 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Formowanie wtryskowe to proces produkcyjny, który nosi wiele nazw, w zależności od używanego materiału. Jednym z tych materiałów jest ABS, a ten artykuł będzie dotyczył formowania tworzyw sztucznych ABS.

Co to jest ABS do formowania wtryskowego?
ABS to skrót od akrylonitrylo-butadieno-styrenu. Jest to tworzywo sztuczne składające się z trzech monomerów, z których każdy wnosi swoje własne właściwości do tworzywa polimerowego, zapewniając mu szeroki zakres wydajności.

ABS ma wiele zalet. Ma odporność chemiczną, twardość i odporność na ciepło. Odporność na uderzenia i wytrzymałość zawdzięcza butadienowi, a wytrzymałość i połysk styrenowi. I jest to jedno z najtańszych tworzyw sztucznych. Co więcej, jest to jeden z najłatwiejszych w użyciu plastików. formowanie wtryskowe ponieważ jest tak łatwy do przetworzenia.
Dlaczego warto wybrać ABS jako materiał do formowania wtryskowego?
ABS jest mocnym i wytrzymałym tworzywem sztucznym, ale nie jest tak odporny na promienie UV. Nie można go więc używać na zewnątrz. Ale ludzie, którzy produkują części, wymyślili, jak zmienić ABS, dodając do niego różne rzeczy. Dodają do niego włókna akrylowe, szklane i ze stali nierdzewnej, aby można go było używać na zewnątrz. Te rzeczy zmieniają sposób działania ABS, dzięki czemu można go używać do wielu rzeczy.

Te właściwości i możliwości manipulacji sprawiają, że ABS jest najczęściej stosowanym polimerem w procesie formowania wtryskowego. Chcesz dowiedzieć się, w jaki sposób tworzywo to jest wykorzystywane do tworzenia różnych gotowych produktów? W takim razie czytaj dalej.
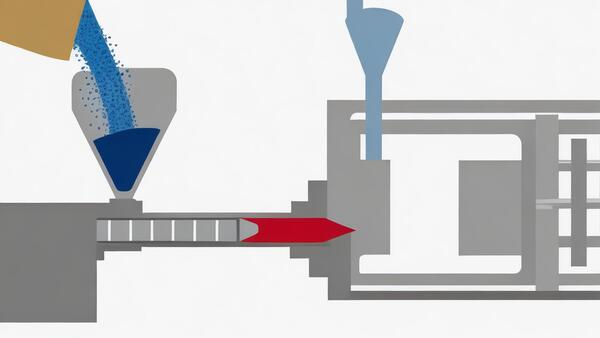
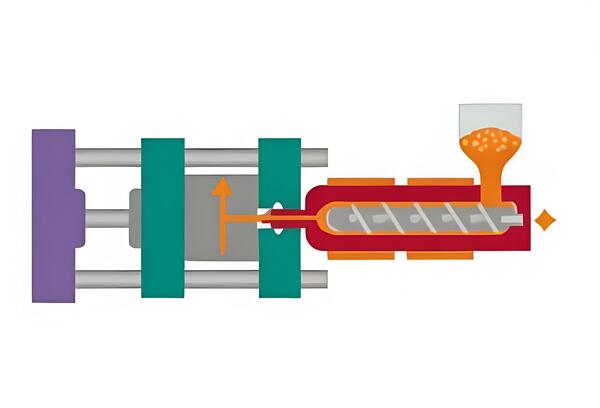
Jak wygląda proces formowania wtryskowego ABS?
Wstępna obróbka materiału
Przed użyciem plastiku ABS do produkcji należy go odpowiednio wysuszyć. Temperatura suszenia wynosi 80-85°C przez 2-4 godziny. Innym sposobem suszenia jest użycie leja suszącego o temperaturze 80°C. Można to jednak robić tylko przez 1-2 godziny.

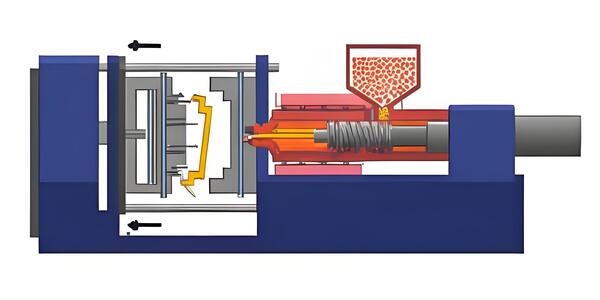
Kalibracja maszyny do formowania wtryskowego
Po przygotowaniu materiału, kolejnym krokiem jest ustawienie wtryskarki ABS. Oznacza to ustawienie parametrów takich jak stopień sprężania, siła zacisku i ciśnienie wtrysku. Typowe wartości dla tych parametrów to: stopień sprężania większy niż 2, siła zacisku między 4700 a 62000 t/m², ciśnienie wtrysku większe niż 1500 barów.

Projektowanie form i bram
Forma jest bardzo ważna dla formowania produktów ABS. Projektowanie formy i bramy jest więc bardzo ważne dla całego procesu formowania wtryskowego. Zazwyczaj grubość form ABS wynosi od 0,025 do 0,05 mm, podczas gdy długość bramy jest ustawiona poniżej 1 mm.

Ponadto średnica kanału, przez który przepływa stopiony ABS, jest ustawiona na 3 mm, a szerokość otworów wentylacyjnych wynosi 4-6 mm. Wreszcie, temperatura formy jest zawsze utrzymywana w zakresie 60-65°C.
Temperatura wtrysku
Temperatura używana do wtryskiwania tworzywa ABS do formy zależy od rodzaju używanego tworzywa ABS. Oto kilka popularnych rodzajów plastiku ABS i temperatury, których należy użyć do ich formowania:
Stopień trudnopalności: 200-240°C, najlepsza temperatura to 220-230°C;
Stopień galwanizacji: 250-275°C, najlepsza temperatura to 270°C;
Klasa wzmocniona włóknem szklanym: 230°C - 270°C;
Wysoka udarność: 220°C - 260°C, najlepsza temperatura to 250°C;
Klasa odporności termicznej: 240°C - 280°C, najlepsza temperatura to 265°C - 270°C.
Prędkość formowania wtryskowego
Szybkość formowania wtryskowego zależy od gatunku tworzywa ABS i wymagań gotowego produktu. Na przykład, trudnopalne tworzywo ABS może wykorzystywać tylko wolniejsze prędkości formowania wtryskowego. Ponadto produkty wymagające precyzyjnej obróbki powierzchni mogą wymagać formowania wtryskowego z dużą prędkością.
Czas przebywania
Czas przebywania to czas potrzebny na przemieszczenie się tworzywa sztucznego z cylindra wtryskarki do formy. W przypadku ABS czas oczekiwania wynosi zwykle 5-6 minut w temperaturze poniżej 265°C. Jednak w przypadku trudnopalnych gatunków ABS czas oczekiwania jest krótszy, a temperatura niższa.
Ciśnienie wsteczne
Aby zapobiec zużyciu, zaleca się utrzymywanie przeciwciśnienia na jak najniższym poziomie podczas formowania wtryskowego ABS. Dopuszczalne ciśnienie wynosi zwykle około 5 barów.

Czyszczenie
Niektóre gatunki ABS mają tendencję do przyklejania się do śruby formy po wyrzuceniu części. Dlatego najlepszym sposobem czyszczenia jest odczekanie, aż pozostałości zeszlifują się, a następnie dokładne wyczyszczenie komory wtryskarki polistyrenem.
Jakie są zalety formowania wtryskowego ABS?
Formowanie wtryskowe ABS jest jedną z najpopularniejszych metod formowania tworzyw sztucznych. I jest ku temu dobry powód. Stosowanie formowania wtryskowego ABS ma wiele zalet. Niektóre z tych zalet obejmują:

Formowanie wtryskowe
ABS to tworzywo sztuczne, które jest łatwe w obróbce, dzięki czemu można z niego tworzyć złożone części. Jest to twardy plastik, dzięki czemu można tworzyć części, które działają dobrze, nawet w trudnych warunkach.
Wysoka wytrzymałość na rozciąganie
Części formowane z ABS charakteryzują się wysoką wytrzymałością na rozciąganie, dzięki czemu nadają się do zastosowań wymagających przenoszenia dużych obciążeń. Tworzywo to może wytrzymać duże wstrząsy mechaniczne, dzięki czemu jest przystępną cenowo opcją do zastosowań wymagających dużej rozciągliwości.

Możliwość recyklingu
ABS jest doskonałym materiałem do recyklingu, ponieważ można go rozkładać i mieszać z nowym ABS w celu wytworzenia nowych części.
Efektywność energetyczna
Maszyny do formowania plastiku ABS doskonale radzą sobie z przetwarzaniem tego tworzywa termoplastycznego. Są wydajne i mocne, więc mogą to robić w kółko. Energooszczędne systemy mogą również pomóc zaoszczędzić energię i czas.

Wszechstronne zastosowania
Formowanie tworzyw sztucznych ABS zapewnia również wszechstronne zastosowania. Proces ten jest odpowiedni dla szerokiej gamy żywic ABS w różnych rozmiarach, z doskonałymi możliwościami integracji. Ta elastyczność zapewnia produkcję komponentów dla szerokiej gamy branż.

Dokładna odtwarzalność
Formowanie wtryskowe ABS to proces, w którym powstają złożone części do skomplikowanych zastosowań. Zwykle ogranicza się do innych Procesy formowania wtryskowego.

Zdolność do stosowania komplementarnych technologii i kontrolowanego formowania wtryskowego zapewnia, że kształty są wykonywane w ten sam sposób za każdym razem, a formowane części są wysokiej jakości. Ponadto materiał ten zachowuje swoje właściwości i wydajność nawet wtedy, gdy robi się naprawdę gorąco lub naprawdę zimno.
Jakie są wady formowania wtryskowego ABS?
ABS, jak wszystko inne, ma swoje wady. Niektóre z tych wad obejmują
Słaba odporność na zmęczenie
Części ABS są zazwyczaj wytrzymałe, ale nie są w stanie przenosić dużych obciążeń przez długi czas, ponieważ nie są odporne na zmęczenie. Części z tworzywa ABS mogą ulec uszkodzeniu, jeśli zawsze będą narażone na duże obciążenia.
Słaba odporność na promieniowanie UV
Jedną z największych wad plastiku ABS jest to, że nie wytrzymuje on dobrze światła słonecznego. Pod wpływem światła słonecznego dość łatwo się psuje. Kiedy jednak produkuje się części z plastiku ABS, dodaje się do niego dodatki, które sprawiają, że lepiej wytrzymuje światło słoneczne.

High Smoke Evolution
Chociaż ten materiał nie jest toksyczny dla ludzi, wytwarza dym, gdy go produkujemy. Ten dym nie jest dobry dla ludzi, którzy obsługują maszyny i je naprawiają.

Spalanie materiału
Jeśli nie będziesz ostrożny, możesz spalić materiał podczas formowania wtryskowego ABS. Dzieje się tak, ponieważ uwięzione gazy mogą wytworzyć ciśnienie i spowodować zapłon. Ostatecznie dojdzie do spalenia materiału.

Wysoki koszt formowania
Wiemy, że jako zautomatyzowany proces, koszt części wykonanych metodą formowania wtryskowego ABS jest niski. Jednak podobnie jak początkowy koszt inwestycji, koszt formy jest również wysoki, co jest uważane za główną wadę.

Jakie czynniki należy wziąć pod uwagę w procesie formowania wtryskowego ABS?
Kiedy próbujesz rozpocząć partię formowania wtryskowego ABS, jest kilka rzeczy, które muszą być na swoim miejscu. Mają one kluczowe znaczenie dla pomyślnego formowania części.
Wilgoć w materiale przed formowaniem
Tworzywo ABS ma pewną higroskopijność (pochłania wilgoć z powietrza), a także pochłania wilgoć z otoczenia. Jednak wilgoć w formowanym plastiku ABS może powodować wady w strukturze plastiku. Dlatego też należy upewnić się, że używany plastik ABS jest odpowiednio wysuszony.

Jeśli w materiale znajduje się tworzywo ABS, będzie ono absorbować wilgoć. Dlatego przed przystąpieniem do obróbki należy upewnić się, że materiał jest suchy. Jeśli materiał nie zostanie wysuszony, pojawią się problemy. Główne problemy to wyższe koszty i dłuższy czas pracy. Ponadto, jeśli materiał nie zostanie wysuszony, wypraski będą mętne.

Żaroodporna żywica ABS pochłania wilgoć z atmosfery podczas przechowywania i transportu. Zakres absorpcji wilgoci wynosi od 0,2% do 0,4%.

Jednak przed przystąpieniem do formowania tworzyw sztucznych ABS należy drastycznie zmniejszyć zawartość wilgoci do 0,05% lub mniej. Pomoże to zapobiec wadom formowania wtryskowego podczas procesu. Temperatura suszenia wynosi 80-95 ℃, a czas suszenia wynosi XNUMX-XNUMX godzin.
Kontrola temperatury
Kontrola temperatury jest bardzo ważna podczas formowania wtryskowego ABS, ponieważ przegrzanie plastiku może spowodować jego degradację. Degradacja ta ma miejsce, gdy wiązania chemiczne w plastiku pękają, co może powodować pojawienie się brązowych plamek na gotowej części.

Bardzo ważne jest, aby używać wtryskarki z dobrą kontrolą temperatury. Na przykład, podczas produkcji części ABS o wysokim połysku, temperatura stosowana w produkcji jest wyższa niż zwykle. Należy jednak pamiętać, że im wyższa temperatura stosowana w procesie Proces formowania wtryskowegotym krótszy powinien być czas naświetlania.
Projektowanie części i form
Projektowanie części przed formowaniem wtryskowym może określić, czy część może zostać wykonana. Oto kilka ogólnych zasad projektowania części ABS:

Grubość ścianki części powinna być taka sama na całym obwodzie. Jeśli tak nie jest, średnia grubość powinna mieścić się w zakresie 25%. Jest to ważne, ponieważ jeśli grubość ścianki nie jest taka sama na całym obwodzie, może to powodować naprężenia w części.
Również grubość ścianki powinna określać rozmiar promienia. Stosunek promienia do grubości ścianki nie powinien być mniejszy niż 0,3. Złota zasada mówi, że im większy promień, tym mniejsze naprężenia. Promień musi być jednak utrzymany w rozsądnym zakresie, ponieważ zbyt duży promień pozostawi wgniecenie w części.

Grubość formy powinna wynosić od 0,025 do 0,05 mm. Długość bramki powinna wynosić około 1 mm, średnica kanału powinna wynosić około 3 mm, a szerokość odpowietrznika powinna wynosić od 4 do 6 mm.
Wreszcie, proces chłodzenia formy wtryskowej musi być zaprojektowany w najlepszy możliwy sposób, aby zapobiec problemom ze skurczem.

Ciśnienie wtrysku
W przeciwieństwie do innych materiałów stosowanych w formowaniu wtryskowym, tworzywo ABS ma wysoką lepkość, co oznacza konieczność stosowania wysokiego ciśnienia wtrysku. Nie jest to dobre dla prostych, małych lub grubych produktów. Jeśli jednak zbytnio zwiększysz ciśnienie wtrysku, formowane części skleją się ze sobą z powodu zwiększonego tarcia.

Ponadto oddzielanie formowanych części zwiększa koszty produkcji. Z drugiej strony, niskie ciśnienie może powodować zwiększony skurcz formy, co skutkuje niską jakością części, która jest nie do zaakceptowania.
Prędkość wtrysku
Szybkość wtrysku jest również ważna dla uzyskania dobrej części. Zbyt szybki wtrysk może spowodować spalenie lub termiczną degradację tworzywa sztucznego. Zbyt szybki wtrysk może również spowodować utratę połysku, linie spawów i przebarwienia.
Jeśli jednak prędkość jest zbyt niska, forma nie wypełni się wystarczająco. Należy więc zrównoważyć pęd, aby prawidłowo przetworzyć materiał. Ponadto potrzeba mniej tworzywa ABS do wtrysku, aby zapewnić stabilność wymiarową niż w przypadku innych tworzyw sztucznych. Potrzebujesz więc mniej materiału, aby go przetworzyć bez zmiany technologii.
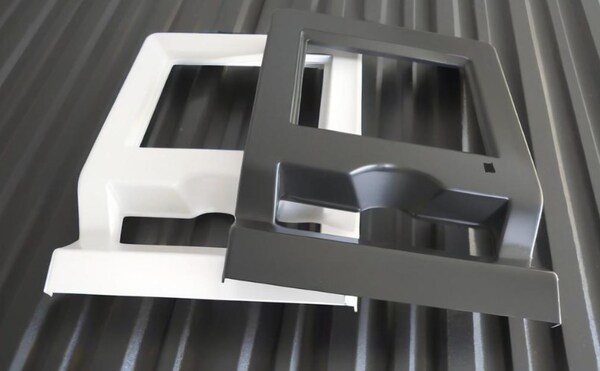
Jakie są zastosowania formowania wtryskowego ABS?
Tworzywo ABS jest wykorzystywane w wielu branżach. Jest łatwy w formowaniu, tani w produkcji i może wytrzymać wiele. Dlatego producenci go uwielbiają. Oto kilka przykładów branż, które wykorzystują części z tworzywa ABS:

Construction Biz: Tworzywo ABS jest używane przez producentów do produkcji rur i kształtek do budynków, ponieważ może wytrzymać uderzenia i jest odporne na chemikalia.
Car Biz: Tworzywo ABS jest popularnym materiałem do produkcji lekkich części samochodowych. Niektóre części samochodowe z ABS to pasy bezpieczeństwa, ograniczniki drzwi, listwy słupków, części deski rozdzielczej itp.

Przemysł konsumencki: Tworzywo ABS jest stosowane w wielu urządzeniach gospodarstwa domowego, takich jak roboty kuchenne, odkurzacze, wkłady do lodówek itp.
Zastosowania komercyjne: Technologia ta jest wykorzystywana w przemyśle komercyjnym, zwłaszcza w produktach gospodarstwa domowego. Produkty te obejmują wkłady do lodówek, odkurzacze, panele sterowania i roboty kuchenne.
Przemysł elektryczny : ABS jest stosowany w przemyśle elektrycznym do produkcji obudów elektronicznych i klawiatur komputerowych.

Jakie są koszty procesu formowania wtryskowego ABS?
Jeśli chcesz produkować niektóre części przy użyciu procesu formowania wtryskowego, najlepiej jest zrozumieć koszt całego procesu przed rozpoczęciem produkcji. Aby oszacować związane z tym koszty, należy wziąć pod uwagę różne czynniki kosztowe.
Koszt sprzętu
Jeśli zamierzasz kupić sprzęt, będziesz musiał zapłacić za niego dużo pieniędzy. Nie tylko będziesz musiał kupić sprzęt, ale także będziesz musiał go konserwować, co będzie kosztować dużo pieniędzy. Dlatego najbardziej opłacalną rzeczą jest zlecenie produkcji na zewnątrz.

Koszt pleśni
Zwiększy to koszt formowania wtryskowego ABS. Istnieją dwa główne sposoby tworzenia form wtryskowych: Obróbka CNC i druk 3D. Spośród tych metod, koszt form do druku 3D dla małych partii jest niski. W przypadku produkcji na dużą skalę lub złożonych form stalowych koszt jest wysoki.

Koszt usługi
Koszty obejmują wynagrodzenie osoby wykonującej pracę oraz konfigurację i konserwację maszyny. Parametry brane pod uwagę obejmują:
Koszt monitorowania: Jest to koszt operatora maszyny.
Koszt konfiguracji: Czas potrzebny na zainstalowanie formy i wykonanie gotowej części.
Koszt naprawy: Koszty naprawy obejmują naprawę wadliwych części, a także narzędzia do konserwacji sprzętu.
Chociaż nie ma ustalonej ceny za formowanie ABS, ogólna zasada jest taka, że im więcej części produkujesz, tym niższa jest cena za sztukę.

Wnioski
ABS jest jednym z najczęściej stosowanych tworzyw sztucznych do formowanie wtryskowe. Jest cenny, ponieważ jest odpornym na ciepło termoplastycznym i trwałym materiałem, dlatego jest przydatny w wielu dziedzinach życia. Formowanie wtryskowe ABS może wydawać się łatwe do wdrożenia.
Jednak związane z tym szczegóły techniczne są zrozumiałe tylko dla ekspertów. W technikach formowania wtryskowego abs dokładność projektu gniazda formy bezpośrednio wpływa na jakość i wydajność gotowego produktu. Dlatego ważne jest, aby zlecić formowanie wtryskowe ABS firmie, która naprawdę rozumie ten proces produkcyjny.

W Zetar Mold dysponujemy zaawansowaną technologią produkcji i zasobami, aby zapewnić profesjonalny proces formowania wtryskowego tworzyw sztucznych, w tym formowanie wtryskowe tworzyw sztucznych, szybkie oprzyrządowanie i formowanie wtryskowe itp. Tak więc, jeśli masz jakieś plastikowe usługi formowania wtryskowego tworzyw sztucznych, prosimy o kontakt z Zetar Mold.






