepotrzebnych kłopotów.
Determinanty kąta zanurzenia
Charakterystyka materiału do formowania
Twarde tworzywa sztuczne mają większy kąt zanurzenia niż miękkie tworzywa sztuczne, a miękkie tworzywa sztuczne mogą nawet mieć podcięcia.
Współczynnik skurczu
Ponieważ tworzywo sztuczne o dużym współczynniku skurczu ma większą siłę zacisku na rdzeniu, tworzywo sztuczne o dużym współczynniku skurczu powinno mieć większy kąt zanurzenia niż tworzywo sztuczne o małym współczynniku skurczu.
Współczynnik tarcia
W przypadku niektórych materiałów o niskim współczynniku tarcia, takich jak PA i POM, kąt zanurzenia może być mniejszy niż w przypadku innych zwykłych tworzyw sztucznych. Im większy współczynnik tarcia powierzchni produktu, tym większy kąt ciągu. Na przykład, powierzchnia o fakturze słonecznej wymaga dużego kąta ciągu.
Grubość ścianki
Gdy grubość ścianki wzrasta, siła owijania rdzenia przez tworzywo sztuczne jest większa, a kąt zanurzenia również powinien być większy.
Geometryczny kształt
W przypadku części z tworzyw sztucznych o bardziej złożonych kształtach lub większej liczbie otworów do formowania wymagany jest większy kąt zanurzenia, w przeciwnym razie należy rozmieścić więcej wyrzutników, a układ wyrzutników musi być symetryczny i jednolity, aby zapobiec nierównomiernej sile wyrzutu powodującej wypaczenie i deformację części.
Przezroczyste części
Kąt pochylenia części z wymaganiami optycznymi powinien być duży.
Określony zakres kąta zanurzenia
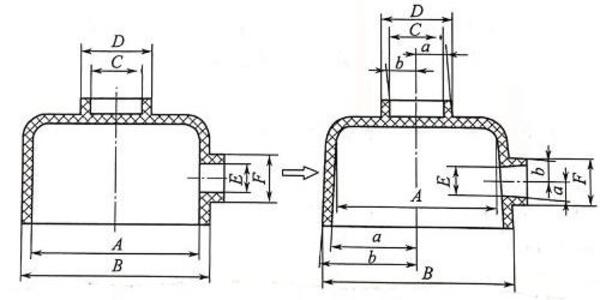
Geometryczna zależność między kątem zanurzenia a wysokością powierzchni zanurzenia jest następująca: tanθ=X/H;
gdzie θ to kąt zanurzenia, H to wysokość powierzchni zanurzenia, a X to zredukowana grubość ścianki (lub odchylenie pochylenia).
Teoretycznie, im większy kąt pochylenia, tym łatwiejsze jest wyjmowanie z formy, szczególnie w przypadku powierzchni o większej wysokości (głębokości) i większej powierzchni. Wynika to z faktu, że siła zacisku tej powierzchni na rdzeniu lub wnęce jest większa, a większe nachylenie musi być zaprojektowane tak, aby ułatwić rozformowanie, gdy siła wyrzutu wtryskarki pozostaje niezmieniona.

Jednak zgodnie z powyższą zależnością geometryczną, gdy H jest stałe, im większe jest θ, tym większe jest X.
W przypadku powierzchni wyglądu, im większy jest X, tym bardziej zmienia się powierzchnia wyglądu, nawet do punktu odchylenia od intencji ID, a odchylenie rozmiaru wyglądu będzie duże. Dlatego, jeśli ID na to pozwala, im większy szkic powierzchni wyglądu, tym lepiej. Jeśli ID nie pozwala,
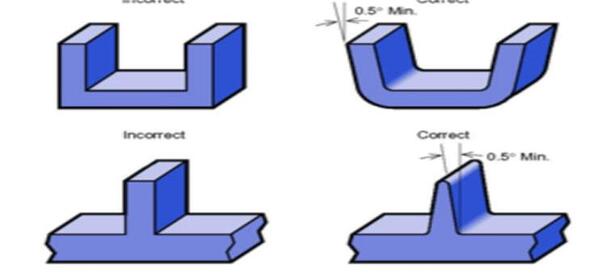
W przypadku powierzchni o wysokim połysku, kąt pochylenia ≥1°, aby zapobiec ryzyku zarysowania, należy przyjąć największą możliwą wartość;

W przypadku powierzchni teksturowanej kąt pochylenia powinien wynosić co najmniej 3° (w zależności od rodzaju i głębokości tekstury, zazwyczaj potrzeba od 1 do 1,5° pochylenia na każde 0,001 mm głębokości, ale należy użyć danych kąta pochylenia dostarczonych przez firmę teksturującą).
Jeśli chodzi o powierzchnię kości, im większy X, tym mniejsza górna szerokość C kości i tym trudniej jest wykonać formowanie wtryskowe. Dlatego kość powinna być zaprojektowana tak, aby była jak najkrótsza, a kąt pochylenia może być większy. Jeśli nie można tego uniknąć, należy przynajmniej upewnić się, że wartość X wynosi ≥0,2, a górna szerokość C jest nie mniejsza niż 0,6;

Jeśli chodzi o kolumnę śrubową, wewnętrzny otwór kolumny śrubowej jest rodzajem elementu konstrukcyjnego wymagającego dokładności wymiarowej. W przypadku tego rodzaju elementu konstrukcyjnego, w celu zapewnienia zakresu tolerancji, kąt pochylenia będzie bardzo mały lub nawet nie będzie go wcale. Struktura formy wymaga bardzo małej chropowatości lub nawet polerowania, a kołek wypychacza musi być rozsądnie zaprojektowany w pobliżu.
Jeśli masz wyrzutnik tulejowy, nie musisz projektować otworu na śrubę. Jeśli masz zwykły wyrzutnik, musisz zaprojektować otwór na śrubę. Wysokość otworu na śrubę nie powinna być zbyt duża, a kąt powinien wynosić od 0,5° do 1,0°. Zanurzenie powinno wynosić połowę głębokości wkrętu L, ponieważ zapewni to dobre wkręcenie wkrętu. Nie należy powiększać górnej części otworu i zmniejszać dolnej części otworu, ponieważ wtedy śruba będzie luźna na górze i ciasna na dole, co spowoduje duże naprężenia.

W przypadku innych powierzchni wewnętrznych kąt zanurzenia wynosi 1° jako wartość mediany. Konkretną wartość należy określić w zależności od wysokości i chropowatości powierzchni roboczej. Jednocześnie należy zwrócić uwagę na zmianę grubości kleju po przeciągnięciu, aby uniknąć wad formowania.
Wnioski
Nie zamierzam mówić o kątach draftu, ponieważ dobrze wyglądają. Zamierzam mówić o kątach pochylenia, ponieważ są one ważne. Są ważne, ponieważ sprawiają, że części są łatwiejsze do wykonania i lepsze. Jeśli nie umieścisz kątów pochylenia na swoich częściach, będziesz mieć wiele części, które zostaną odrzucone.
Może to również spowodować uszkodzenie formy. Najlepiej jest zawsze być świadomym najlepszych praktyk formowania wtryskowego. Jedną z nich jest uwzględnienie kątów pochylenia w formowaniu wtryskowym.
W branży formowania wtryskowego jesteśmy ekspertami w dziedzinie formowania wtryskowego i jesteśmy gotowi podzielić się z Tobą naszą wiedzą. Nasi inżynierowie dogłębnie rozumieją najlepsze praktyki formowania wtryskowego i uwzględniają je w naszych usługach. Nasi inżynierowie mogą w pełni ocenić projekt i przedstawić zalecenia. Zapewniamy DfM, aby zapewnić uzyskanie najlepszych wyników z projektu części.
Oferujemy szeroki zakres usług produkcyjnych, w tym formowanie wtryskowe. Jeśli nie masz pewności, czy Twój kąt pochylenia jest wystarczający dla Twoich potrzeb, możemy omówić projekt. Oferujemy również ogólną kontrolę części, aby upewnić się, że są one gotowe do formowania. Wszystkie te usługi są oferowane w konkurencyjnej cenie.







