 Przejdź do treści
Przejdź do treści 

Wprowadzenie:Podczas projektowania części formowanych wtryskowo trzeba myśleć o wielu rzeczach. Wszystkie te rzeczy mogą zepsuć część i sprawić, że będzie wyglądać jak śmieć. Mogą pojawić się ślady skurczu, zapadnięcia, wypaczenia i wiele innych problemów. Musisz więc znać zasady projektowania części formowanych wtryskowo, jeśli chcesz tworzyć dobre części.
Ten artykuł zawiera najlepsze zasady projektowania form wtryskowych, które mogą pomóc w uzyskaniu najlepszych części z tworzyw sztucznych. Dowiesz się również szczegółowych informacji na temat kontroli procesu, ważnych wytycznych dotyczących projektowania form oraz wskazówek, jak uniknąć typowych problemów projektowych.
Znaczenie projektowania form wtryskowych
Formowanie wtryskowe to sposób na tworzenie plastikowych rzeczy. Roztopiony plastik umieszcza się w formie i pozostawia do ostygnięcia i stwardnienia. Konstrukcja formy i wytwarzany materiał mogą mieć duży wpływ na to, jak dobrze działa. Oto kilka powodów, dla których konstrukcja jest ważna w przypadku formowania wtryskowego.
Określanie złożoności produkcji
Analizując projekt, projektanci i inżynierowie produktu mogą przewidzieć różne złożone sytuacje, które mogą wystąpić podczas procesu produkcyjnego. Projekt zawiera szczegółowe instrukcje pozwalające zmniejszyć niepewność przed fazą produkcji.

Ponadto wcześniejsze zrozumienie złożoności może wyjaśnić kształt i strukturę formy. Pomoże to w projektowaniu i produkcji odpowiednich form dla wymaganych produktów.
Zapewnienie wykonalności produkcji
Podczas projektowania i produkcji części z tworzyw sztucznych nie ma pewności, czy zaprojektowana część będzie nadawała się do produkcji. Projekt formowania wtryskowego może od samego początku określić zdolność produkcyjną.

Dzięki temu można dowiedzieć się, czy wystąpią problemy produkcyjne, w których części utkną w formie. Co ważniejsze, oszczędza to czas i pieniądze, dzięki czemu można uzyskać rozsądne ceny części i produkować części w krótszym czasie cyklu.
Zapobieganie awariom podzespołów
Jeśli nie zaprojektujesz prawidłowo części formowanej wtryskowo, otrzymasz kiepską część. Nie będzie działać prawidłowo, nie będzie wyglądać prawidłowo i będzie wielkim wrzodem na tyłku. Będziesz musiał poradzić sobie z wadami formowania wtryskowego i innymi uszkodzeniami mechanicznymi, które sprawią, że twoja część nie będzie robić tego, co powinna.
Wytyczne dotyczące projektowania form wtryskowych pomogą wybrać odpowiednie parametry formowania i uniknąć poważnych błędów, które uniemożliwią działanie części.
Uwagi projektowe dotyczące części formowanych wtryskowo
Formowanie wtryskowe to złożony proces, który wymaga starannego przemyślenia projektu, aby upewnić się, że jest wykonany prawidłowo. Jeśli zepsujesz projekt, będziesz musiał za to zapłacić później. Aby uniknąć błędów, należy przestrzegać odpowiednich wytycznych dotyczących projektowania form wtryskowych. Oto kilka rzeczy, o których należy pomyśleć podczas projektowania części formowanych wtryskowo.

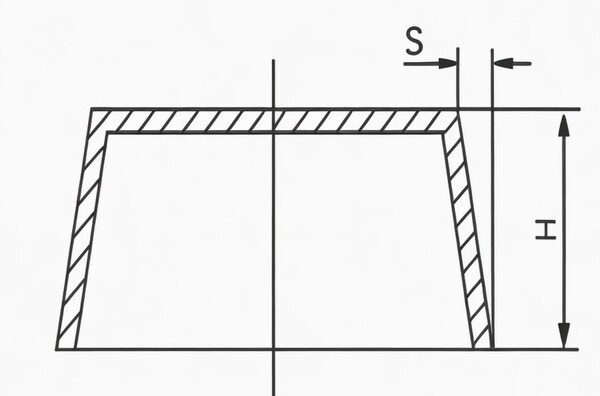
Grubość ścianki
Jest to jeden z ważnych czynników, które należy wziąć pod uwagę na etapie projektowania części formowanych wtryskowo. Grubość ścianki może wpływać na kilka kluczowych cech komponentu, w tym jego wydajność, estetykę i koszt.
Dlatego nominalna grubość ścianki powinna być określona na podstawie wymagań dotyczących wydajności funkcjonalnej. Aby określić minimalną grubość ścianki, należy wziąć pod uwagę dopuszczalne naprężenia i oczekiwaną żywotność formowanych części.
Ogólną zasadą jest utrzymywanie jednolitej grubości ścianki w całej formowanej wtryskowo części. Najlepiej jest utrzymywać jednolitą grubość ścianki między 1,2 mm a 3 mm. Cienkie ścianki wymagają wysokiego ciśnienia tworzywa i mogą powodować powstawanie kieszeni powietrznych. Grube ścianki będą kosztować więcej pieniędzy, ponieważ ich chłodzenie trwa dłużej i zużywają więcej materiału.

W przypadku części o zmiennej grubości ścianki należy upewnić się, że przejście między poszczególnymi częściami jest płynne. Można to zrobić poprzez dodanie faz na pochyłych krawędziach lub narożnikach. Podobnie, użycie zaokrąglonych narożników dla zaokrąglonych narożników lub krawędzi zapewni, że stopiony plastik całkowicie wypełni formę i równomiernie ostygnie.
Linia klasyfikacji
Linia podziału to miejsce, w którym spotykają się dwie połówki formy, tworząc produkt końcowy. Jeśli istnieje jakiekolwiek niedopasowanie lub niewspółosiowość w projekcie linii podziału, może to spowodować defekty wypływki w formowanych częściach.

Dlatego ważne jest, aby zaprojektować prostą i prostą linię podziału, aby zminimalizować te wady w jak największym stopniu. Proste linie podziału są łatwiejsze do wykonania, wymagają mniej konserwacji i mogą zapewnić lepszą ogólną gładkość produktu końcowego.
Podczas projektowania linii podziału, generalnie najlepiej jest umieszczać je na ostrych krawędziach, a nie na zaokrąglonych powierzchniach. Pomaga to zmniejszyć zapotrzebowanie na formy o wąskich tolerancjach, co zwiększa koszty produkcji. Należy również pomyśleć o tym, jak linia podziału będzie wyglądać na produkcie końcowym.

Konstrukcja linii powinna być jak najbardziej niewidoczna i nie powinna przecinać żadnych krytycznych powierzchni lub elementów (takich jak tekst lub logo). Pomaga to upewnić się, że produkt końcowy wygląda tak, jak powinien i poprawia ogólną jakość. Proces formowania wtryskowego.
Kąt zanurzenia
Kąt rozformowania na powierzchni części formowanych wtryskowo pozwala na łatwe usunięcie ich z formy bez powodowania uszkodzeń. Wymagany kąt rozformowania zależy od takich czynników, jak grubość ścianki, współczynnik skurczu materiału oraz wymagania dotyczące obróbki końcowej i wykończenia.

Średni kąt pochylenia powinien wzrastać o 1 stopień na cal głębokości, ale dla większości części, co najmniej 1,5 do 2 stopni jest zazwyczaj bezpieczne. Mocne teksturowanie może wymagać maksymalnie 5 stopni na cal. Niewystarczający ciąg może powodować defekty kosmetyczne, takie jak ślady przeciągania.
Podczas projektowania części formowanych wtryskowo za pomocą systemów CAD można dodawać kąty pochylenia, ale najlepiej jest to zrobić na końcu procesu projektowania, aby wszystko było tak proste, jak to tylko możliwe.
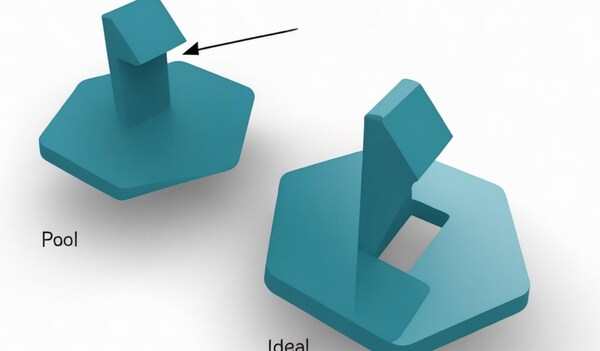
Żebra i wypukłości
Żebra są używane do wzmacniania ścian w miejscach, gdzie dwie ściany stykają się pod kątem 90 stopni. Pomagają one uczynić część mocniejszą i zdolną do utrzymania większego ciężaru. Wyboje pomagają również w wyrównywaniu i mocowaniu części. Sprawiają również, że część jest mocniejsza w miejscach takich jak otwory na śruby i szczeliny.

Maksymalna grubość dolnej części żebra nośnego powinna wynosić 2/3 grubości sąsiedniej ściany. Wysokość prętów zbrojeniowych nie powinna przekraczać 2,5-krotności nominalnej grubości ściany (2,5T). Ważne jest, aby wziąć pod uwagę skurcz. Aby uniknąć śladów skurczu, grubość występu nie powinna przekraczać 60% całkowitej grubości ściany.
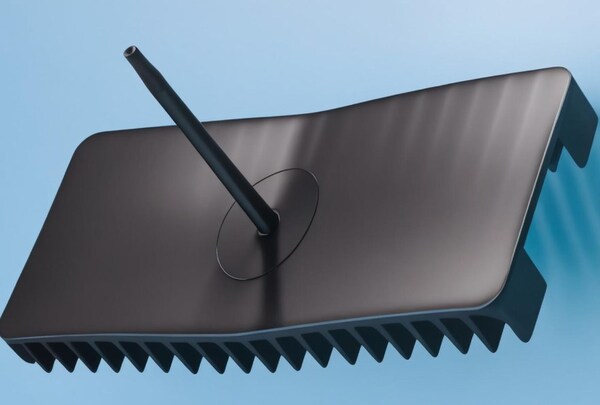
Lokalizacja i typ bramy
Wlew jest bardzo ważną częścią procesu formowania wtryskowego. Jest to część, która jest bezpośrednio połączona z plastikową częścią i kontroluje przepływ stopionej żywicy do gniazda formy. Rozmiar, kształt i położenie bramy mają duży wpływ na gotowy produkt. Wpływają one na wytrzymałość i wygląd części.

Istnieją cztery powszechne typy konstrukcji bramek stosowane w różnych typach form wtryskowych: krawędziowe, podwodne, z gorącą końcówką i wlewowe. Jak sama nazwa wskazuje, brama krawędziowa znajduje się na krawędzi płaskiej części i pozostawia blizny na linii podziału.
Bramki podwodne są bardzo powszechne i mają różne warianty, takie jak Banana Gate, Smile Gate i Tunnel Gate. Wymagają one automatycznego przycinania za pomocą górnego sworznia i pomagają odsunąć pozycję bramki od linii podziału w celu lepszego wypełnienia.

Bramki gorącej końcówki są używane tylko w przypadku form wtryskowych gorącokanałowych. Zazwyczaj znajdują się one w górnej części okrągłych lub stożkowych form. Z drugiej strony, wlew jest dobrym wyborem dla dużych cylindrycznych form jednogniazdowych. Zwykle pozostawiają one duże ślady w miejscach, w których się stykają, ale są łatwe w wykonaniu i utrzymaniu.
Konstrukcja i typ bramki będą zależeć od projektu części, wyboru materiału, wymagań dotyczących rozmiaru i potrzeb estetycznych produktu końcowego. Jedną z ważnych kwestii projektowych jest umieszczenie bramki z dala od obszarów narażonych na duże obciążenia lub uderzenia, aby zminimalizować ryzyko wad.

Ważne jest również wyeliminowanie wtórnych operacji usuwania bramy i umieszczenie bramy w najgrubszych obszarach w celu optymalnego wypełnienia. W niektórych przypadkach, w zależności od rozmiaru, geometrii i rodzaju plastikowego polimeru części, może być wymagane zastosowanie wielu bramek.
Górna igła
Jest to kluczowa część konfiguracji formowania wtryskowego, która pomaga wypchnąć część z formy po jej wystarczającym schłodzeniu. Często pozostawiają one ślady na częściach. Dlatego należy zaprojektować je na płaszczyźnie prostopadłej do kierunku ruchu sworznia.

Kształt części, kąt pochylenia, głębokość ścianki i tekstura ścianki określają liczbę i położenie kołków. Czynniki te wpływają na sposób przylegania części do ściany formy. Wybrany materiał wpłynie również na rozmiar i położenie tych kołków.
Na przykład żywice o wyższej lepkości będą wymagały większej siły, aby je usunąć. Podobnie, bardziej miękkie polimery z tworzyw sztucznych będą wymagały szerszych lub większej liczby kołków, aby pomóc rozłożyć siłę i uniknąć wad formowania.

Cięcie dolne i gwintowanie
Podcięcia i gwinty to wklęsłe lub zwisające elementy, które utrudniają wysuwanie plastikowych części z formy za pomocą jednego pociągnięcia. Konstrukcja powinna zapewniać, że części mogą być wyrzucane za pomocą jednego jednokierunkowego pociągnięcia. Pomoże to utrzymać niższe koszty formowania wtryskowego. Dlatego bardzo ważne jest unikanie gwintowania i podcinania podczas projektowania części formowanych wtryskowo.
Aby uniknąć podcięć, można zorientować elementy równolegle do linii podziału i uwzględnić w projekcie podnośniki i prowadnice. Podnośniki pomagają uwolnić wewnętrzne podcięcia bez przeciągów. Po ostygnięciu części, podnośnik można podnieść pod kątem, aby usunąć podcięcie z formy. Z kolei suwak wykorzystuje kątowe sworznie połączone z rdzeniem formy do uwalniania zewnętrznych podcięć.
Filet
Aby formowanie wtryskowe było lepsze, należy stosować zaokrąglone elementy zamiast ostrych narożników i krawędzi. Ostre krawędzie wymagają większego nacisku do wypełnienia, co może uszkodzić część i spowodować defekty podczas jej wyrzucania. Zaokrąglone narożniki wewnętrzne i zewnętrzne pomagają plastikowi lepiej płynąć, co zmniejsza naprężenia i pękanie.

Promień wewnętrznego narożnika powinien wynosić co najmniej 50% grubości sąsiedniej ściany. Z drugiej strony, zewnętrzny narożnik powinien wynosić 150% grubości sąsiedniej ścianki. W przypadku elementów pionowych, takich jak występy i zatrzaski, podstawa powinna być okrągła. Promień występu powinien wynosić 25% sąsiedniej ściany, z minimalnym promieniem 0,381 mm (0,015 cala).
Obróbka powierzchni
Części z tworzyw sztucznych mogą być poddawane różnym obróbkom powierzchniowym, które wpływają na ich wygląd, odczucia i dotyk. Wybór odpowiedniego wykończenia jest ważny, ponieważ określa, jakich narzędzi i materiałów potrzebujesz. Szorstkie wykończenia wymagają więcej przeciągania i wpływają na to, jakich materiałów można użyć.

Być może trzeba będzie coś zrobić z powierzchnią formy, aby ją wygładzić. Wszelkie drobne wady na powierzchni formy będą widoczne na częściach. Im więcej trzeba zrobić po tym, jak części wyjdą z formy, tym więcej to kosztuje i tym dłużej trwa wykonanie formy.
Wybór materiału
Jeśli chodzi o formowanie wtryskoweDo wyboru jest kilka różnych żywic plastikowych. Każda z nich ma swoje unikalne właściwości fizyczne i mechaniczne. Wybrany materiał będzie miał wpływ na to, jak dobrze części będą działać w rzeczywistym świecie.

Wybierając materiał do formowania wtryskowego, należy zastanowić się nad tym, jak bardzo materiał będzie się kurczył, jak zamierzasz złożyć części i ile materiał będzie kosztował.
Szybkość kurczenia się materiałów różni się w zależności od rodzaju tworzywa sztucznego i warunków przetwarzania, co może wpływać na wydajność i geometryczny kształt części. Należy również wziąć pod uwagę zdolność do obsługi materiałów i procesów montażowych, takich jak mechaniczne mocowanie i spawanie.

Chociaż idealne właściwości tworzyw sztucznych mają kluczowe znaczenie, należy również wziąć pod uwagę koszty zakupu, przetwarzania i wykańczania tworzyw sztucznych, aby zminimalizować koszty produkcji.
Wytyczne dotyczące projektowania form wtryskowych do tworzyw sztucznych
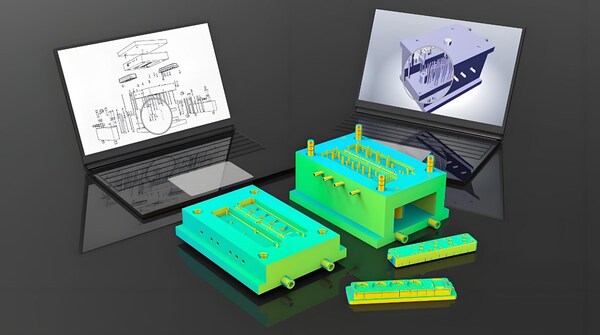
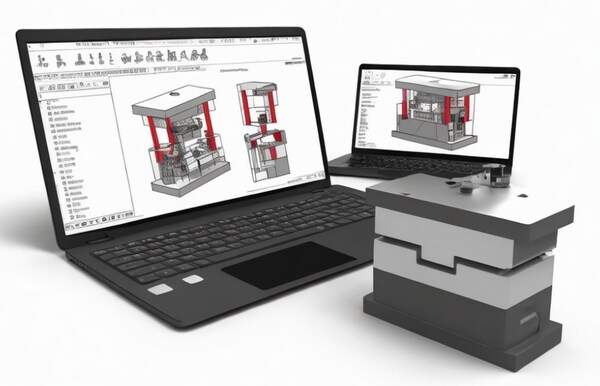
Projektowanie i wykonywanie form wtryskowych z tworzyw sztucznych to ważna sprawa w świecie produkcji części z tworzyw sztucznych. Narzędzia do formowania pomagają zdefiniować kształt części z tworzyw sztucznych. Tak więc wszystkie elementy formy muszą być w odpowiednim stanie, aby zapewnić płynne formowanie wtryskowe.

Na przykład, jak widać, gdy planujesz odlewanie ciśnieniowe form, rozumiesz, że ważną kwestią jest to, że projekt formy odlewniczej jest bardzo ważny i ma zdolność do poprawy projektu instrumentu, ale ma również zdolność do unikania problemów i prezentowania najwyższej jakości jakości.
Oto kilka rzeczy, o których należy pomyśleć podczas projektowania procesu produkcji form wtryskowych.
Układ ramy formy i wnęki
Narzędzia do formowania składają się z podstaw form, gniazd, wkładek rdzeniowych i innych części. Podstawa formy jest jej fundamentem, podczas gdy wnęka i wkładki rdzenia kształtują część. Konstrukcja komponentów formy wpływa na dokładność i spójność procesu formowania.

Forma musi być mocna, wytrzymała, łatwa w utrzymaniu i łatwa do rozebrania i ponownego złożenia w celu naprawy i konserwacji. Narzędzia do formowania muszą być wykonane bardzo starannie, aby wnęka i rdzeń były ustawione we właściwej linii. Układ wnęki ramy formy musi również umożliwiać dostęp do pustych i rdzeniowych wkładek w celu ich naprawy i konserwacji. Zmniejsza to prawdopodobieństwo wystąpienia problemów i sprawia, że części są lepsze.
Konstrukcja układu chłodzenia
Układ chłodzenia ma duże znaczenie w projektowaniu form wtryskowych. Kontroluje on temperaturę gniazda formy i tworzywa sztucznego. Chłodzenie jest ważne, ponieważ pomaga zestalić tworzywo sztuczne i kontrolować skurcz.

Układ chłodzenia ma duże znaczenie w projektowaniu form wtryskowych. Kontroluje on temperaturę gniazda formy i tworzywa sztucznego. Chłodzenie jest ważne, ponieważ pomaga zestalić tworzywo sztuczne i kontrolować skurcz.
System chłodzenia powinien równomiernie chłodzić całą formę. Kanały chłodzące powinny znajdować się w pobliżu obszarów o dłuższym czasie chłodzenia, aby nie kolidowały z systemami wlewowymi i kanałowymi. Inżynierowie mechanicy powinni również zoptymalizować projekt, aby osiągnąć jak najkrótszy czas cyklu.

Kanał przepływu i konstrukcja drzwi
System kanałów i wlewów ma duże znaczenie w projektowaniu form wtryskowych. Kontroluje on przepływ stopionego tworzywa sztucznego do gniazda formy. Wlew jest wejściem dla tworzywa sztucznego do gniazda formy, a system prowadnic prowadzi tworzywo sztuczne do wlewu. Konstrukcja systemów zasuw i kanałów wpływa na wydajność procesu formowania i jakość gotowego produktu.

Brama jest bardzo ważna. Powinna mieć odpowiedni rozmiar, znajdować się we właściwym miejscu i mieć odpowiedni kształt. Powinna pomagać plastikowi w przepływie do formy i nie powodować żadnych problemów. Ważny jest również system kanałów. Powinien pomagać w przepływie tworzywa do formy i nie powodować żadnych problemów.
Projekt systemu startowego
System wyrzutnika jest tym, co wyciąga części z formy. Projektując system wyrzutnika, należy wziąć pod uwagę kształt części, liczbę dolnych nacięć i sztywność części. Możesz użyć kołków wypychających, tulei lub hydraulicznych systemów wypychania, aby upewnić się, że nie uszkodzisz części podczas ich wypychania.

Należy również upewnić się, że system wyrzutnika jest wystarczająco mocny, aby wypchnąć części z formy. Należy również zastanowić się, gdzie znajduje się system wtrysku w stosunku do wlewu i systemu prowadnic, aby nie powodować żadnych zakłóceń.
Materiały formy i obróbka powierzchni
Materiały użyte w formie będą miały wpływ na jej trwałość i wygląd części. Potrzebne są materiały, które wytrzymują ciepło, dobrze przewodzą ciepło i nie zużywają się. Wybór odpowiednich materiałów może pomóc w szybszym wytwarzaniu części, wydłużeniu żywotności form i tworzeniu lepszych części.

Każda forma jest inna i musi być dokładnie przemyślana podczas przetwarzania. Użyte materiały muszą być precyzyjnie obrobione, aby uniknąć wad powierzchniowych, które mogłyby zostać przeniesione na formowane części.
Bardzo ważne jest, aby pozbyć się widocznych śladów pozostawionych przez frezy na powierzchni formy poprzez dodatkową precyzyjną obróbkę, taką jak piaskowanie lub polerowanie. Stopień wymaganej obróbki precyzyjnej wpłynie na koszt i czas procesu obróbki formy.

Kontrola jakości procesu formowania wtryskowego
Formowanie wtryskowe to wysoce precyzyjna i wydajna metoda produkcji części z tworzyw sztucznych. Aby zapewnić wysoką jakość produktów z tworzyw sztucznych, należy wdrożyć ścisłą kontrolę procesu w całym procesie produkcyjnym. Zanim przejdziemy do krytycznych etapów wdrażania kontroli procesu formowania wtryskowego, krótko nakreślmy proces formowania wtryskowego.
Przegląd procesu formowania wtryskowego
Formowanie wtryskowe to proces topienia plastikowych polimerów, a następnie zestalania ich pod ciśnieniem w formie w celu nadania kształtu komponentowi. Ten ciągły cykl obejmuje wiele etapów. Po podgrzaniu żywicy z tworzywa sztucznego brama otworzy się, gdy do formy zostanie przyłożone odpowiednie ciśnienie. Następnie stopiony plastik jest wtryskiwany do formy.
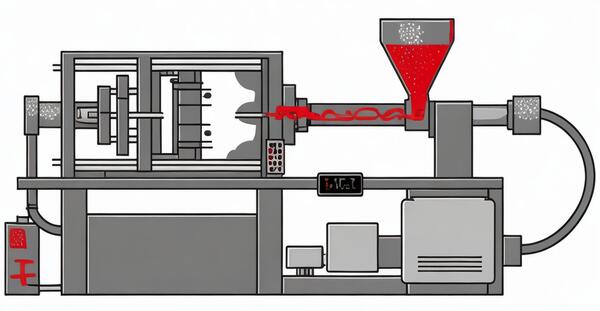
Gdy stopiona żywica dotrze do końca cylindra, drzwi się zamkną. Następnie dwie części formy są zamykane jednocześnie i utrzymywane razem przez ciśnienie zacisku. Po etapie utrzymywania ciśnienia śruba cofa się, a części stygną w formie. Po ostygnięciu części forma otwiera się, a trzpień wypychacza lub górna płyta wypycha części. Gotowe części są następnie gotowe do precyzyjnej obróbki.
Biorąc to pod uwagę, przyjrzyjmy się różnym aspektom kontroli procesu formowania wtryskowego:
Wybór i ustawienia maszyny
Wybór odpowiedniej wtryskarki i jej właściwe ustawienie pomoże kontrolować proces i tworzyć dobre części za każdym razem.

Weź pod uwagę następujące czynniki
Siła blokująca: Podczas formowania wtryskowego należy upewnić się, że maszyna ma wystarczającą siłę blokującą, aby utrzymać formę razem.
Rozmiar jednostki wtryskowej: Jednostka wtryskowa musi być wystarczająco duża, aby zapewnić wystarczającą ilość tworzywa sztucznego do wypełnienia formy bez jej przepełnienia lub niedopełnienia.
Typ i rozmiar ślimaka: Ślimak musi zapewniać dobrą jakość stopu i szybkość przepływu. Średnica ślimaka musi również zapewniać odpowiednią ilość tworzywa sztucznego i gęstość stopu.

Odchylenie temperatury: Maszyna powinna mieć dobry system kontroli temperatury, aby utrzymać tę samą temperaturę w całej formie.
Obsługa materiałów: Maszyna powinna mieć również dobry system przenoszenia materiałów, który może przenosić materiały z obszaru przechowywania bez brudzenia ich. Ogólnie rzecz biorąc, powinno być miejsce do śledzenia ważnych elementów procesu, takich jak temperatura, ciśnienie i czas trwania. Inżynierowie mechanicy powinni być w stanie sprawdzić, czy coś się zmienia i natychmiast to naprawić, aby gotowy produkt nie miał żadnych problemów.

Parametry procesu i optymalizacja
Jeśli chodzi o kontrolowanie procesu formowania wtryskowego, musisz mieć oko na wiele różnych rzeczy, aby upewnić się, że uzyskasz najlepsze wyniki. Oto kilka najważniejszych rzeczy, na które należy zwrócić uwagę:
Ciśnienie i prędkość wtrysku: Te dwie rzeczy kontrolują, jak szybko stopiony plastik dostaje się do formy. Ciśnienie powinno być wystarczająco wysokie, aby całkowicie wypełnić formę, ale nie tak wysokie, aby powodować wypływanie lub wypaczanie. Należy również upewnić się, że tworzywo sztuczne dostanie się do formy tak szybko, jak to możliwe, nie powodując bałaganu.

Temperatura wtrysku: Temperatura wtrysku wpływa na przepływ i lepkość tworzywa sztucznego. Tworzywo sztuczne powinno być podgrzane do temperatury topnienia i utrzymywane w stałej temperaturze przez cały proces wtrysku. Mechanicy mogą używać termopar do monitorowania i kontrolowania temperatury w różnych punktach gniazda formy.
Utrzymywanie ciśnienia i czas: Utrzymywanie ciśnienia powinno być w stanie zapobiec przepływowi materiału z powrotem do urządzenia wtryskowego. Czas izolacji powinien umożliwić całkowite schłodzenie i zestalenie tworzywa sztucznego. Czas ten zależy od grubości ścianki i złożoności części.

Czas chłodzenia: Wybór czasu chłodzenia powinien opierać się na właściwościach termicznych materiału i grubości ścianki elementu. Termopary mogą również pomóc w monitorowaniu czasu chłodzenia. Inżynierowie mechanicy mogą dostosować czas, zmieniając układ kanału chłodzącego lub zwiększając jego rozmiar.
Uruchomienie: System wyrzucania powinien zapewniać, że części i formy nie zostaną uszkodzone poprzez płynne i konsekwentne wyrzucanie. Siła wypychania powinna również zależeć od tego, jak duże i skomplikowane są części.

Kontrola jakości i inspekcja
Kontrola jakości i inspekcja są ważne, aby upewnić się, że formowane części są dobre. Robimy różne rzeczy, takie jak sprawdzanie, czy proces jest dobry, patrzenie na części, aby zobaczyć, czy wyglądają dobrze i testowanie części, aby sprawdzić, czy działają dobrze. Robimy te rzeczy, aby dowiedzieć się, co sprawia, że części nie są dobre i pomóc usprawnić proces.

Dobra kontrola jakości jest ważna, aby upewnić się, że formowane części są wolne od wad i problemów powierzchniowych oraz spełniają odpowiednie tolerancje i wymagania funkcjonalne. Należy przeprowadzać regularne kontrole jakości i inspekcje, aby upewnić się, że części spełniają odpowiednie standardy jakości, bezpieczeństwa i wydajności.
Typowe problemy projektowe związane z formowaniem wtryskowym tworzyw sztucznych i ich rozwiązania
Wady formowania wtryskowego mogą wystąpić podczas produkcji części i mogą bezpośrednio wpływać na funkcjonalność produktu. Wady te mogą być spowodowane wieloma różnymi czynnikami, w tym parametrami formowania i używanym materiałem.

Można jednak uniknąć wad konstrukcyjnych poprzez dostosowanie procesu formowania. Czasami, aby rozwiązać problem, konieczne może być przeprojektowanie formy lub zakup nowego sprzętu produkcyjnego.
Przyjrzyjmy się niektórym typowym problemom związanym z formowaniem wtryskowym i sposobom ich rozwiązania.
Kurczenie się i wypaczanie
Ślady skurczu są rodzajem wady formowania wtryskowego, które pojawiają się jako małe wgłębienia na powierzchni formowanej części. Zazwyczaj są one spowodowane kurczeniem się wewnętrznych elementów formowanej części, co powoduje zapadanie się materiału od zewnątrz do wewnątrz.
Wypaczenie to niepożądane zginanie i skręcanie części formowanych wtryskowo z powodu nierównomiernego skurczu wewnętrznego podczas procesu chłodzenia. Powoduje to nierównomierny nacisk w różnych obszarach wypraski. Naprężenia te powodują zginanie i skręcanie części podczas chłodzenia. Można to zaobserwować w częściach, które powinny być płaskie, ale mają szczeliny po umieszczeniu na płaskiej powierzchni.
Powód
Bardzo wysoka temperatura topnienia lub formy; Bardzo niskie ciśnienie trzymania lub wtrysku; Wady w konstrukcji formy; Niewystarczająca izolacja lub czas i ciśnienie chłodzenia.

Rozwiązanie
Upewnij się, że schładzasz ją powoli i przez długi czas, aby nie naprężyła się w środku; Upewnij się, że wszystkie ścianki są tej samej grubości, aby tworzywo sztuczne mogło przepływać przez formę w jednym kierunku; Przytrzymaj ją i schłódź, aby zewnętrzna część była zimna; Spraw, aby forma lub tworzywo sztuczne były zimniejsze.
Przyczepność krawędzi i komponentów
Cienkie linie dodatkowego materiału na krawędziach części nazywane są flashowaniem. Dzieje się tak, gdy część materiału trafia tam, gdzie nie powinna. Błyskanie to niewielki problem, ale jeśli uniemożliwia prawidłowe działanie części, jest to duży problem.

Gdy część przywiera do formy i nie można jej wyjąć, nazywa się to przywieraniem części.
Powód
Zła konstrukcja i kontrola układu wydechowego; Niewystarczająca siła zacisku; Zła konstrukcja formy i złe warunki formy; Zbyt duże ciśnienie wtrysku lub zbyt gorąca forma; Za mało środka antyadhezyjnego; Za mało czasu na schłodzenie.

Rozwiązanie
Upewnij się, że kanał wylotowy jest prawidłowy; mocno zaciśnij płytę, aby nie było żadnych szczelin; przerób formę, aby stopiony materiał płynął gładko i było wystarczająco dużo powietrza; załóż formę prawidłowo za pomocą odpowiednich materiałów, aby odpadła; Ustaw ciśnienie wtrysku, temperaturę formy i czas chłodzenia odpowiednio do używanego materiału.
Krótki strzał i ślady poparzeń
Gdy stopiony materiał nie może wypełnić całej formy, otrzymujemy krótki strzał. Oznacza to, że część nie jest kompletna po ostygnięciu i wyjęciu z formy. Krótkie strzały są złe, ponieważ mogą zepsuć wygląd i działanie części.

Przypalenia to czarne plamy rdzy na powierzchni lub krawędziach części. Zwykle nie uszkadzają one części, ale mogą stanowić duży problem, jeśli przepalą się przez część i sprawią, że nie będzie ona działać prawidłowo.
Powód
Niewystarczające ciśnienie; Powietrze utknęło i zatrzymuje przepływ plastiku; Używaj materiałów, które są naprawdę grube; Systemy bramy i prowadnicy są źle zaprojektowane; Temperatura jest zbyt wysoka.

Rozwiązanie
Otwórz więcej otworów wentylacyjnych lub dodaj więcej otworów wentylacyjnych, aby upewnić się, że masz lepszą wentylację; Użyj wystarczającej temperatury formy, aby uniknąć zbyt szybkiego i nierównomiernego chłodzenia materiału; Zwolnij prędkość wtrysku, aby zmniejszyć ryzyko uwięzienia powietrza; Zwiększ prędkość wtrysku i ciśnienie lub użyj cieńszych części, aby materiał lepiej płynął.
Otwory wentylacyjne i szczeliny
Kieszenie powietrzne są jednym z najpoważniejszych problemów w formowanie wtryskowe. Wyglądają jak uwięzione powietrze lub pęcherzyki w formowanych częściach. Te uwięzione pęcherzyki mogą powodować problemy strukturalne i kosmetyczne. Jeśli początkowe powietrze w formie stanie się wystarczająco gorące i sprężone, wybuchnie i uszkodzi formowane części i formę.

Pustki próżniowe to pęcherzyki powietrza w częściach formowanych wtryskowo. Producenci czasami nazywają te problemy kieszeniami powietrznymi. Chociaż osoby zajmujące się kontrolą jakości twierdzą, że puste przestrzenie są niewielkim problemem, większa ich ilość może osłabić formowane części.
Powód
Forma ma złą wentylację; Wnęka formy nie jest wypełniona równomiernie; Powietrze zostaje uwięzione i skompresowane, a następnie zapala się; Ciśnienie formowania jest niewystarczające; Materiał ma duże zmiany gęstości, więc łatwo o puste przestrzenie.

Rozwiązanie
Podnieść temperaturę formy; przerobić lub dostosować system kanałów i pozycjonowanie bramy; używać materiałów o niższej lepkości, aby uniknąć tworzenia się pęcherzyków; skrócić czas cyklu, aby uniknąć zgniecenia i zapłonu uwięzionego powietrza; zwiększyć ciśnienie wtrysku i pozbyć się uwięzionego powietrza w gnieździe formy.
Niedopasowanie i odchylenie linii podziału
Niedopasowane linie podziału stanowią problem, gdy dwie połówki formy nie są prawidłowo wyrównane. Może to spowodować pojawienie się szwów lub szczelin na linii podziału wypraski. Kiedy formowane części wyginają się lub wypaczają podczas chłodzenia, nazywa się to ugięciem. Oba te problemy mogą sprawić, że części nie będą spełniać zakładanych specyfikacji, co oznacza, że więcej części zostanie wyrzuconych, a mniej wyprodukowanych.

Powód
Siła zacisku nie jest równomierna; Części formy zmieniają rozmiar; Ciśnienie i temperatura wtrysku są zbyt wysokie; Forma rozszerza się, gdy jest gorąca; Za mało czasu na ostygnięcie formy
Rozwiązanie
Upewnij się, że forma jest prawidłowo zaciśnięta i wyrównana; Utrzymuj formę w stałej temperaturze przez cały proces formowania; Zoptymalizuj ustawienia formowania wtryskowego dla używanych materiałów; Obróbka cieplna po formowaniu może pomóc zmniejszyć naprężenia.

Wnioski
Technika formowania wtryskowego jest wszechstronną i wydajną technologią, która może wytwarzać wysokiej jakości niestandardowe części z tworzyw sztucznych dla różnych gałęzi przemysłu. Jednak bez przestrzegania zestawu wytycznych projektowych dotyczących formowania wtryskowego proces ten jest niekompletny. Niniejszy artykuł pozwoli ci w pełni zrozumieć, czego potrzebujesz i jak ukończyć ten proces.
Zasady projektowania form wtryskowych omówione w tym artykule pomogą zoptymalizować proces, zapewnić opłacalną produkcję i skrócić czas cyklu. Koszt błędów projektowych jest wysoki. Skontaktuj się z Zetar Mold, aby dowiedzieć się więcej na temat formowanie wtryskowe design. Jesteśmy zawsze gotowi pomóc w osiągnięciu lepszych wyników.






