 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Formowanie wtryskowe to całkiem fajna metoda produkcji. Istnieje już od jakiegoś czasu i przyspiesza produkcję. Szybkość i łatwość produkcji są kluczowymi czynnikami w produkcji, zwłaszcza masowej, ponieważ przynosi to wiele korzyści. Zalety te obejmują niższe koszty rozwoju, wyższą dokładność prognoz, szybsze innowacje i większy udział w rynku.
Co oznacza formowanie wtryskowe?
Formowanie wtryskowe to proces produkcyjny, w którym bierzesz trochę stopionego materiału i wlewasz go do formy. Następnie pozwala się mu ostygnąć i stwardnieć. Następnie wyjmuje się go z formy. Proces ten można wykorzystać do wyprodukowania jednej rzeczy, ale zazwyczaj używa się go do produkcji wielkoseryjnej.
Materiał wlewany do formy to zazwyczaj plastik lub guma. Ponieważ produkuje dużo rzeczy naprawdę szybko i zawsze jest dobra, formowanie wtryskowe jest używany wszędzie do produkcji części elektrycznych, części samochodowych, tanich tworzyw sztucznych, części mebli i wszelkiego rodzaju innych rzeczy.
Jakie są główne parametry formowania wtryskowego?
Cykl formowania wtryskowego obejmuje wiele elementów, które należy sprawdzić, aby uzyskać dobre części z tworzyw sztucznych. Niektóre z tych rzeczy to:

Ciśnienie wtrysku: Chodzi o to, jak mocno wciskasz plastik do formy. Ważne jest, aby upewnić się, że forma wypełnia się prawidłowo, a części wychodzą dobrze.
Temperatura formy: Jest to temperatura formy podczas produkcji części. Wpływa to na przepływ tworzywa sztucznego, sposób schładzania części i ich jakość.
Ciśnienie dyszy: Jest to siła, z jaką tworzywo sztuczne jest wtłaczane do formy z dyszy. Jest to część ciśnienia wtrysku, ale jest to tylko ciśnienie w formie.
Wskaźnik odzysku: Jak szybko materiał odbija się po zgnieceniu podczas procesu wtrysku.
Wskaźnik skurczu: Jak bardzo uformowana część kurczy się od stanu stopionego do stanu stałego.
Siła zacisku: Siła, która utrzymuje połówki formy razem podczas wtryskiwania i chłodzenia tworzywa sztucznego.

Prędkość obrotowa śruby: Jak szybko obraca się śruba wewnątrz cylindra wtryskarki. Prędkość ślimaka kontroluje, jak szybko tworzywo sztuczne jest wpychane do gniazda formy i wpływa na to, jak długo trwa napełnianie i chłodzenie.
Jakie są warunki procesu formowania wtryskowego?
Kontrola temperatury
Temperatura beczki
Temperatury, które należy kontrolować w procesie formowania wtryskowego, obejmują temperaturę cylindra, temperaturę dyszy i temperaturę formy. Pierwsze dwie temperatury wpływają głównie na plastyfikację i przepływ tworzywa sztucznego, podczas gdy ostatnia temperatura wpływa głównie na przepływ i chłodzenie tworzywa sztucznego. Każdy rodzaj tworzywa sztucznego ma inną temperaturę płynięcia.
Różne źródła lub marki tego samego rodzaju tworzyw sztucznych mają różne temperatury płynięcia i rozkładu. Wynika to z ich różnej średniej masy cząsteczkowej i rozkładu masy cząsteczkowej. Proces plastyfikacji tworzyw sztucznych w różnych typach wtryskarek jest również inny, więc temperatura beczki jest również inna.

Temperatura dyszy
Temperatura dyszy jest zwykle nieco niższa niż maksymalna temperatura cylindra. Ma to na celu zapobieganie "zjawisku ślinienia", które może wystąpić w dyszy przelotowej. Temperatura dyszy nie może być zbyt niska, w przeciwnym razie spowoduje to przedwczesną koagulację stopu i zablokowanie dyszy lub wpłynie na wydajność produktu z powodu wtrysku przedwczesnej koagulacji do gniazda formy.
Temperatura formy
Temperatura formy jest bardzo ważna dla wewnętrznej wydajności i widocznej jakości produktu. Temperatura formy zależy od obecności lub braku krystaliczności tworzywa sztucznego, rozmiaru i struktury produktu, wymagań dotyczących wydajności i innych warunków procesu (temperatura stopu, prędkość wtrysku i ciśnienie wtrysku, cykl formowania itp.)

Kontrola ciśnienia
Ciśnienie w procesie formowania wtryskowego obejmuje ciśnienie plastyfikacji i ciśnienie wtrysku, które bezpośrednio wpływają na plastyfikację tworzywa sztucznego i jakość produktu.
Ciśnienie plastyfikujące
(Ciśnienie wsteczne) Podczas korzystania z wtryskarki ślimakowej ciśnienie na górze ślimaka, gdy ślimak obraca się do tyłu, nazywane jest ciśnieniem uplastyczniającym, znanym również jako ciśnienie wsteczne. Wielkość tego ciśnienia można regulować za pomocą zaworu przelewowego w układzie hydraulicznym.
Podczas wtryskiwania wielkość ciśnienia plastyfikacji nie zmienia się wraz z prędkością obrotową ślimaka. Jeśli zwiększysz ciśnienie plastyfikacji, zwiększysz temperaturę stopu, ale spowolnisz plastyfikację. Ponadto zwiększenie ciśnienia plastyfikacji często może sprawić, że temperatura stopu będzie jednolita, barwnik wymiesza się równomiernie, a gaz zostanie odprowadzony ze stopu.

Ogólnie rzecz biorąc, chcesz użyć jak najmniejszego ciśnienia, aby stopić plastik i stworzyć dobrą część. Dokładna wartość zależy od tworzywa sztucznego, ale zwykle jest to mniej niż 20 kg/cm2.
Ciśnienie wtrysku
W większości dzisiejszych wtryskarek ciśnienie wtrysku jest określane przez ciśnienie wywierane przez tłok lub górną część ślimaka na tworzywo sztuczne (przeliczone z ciśnienia w obwodzie oleju). Celem ciśnienia wtrysku w formowaniu wtryskowym jest pokonanie oporu przepływu tworzywa sztucznego z cylindra do wnęki, kontrolowanie szybkości napełniania stopu i pakowanie stopu.

Cykl formowania
Cykl formowania jest bezpośrednio związany z wydajnością pracy i wykorzystaniem sprzętu. Dlatego w procesie produkcji należy maksymalnie skrócić odpowiedni czas w cyklu formowania, zapewniając jednocześnie jakość. W całym cyklu formowania czas wtrysku i czas chłodzenia są najważniejsze i mają decydujący wpływ na jakość produktu.
Inny czas w cyklu formowania jest związany z tym, czy proces produkcji jest ciągły i zautomatyzowany, a także ze stopniem ciągłości i automatyzacji.

Jakie są najczęściej używane materiały do formowania wtryskowego?
Wybór tworzyw sztucznych nie jest przypadkowy; to strategiczna decyzja oparta na tym, co jest wytwarzane. Niezależnie od tego, czy chodzi o przezroczystość poliwęglanu w częściach optycznych, czy odporność na zużycie nylonu w częściach mechanicznych, każdy materiał odgrywa istotną rolę w powodzeniu procesu formowania wtryskowego.

Polipropylen (PP)
PP, czyli polipropylen, jest wszechstronnym tworzywem termoplastycznym stosowanym w formowanie wtryskowe. Jest lekki, odporny na chemikalia i wytrzymuje duże zużycie. Dlatego jest tak popularny w produkcji opakowań, pojemników i części samochodowych.

Akrylonitryl-butadien-styren (ABS)
ABS jest znany ze swojej wytrzymałości, odporności na uderzenia i stabilności wymiarowej. Właściwości te, wraz z możliwością łatwego formowania i barwienia, sprawiają, że ABS jest najlepszym wyborem do produkcji towarów konsumpcyjnych, części samochodowych i obudów elektronicznych.
Polietylen (PE)
Polietylen (PE) jest lekkim tworzywem sztucznym, znanym z tego, że jest elastyczny i tani. Występuje w różnych rodzajach, takich jak HDPE i LDPE, które mogą być wykorzystywane w wielu różnych branżach, od opakowań i pojemników po produkty rolne i zabawki.

Polistyren (PS)
Polistyren (PS) jest przezroczysty, twardy i tani. Polistyren jest często używany w produktach jednorazowego użytku, takich jak opakowania, pojemniki na żywność i sztućce, i jest lubiany ze względu na łatwość formowania i niską cenę.
Nylon (PA 6)
Nylon, zwłaszcza nylon 6 lub PA 6, jest znany z tego, że jest mocny, wytrzymały i odporny na ścieranie. Świetnie nadaje się do produkcji części mechanicznych i jest często stosowany w takich elementach jak koła zębate, łożyska i inne części, które muszą być produkowane w dużych ilościach, wytrzymywać przez długi czas i być wykonane bardzo precyzyjnie.

Poliwęglan (PC)
PC, czyli poliwęglan, jest znany z tego, że jest przezroczysty, wytrzymały i odporny na wysokie temperatury. Dlatego też jest używany do produkcji soczewek okularowych, części komputerowych i przezroczystych rzeczy, które nie pękają w wielu różnych branżach.
Polioksymetylen (POM)
POM, znany również jako acetal lub Delrin, to super wytrzymałe tworzywo konstrukcyjne o dużej stabilności wymiarowej. Doskonale nadaje się do produkcji kół zębatych, tulei i innych precyzyjnych części, ponieważ ma niskie tarcie i zużycie oraz dobrze radzi sobie z chemikaliami.

Czym jest sprzęt do formowania wtryskowego?
Jakie są rodzaje maszyn do formowania wtryskowego?
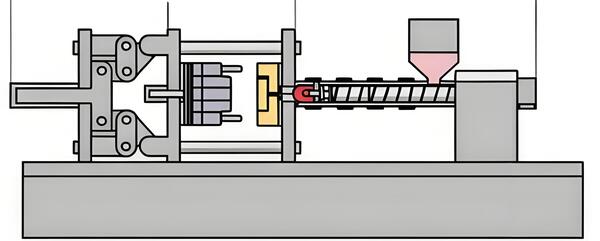
Istnieją pionowe, poziome, kątowe, obrotowe i mimośrodowe typy wtryskarek w zależności od ich wyglądu. Obecnie najczęściej stosowany jest typ poziomy. W zależności od sposobu, w jaki tworzywa konstrukcyjne są topione i uplastyczniane w cylindrze, istnieją dwa powszechnie stosowane typy: tłokowy i ślimakowy.

Wtryskarka tłokowa była rzadko rozwijana w ostatnich latach ze względu na jej wady, takie jak niska wydajność plastyfikacji, nierównomierna plastyfikacja, duża utrata ciśnienia wtrysku i niska prędkość wtrysku. Najczęściej używana jest wtryskarka ze ślimakiem tłokowym.
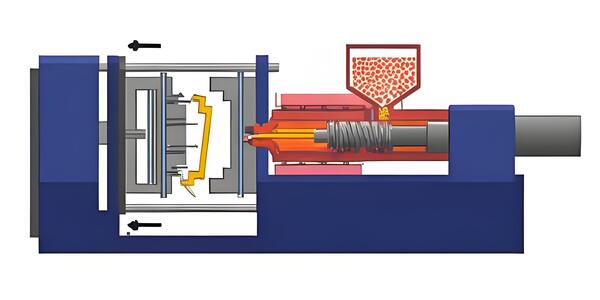
Jakie są podzespoły wtryskarki?
Hopper: Jest to pojemnik znajdujący się w górnej części wtryskarki, w którym przechowywane są surowce (zwykle plastikowe granulki lub żywica). Podaje on materiał do cylindra wtryskarki.

Lufa: Jest to długa rura wewnątrz wtryskarki, w której surowce są topione i mieszane. Znajduje się w niej śruba i grzałka.
Śruba: Jest to element, który porusza się tam i z powrotem wewnątrz beczki. Topi i miesza surowce, a następnie wtryskuje je do formy.

Grzałki: Służą one do podgrzewania cylindra wtryskarki, utrzymując temperaturę wymaganą do stopienia surowców. Upewniają się, że materiał przepływa prawidłowo, a forma jest odpowiednia.
Płyta: Jest to jedna z dwóch płyt, które utrzymują dwie połówki razem podczas procesu formowania wtryskowego. Może poruszać się do przodu i do tyłu, aby otwierać i zamykać formę, dzięki czemu można wyjąć część i zmienić formę.
Dysza: Jest to miejsce, w którym stopiony plastik wychodzi z beczki i trafia do formy. Upewnia się, że plastik trafia do formy w ładny, równomierny sposób.

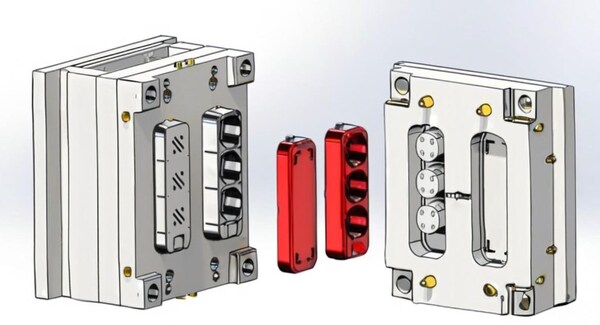
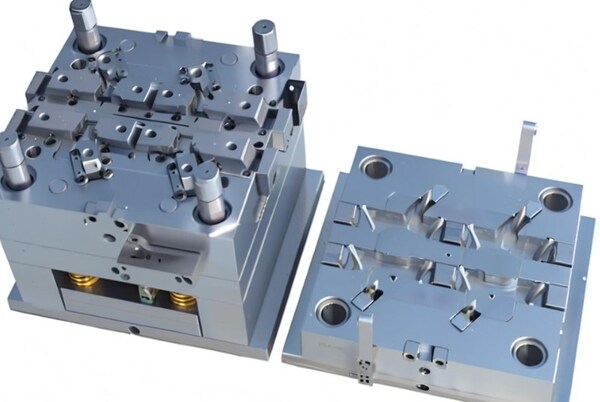
Formy wtryskowe do tworzyw sztucznych: Fantazyjne narzędzie, zwykle wykonane ze stali lub aluminium, które nadaje kształt plastikowej części. Ma dwie połówki (rdzeń i wgłębienie), które łączą się, tworząc otwór, do którego trafia stopiony plastik, a następnie twardnieje.
Wnęka formy: Jest to otwór lub wgniecenie w formie, do którego trafia stopiony plastik, aby stworzyć ostateczną część. Ma kształt dokładnie taki, jak część, którą chcesz wykonać.
Jakie są rodzaje formowania wtryskowego?
Overmolding
Overmolding to proces, w którym do produkcji części wykorzystuje się dwa różne materiały. Formuje się pierwszy materiał, a następnie formuje się drugi materiał na wierzchu pierwszego formowania, zanim ostygnie. Tworzy to silne połączenie między dwoma materiałami. Technologia ta pozwala tworzyć części, które wyglądają lepiej i działają lepiej, a do ich wykończenia nie trzeba wykonywać żadnej dodatkowej pracy.
Formowanie wkładek
Formowanie wtryskowe jest jak obtryskiwanie. W tej technice formowania wtryskowego wstępnie uformowany przedmiot umieszcza się w formie przed wlaniem stopionego materiału. Chodzi o to, aby umieścić wstępnie uformowany materiał w formowanym obiekcie. Jednym z zastosowań formowania wtryskowego jest umieszczanie metalowych otworów na śruby w plastikowych częściach.

Formowanie wtryskowe metali
W tej metodzie miesza się drobno sproszkowany metal z woskiem, spoiwem polipropylenowym lub innymi polimerami w celu uzyskania mieszanki surowca. Następnie wstrzykuje się ją do formy i chłodzi. Gdy stwardnieje, zdejmuje się część maskowania za pomocą procesów katalitycznych i rozpuszczalników.
Odlewanie ciśnieniowe, znane również jako odlewanie wysokociśnieniowe, to proces wtłaczania stopionego metalu do wnęki pod wysokim ciśnieniem. Oto jak to działa:

Najpierw przygotowuje się formę (matrycę), co oznacza smarowanie wnęki formy, aby odlew łatwo wyszedł i kontrolowanie temperatury. Następnie zamyka się odlew i wtryskuje stopiony metal pod stosunkowo wysokim ciśnieniem, od 1500 do 25400 psi. Produkty odlewane ciśnieniowo są wykonane z metali nieżelaznych, takich jak miedź, cynk, aluminium i ołów.
Wtrysk cienkościenny
To Proces formowania wtryskowego jest używany do produkcji części z tworzyw sztucznych o bardzo cienkich ściankach, takich jak opakowania żywności, części wyposażenia i przyrządy laboratoryjne. Rozmiar tych części jest większy niż ich grubość. Proces wytwarzania cienkich ścianek jest trudniejszy niż inne procesy.

Formowanie wtryskowe w skali mikro
Mikrowtryskiwanie to proces formowania wykorzystywany do produkcji niewielkich plastikowych części o wadze od 1 do 0,1 grama. Pomaga wytwarzać mikroczęści o różnych złożonych geometriach z maksymalną precyzją i dokładnością.
Formowanie wtryskowe wspomagane gazem
Podczas formowania wtryskowego grubych części z tworzyw sztucznych istnieje ryzyko, że stopiony plastik wypaczy części podczas chłodzenia. Wtrysk wspomagany gazem zapobiega temu zjawisku. Gdy stopiony plastik twardnieje, gaz dostaje się do formy przez kanał gazowy, tworząc gładką powierzchnię.

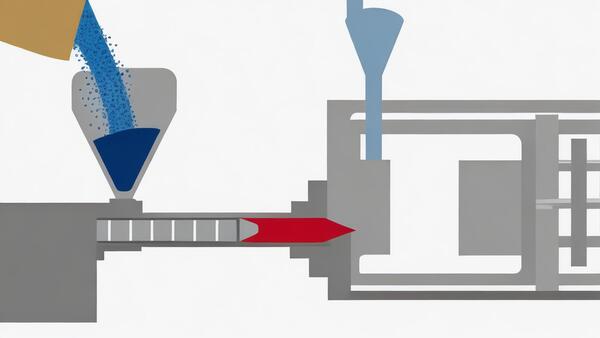
Jak działa formowanie wtryskowe?
Do formowania wtryskowego potrzebna jest wtryskarka. Proces ten składa się z kilku etapów:
Zaciskanie
Najpierw forma jest zaciskana, aby zapobiec wyciekaniu stopionego plastiku z powodu rozszerzalności cieplnej. Jednostka zaciskowa wywiera nacisk, aby utrzymać połówki formy razem i stworzyć dobre uszczelnienie. Ten krok jest ważny, ponieważ przygotowuje scenę dla kolejnych kroków i utrzymuje wszystko stabilnie podczas wtryskiwania i chłodzenia tworzywa sztucznego.
Wstrzyknięcie
Faza wtrysku rozpoczyna się od wtrysku stopionego tworzywa sztucznego do gniazda formy pod wysokim ciśnieniem. Stopiony plastik to plastik, który został stopiony do temperatury topnienia. Ten etap wymaga precyzyjnej kontroli prędkości wtrysku, ciśnienia i temperatury, aby upewnić się, że materiał całkowicie i równomiernie wypełnia gniazdo.
Zazwyczaj śruba wewnątrz wtryskarki popycha stopiony materiał do przodu do formy w kontrolowanych warunkach. Po przyłożeniu ciśnienia wtrysku stopione tworzywo sztuczne przepływa przez system kanałów i do gniazda formy, gdzie przybiera pożądany kształt.
Holding
Gdy gorący plastik zostanie wtryśnięty do formy, następuje krótka przerwa zwana fazą podtrzymania. Podczas tej fazy materiał po prostu siedzi w metalowej formie, pozwalając mu osiąść i równomiernie się upakować. Ważne jest, aby dać materiałowi wystarczająco dużo czasu na rozłożenie się i wypełnienie wszystkich zakamarków części. Ta faza pomaga zminimalizować defekty, takie jak kieszenie powietrzne lub puste przestrzenie i zapewnia, że część jest solidna i jednolita.

Chłodzenie
Po fazie utrzymywania forma przechodzi do fazy chłodzenia, w której stopione tworzywo sztuczne wewnątrz gniazda formy twardnieje. Chłodzenie można przeprowadzić na wiele sposobów, na przykład przepuszczając chłodziwo przez kanały w formie lub pozwalając formie ostygnąć na powietrzu.

Chłodzenie jest bardzo ważne, aby uzyskać pożądane właściwości części, upewnić się, że część ma odpowiedni rozmiar i zapobiec jej wypaczeniu lub uszkodzeniu. Kontrolujemy, jak szybko część stygnie i upewniamy się, że stygnie tak samo na całej powierzchni, aby nie uległa naprężeniom wewnątrz i aby stygła tak samo na całej formie.
Otwarcie
Gdy tworzywo sztuczne stwardnieje, forma przechodzi przez fazę otwierania, w której dwie połówki formy rozdzielają się, ukazując nową część.

Otwieranie formy odbywa się zwykle za pomocą układu hydraulicznego lub mechanicznego, który przykłada siłę do mechanizmu zaciskowego formy, powodując jej zwolnienie i otwarcie. Dokładność i spójność są ważne na tym etapie, aby upewnić się, że część jest płynnie wyrzucana bez żadnych uszkodzeń. Prawidłowe otwarcie formy pomaga również zapobiec deformacji lub zniekształceniu części, gdy wychodzi ona z wnęki.
Wyrzucanie (usuwanie produktu)
Po otwarciu formy końcowa część z tworzywa sztucznego jest wyrzucana z gniazda formy, co jest ostatnim etapem procesu formowania wtryskowego tworzyw sztucznych. Wyrzucona część może być wyjęta ręcznie przez operatora lub automatycznie za pomocą kołków wypychacza lub płyt wypychacza wbudowanych w konstrukcję formy.

Podczas zdejmowania części z wlewu należy uważać, aby jej nie uszkodzić ani nie zgiąć. Możesz także odciąć nadmiar plastiku, zwany błyskiem, aby część wyglądała i pasowała lepiej.
Jakie są zalety formowania wtryskowego?
Wysoka precyzja
Formowanie wtryskowe to proces, który umożliwia wytwarzanie części o bardzo wąskich tolerancjach i stałych wymiarach. Umożliwia producentom wytwarzanie części o złożonych kształtach i skomplikowanych detalach z dużą dokładnością, dzięki czemu każda część jest dokładnie taka, jaka powinna być. Formowanie wtryskowe gumy może poprawić wydajność produkcji poprzez optymalizację ustawień jednostki wtryskowej.

Skomplikowane szczegóły
Jedną z rzeczy, które sprawiają, że formowanie wtryskowe jest tak świetne, jest to, że można wytwarzać części o wielu szczegółach i skomplikowanych cechach. Obejmuje to cienkie ścianki, skomplikowane wzory, podcięcia, gwinty i inne szczegóły, które mogą być trudne lub niemożliwe do wykonania w inny sposób.
Rozpoczęcie pracy zajmuje więcej czasu
Konfiguracja i uruchomienie formowania wtryskowego trwa zwykle dłużej niż w przypadku niektórych metod szybkiego prototypowania, takich jak drukowanie 3D. Musisz zaprojektować i zbudować formy, przeprowadzić próby form i wybrać parametry procesu, zanim zaczniesz produkować części w dużych ilościach. Tak więc czas od koncepcji do gotowej części może być dłuższy niż w przypadku szybszych metod prototypowania.

Trwałość
Części formowane wtryskowo są wytrzymałe. Są wykonane tak, aby były mocne. Proces ten zapewnia równomierne rozłożenie materiału, dzięki czemu części są solidne i mogą wytrzymać uderzenia. Nie zużywają się łatwo. Są odporne na uderzenia. Są odporne na warunki pogodowe. Dlatego można ich używać do wszelkiego rodzaju rzeczy we wszystkich branżach.
Automatyzacja
Formowanie wtryskowe jest bardzo zautomatyzowane, dzięki czemu przebiega szybko i pozwala zaoszczędzić pieniądze na ludziach. Zautomatyzowane maszyny do formowania wtryskowego mogą pracować przez cały czas, prawie bez udziału ludzi, więc części zawsze wychodzą dobrze i można ich wyprodukować wiele. Oznacza to również, że można wykonać wiele części naprawdę szybko, dzięki czemu można je wykonać na czas i zrobić ich wiele, jeśli zajdzie taka potrzeba.
Jakie są wady formowania wtryskowego?
Wysokie początkowe koszty formowania
Jedną z największych wad formowania wtryskowego jest wysoki koszt wykonania formy. Zaprojektowanie i wykonanie formy pasującej do określonego kształtu części może być naprawdę kosztowne, zwłaszcza w przypadku złożonych lub fantazyjnych projektów. Ten koszt początkowy może być przełomem dla firm z mniejszymi seriami produkcyjnymi lub ograniczonym budżetem.
Ograniczenia rozmiaru
Formowanie wtryskowe może mieć ograniczenia rozmiaru, szczególnie w przypadku większych części. Rozmiar wtryskarki i pojemność wnęk mogą ograniczać maksymalny rozmiar części, którą można wyprodukować. Wykonywanie ponadwymiarowych części może wymagać specjalnego sprzętu lub wielu wnęk formy, co zwiększa koszty i złożoność.

Ograniczenia projektowe
Formowanie wtryskowe jest bardzo wszechstronne do tworzenia wszelkiego rodzaju kształtów i detali, ale nadal są pewne rzeczy, o których należy pomyśleć podczas projektowania części. Niektóre kształty, takie jak ostre rogi, cienkie ścianki lub głębokie otwory, mogą utrudniać napełnianie formy, chłodzenie części lub wyjmowanie jej z formy.

Kiedy projektujesz część formowaną wtryskowo, musisz pomyśleć o takich rzeczach, jak kąty pochylenia, grubość ścianki i inne zasady projektowania, aby upewnić się, że część może być wykonana i będzie dobrej jakości. Czasami mogą być potrzebne dodatkowe elementy w formie lub dodatkowe kroki, aby wykonać część, jeśli ma ona podcięcia lub dziwne kształty wewnątrz, co może sprawić, że będzie ona droższa i trudniejsza do wykonania.
Jakie są najczęstsze wady formowania wtryskowego?
Wypaczenie
Wypaczenie w formowaniu wtryskowym ma miejsce, gdy część wychodzi wygięta lub skręcona. Dzieje się tak, ponieważ tworzywo sztuczne kurczy się nierównomiernie podczas chłodzenia. Może to być spowodowane nierównomiernym chłodzeniem w formie, co powoduje naprężenia na części.

Aby zapobiec wypaczeniom, należy upewnić się, że ścianki formy są tej samej grubości na całym obwodzie i dać części wystarczająco dużo czasu na powolne schłodzenie. Materiały o strukturze półkrystalicznej są szczególnie podatne na wypaczenia.
Delaminacja powierzchni
Rozwarstwienie powierzchni ma miejsce, gdy powierzchnia części rozdziela się na cienkie warstwy, podobnie jak w przypadku zdzieralnej powłoki. Problem ten jest spowodowany zanieczyszczeniami w materiale lub użyciem zbyt dużej ilości środków antyadhezyjnych.
Rozwarstwienie może wpłynąć na wygląd i wytrzymałość materiału. Można temu zapobiec, zmieniając temperaturę formy, używając mniej środka antyadhezyjnego i upewniając się, że plastik jest suchy przed formowaniem.
Znaki zlewu
Ślady zlewu to małe wgniecenia lub wgłębienia, które czasami można zobaczyć na powierzchni formowanej części. Są one spowodowane nierównomiernym chłodzeniem lub materiałem, który nie wypełnia całkowicie formy. W tym artykule wyjaśnimy, czym są ślady zlewu, co je powoduje i jak je naprawić, aby uzyskać gładką, idealną powierzchnię.

Linie splotu lub spawania
Linie łączenia lub spawania to linie, w których dwa strumienie stopionej żywicy spotykają się podczas podróży przez formę. Linie te zwykle tworzą się wokół otworów o geometrycznym kształcie. Gdy tworzywo sztuczne przepływa wokół otworu, przecięcie dwóch strumieni tworzy widoczną linię.
Linie spawania są złe. Sprawiają, że część jest słaba i łamliwa. Linie zgrzewu mogą powstać, jeśli żywica jest zbyt zimna, jeśli wtryskujesz zbyt wolno lub jeśli nie masz wystarczającego ciśnienia. Linie spoin można naprawić, zmieniając formę. Możesz usunąć elementy, które powodują powstawanie linii spawu.
Jakie są główne zastosowania części formowanych wtryskowo?
Przemysł motoryzacyjny
Części z tworzyw sztucznych sprawiają, że nadwozie i różne części pojazdu są bardziej aerodynamiczne. Wraz ze zmieniającymi się potrzebami tej branży, formowanie wtryskowe do zastosowań motoryzacyjnych jest drogą, którą podążają producenci.

Przemysł opakowań
Przemysł opakowaniowy wykorzystuje komponenty, które są skuteczne w opracowywaniu kreatywnych projektów opakowań, które przemawiają do klientów. Oprócz atrakcyjnego wyglądu i estetyki, produkty muszą również spełniać surowe przepisy dotyczące bezpieczeństwa i higieny. Formowanie wtryskowe może poprawić ogólną jakość produktu bez powodowania większych problemów.
Przemysł medyczny
Komponenty medyczne często wykorzystują niestandardowe części z tworzyw sztucznych o doskonałych właściwościach mechanicznych i wąskich tolerancjach. Branża medyczna znajduje się w czołówce pod względem precyzji i zrównoważonego rozwoju. Produkcja części medycznych z tworzyw sztucznych podlega ścisłym regulacjom. Części medyczne wymagają również odpowiednich związków i właściwości strukturalnych, aby były trwałe i odporne na wyższe temperatury.

Przemysł dóbr konsumpcyjnych
Przemysł produkcji wyposażenia domu w dużej mierze opiera się na technologii formowania tworzyw sztucznych. Główną zaletą tej metody dla towarów konsumpcyjnych jest możliwość zapewnienia pożądanego wykończenia i estetyki.
Podsumowanie
Formowanie wtryskowe to świetny sposób na wytwarzanie wielu plastikowych części jednocześnie. Jest szybkie i pozwala produkować wiele części jednocześnie. Jest również bardzo dobre w tworzeniu części, które są takie same za każdym razem. Jednak wykonanie formy jest kosztowne, a rozpoczęcie produkcji zajmuje dużo czasu.

Czasami części nie wyglądają dobrze, ponieważ są wygięte lub mają dziury. Ludzie używają formowania wtryskowego do produkcji wielu rzeczy, takich jak części samochodowe, opakowania i sprzęt medyczny. To naprawdę ważny sposób wytwarzania rzeczy.







