 Przejdź do treści
Przejdź do treści 

Aby produkty formowane wtryskowo były przyjemne w dotyku i miały dobry wygląd oraz uwzględniały zalety innych materiałów do formowania niskociśnieniowego, obecnie popularne jest stosowanie twardego plastiku jako szkieletu materiału podstawowego, tkaniny i miękkiego plastiku jako warstwy powierzchniowej w procesie formowania wtryskowego.
W trakcie tego typu procesu, z punktu widzenia rozwoju, formowanie wtryskowe Szkielet, a następnie formowanie wtryskowe warstwy dobrego wyczucia procesu miękkiego tworzywa sztucznego (wkładka, wtórne) pokaże jego praktyczność, ponieważ nie wymaga dalszej obróbki, podczas gdy tkanina, skóra niskociśnieniowe formowanie wtryskowe ma wiele dalszych procesów przetwarzania.
Co to jest formowanie wtryskowe pod niskim ciśnieniem?
Formowanie wtryskowe niskociśnieniowe to proces wtryskiwania zamkniętego materiału do formy przy bardzo niskim ciśnieniu wtrysku i jego szybkiego utwardzania.
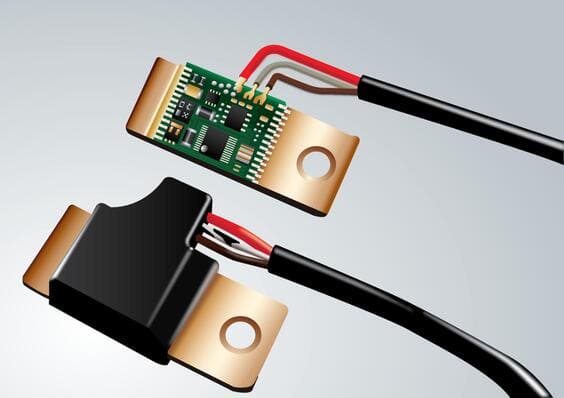
Formowanie wtryskowe pod niskim ciśnieniem to bezpieczny i delikatny proces - plasujący się pomiędzy formowaniem wtryskowym pod wysokim ciśnieniem a zalewaniem. Dzięki krótkiemu czasowi cyklu i niskiemu ciśnieniu jest to idealne rozwiązanie do ochrony płytek drukowanych.
W przemyśle motoryzacyjnym proces ten jest wykorzystywany do formowania niektórych elementów wykończenia wnętrza samochodu i pakowania komponentów elektronicznych.

Przykłady zastosowań niskociśnieniowego formowania wtryskowego
Części wewnętrzne: Przy użyciu bardzo niskiego ciśnienia wtrysku (300-600 barów) do procesu formowania dodawane są skórki PVC lub dzianiny.
Powszechnie stosowane rodzaje materiałów obejmują: skórę, skórę PVC, skórę TPO z pianką PP, skórę PUR, dzianinę z włókniną i filc włóknisty, a także wtrysk kompozytowy między materiałem powierzchniowym a materiałem szkieletowym; wiele części wewnętrznych samochodów średniej i wysokiej klasy wykorzystuje proces formowania wtryskowego pod niskim ciśnieniem, takich jak Mercedes-Benz, wkładki do paneli drzwi BMW itp.
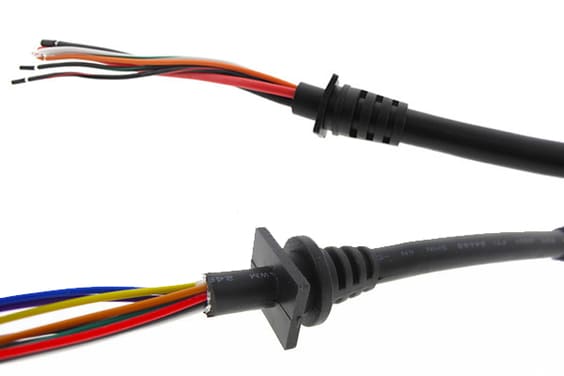
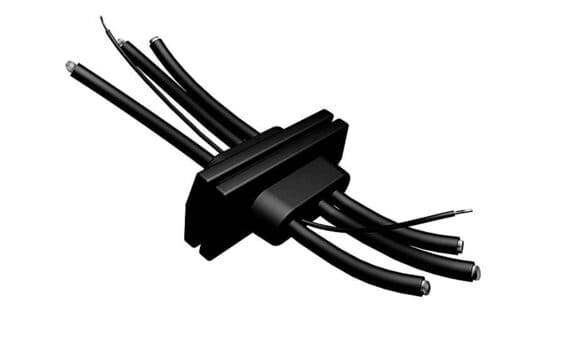
Hermetyzacja komponentów elektronicznych: Proces hermetyzacji wykorzystuje bardzo małe ciśnienie wtrysku (1,5 ~ 40 barów) do wstrzyknięcia materiału hermetyzującego do formy i szybko go utwardza (5 ~ 50 sekund).
Ciśnienie i temperatura używane do niskociśnieniowe formowanie wtryskowe są znacznie niższe niż w przypadku zwykłego procesu formowania wtryskowego, a sam proces jest stosunkowo prosty i nie wymaga stosowania zaawansowanego sprzętu ani form.
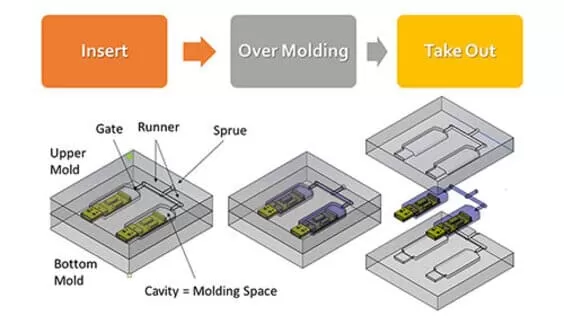
Proces formowania wtryskowego pod niskim ciśnieniem
Proces ten wygląda następująco:
Formowanie wtryskowe pod niskim ciśnieniem to technika montażu w formie, podobna do IMD, w której tkanina/skóra jest formowana bezpośrednio na produkcie (jeśli ciśnienie wtrysku jest zbyt wysokie, tkanina zostanie uszkodzona).
Biorąc pod uwagę charakterystykę procesu formowania, istnieją dwa rodzaje niskociśnieniowego formowania wtryskowego: forma otwarta i forma zamknięta.
Różnica polega na tym, czy istnieje pewna szczelina między ruchomymi i nieruchomymi formami, gdy forma jest zamknięta.
W całym procesie napełniania precyzyjna ilość stopionego materiału jest wtryskiwana płynnie (przepływ stopionego tworzywa sztucznego na tkaninie jest znacznie wolniejszy niż na gładkiej wnęce formy), więc niskociśnieniowe formy wtryskowe do tkanin mają więcej bramek niż zwykłe formy.
Cechy formowania wtryskowego pod niskim ciśnieniem
1. Zalety
a. Wysoka wytrzymałość, materiał skóry jest zintegrowany z plastikowym materiałem bazowym, nie ma możliwości odpadnięcia
b. Wysoka wydajność formowania, bardziej przyjazny dla środowiska, brak konieczności stosowania kleju w procesie okładzin, poprawa jakości powietrza w samochodzie
c. Wewnętrzną strukturę można zaprojektować dowolnie, a swoboda modelowania powierzchni jest większa niż w przypadku procesu okładzinowego, cechy modelowania są wyraźniejsze, produkt jest piękny, a komfort jest wysoki.
2. Wady
a. The formowanie niskociśnieniowe Proces jest bardziej złożony, podatny na wpływ formy i plastyczność tkaniny / skóry PVC, a wskaźnik złomu jest stosunkowo wysoki
b. Retencja wzoru, przy dużym rozciągnięciu, trójwymiarowość wzoru jest słaba
c. Wyższe koszty oprzyrządowania i droższe tkaniny
Biorąc pod uwagę powyższe zalety i wady, niskociśnieniowe formowanie wtryskowe ma następujące cechy.
Forma: powierzchnia rozdzielająca ze szczeliną zamykającą; brama jest sterowana przez zawór sekwencyjny (sterowany przez zawór typu gorącokanałowego)
Manipulator: zarówno funkcja zaciskania tkaniny, jak i podnoszenia produktu
Warstwa kompozytowa: PVC/PU; tkanina itp.
Materiał szkieletu: zmodyfikowany PP i PC/ABS o lepszej płynności itp.

Istotne czynniki wpływające na niskociśnieniowe formowanie wtryskowe
Tkanina; skład tkaniny: może obejmować warstwę włókniny, warstwę gąbki, warstwę pianki, warstwę dzianiny lub warstwę miękkiego tworzywa sztucznego (PVC).
Wydajność tkaniny: Wzdłużne wydłużenie statyczne, wzdłużne wydłużenie resztkowe, poprzeczne wydłużenie statyczne, poprzeczne wydłużenie resztkowe; wydłużenie tkaniny jest większe, niełatwe do odkształcenia, zmarszczki będą bardziej widoczne; wydłużenie tkaniny jest mniejsze, łatwe do odkształcenia, niełatwe do marszczenia.
Struktura formy: zwykle wybierany w postaci zaworu sekwencyjnego z bramką punktową, a liczba bramek jest większa niż zwykła formowanie wtryskowe materiał szkieletu, całkowita długość produktu L = 1000 mm, grubość ścianki T = 2,5 mm, zalecana wartość liczby bramek = 1000/2,5 / FPP wartość F mniejsza niż 100, materiał ABS lub PC mniejszy niż 80.
Konstrukcja wydechu wnękowego: Struktura skóry PVC forma wtryskowa jest taka sama jak w przypadku form wtryskowych z tkanin, z tym wyjątkiem, że koncentruje się na wydechu wnęki i przestrzeni rdzenia.
Inne wymagania techniczne: Kąt R w rogu produktu jest nie mniejszy niż 3,0; konstrukcja grubości kleju produktu nie powinna być zbyt gruba, aby zapobiec kurczeniu się produktu,
Grubość końcówki ścięgna nie powinna przekraczać 3/5 grubości końcówki kleju; produkty z głębokimi otworami muszą być podzielone; krawędź wyglądu produktu musi odwracać miejsce pracy tkaniny, tył produktu nie powinien mieć końcówki ścięgna itp.

Płynność tworzyw sztucznych przy formowaniu wtryskowym pod niskim ciśnieniem
Wskaźnikiem płynności tworzywa sztucznego jest wartość wskaźnika płynięcia MI. Jak wszyscy wiemy, przepływ tworzywa sztucznego na tkaninie jest znacznie wolniejszy niż na gładkiej wnęce formy, dlatego wskaźnik MI jest znacznie niższy. Niskociśnieniowe formy wtryskowe do tkanin mają więcej bramek niż zwykłe formy.
Wolne tempo przepływu nieuchronnie wpłynie na inne problemy związane z wyglądem produktu, takie jak ślady klejenia, brakujący materiał itp.
Ogólnie rzecz biorąc, wartość MI materiału PP wynosi od 20 do 55, co oznacza, że nie powinniśmy ślepo korzystać z importowanych tkanin i importowanych cząstek plastiku przy opracowywaniu produktów.
Ponieważ są one potrzebne po zastosowaniu kombinacji, o ile i formy z dobrym, krajowym materiałem, jak zwykle, mogą wytwarzać kwalifikowane produkty do formowania niskociśnieniowego.

Struktura niskociśnieniowych form wtryskowych
Zwykle wyrzutnik tego rodzaju formy znajduje się w stałej formie, wykorzystując zasuwę zaworu do kontrolowania ilości materiału każdej bramy, stała forma ma prasowaną ramę z tkaniny, a stała forma ma sworzeń tkaniny lub przyssawkę powietrza do mocowania tkaniny.
Formowanie wtryskowe pod niskim ciśnieniem - typowe wady i sposoby postępowania
(1) Brak materiału: Ostre rogi produktu są podatne na brak materiału.
(2) Infiltracja: Narożnik produktu jest podatny na infiltrację, powód: temperatura bramki części infiltracyjnej jest zbyt wysoka; temperatura formy jest zbyt wysoka; kontrola ilości materiału bramki części infiltracyjnej jest zbyt duża.
(3) Penetracja: Ostry narożnik produktu jest łatwy do penetracji, powód: ostry narożnik powierzchni rozdzielającej ze szczeliną, gdy ilość materiału formującego pod niskim ciśnieniem lub prędkość zwiększa stopione tworzywo sztuczne ze szczeliny wewnątrz penetracji, najpierw napędza włókninę, a następnie penetruje tkaninę powierzchniową.
Grubość ścianki w ostrych rogach jest zbyt gruba, więc grubość ścianki w ostrych rogach formy jest stosunkowo cienka, aby zapobiec przesiąkaniu materiału lub jego uszkodzeniu.
(4) Uszkodzenie ciśnieniowe tkaniny Przyczyna: Zwykle temperatura formy używanej w niskociśnieniowej formie wtryskowej jest niska (10-15 stopni), jeśli środki antykorozyjne nie zostaną dobrze wykonane, spowoduje to powstanie plam rdzy na tłoczonej ramie tkaniny i powierzchni rozdzielającej suwak, co spowoduje nadmierny nacisk na tkaninę i ograniczoną ciągliwość tkaniny, a tym samym zerwanie tkaniny.
Cechy niskociśnieniowego formowania wtryskowego skóry PVC
1. Charakter skóry PVC
W porównaniu z tkaniną, istnieje wiele różnic między nimi. Po pierwsze, wydech: tkanina przypomina pory i traci strukturę, więc gaz łatwo wydostaje się z wnętrza; podczas gdy skóra PVC jest warstwą plastiku PVC na powierzchni, więc gazowi trudno jest wydostać się z wnętrza.
Po drugie, podłoże: podłoże z tkaniny jest włókniną, więc opór przepływu stopionego tworzywa sztucznego jest dość duży; podczas gdy podłoże z PVC jest warstwą pianki z tworzywa sztucznego, powierzchnia jest gładka, a opór przepływu stopionego tworzywa sztucznego jest niewielki.
Następnie jest plastyczność: przedłużenie tkaniny po szczelinie konstrukcyjnej jest duże, stopiony plastik łatwiej przenika; przedłużenie skóry PVC nadal ma dużą wytrzymałość, a stopiony plastik nie jest łatwy do penetracji.
2. Struktura formy
W porównaniu z formowaniem wtryskowym tkanin, największa różnica polega na konstrukcji wnęki wydechowej, struktura formy wtryskowej z PVC jest taka sama jak w przypadku formowania wtryskowego z PVC. forma wtryskowa do tkaninz tą różnicą, że koncentruje się na wydechu wnęki i przestrzeni rdzenia.
Ponieważ powietrze znajduje się wewnątrz rdzenia i wnęki po zamknięciu, gdy stopione tworzywo sztuczne jest wtryskiwane, powietrze wewnątrz jest powoli sprężane, jeśli gaz nie zostanie odprowadzony na czas, nieuchronnie spowoduje to duże kłopoty z wypełnieniem i wiele wad. Takie jak ślady klejenia, kurczenie się i przypalanie.
3. Typowe usterki i środki postępowania
(1) Kurczenie się powierzchni produktu
Przyczyna: Szczelina między powierzchniami podziału formy jest zbyt duża, co powoduje ucieczkę materiału, w wyniku czego materiał nie jest zagęszczany, a tym samym kurczy się;
Podobnie jak w przypadku zwykłych formowanie wtryskowegruba ściana produktu, w której znajdują się pręty wzmacniające, ze względu na słabe chłodzenie, powodujące kurczenie się objętości spowodowane skurczem.
(2) Znaki stopu
Powód: Jeśli wnęka formy i rdzeń nie są dobrze odprowadzane, powietrze z przodu bramy, gdzie stykają się fronty, jest ściskane i nie może być naturalnie stopione, a kombinacja śladów może odbijać się na skórze, powodując oczywiste ślady fuzji i wpływając na wygląd.
Oczywiście, jak zwykły formowanie wtryskowe tworzyw sztucznychNiska temperatura formy i niska temperatura stopionego tworzywa sztucznego spowodują również oczywiste wady śladów fuzji.
(3) Skóra jest zmiażdżona
Powód: Podobnie jak w przypadku formowania wtryskowego tkanin, temperatura formy Niskociśnieniowa forma wtryskowa jest zwykle niska (10-15 stopni), jeśli środki zapobiegające rdzewieniu nie zostaną dobrze wykonane, na tłoczonej ramie tkaniny i powierzchni rozdzielającej suwak pojawią się plamy rdzy, a nacisk na naskórek będzie nadmierny podczas produkcji, a plastyczność naskórka będzie ograniczona, co spowoduje pęknięcie naskórka.
(4) Roztopić przez wlew
Powód: Uplastycznione stopione tworzywo sztuczne jest wtryskiwane z bramy, poddawane ścinaniu, koło grzewcze, jego centralna temperatura jest wysoka, jeśli wtrysk otwartej formy i zwiększenie odległości mogą skutecznie zmniejszyć zjawisko topienia; może zmniejszyć bramę, temperaturę, temperaturę formy, ale jednocześnie należy wziąć pod uwagę problemy z płynnością żywicy, w przeciwnym razie może wystąpić brak materiału.







