 Przejdź do treści
Przejdź do treści 

Formowanie wtryskowe to jeden z najlepszych sposobów wytwarzania rzeczy. Jest szybkie, pozwala produkować wiele rzeczy na raz i jest naprawdę dobre w tworzeniu rzeczy naprawdę wysokiej jakości. Powodem, dla którego jest tak dobry, jest to, że ma wiele etapów, a każdy krok jest naprawdę ważny, aby upewnić się, że rzecz, którą chcesz zrobić, wyjdzie tak, jak chcesz. W tym wpisie na blogu przejdziemy przez wszystkie etapy formowania wtryskowego, abyś mógł zobaczyć, jak przechodzi od pomysłu do prawdziwej rzeczy.
Proces formowania wtryskowego
Podstawowe zasady i zastosowania formowania wtryskowego
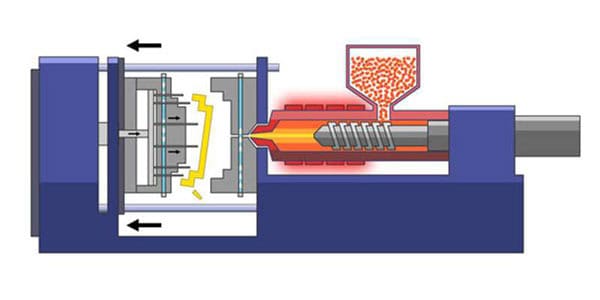
Formowanie wtryskowe to proces, w którym granulki tworzywa sztucznego przechodzą w stan ciekły za pomocą ciepła, a następnie są przepychane przez dyszę do formy. Gdy plastik ostygnie, staje się ciałem stałym i jest usuwany z formy. Formowanie wtryskowe to tani i skuteczny sposób na wytwarzanie wielu plastikowych części za jednym razem przy użyciu jednej formy. Proces ten może wytwarzać wszelkiego rodzaju plastikowe części, które są używane w silnikach samochodowych, urządzeniach domowych i pojemnikach na żywność.

Znaczenie formowania wtryskowego w nowoczesnym przemyśle
Ponieważ popyt na jego pochodne stale rośnie, technologia formowania wtryskowego staje się coraz ważniejsza w produkcji przemysłowej. Technologia formowania wtryskowego jest formą zautomatyzowanej produkcji, która przyspiesza proces produkcyjny. Ponadto, ponieważ formowanie wtryskowe tworzyw sztucznych wykorzystuje bardzo precyzyjne oprzyrządowanie i ma dokładne tolerancje wymiarowe, możliwe jest wytwarzanie bardziej opłacalnych produktów końcowych o wyższej jakości.
Ponadto, Produkcja form wtryskowych oferuje wiele zalet, takich jak szeroki zakres zastosowań, wysoki stopień automatyzacji oraz stabilną wydajność produkcji i jakość. Zwłaszcza podczas pandemii branża złączy musiała szybko zmienić kierunek i wyprodukować wiele urządzeń medycznych, aby zaspokoić normalne i nieoczekiwane potrzeby. Takie podejście zostało dobrze przyjęte przez społeczeństwo.

Proces produkcji form wtryskowych
Projektowanie i produkcja prototypów
Każdy dobry projekt formowania wtryskowego zaczyna się od dobrego projektu i wysokiej jakości produkcji prototypów. Jest to pierwszy krok w procesie rozwoju produktu, w którym inżynierowie i projektanci wykorzystują swoje kreatywne umysły do opracowywania produktów i przekładania pomysłów na szczegóły techniczne. Oprogramowanie CAD (Computer-Aided Design) jest jednym z głównych narzędzi wykorzystywanych w produkcji addytywnej. Pomaga ono w tworzeniu planów zawierających szczegóły dotyczące wymiarów, wymagań i poziomów tolerancji, dzięki czemu materiały mogą być dodawane zgodnie ze szczegółowymi instrukcjami i dopasowywane w celu osiągnięcia dokładności.
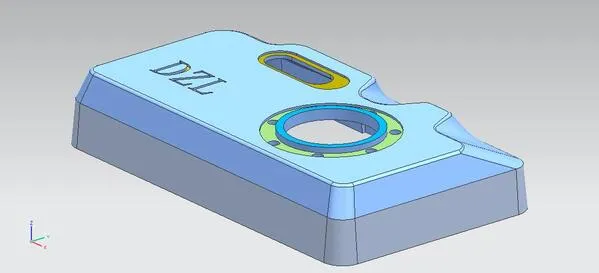
Myślenie projektowe obejmuje również estetykę. Inżynierowie mają do rozważenia szeroki zakres czynników, takich jak wybór materiału, geometria części i możliwości produkcyjne. Zaawansowane, złożone symulatory są opracowywane w celu symulacji przebiegów testowych projektów koncepcyjnych dla złożonych części. Symulatory te pozwalają przewidywać potencjalne problemy, identyfikować obszary wymagające optymalizacji i tworzyć prototypy.
Prototypowanie to proces tworzenia modeli, które łączą testowanie projektów koncepcyjnych z faktycznym wytwarzaniem fizycznych rzeczy. Szybka ewolucja technologii, takich jak druk 3D, pozwala na szybkie iteracje i dostosowania, aż projekt produktu spełni kryteria wydajności i zostanie zatwierdzony przez komisje estetyczne. Projektanci mogą robić to samo, ale zamiast takich rzeczy jak dopasowanie, forma i funkcja, wprowadzają zmiany według własnego uznania, aby uzyskać pożądane rezultaty.
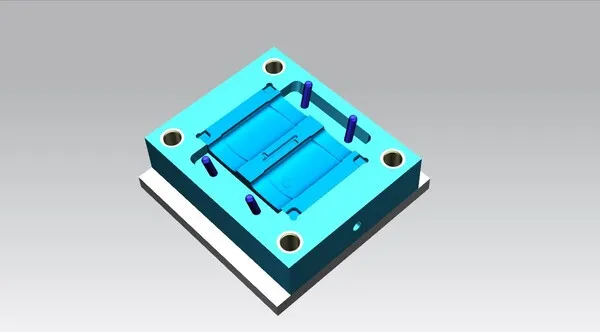
Produkcja form
Formowanie wtryskowe obraca się wokół formy - precyzyjnego narzędzia, które dyktuje kształt i cechy produktu końcowego. Wykonanie formy jest niezwykle precyzyjnym procesem, który wymaga od maszyny stworzenia przedmiotu obrabianego poprzez usunięcie materiału. Zazwyczaj elementy obrabiane są wykonane ze stali lub aluminium i są tworzone przez frezowanie lub obróbkę skrawaniem w celu uzyskania pożądanych kształtów i wykończenia powierzchni.

Złożoność formy zależy od tego, jak skomplikowane są części. Możesz mieć formę, która wytwarza proste części, które są jednogniazdowe, i możesz ją ulepszyć, aby wytworzyć dwa lub trzy razy więcej części za pomocą formy wielogniazdowej lub rodzinnej. Oprócz radzenia sobie z systemami kanałów, odpowietrzania i chłodzenia, projekt formy musi również uwzględniać takie rzeczy, jak lokalizacje wrót, kanały chłodzące i linie podziału, aby upewnić się, że część jest dobrej jakości.
Następnie testujemy formę i upewniamy się, że nadaje się do użytku. Chcemy mieć pewność, że będzie ona działać przez długi czas bez żadnych problemów. Przeprowadzamy testy form, aby dowiedzieć się, ile plastiku należy włożyć do formy, ile czasu zajmuje wykonanie części i jak blisko możemy uzyskać pożądany rozmiar. Być może będziemy musieli zmienić niektóre elementy formy, aby działała lepiej.

Przygotowanie materiału
Gdy forma jest już gotowa, przechodzimy do przygotowania materiału. Formowanie wtryskowe może wykorzystywać szeroką gamę tworzyw termoplastycznych i termoutwardzalnych, które są wybierane w oparciu o specyficzne potrzeby danego zastosowania. Surowe żywice polimerowe, w postaci granulek lub granulek, przechodzą przez kilka etapów, aby przygotować je do formowania.
Jeśli chodzi o wybór materiałów dla formowanie wtryskoweJakość produktu końcowego jest kluczowa, ponieważ wpływa zarówno na właściwości części, jak i na koszty. W tym przypadku inżynierowie muszą wziąć pod uwagę takie kwestie, jak wytrzymałość mechaniczna, stabilność chemiczna i odporność na środowisko, aby wybrać odpowiedni materiał. Należy również upewnić się, że materiał współpracuje z procesem formowania, co oznacza, że musi mieć odpowiednią charakterystykę płynięcia i kurczenia się. W ten sposób można uzyskać spójne, powtarzalne wyniki.

Proces produkcyjny polega na mieszaniu takich substancji jak barwniki, stabilizatory lub wzmocnienia z żywicą bazową, aby lepiej działała lub robiła to, co chcesz. Możesz użyć mieszania materiałów lub wstępnie zmieszanych materiałów, aby ułatwić pracę i upewnić się, że dodatki są rozłożone w żywicy.
Dobre przygotowanie materiału jest podstawą stałej jakości stopu, dobrego przepływu i dobrego wykończenia części w późniejszym czasie. Systemy transportu materiałów wykorzystują przenośniki, suszarki i przenośniki do układania granulatu w celu zmniejszenia wilgotności podczas przechowywania i produkcji, aby zapobiec degradacji i zanieczyszczeniu granulatu żywicy.

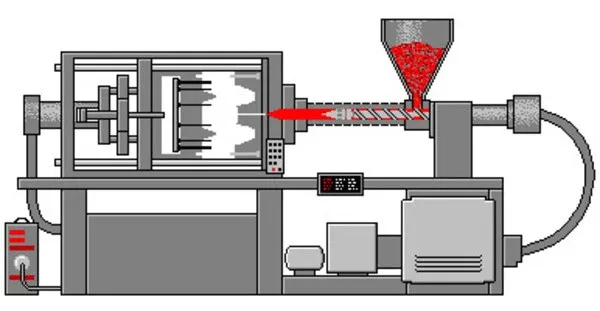
Wstrzyknięcie
Proces formowania wtryskowego rozpoczyna się od wypełnienia zaznaczonego obszaru formy stopionym materiałem polimerowym. Proces rozpoczyna się, gdy forma jest zamknięta, a żywica polimerowa jest wtryskiwana przez specjalny wlot zwany wlewem, tworząc zamknięty system.
Wtryskarki mogą mieć różne rozmiary i konfiguracje, ale wszystkie mają te same podstawowe części i działają w ten sam sposób. Śruba jest częścią, która obraca i przesuwa plastik, topi go i miesza, dzięki czemu wszystko jest takie samo.
Śruba, która jest regulowana przez silniki hydrauliczne lub elektryczne, pozwala na lepszą kontrolę objętości wtrysku, prędkości śruby i ciśnienia.
Płynny materiał jest następnie wtryskiwany do formy, wypełniając otwór i przyjmując dokładny kształt i szczegóły określone przez formę. Idealne wypełnienie uzyskuje się poprzez kontrolowanie ciśnienia i temperatury całego procesu, co minimalizuje ryzyko wystąpienia wad i zapewnia wysoką spójność i jakość każdego otworu. Parametry wtrysku są ustawiane na podstawie materiału, kształtu części i harmonogramu produkcji. Parametry te obejmują prędkość wtrysku, podciśnienie, ciśnienie pakowania i utrzymywania oraz czas chłodzenia.

Chłodzenie i krzepnięcie
Następnie stopiony materiał jest wlewany do formy, gdzie stygnie i krzepnie. Aby osiągnąć pożądane właściwości i zapobiec pęknięciom, proces chłodzenia musi być tak szybki i równomierny, jak to tylko możliwe. Forma ma szczeliny lub kanały, które pomagają w przenoszeniu ciepła, dzięki czemu materiał szybko stygnie i krzepnie.
Czas chłodzenia jest dostosowywany w oparciu o zmienne, takie jak geometria części, rodzaj materiału i konstrukcja formy. Chłodzenie jest ważne, ponieważ jeśli nie zostanie wykonane prawidłowo, część może się wypaczyć, skurczyć lub mieć wewnętrzne naprężenia, co może wpłynąć na jakość i wydajność części. Do kontroli temperatury formy stosuje się systemy cyrkulacji termicznej, wodne lub olejowe, w celu ustabilizowania szybkości chłodzenia i osiągnięcia jednolitego przetwarzania.
Nowe technologie chłodzenia, takie jak chłodzenie konformalne, wykorzystują produkcję addytywną do tworzenia kanałów chłodzących, które pasują do kształtu części, poprawiając transfer ciepła i wydajność przy jednoczesnym skróceniu czasu przetwarzania. Dzięki oprogramowaniu projektanci mogą modelować optymalizację systemu chłodzenia, transfer ciepła i mapy temperatur oraz identyfikować gorące punkty lub obszary, które wymagają większego chłodzenia.

Wyrzucanie i przycinanie
Gdy element zostanie wzmocniony do wymaganego stopnia, forma otwiera się, a nowo uformowana część jest usuwana z gniazda. Maszyna, wyposażona na przykład w trzpienie lub płyty wypychające, umożliwia odłączenie części od miejsca bez deformowania geometrii lub uszkadzania stanu powierzchni.
Może to wymagać wykonania dodatkowych czynności, takich jak odcięcie dodatkowych elementów i błysku z części. Cięcie, zwane również przycinaniem lub obróbką, jest ostatnią czynnością wykonywaną w celu stworzenia części. Wycinasz lub kształtujesz część, aby nadać jej odpowiedni rozmiar i kształt. Maszyny do cięcia części wykorzystują cięcie, szlifowanie lub obróbkę strumieniowo-ścierną. Dzięki temu czas potrzebny na wykonanie pracy jest znacznie krótszy i nie potrzeba ludzi do jej wykonania.

Kontrola jakości i wykończenie
Wreszcie, proces formowania obejmuje szereg testów jakości na końcowych etapach i operacjach wykończeniowych. Przeprowadzamy inspekcje, aby upewnić się, że wymiary, integralność strukturalna i ogólny wygląd części są prawidłowe. Współrzędnościowe maszyny pomiarowe (CMM) i skanery optyczne to przykłady zaawansowanych technologicznie instrumentów metrologicznych, których używamy do sprawdzania jakości i upewniania się, że spełniamy specyfikacje i standardy.
Kontrola wymiarów polega na pomiarze ważnych elementów części. Mierzy się również chropowatość powierzchni. Statystyczna kontrola procesu (SPC) polega na śledzeniu przebiegu procesu i upewnianiu się, że produkowane części są dobre. Możesz także użyć promieni rentgenowskich lub ultradźwięków, aby zajrzeć do wnętrza części i sprawdzić, czy coś jest z nią nie tak.

Wszelkie części, które nie spełniają wymagań dotyczących wyglądu, mogą zostać poddane piaskowaniu lub innej obróbce powierzchni. Możemy również malować, montować lub wykonywać inne prace końcowe, aby te części działały lepiej. Jeśli musimy wykonać jakieś specjalne operacje, będziemy musieli wykonać pewne prace podzespołów, które mogą obejmować obróbkę skrawaniem, spawanie lub klejenie, aby dodać więcej części lub funkcji. Wdrożyliśmy procedury kontroli jakości, aby upewnić się, że spełniamy wymagania i że nasi klienci są zadowoleni z naszych produktów.

Czynniki wpływające na proces formowania wtryskowego
Kontrola temperatury
1. Temperatura lufy
Kontrola temperatury ma kluczowe znaczenie w tym procesie i istnieją trzy parametry, które muszą być kontrolowane: temperatura cylindra, temperatura dyszy i temperatura formy. Pierwsze dwie temperatury wpływają głównie na przepływ i krystalizację tworzywa sztucznego, podczas gdy ostatnia jest najważniejsza, ponieważ może kontrolować chłodzenie i przepływ. Każdy rodzaj tworzywa sztucznego ma inną temperaturę płynięcia, a nawet w ramach tego samego rodzaju tworzywa sztucznego, różne gatunki i źródła mają różne temperatury płynięcia i rozkładu. W rezultacie właściwości chemiczne żywicy mogą się zmieniać, co jest związane ze średnią masą cząsteczkową i rozkładem masy cząsteczkowej. Temperatura cylindra narzędzia ręcznego różni się w zależności od typu wtryskarki, więc wybór cylindra jest również inny.

2. Temperatura dyszy
Zazwyczaj temperatura dyszy jest niewiele niższa niż najwyższa temperatura cylindra. Zapobiega to kapaniu stopionego materiału z dyszy, co jest również nazywane "ślinieniem się". Temperatura dyszy topiącej nie powinna być zbyt niska, aby stopiony materiał nie zamarzł zbyt szybko i nie zatkał dyszy lub części.
3. Temperatura formy
Temperatura formy jest najważniejszym czynnikiem wpływającym na właściwości i wygląd części. Na wysoką i niską temperaturę formy wpływają różne czynniki, takie jak obecność krystaliczności, rozmiar i konstrukcja formy, właściwości części i inne warunki procesu (takie jak temperatura stopu, prędkość i ciśnienie wtrysku, czas cyklu itp.)

Kontrola ciśnienia
Formowanie wtryskowe Ciśnienie obejmuje ciśnienie plastyfikacji i ciśnienie wtrysku, które bezpośrednio wpływają na plastyfikację i jakość produktu.
1. Ciśnienie plastyfikacji
(Ciśnienie wsteczne) W maszynie ślimakowej z dyszą wtryskową ciśnienie uplastyczniające ślimaka zwiększa średnicę ślimaka na podziałce. Siła w układzie jest kontrolowana przez zawór nadmiarowy w układzie hydraulicznym. Oznacza to, że jeśli ciśnienie plastyfikacji pozostaje na tym samym poziomie z mocą napędu, zwiększenie ciśnienia plastyfikacji zwiększy temperaturę stopu, ale zmniejszy prędkość plastyfikacji. Z drugiej strony, wyższe ciśnienie plastyfikacji zwykle skutkuje wytwarzaniem produktów z tworzyw sztucznych, które nie tylko mają jednolitą temperaturę i kolor, ale także są wolne od gazów, które mogły zostać uwięzione w stopionym materiale. W większości przypadków ciśnienie jest ustawiane na najniższą możliwą wartość, która może zapewnić i utrzymać dobrą jakość produktu. W praktyce ciśnienie plastyfikacji zależy od rodzaju wybranego tworzywa sztucznego, ale rzadko osiąga wartość 20 kg/cm².

2. Ciśnienie wtrysku
Obecnie prawie wszystkie wtryskarki używają tego samego ciśnienia dla ciśnienia tworzywa sztucznego i ciśnienia wtrysku (przekształconego przez obwód z ciśnienia oleju). Ciśnienie wtrysku ma na celu pokonanie oporu spowodowanego przepływem stopionego materiału z cylindra do wnęki, wypełnienie formy z określoną prędkością i zagęszczenie stopionego materiału.

Cykl formowania
Czas potrzebny na ukończenie jednego procesu w formowaniu wtryskowym nazywany jest cyklem formowania lub cyklem formowania. Proces odlewania przez formy jest bezpośrednio związany z wydajnością pracy i wykorzystaniem sprzętu. Dlatego w procesie produkcji należy skrócić długość etapu formowania przy jednoczesnym zachowaniu najwyższego poziomu jakości. Czas wtrysku i czas chłodzenia są kluczowymi etapami w procesie formowania. Proces formowania wtryskowegoktóre mają najbardziej bezpośredni wpływ na jakość produktu. Czas napełniania jest wprost proporcjonalny do szybkości napełniania (odwrotność czasu). W produkcji czas napełniania materiału wynosi zwykle 3-5 sekund.

Czas, w którym tworzywo sztuczne we wnęce znajduje się pod ciśnieniem, nazywany jest czasem pakowania. Jest on bardzo ważny i stanowi dużą część całkowitego czasu wtrysku. Zwykle wynosi on od 20 do 120 sekund (w skrajnych przypadkach od 5 do 10 minut w przypadku grubych części). Czas pakowania określa ostateczny rozmiar produktu po zestaleniu się stopu w dyszy maszyny. Czas pakowania formy jest obliczany na podstawie warunków formy i temperatury materiału, a także szerokości sekcji zasilającej i prowadnicy, która nazywana jest bramą. Ciśnienie o najmniejszym współczynniku skurczu produktu powinno być wybrane jako standard w zależności od rozmiaru głównego kanału i bramy oraz warunków procesu. Czas chłodzenia zależy od grubości produktu, właściwości termicznych i krystalicznych tworzywa sztucznego oraz temperatury formy. Najważniejszą rzeczą jest zapobieganie zmianom produktu podczas procesu otwierania formy. Zwykle jest to około 30 do 120 sekund. Jeśli czas chłodzenia jest zbyt długi, jest to strata czasu. Nie tylko zmniejsza to wydajność produkcji, ale także utrudnia wyjmowanie złożonych i cienkich części, a ich wyjęcie może być trudne bez powodowania naprężeń przy rozformowywaniu. W innych przypadkach kształt czasu formowania zależy od tego, w jaki sposób przetwarzanie materiału jest nieprzerwane i zorientowane na maszynę oraz jak zintegrowane są procesy formowania i napełniania.
Trendy w technologii formowania wtryskowego
W przyszłości formowanie wtryskowe będzie bardziej elastyczne i pozostanie bez zmian. Im bardziej ekstremalne są problemy środowiskowe na świecie, tym bardziej prawdopodobne jest, że ekologiczna produkcja stanie się nowym trendem w przemyśle wytwórczym. Obróbka CNC i technologia formowania wtryskowego nie kupują surowców ani nie wytwarzają odpadów podczas procesu produkcyjnego, ale będą odgrywać większą rolę w przyszłej ekologicznej produkcji. Ponadto, rozwój technologii automatyzacji będzie promowany przez wzrost Technologia formowania wtryskowegoktóre będą lepsze i mniej podatne na awarie.

Wnioski
Formowanie wtryskowe to wysoce rozwinięty proces, który obejmuje wiele etapów. Każdy etap jest ważny dla produkcji wysokiej jakości gotowych części i produktów. Zrozumienie sekwencji każdego etapu - od projektowania i produkcji prototypów po kontrolę przed wydaniem produktu końcowego - ma kluczowe znaczenie dla producentów, aby ulepszyć swoje metody produkcji, kontrolować jakość i wytwarzać najlepsze produkty. Przyszłość formowania wtryskowego jest kształtowana przez inne technologie oraz wykorzystanie nowych materiałów i technik, które są bardziej wydajne, dokładne i wszechstronne.






