 Przejdź do treści
Przejdź do treści 
Niestandardowe formowanie wtryskowe PPA
PPA jest półkrystalicznym tworzywem termoplastycznym, a formowanie wtryskowe jest powszechną metodą produkcji części z PPA.

Zasoby dla Kompletnego przewodnika po formowaniu wtryskowym PPA
Czym jest PPA?

PPA to wysokowydajny materiał na bazie nylonu, który ma wiele zalet. Charakteryzuje się doskonałą odpornością chemiczną, niskim odkształceniem, doskonałą odpornością na ciepło, odpornością na pełzanie, właściwościami barierowymi, wytrzymałością i sztywnością w wysokich temperaturach oraz odpornością na zmęczenie. Charakteryzuje się również wrażliwością na wilgoć, dobrą stabilnością wymiarową i właściwościami fizycznymi. PPA jest półkrystaliczny, pochłania wilgoć i jest nieprzezroczysty, co czyni go dobrym do formowania wtryskowego tworzyw sztucznych. Większość gatunków PPA zawiera szklane lub mineralne wypełniacze, które usztywniają je w wysokich temperaturach. Dlatego PPA jest często używany zamiast metali lub droższych tworzyw termoplastycznych. Temperatura zeszklenia PPA jest również ważna, ponieważ wpływa na jego wydajność w różnych zastosowaniach.
PPA to półkrystaliczna aromatyczna żywica poliamidowa. Znana jest z wysokiej wydajności. Wypełnia lukę między polimerami inżynieryjnymi o niskiej wydajności a materiałami o wysokich kosztach, co czyni ją atrakcyjną opcją w szerokim zakresie zastosowań, zwłaszcza w przemyśle motoryzacyjnym i elektronicznym.
Jakie są rodzaje materiałów PPA?
PPA (poliftalamid) to materiał termoplastyczny znany z wysokiej wydajności, odporności na ciepło i doskonałych właściwości mechanicznych. Istnieje kilka rodzajów materiałów PPA, które są podzielone na kategorie w oparciu o ich strukturę chemiczną, wydajność i zastosowania. PPA można również modyfikować za pomocą różnych dodatków w celu zwiększenia wydajności w określonych środowiskach lub mieszać z innymi polimerami w celu uzyskania efektów synergicznych. Oto główne rodzaje materiałów PPA:
Homopolimer PPA: Jest to najpopularniejszy typ, wykonany z pojedynczego monomeru. Charakteryzuje się wysoką temperaturą topnienia, wysoką krystalicznością i doskonałymi właściwościami mechanicznymi.
Kopolimer PPA: Składa się z dwóch lub więcej jednostek monomeru. Ma niższą temperaturę topnienia i krystaliczność w porównaniu do homopolimeru PPA, ale nadal ma doskonałe właściwości mechaniczne.
Terpolimer PPA: Składa się z trzech lub więcej jednostek monomeru. Ma niższą temperaturę topnienia i krystaliczność w porównaniu do homopolimerów i kopolimerów, ale nadal ma dobre właściwości mechaniczne.
Półaromatyczny PPA: Powstaje z połączenia monomerów aromatycznych i alifatycznych. Jego właściwości mieszczą się pomiędzy aromatycznymi i alifatycznymi PPA.
Alifatyczny PPA: Wykonany z monomerów alifatycznych, ma niższą temperaturę topnienia i krystaliczność niż aromatyczny PPA, ale nadal ma dobre właściwości mechaniczne.
⑥ Mieszanki PPA-PEEK: Mieszanka z PEEK (polieteroeteroketonem) łącząca najlepsze właściwości obu materiałów.
⑦ Mieszanki PPA-PEI: Mieszanka z PEI (polieteroimidem) zapewniająca zrównoważoną wydajność obu materiałów.
⑧ Trudnopalny PPA: Zawiera środki zmniejszające palność, aby spełnić określone wymagania bezpieczeństwa pożarowego.
⑨ PPA do wysokich temperatur: Zaprojektowany dla środowisk o wysokiej temperaturze (do 300°C/572°F) z doskonałą stabilnością termiczną.
⑩ Niskotemperaturowy PPA: Stworzony do niskich temperatur (do -200°C/-330°F) z dużą odpornością na zimno.
⑪ PPA z wypełnieniem szklanym: Włókna szklane są dodawane do PPA, aby uczynić go znacznie mocniejszym i sztywniejszym, dzięki czemu nadaje się do takich rzeczy jak części samochodowe.
⑫ PPA wypełnione minerałami: Podobnie jak PPA wypełnione szkłem, ale z minerałami (takimi jak talk lub węglan wapnia), dzięki czemu nie kurczy się tak bardzo podczas tworzenia z niego rzeczy.

Jakie są właściwości poliftalamidu (PPA)?
Poliftalamid (PPA) to wysokowydajne tworzywo sztuczne należące do rodziny poliamidów. Ma półkrystaliczną strukturę i składa się ze związków aromatycznych. Ma szereg unikalnych właściwości, które sprawiają, że świetnie nadaje się do trudnych zastosowań, zwłaszcza w samochodach i elektronice.
1. Doskonała odporność na wysokie temperatury:
Materiały PPA mają doskonałe właściwości wysokotemperaturowe, z temperaturą topnienia i temperaturą ugięcia ciepła wyższą niż wiele innych tworzyw konstrukcyjnych. Wysoka temperatura topnienia PPA (do 300°C/572°F) pozwala mu wytrzymać wysokie temperatury bez pogorszenia właściwości mechanicznych. Umożliwia to PPA zachowanie stabilności w zastosowaniach wysokotemperaturowych, dzięki czemu nadaje się do części wymagających odporności na ciepło.
2. Dobre właściwości mechaniczne:
PPA jest bardzo wytrzymałe, twarde i może wytrzymać wiele. Jest odporny na zużycie i może wytrzymać uderzenia bez pękania. Te właściwości mechaniczne sprawiają, że PPA doskonale nadaje się do produkcji części, które muszą być w stanie wytrzymać dużą siłę i naprężenia, dlatego też jest tak świetny do wysokowydajnych rzeczy.
3. Wyjątkowa odporność chemiczna:
PPA jest super duper obojętny chemicznie i odporny na oleje, rozpuszczalniki, kwasy i zasady. Nawet gdy jest bardzo gorący i pod dużym ciśnieniem, PPA nadal działa naprawdę dobrze. Jest również bardzo odporny na paliwa, oleje i chemikalia, więc jest idealny do rzeczy, w których martwisz się, że chemikalia dostaną się na niego.

4. Doskonała izolacja elektryczna:
PPA ma doskonałe właściwości izolacji elektrycznej, dzięki czemu świetnie nadaje się do produkcji materiałów izolacyjnych do produktów elektrycznych i elektronicznych. Ma niską stałą dielektryczną i straty dielektryczne, co czyni go doskonałym do zastosowań o wysokiej częstotliwości.
5. Dobra stabilność wymiarowa:
Materiały PPA oferują dużą stabilność wymiarową podczas przetwarzania i użytkowania, są odporne na odkształcenia i wypaczenia. Nawet pod wpływem zmian temperatury lub wilgoci zachowują swój kształt i wymiary, dzięki czemu idealnie nadają się do produkcji części wymagających precyzyjnej kontroli wymiarów.
6. Możliwości przetwarzania:
Materiały PPA mogą być przetwarzane przy użyciu tradycyjnych metod, takich jak formowanie wtryskowe i wytłaczanie. Chociaż temperatura przetwarzania PPA jest stosunkowo wyższa niż polietylenu i polipropylenu, nadal można wytwarzać wysokiej jakości produkty PPA w odpowiednich warunkach przetwarzania.
7. Odporność na warunki atmosferyczne:
PPA ma pewną odporność na warunki atmosferyczne, ale jego odporność na promieniowanie UV może nie być tak dobra, jak w przypadku materiałów specjalnie zaprojektowanych pod kątem odporności na warunki atmosferyczne. W większości przypadków odporność PPA na warunki atmosferyczne jest wystarczająco dobra do ogólnych zastosowań przemysłowych.
8. Przyjazność dla środowiska:
Materiały PPA nie są bardzo szkodliwe dla środowiska, gdy są wytwarzane i używane. Można je poddać recyklingowi i ponownie wykorzystać, co pomaga środowisku. Ponadto, materiały PPA nie zawierają niczego szkodliwego dla ludzi lub ziemi.
9. Niska absorpcja wilgoci:
PPA nie pochłania dużo wilgoci, więc nie rozszerza się ani nie zmienia kształtu, gdy jest mokry.
10. Niski poziom odgazowywania:
PPA charakteryzuje się niskim poziomem odgazowywania, co czyni go dobrym do zastosowań próżniowych lub niskociśnieniowych.
11. Wysoka odporność na uderzenia:
PPA ma dobrą odporność na uderzenia, co czyni go dobrym do zastosowań, w których mogą wystąpić wstrząsy lub wibracje.
12. Niskie wypaczenie:
PPA charakteryzuje się niską odkształcalnością, co oznacza, że zachowuje swój kształt i nie wypacza się ani nie wygina łatwo.
13. Dobra spawalność:
PPA można spawać przy użyciu różnych technik spawalniczych, co czyni go dobrym do zastosowań wymagających połączeń.
14. Niski poziom emisji dymu i oparów:
PPA emituje niewielką ilość dymu i oparów, dzięki czemu nadaje się do zastosowań, w których jakość powietrza ma kluczowe znaczenie.
Jakie są właściwości PPA?
PPA (poliftalamid) to termoplastyczny nylon funkcjonalny o strukturze półkrystalicznej i amorficznej. Powstaje w wyniku polikondensacji kwasu ftalowego i o-fenylenodiaminy. Materiał PPA ma doskonałe wszechstronne właściwości pod względem ciepła, elektryczności, fizyki i odporności chemicznej.
| Własność | Metryczny | Angielski |
|---|---|---|
| Gęstość | 1,10 - 3,80 g/cc | 0,0397 - 0,137 lb/in³ |
|
1,10 - 1,49 g/cc @Temperatura 325 - 325 ℃ |
0,0397 - 0,0538 lb/in³ @Temperatura 617 - 617 ℉ | |
| Absorpcja wody | 0.0200 - 10.0 % | 0.0200 - 10.0 % |
| Lepkość |
6,00 - 27,0 cP @Temperatura 330 - 340 ℃ |
6,00 - 27,0 cP @Temperatura 626 - 644 ℉ |
|
6,00 - 27,0 cP @Obciążenie 1,20 - 2,16 kg |
6,00 - 27,0 cP @Obciążenie 2,65 - 4,76 lb | |
| Melt Flow | 5,00 - 80,0 g/10 min | 5,00 - 80,0 g/10 min |
| Twardość, Rockwell M | 105 | 105 |
| Twardość, Rockwell R | 100 - 127 | 100 - 127 |
| Wytrzymałość na rozciąganie, wydajność | 24,8 - 307 MPa | 3600 - 44500 psi |
|
20,0 - 140 MPa @Temperatura 90.0 - 175 ℃ |
2900 - 20300 psi @Temperatura 194 - 347 ℉ | |
| Rezystywność elektryczna | 0.0500 - 1.00e+17 ohm-cm | 0.0500 - 1.00e+17 ohm-cm |
| Odporność powierzchniowa | 10.0 - 8.10e+16 ohm | 10.0 - 8.10e+16 ohm |
| Stała dielektryczna | 3.20 - 6.20 | 3.20 - 6.20 |
|
4.20 - 136 @Temperatura 60.0 - 200 ℃ |
4.20 - 136 @Temperatura 140 - 392 ℉ | |
|
4.20 - 136 @Częstotliwość 1000 - 1.00e+6 Hz |
4.20 - 136 @Częstotliwość 1000 - 1.00e+6 Hz | |
| Wytrzymałość dielektryczna | 16,0 - 45,0 kV/mm | 406 - 1140 kV/in |
|
0,800 - 27,5 kV/mm @Temperatura 60.0 - 200 ℃ |
20,3 - 699 kV/in @Temperatura 140 - 392 ℉ | |
| Temperatura topnienia | 223 - 340 ℃ | 433 - 644 ℉ |
| Maksymalna temperatura robocza, powietrze | 120 - 290 ℃ | 248 - 554 ℉ |
| Transmisja, widoczność | 20.0 - 38.0 % | 20.0 - 38.0 % |
| Temperatura przetwarzania | 280 - 345 ℃ | 536 - 653 ℉ |
| Temperatura dyszy | 280 - 345 ℃ | 536 - 653 ℉ |
| Temperatura topnienia | 240 - 360 ℃ | 464 - 680 ℉ |
| Temperatura formy | 48.9 - 190 ℃ | 120 - 374 ℉ |
| Temperatura suszenia | 79.4 - 150 ℃ | 175 - 302 ℉ |
| Zawartość wilgoci | 0.0200 - 0.200 % | 0.0200 - 0.200 % |
| Punkt rosy | -31.7 - -28.9 ℃ | -25.0 - -20.0 ℉ |
| Ciśnienie wtrysku | 41,4 - 124 MPa | 6000 - 18000 psi |
Czy materiały PPA mogą być formowane wtryskowo?

Tak, można formować wtryskowo materiały PPA (poliftalamid). PPA jest półkrystalicznym tworzywem termoplastycznym i ma pewne dobre właściwości (takie jak wysoka odporność na ciepło, wytrzymałość mechaniczna i stabilność wymiarowa), które sprawiają, że dobrze nadaje się do tego procesu produkcyjnego. W rzeczywistości formowanie wtryskowe jest popularnym sposobem wytwarzania części z PPA, ponieważ może tworzyć złożone kształty i ładne wykończenia powierzchni.
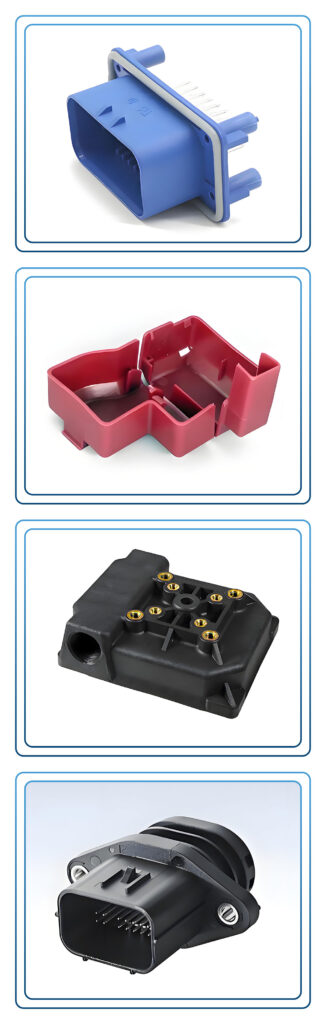
PPA jest stosowany w wysokowydajnych aplikacjach, takich jak komponenty motoryzacyjne (np. obudowy termostatów), złącza elektryczne i części przemysłowe. Wypełnia lukę w wydajności między standardowymi tworzywami konstrukcyjnymi a drogimi polimerami specjalistycznymi, dzięki czemu jest wszechstronnym wyborem dla wielu branż.
Jednak ze względu na wysoką temperaturę topnienia, wysoką lepkość i tendencję do degradacji podczas przetwarzania, formowanie wtryskowe PPA może być wyzwaniem. Aby sprostać tym wyzwaniom, często potrzebny jest specjalistyczny sprzęt i techniki przetwarzania.
Jakie są kluczowe aspekty formowania wtryskowego PPA?
Podczas formowania materiałów PPA (poliftalamid) należy pamiętać o kilku kwestiach, aby mieć pewność, że przetwarzasz je prawidłowo i otrzymujesz dobre części. Oto kilka najważniejszych z nich:

1. Charakterystyka materiału:
① Stabilność wymiarowa: PPA doskonale zachowuje swój kształt i rozmiar, nawet gdy jest gorąco lub wilgotno. Jest to ważne, ponieważ oznacza, że części wykonane z PPA zawsze będą pasować do siebie tak, jak powinny.
② Wytrzymałość mechaniczna: PPA jest mocniejszy niż wiele innych tworzyw sztucznych. Oznacza to, że wytrzymuje duże obciążenia i nie zużywa się tak szybko jak inne materiały.
③ Odporność na ciepło: PPA wytrzymuje wysokie temperatury. Nie topi się ani nie słabnie, gdy robi się gorąco, więc jest idealny do części, które muszą pracować w wysokich temperaturach.
④ Absorpcja wilgoci: PPA nie wchłania wody jak gąbka. Oznacza to, że nie powiększa się ani nie zmienia kształtu po zamoczeniu. Jest to ważne, ponieważ oznacza to, że części wykonane z PPA zawsze będą pasować do siebie tak, jak powinny, nawet jeśli na zewnątrz pada deszcz.
⑤ Odporność chemiczna: PPA radzi sobie z wszelkiego rodzaju chemikaliami, takimi jak te, które można znaleźć w samochodach i rozpuszczalnikach. Oznacza to, że świetnie nadaje się do części, które muszą pracować w miejscach, gdzie jest dużo chemikaliów.
2. Rozważania dotyczące konstrukcji formy:
Projektowanie form: Projekt formy jest bardzo ważny dla tworzenia dobrych części. Należy zastanowić się nad takimi kwestiami, jak grubość ścianek, sposób zaprojektowania żeber, umiejscowienie wlewu i kanałów chłodzących. Chcesz mieć pewność, że możesz szybko tworzyć części i nie mieć żadnych problemów, takich jak ślady zapadania się lub wypaczenia. Materiały PPA mogą się wypaczać lub zmieniać kształt, więc może być potrzebny specjalny projekt i konstrukcja formy, aby upewnić się, że części wyjdą prawidłowo i nie będą miały żadnych problemów.
② Systemy chłodzenia: Chłodzenie jest bardzo ważne, aby utrzymać formę w odpowiedniej temperaturze. Temperatura formy wpływa na szybkość wytwarzania części i ich jakość. Należy upewnić się, że ciśnienie wody jest odpowiednie, a woda porusza się w kanałach chłodzących, dzięki czemu forma schładza się wszędzie tak samo.
③ Precyzja narzędzia: Należy upewnić się, że narzędzie jest wykonane prawidłowo, aby części wychodziły prawidłowo. Konieczne jest użycie dobrych materiałów i prawidłowe wykonanie formy, aby można było wyprodukować wiele części, a części miały odpowiedni rozmiar.
3. Uwagi dotyczące przetwarzania:
① Wybór materiału: Wybór odpowiedniego PPA do danego zadania jest kluczowy. Różne PPA mają różne właściwości, takie jak nagrzewanie się, grubość i odporność na chemikalia.
② Kontrola temperatury: Plastik musi być wystarczająco gorący, aby mógł wpłynąć do formy, ale nie tak gorący, aby się zepsuł.
③ Szybkość i ciśnienie wtrysku: Musisz kontrolować, jak szybko tworzywo sztuczne trafia do formy, aby uniknąć dziur lub części, które się nie wypełniają.
④ Optymalizacja czasu cyklu: Ważne jest, aby zrównoważyć czas chłodzenia z wydajnością produkcji, aby jak najlepiej wykorzystać maszynę, jednocześnie produkując dobre części.
⑤ Sprzęt wysokotemperaturowy: Materiały PPA wymagają sprzętu wysokotemperaturowego do ich topienia i przetwarzania. Obejmuje to wysokotemperaturowe beczki, dysze i formy.
⑥ Wtrysk wysokociśnieniowy: Wtrysk wysokociśnieniowy jest konieczny, aby upewnić się, że forma prawidłowo wypełnia się i wypełnia materiałami PPA.
⑦ Powolne tempo wtrysku: Materiały PPA są wrażliwe na szybkość wtrysku i może być konieczne ich powolne wtryskiwanie, aby zapobiec degradacji i upewnić się, że forma wypełnia się prawidłowo.
⑧ Wysoka temperatura formowania: Materiały PPA wymagają wysokich temperatur formowania, aby upewnić się, że części łączą się prawidłowo i nie wypaczają się ani nie odkształcają.
⑨ Chłodzenie: Materiały PPA są wrażliwe na prędkość chłodzenia. Zbyt szybkie chłodzenie może spowodować wypaczenie lub deformację części. Konieczne może być ich powolne chłodzenie, aby upewnić się, że części są prawidłowo uformowane.
Rozformowywanie: Materiały PPA mają tendencję do przyklejania się do form, więc może być konieczne użycie pewnego rodzaju środka antyadhezyjnego, aby ułatwić usunięcie części z formy.
⑪ Przetwarzanie po formowaniu: Materiały PPA mogą wymagać dodatkowej obróbki po ich uformowaniu, takiej jak wyżarzanie lub odprężanie, aby pozbyć się wszelkich naprężeń wewnętrznych i sprawić, że część będzie działać lepiej.
4. Wymagania dotyczące aplikacji:
① Środowisko użytkowania końcowego: Wiedza o tym, do czego część będzie używana, pomaga wybrać odpowiedni rodzaj tworzywa sztucznego i zaprojektować formę tak, aby część robiła to, co powinna, na przykład nie pękała po uderzeniu lub nie żółkła, gdy stoi na słońcu.
② Zgodność z przepisami: Czasami, zwłaszcza w przypadku produkcji części dla firm medycznych lub motoryzacyjnych, konieczne jest użycie plastiku, który nie zawiera szkodliwych substancji lub który nie zapali się.

Zasoby dla Kompletnego przewodnika po produkcji form wtryskowych PPA
Jak wykonać formowanie wtryskowe PPA: Przewodnik krok po kroku
Formowanie wtryskowe PPA (poliftalamidu) to złożony proces, który wymaga starannego planowania, precyzyjnego wykonania i specjalistycznego sprzętu. Poniżej znajduje się przewodnik krok po kroku, który pomoże Ci wykonać formowanie wtryskowe PPA:
1. Przygotowanie surowców:
① Wybierz wysokiej jakości surowiec: Upewnij się, że żywica PPA jest czysta i sucha. Jest to ważne dla uzyskania pożądanej wydajności.
② Suszenie: PPA do formowania wtryskowego należy wysuszyć do wilgotności poniżej 0,1%. Zwykle temperatura suszenia wynosi 175°F, a czas suszenia zależy od ilości wilgoci. Może to być od 4 do 16 godzin. Sprawdź arkusz danych dostawcy żywicy pod kątem odpowiedniego czasu suszenia, aby upewnić się, że robisz to prawidłowo.
2. Przygotowanie formy:
① Kontrola i czyszczenie formy: Powierzchnia formy powinna być gładka i wolna od wszelkich uszkodzeń lub substancji, które mogłyby zagrozić procesowi formowania.
② Wybór materiału formy: Ponieważ PPA ma właściwości wysokotemperaturowe i odporne na korozję, należy odpowiednio dobrać materiały formy, takie jak stal stopowa lub stal narzędziowa do pracy na gorąco.
③ Konstrukcja układu chłodzenia: Upewnij się, że w formie zaprojektowano odpowiedni system chłodzenia, taki jak kanały chłodzące, aby umożliwić szybkie schłodzenie formy do optymalnej temperatury formowania i poprawić wydajność produkcji.
3. Wybór i regulacja wtryskarki:
Typ maszyny: Wybierając wtryskarkę, należy wziąć pod uwagę właściwości tworzywa PPA oraz rozmiar i kształt produktu. Istnieją trzy rodzaje maszyn do wyboru: wtrysk pionowy, wtrysk poziomy i wtrysk obrotowy.
② Tonaż i system kontroli: Należy upewnić się, że ciśnienie wtrysku i siła zacisku wtryskarki spełniają normy formowania PPA. Zaleca się stosowanie zaawansowanego systemu kontroli temperatury, prędkości wtrysku i ciśnienia.
4. Proces formowania wtryskowego:
① Kontrola temperatury: Należy prawidłowo ustawić temperaturę formy i tworzywa sztucznego. Zakres temperatur topnienia PPA wynosi zwykle od 280°C do 320°C, podczas gdy temperatura formy powinna wynosić co najmniej 135°C, aby upewnić się, że produkt dobrze krystalizuje i jest stabilny wymiarowo.
② Ciśnienie i prędkość wtrysku: Kontroluj ciśnienie wtrysku i ciśnienie przytrzymania, aby upewnić się, że forma jest wypełniona równomiernie i całkowicie, zmniejszając wady produktu. Dostosuj prędkość wtrysku do aktualnej sytuacji.
③ Czas cyklu: Optymalizacja każdego cyklu formowania w celu poprawy wydajności produkcji i oszczędności energii. Cykl formowania obejmuje czas wtrysku, czas przytrzymania, czas chłodzenia i czas wyrzutu.
5. Przetwarzanie końcowe i kontrola:
① Chłodzenie: Upewnij się, że schłodziłeś i zestaliłeś formę po jej wypełnieniu, aby uniknąć wypaczeń lub naprężeń. Czas chłodzenia zależy od grubości produktu końcowego i jego temperatury w formie.
② Obróbka rozformowująca: Użyj odpowiednich środków, które pomogą ci usunąć pleśń z formy. Ułatwi to jej wyjęcie i zapobiegnie zabrudzeniu formy.
Kontrola jakości: Kontrola wyglądu, wymiarów i wydajności formowanego produktu w celu sprawdzenia jakości.
Jakie są zalety formowania wtryskowego PPA?
Poliftalamid (PPA) ma kilka zalet, które czynią go preferowanym materiałem do formowania wtryskowego:
① Doskonała odporność na ciepło: PPA bardzo dobrze radzi sobie z wysoką temperaturą. Topi się w temperaturze 295-325°C i może wytrzymać odkształcenia cieplne w temperaturze 280-300°C. Jest to świetne rozwiązanie w przypadku formowania wtryskowego, ponieważ oznacza to, że produkty pozostaną mocne i niezawodne podczas użytkowania.
② Lepsze właściwości mechaniczne: PPA charakteryzuje się wysoką wytrzymałością, twardością, odpornością na zużycie, dokładnością wymiarową, niskim odkształceniem i dobrą stabilnością, zapewniając doskonałą wydajność mechaniczną podczas procesu formowania wtryskowego.
③ Odporność chemiczna: PPA pozostaje mocny w kontakcie z benzyną, olejem napędowym, olejem silnikowym, olejami mineralnymi, olejami transformatorowymi i innymi płynami. Działa świetnie nawet wtedy, gdy się nagrzewa. Ta odporność chemiczna zapobiega rozpadowi PPA podczas wtryskiwania go do form. Oznacza to, że części wytrzymują dłużej i działają lepiej.
④ Wydajność przetwarzania: PPA może być przetwarzany przy użyciu zwykłych technik formowania wtryskowego i jest łatwy do kontrolowania. Proces wtrysku PPA jest dobrze ugruntowany, a kontrolując temperaturę stopu, czas przebywania w beczce i temperaturę formy, można uzyskać pożądane właściwości mechaniczne formowanych części.
⑤ Przyjazność dla środowiska: PPA wytwarza bardzo mało odpadów podczas produkcji i jest łatwy do recyklingu. Ponadto PPA rozkłada się naturalnie, co jest korzystne dla środowiska. Jest to ważne w formowaniu wtryskowym, ponieważ pomaga nam tworzyć przyjazne dla środowiska rzeczy, które pomagają Ziemi.
⑥ Niska absorpcja wilgoci: W przeciwieństwie do innych tworzyw sztucznych, PPA nie ulega zamoczeniu. Oznacza to, że zachowuje swoją wytrzymałość nawet wtedy, gdy jest wilgotno.
⑦ Stabilność wymiarowa: PPA jest bardzo stabilny, więc można liczyć na to, że pozostanie wierny podczas produkcji. Ma to duże znaczenie w przypadku produkcji części, które muszą idealnie do siebie pasować, takich jak urządzenia medyczne lub skomplikowane elementy mechaniczne.
⑧ Wszechstronność konstrukcji: Dobre właściwości płynięcia PPA podczas formowania wtryskowego umożliwiają tworzenie złożonych i skomplikowanych projektów. Oznacza to, że możesz tworzyć szczegółowe części, które robią dokładnie to, czego potrzebujesz.
⑨ Efektywność kosztowa: PPA może z początku kosztować więcej niż niektóre inne tworzywa sztuczne, ale jest tego warte, ponieważ pomaga tworzyć lepsze części, które działają dłużej. Oznacza to mniej awarii i mniej przestojów. Ponadto można produkować części szybciej i bardziej konsekwentnie, co w dłuższej perspektywie może zaoszczędzić pieniądze.
Jakie są wady formowania wtryskowego PPA?
Wady wstrzyknięcia PPA (poliftalamidu) formowanie, podobne do zastrzyku ogólnego formowanie, obejmują kilka znaczących wyzwania:
① Wyższy koszt: W porównaniu z innymi powszechnie stosowanymi tworzywami konstrukcyjnymi, PPA jest stosunkowo drogi. Chociaż oferuje doskonały stosunek jakości do ceny w porównaniu z droższymi materiałami wysokotemperaturowymi, takimi jak PEI i PEEK, nadal jest stosunkowo nowym i specjalistycznym materiałem. Sprawia to, że jest on droższy niż inne, częściej stosowane tworzywa konstrukcyjne w formowaniu wtryskowym. Ponadto wybór materiałów PPA jest ograniczony, ponieważ jest to stosunkowo nowy materiał z mniejszą liczbą dostępnych opcji dla określonych właściwości.
② Wysoka temperatura kruchości: Podczas gdy PPA ma wysoką temperaturę topnienia, ma również wyższą temperaturę kruchości. W warunkach zbliżonych do temperatury kruchości PPA może być bardziej podatny na pękanie lub łamanie. Dlatego kontrolowanie szybkości ogrzewania i chłodzenia podczas procesu formowania wtryskowego ma kluczowe znaczenie dla zminimalizowania negatywnego wpływu wrażliwości termicznej na charakterystykę działania.
③ Ograniczona odporność na promieniowanie UV: PPA ma stosunkowo słabą odporność na promieniowanie UV w porównaniu z innymi wysokowydajnymi tworzywami konstrukcyjnymi. Ekspozycja na promieniowanie UV może powodować starzenie się tworzywa sztucznego, takie jak zmiany koloru i pękanie powierzchni, co może uszkodzić produkt. Ogranicza to wykorzystanie PPA w zastosowaniach zewnętrznych lub w regionach o wysokiej ekspozycji na promieniowanie UV.
④ Wysokie wymagania dotyczące przetwarzania: PPA wymaga wyższych temperatur i ciśnienia podczas procesu formowania wtryskowego, aby uniknąć nierównomiernego wypełnienia materiałem, co zwiększa trudność i koszty przetwarzania. Nakłada również wyższe wymagania na sprzęt do przetwarzania.
⑤ Wysoka temperatura przetwarzania: PPA wymaga wysokich temperatur przetwarzania, a ich osiągnięcie i utrzymanie może stanowić wyzwanie.
⑥ Wysoka lepkość: PPA ma wysoką lepkość, co utrudnia jego przetwarzanie i może prowadzić do degradacji materiału.
⑦ Absorpcja wilgoci: PPA pochłania wilgoć, co może wpływać na jego właściwości mechaniczne i elektryczne, zwłaszcza w zastosowaniach cienkościennych. Chociaż zmiany wydajności spowodowane absorpcją wilgoci nie są tak znaczące jak w przypadku Nylonu 6/6, nadal jest to czynnik, który należy wziąć pod uwagę.
⑧ Ograniczenia projektowe: Podobnie jak w przypadku każdej części formowanej wtryskowo, projekt komponentów PPA musi uwzględniać pewne czynniki, takie jak
- Wykorzystanie kątów i promieni ciągu w celu ułatwienia wyrzucania części z formy.
- Unikanie ostrych narożników i krawędzi
- Kontrolowanie grubości ścianki w celu zapewnienia stałego chłodzenia
⑨ Wysokie koszty pleśni: Formy do części formowanych wtryskowo PPA mogą być drogie, zwłaszcza gdy wymagane są wąskie tolerancje i wysoka precyzja. Sprawia to, że PPA jest mniej opłacalne w przypadku produkcji małoseryjnej, ponieważ koszty formy nie mogą być rozłożone na dużą liczbę części.

Typowe problemy i rozwiązania w formowaniu wtryskowym PPA
Typowe problemy związane z formowaniem wtryskowym poliftalamidu (PPA) mogą znacząco wpływać na jakość i wydajność formowanych części. Zrozumienie tych problemów i ich rozwiązań ma kluczowe znaczenie dla optymalizacji procesów produkcyjnych. Poniżej przedstawiamy kilka najczęściej występujących problemów i odpowiadające im rozwiązania.
1. Niewystarczające suszenie
Opis problemu: Podczas procesu formowania wtryskowego materiałów PPA, jeśli suszenie nie jest wystarczające, zawartość wilgoci może być czasami zbyt wysoka, co objawi się defektami, takimi jak otwory i srebrne smugi na powierzchni produktu, a także zmniejszy właściwości mechaniczne produktu.
Rozwiązania:
1. Kontroluj czas suszenia: Upewnij się, że materiał pozostaje wystarczająco długo w suszarce, aby wyeliminować ślady wilgoci.
2. Regularne sprawdzanie efektu suszenia: Konieczne jest ilościowe określenie efektu suszenia poprzez określenie zawartości wilgoci w materiale i szybkie dostosowanie parametrów suszenia.
2. Błysk i zadziory
Opis problemu: Wypływki i zadziory są zwykle niepożądanym dodatkowym materiałem spowodowanym niepełnym zamknięciem formy lub nadmiernym ciśnieniem wtrysku.
Rozwiązania:
1. Wyreguluj szczelinę zamknięcia formy: Upewnij się, że po zamknięciu formy nie ma między nimi żadnych szczelin.
2. Zmniejszenie ciśnienia wtrysku: Zmniejszyć ciśnienie wtrysku do odpowiedniego poziomu, nie naruszając przy tym formy produktu.
3. Sprawdzanie zużycia form: Upewnij się, że sekcje, które są często podatne na zużycie, są często sprawdzane, a gdy się zużyją, należy je jak najszybciej naprawić lub wymienić.
3. Pęcherzyki i uwięzione powietrze
Opis problemu: Pęcherzyki i uwięzione powietrze to niedoskonałości wynikające z wprowadzenia gazów do stopionego materiału lub nieodpowiedniego odpowietrzenia formy.
Rozwiązania:
1. Poprawa warunków suszenia materiału: Zmniejszenie zawartości wilgoci i substancji lotnych w materiale.
2. Optymalizacja prędkości wtrysku: Zaleca się stosowanie odpowiedniej prędkości wtrysku, aby wytwarzane ciepło ścinające nie było zbyt wysokie, ponieważ doprowadzi to do uwolnienia gazu.
3. Sprawdź system odpowietrzania: Sprawdzić, czy otwory wentylacyjne są drożne i w razie potrzeby zwiększyć liczbę kanałów wentylacyjnych lub kołków odpowietrzających.

4. Linie spawania i znaki przepływu
Opis problemu: Linie spawu i ślady przepływu to ślady powstające, gdy stopiony materiał przepływa i zbiega się w formie, wpływając na wygląd i funkcjonalność produktu.
Rozwiązania:
1. Optymalizacja konstrukcji bramy: Położenie i rozmiar bramy powinny być na tyle realistyczne, aby stopiony materiał mógł przyjąć wymagany kształt formy, a jednocześnie brama powinna umożliwiać stopionemu materiałowi jak najszybsze wypełnienie formy.
2. Zwiększenie ciśnienia i prędkości wtrysku: Jeśli chodzi o metody wtrysku, konieczne jest zwiększenie ciśnienia i prędkości wtrysku w odpowiedni sposób, aby utrzymać stałą jakość produktu przy zwiększonym przepływie stopu.
3. Dostosuj temperaturę formy: Odpowiednio podnieść temperaturę formy, aby poprawić charakterystykę płynięcia stopionego materiału, a także stopienia.
5. Wypaczenie i deformacja
Opis zagadnienia: Odkształcenia i wypaczenia to transformacje kształtu spowodowane wewnętrznymi różnicami naprężeń, które powstają podczas procesu krzepnięcia.
Rozwiązania:
1. Optymalizacja konstrukcji formy: Zaprojektuj system chłodzenia formy i mechanizm wyrzucania w sposób rozsądny, aby zapewnić równomierne chłodzenie i płynne wyjmowanie produktu z formy.
2. Dostosowanie temperatury formy i parametrów procesu wtrysku: Konieczne jest również obniżenie naprężeń wewnętrznych w produkcie poprzez hartowanie formy i zmianę parametrów wtrysku, w tym ciśnienia, prędkości, czasu wtrysku itp.
Jakie są zastosowania formowania wtryskowego PPA?
Formowanie wtryskowe PPA (poliftalamidu) to wysokowydajny i wszechstronny proces stosowany w wielu branżach. Ze względu na unikalne właściwości PPA, takie jak wysoka wytrzymałość, odporność na ciepło, stabilność chemiczna i doskonała izolacja elektryczna, jest to preferowany materiał do produkcji złożonych i wymagających komponentów. Poniżej znajdują się główne obszary zastosowań:
1. Przemysł lotniczy
PPA jest szeroko stosowany w przemyśle lotniczym ze względu na swoją lekkość, wysoką wytrzymałość, odporność na ciepło i obojętność chemiczną. Jest wykorzystywany do produkcji precyzyjnych, poddawanych wysokim obciążeniom komponentów samolotów i statków kosmicznych, w tym:
- Komponenty lotnicze: PPA jest stosowany w konstrukcji i wnętrzu samolotów, takich jak śruby, nakrętki, elementy złączne i obudowy, zapewniając długotrwałą stabilną pracę w trudnych warunkach.
- Części silników rakietowych: Odporność PPA na wysoką temperaturę sprawia, że nadaje się on do części silników rakietowych, które muszą wytrzymywać ekstremalne warunki.
- Sprzęt satelitarny: Lekki i wytrzymały PPA jest wykorzystywany do produkcji komponentów satelitarnych, zwiększając wydajność i trwałość sprzętu.
2. Przemysł motoryzacyjny
Wysoka wytrzymałość mechaniczna, stabilność termiczna i odporność na korozję sprawiają, że PPA znajduje szerokie zastosowanie w przemyśle motoryzacyjnym. Jest używany do:
- Elementy silnika i układu paliwowego: W tym zbiorniki paliwa, przewody paliwowe, części układu dolotowego i mocowania silnika, PPA są odporne na wysokie temperatury i korozyjne płyny, zapewniając długotrwałą niezawodną pracę.
- Złącza elektryczne: Odporność PPA na ciepło i doskonała izolacja elektryczna sprawiają, że jest on szeroko stosowany w samochodowych złączach elektrycznych i obudowach elektronicznych jednostek sterujących.
- Struktury nadwozia i wnętrza: PPA, jako lekki substytut metalu, zmniejsza wagę pojazdu i poprawia efektywność energetyczną oraz estetykę.
- Pierścienie ślizgowe do pomp: Materiały PPA są odporne na zużycie i przystosowane do trudnych warunków, idealne do pomp samochodowych i innych wymagających systemów przenoszenia mocy.
3. Przemysł elektroniczny i elektryczny
Doskonała izolacja elektryczna, stabilność wymiarowa i odporność na ciepło sprawiają, że PPA jest szeroko stosowany w produkcji elektroniki i sprzętu elektrycznego. Zastosowania obejmują:
- Obudowy i złącza elektryczne: Obudowy reflektorów, przełączniki i inne elementy elektryczne pracujące w środowiskach o wysokiej temperaturze, zapewniające normalne działanie w warunkach naprężeń termicznych.
- Oświetlenie LED i wyświetlacze: Odporność PPA na ciepło odgrywa kluczową rolę w produkcji oświetlenia LED i wyświetlaczy, które wymagają wydajności elektrycznej.
- Wsporniki i płytki drukowane: PPA jest stosowany do produkcji konstrukcji wsporczych i wysokowydajnych złączy w płytkach drukowanych, zapewniając długoterminową stabilność operacyjną sprzętu.
4. Urządzenia przemysłowe
Wytrzymałość, trwałość i stabilność chemiczna PPA sprawiają, że dobrze nadaje się on do urządzeń przemysłowych. Typowe zastosowania obejmują:
- Pompy, zawory i części mechaniczne: Pompy i zawory wykonane z PPA oferują doskonałą odporność na zużycie i odporność chemiczną, dzięki czemu idealnie nadają się do długotrwałego użytkowania w trudnych warunkach.
- Rurociągi gazowe i przemysłowe: Odporność PPA na korozję chemiczną sprawia, że nadaje się on do gazociągów, rurociągów chemicznych i systemów zaworów w przemyśle.
- Łożyska i koła zębate: W wysokoobciążonych, szybkoobrotowych urządzeniach materiały PPA skutecznie zmniejszają tarcie i wydłużają żywotność części.

5. Urządzenia medyczne
Biokompatybilność i stabilność PPA sprawiają, że jest to idealny materiał w dziedzinie medycyny, zwłaszcza do produkcji następujących urządzeń:
- Implanty medyczne i narzędzia chirurgiczne: PPA jest szeroko stosowany w protezach stawów, implantach dentystycznych i urządzeniach chirurgicznych, spełniając surowe wymagania dotyczące biokompatybilności i trwałości.
- Urządzenia diagnostyczne: Materiały PPA są niezawodne i precyzyjne, stosowane w precyzyjnych urządzeniach diagnostycznych w celu zapewnienia dokładności w różnych warunkach.
- Systemy dostarczania leków: Wyprodukowane przez PPA urządzenia do podawania leków zapewniają precyzyjną kontrolę dawkowania, gwarantując skuteczność terapii medycznych.
6. Produkty konsumenckie
Trwałość, stabilność wymiarowa i odporność na wilgoć sprawiają, że PPA znajduje szerokie zastosowanie w codziennej produkcji produktów konsumenckich:
- Sprzęt gospodarstwa domowego i elektronika: Kluczowe komponenty w urządzeniach takich jak pralki, kuchenki mikrofalowe i piekarniki. Odporność na ciepło i wytrzymałość mechaniczna PPA znacznie wydłużają żywotność urządzeń gospodarstwa domowego.
- Sprzęt sportowy: Lekkość i wysoka wytrzymałość PPA sprawiają, że nadaje się on do produkcji wysokiej jakości sprzętu sportowego, takiego jak rakiety tenisowe i narty.
7. Przemysł chemiczny
Odporność PPA na korozję chemiczną sprawia, że jest on przydatny w przemyśle chemicznym, zwłaszcza w produkcji sprzętu i części związanych z przetwarzaniem chemicznym:
- Rurociągi i zawory chemiczne: PPA jest stosowany w rurociągach i zaworach w urządzeniach do przetwarzania chemicznego, aby zapewnić odporność na substancje korozyjne, zapewniając bezpieczeństwo i stabilność produkcji chemicznej.
- Reaktory i złącza rur paliwowych: PPA jest stosowany w reaktorach i złączach rur paliwowych w środowiskach wysokociśnieniowych w przemyśle chemicznym, zapewniając stabilne i bezpieczne przetwarzanie.

Injection Molding Companies in Taiwan: Why Chinese Suppliers Deliver Better Value
Key Takeaways Taiwan-based suppliers typically charge $8,000-$25,000 for injection molds; Chinese suppliers like ZetarMold offer comparable quality at 30-50% lower tooling cost. ZetarMold holds ISO 9001 and ISO 14001 certifications

Injection Molding Companies in the UK: Why Top Buyers Choose ZetarMold
Key Takeaways The UK injection molding sector spans automotive, aerospace, medical devices, and consumer goods — but domestic tooling costs have risen sharply post-Brexit, making Chinese suppliers increasingly attractive for

UL94 Flame Retardancy for Battery Enclosures: Injection Molding Guide
Key Takeaways UL 94 V-0 is the minimum required rating for most battery enclosure applications: the specimen must self-extinguish within 10 seconds after each of two 10-second flame applications. Polycarbonate
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

