 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Dwukolorowe formowanie wtryskowe to klasyczny proces formowania. Wykorzystuje on dwa materiały do formowania wtryskowego jednego produktu, co pozwala uzyskać różne efekty kolorystyczne i dotykowe.
Dzisiaj przedstawimy i szczegółowo omówimy pięć głównych sekcji: Czym jest dwukolorowe formowanie wtryskowe? Jakie są zalety dwukolorowego formowania wtryskowego? Zasada działania dwukolorowego formowania wtryskowego. Wymagania dotyczące materiału, procesu i formy dla dwukolorowego formowania wtryskowego. Główne zastosowania.
Czym jest dwukolorowe formowanie wtryskowe?
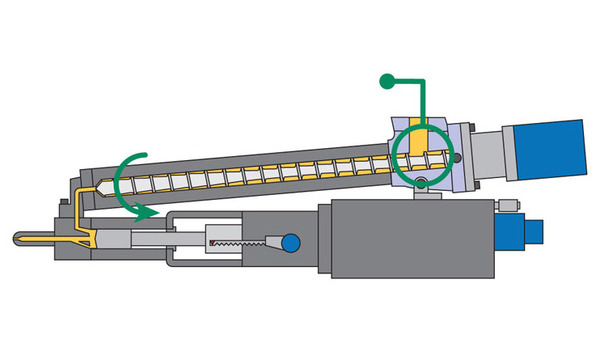
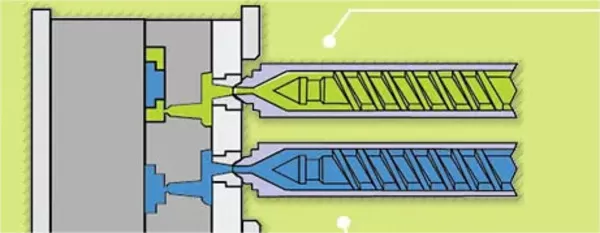
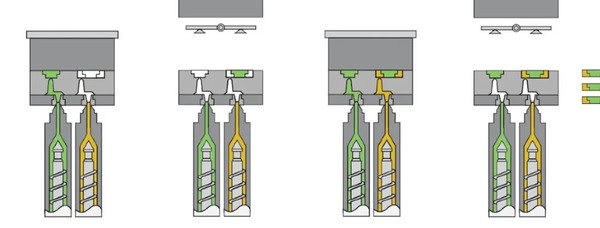
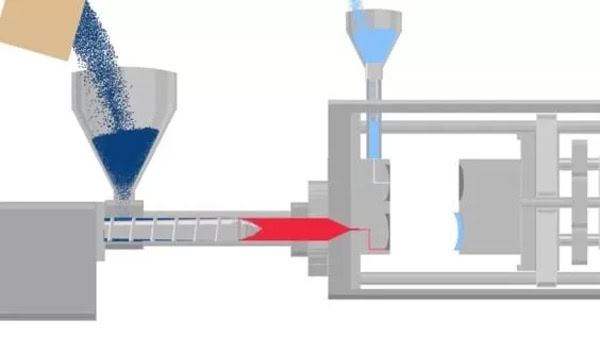
Formowanie dwukolorowe to proces, w którym dwa różnokolorowe tworzywa sztuczne są topione w dwóch beczkach, a następnie wtryskiwane przez tę samą dyszę w tym samym czasie lub jeden po drugim. Można użyć dwóch wtryskarek lub dwukolorowej wtryskarki do wytwarzania produktów o różnych wzorach mieszanych kolorów lub produktów z wyraźną separacją kolorów.

Czym charakteryzuje się dwukolorowe formowanie wtryskowe?
Wysoka wydajność i duża oszczędność energii
Po energooszczędnej transformacji wtryskarki system może szybko reagować, wtryskarka może szybko dostosować zasilanie do własnych potrzeb, a stopień wykorzystania energii elektrycznej wtryskarki można skutecznie poprawić, aby osiągnąć wysoką wydajność i oszczędność energii.

Szybka reakcja
Szybka reakcja jest jedną z ważnych oznak dynamicznej jakości serwosystemu. Ponieważ czas przejścia procesu produkcyjnego jest krótki, zwykle w ciągu 200 ms, aby spełnić wymagania dotyczące przeregulowania, przednia krawędź procesu przejścia musi być bardziej stroma, a wzrost po energooszczędnej transformacji jest większy. Czas potrzebny wtryskarce do osiągnięcia 1500 obr/min jest krótszy niż 0,03 sekundy.

Dobra stabilność
System wykorzystuje podwójną kontrolę ciśnienia i przepływu w pętli zamkniętej, aby określić, ile wtryskarka potrzebuje. Gdy coś zmienisz lub coś zmieni się na zewnątrz, system może dość szybko wrócić do normy.

Wysoka dokładność
Dokładność to dokładność, z jaką sygnał wyjściowy podąża za sygnałem wejściowym. Silnik serwo wykorzystuje technologię magnesów trwałych, która jest dokładna i szybka. Serwomotor wykorzystuje technologię PLC, która jest jeszcze dokładniejsza. Błąd wynosi zwykle od 0,01 do 0,00 mm.
Poprawa wydajności i redukcja kosztów
Uzyskaj szybką reakcję, powtarzaj to samo w kółko i utrzymuj tę samą prędkość; używaj dwóch różnych materiałów lub dwóch różnych kolorów w tym samym czasie, co oszczędza dużo czasu i pieniędzy; naprawdę łatwo jest skonfigurować i zmienić ustawienia.

Jaka jest zasada dwukolorowego formowania wtryskowego?
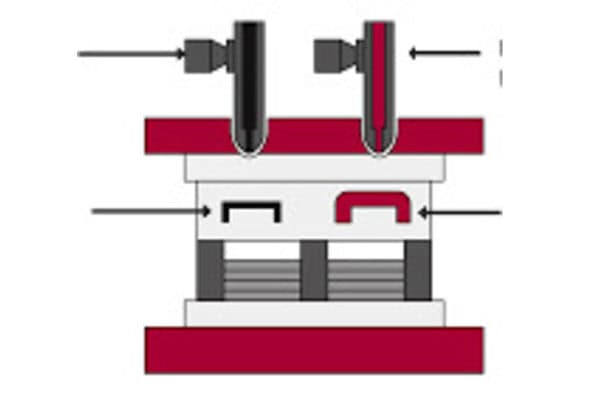
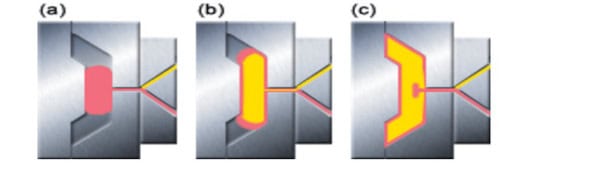
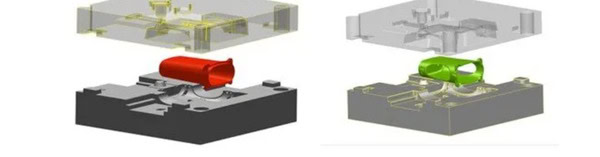
Dwukolorowy produkty do formowania wtryskowego wymagają formy męskiej i dwóch form żeńskich. Pierwsze formowanie wtryskowe odbywa się w formie męskiej i pierwszej formie żeńskiej. Po formowaniu należy otworzyć formę i bezpośrednio przejść do drugiej formy żeńskiej bez wyjmowania z formy. Po drugim formowaniu wtryskowym dwukolorowy produkt formowany wtryskowo można uzyskać po rozformowaniu.
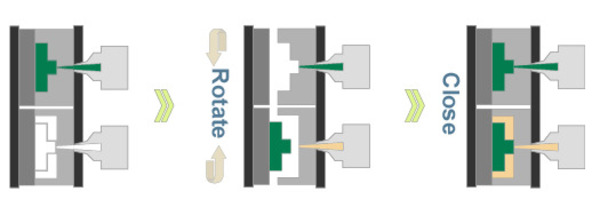
Zasada przetwarzania dwukolorowego formowania wtryskowego
a. Przednia forma ma dwa różne kształty i tworzy dwa produkty, podczas gdy tylna forma ma ten sam kształt.
b. Dysza formy trójpłytowej jest zaprojektowana do automatycznego uwalniania formy, co sprawia, że praca jest wygodniejsza. Należy zwrócić uwagę, czy działanie dyszy miękkiego kleju jest niezawodne.

c. Przednia i tylna część formy są obracane o 180 stopni od środka. Podczas obracania przód i tył muszą być spójne. Kontrola ta musi być przeprowadzona podczas pracy, ponieważ wymaga wysokiego ustawienia szalunku. Całkowita grubość przedniego szalunku plus płyty A nie powinna być mniejsza niż 170 mm. Należy to zrobić poprzez dokładne sprawdzenie modelu wtryskarki i innych danych referencyjnych.
d. Podczas projektowania drugiej matrycy do formowania wtryskowego, aby zapobiec zarysowaniu przez matrycę wtórną pozycji kleju pierwszego formowanego produktu, można zaprojektować komponent tak, aby uniknąć pustych przestrzeni. Należy jednak dokładnie rozważyć wytrzymałość każdego szczeliwa, to znaczy, czy tworzywo sztuczne odkształci się pod dużym ciśnieniem wtrysku podczas formowania wtryskowego, co może prowadzić do możliwości drugiego frontu formowania wtryskowego.
e. Podczas formowania wtryskowego pierwsza formowana część może być nieco większa, ponieważ może być mocno dociśnięta inną męską formą w drugim formowaniu, aby uzyskać funkcję uszczelnienia. Należy też zwrócić uwagę na drugi wtrysk. Czy przepływ tworzywa sztucznego wpływa na pierwszą uformowaną część? Czy pozycja plastiku jest zdeformowana? Jeśli to możliwe, musimy znaleźć sposoby na poprawę.
f. Przed zaciśnięciem płyt A i B należy zwrócić uwagę na to, czy przedni suwak formy lub pochylony blat zresetuje się jako pierwszy i zmiażdży produkt. Musieliśmy więc znaleźć sposób, aby najpierw zacisnąć płyty A i B, a następnie suwak modułu przedniego. Lub przechylić górę, aby zresetować. Układ dostarczania wody z dwóch przednich i tylnych form jest tak odpowiedni, jak to tylko możliwe, a równowaga jest taka sama.

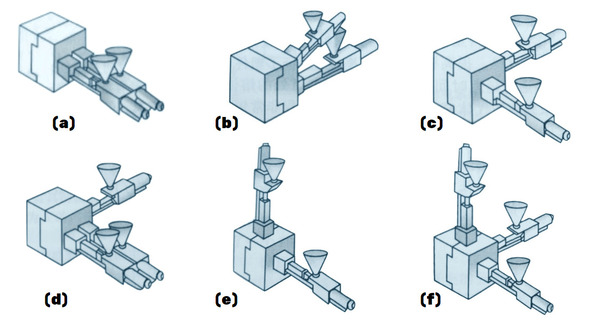
Jakie są rodzaje dwukolorowego formowania wtryskowego?
Dwukolorowa wtryskarka do formowania wtryskowego
Ten typ wymaga dwóch form przednich i jednej formy tylnej. Produkt jest gotowy za jednym razem. Nie trzeba go wyjmować z maszyny do piwa w środku. Produkt wygląda dobrze i pięknie. Grubość materiału drugiej formy wtryskowej wynosi zazwyczaj 0,5-2 mm. Koszt jest wyższy i jest zwykle używany do porównania. Mały produkt.
Zwykła wtryskarka do formowania wtryskowego
Ten typ wymaga dwóch form przednich i dwóch form tylnych. Po pierwszym formowaniu wtryskowym półprodukt musi zostać wyjęty i umieszczony w drugiej formie do drugiego formowania wtryskowego. Wygląd produktu nie jest zbyt dobry. Wymagania dotyczące technologii formowania wtryskowego są wysokie. Ogólnie rzecz biorąc, drugi materiał do formowania wtryskowego może mieć do 3 mm, aby wytwarzać większe produkty.
Jakie są wymagania dotyczące materiałów, procesów i form dla dwukolorowego formowania wtryskowego?
a. Wymagania materiałowe
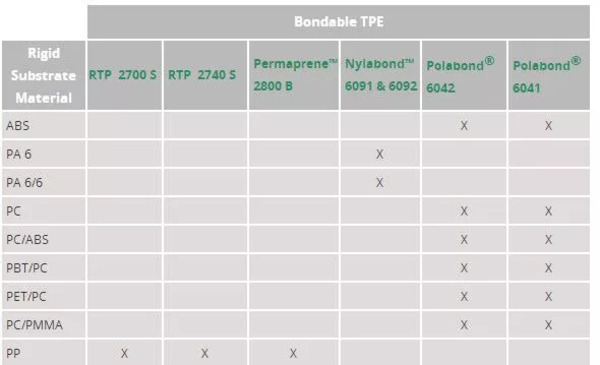
Technologia dwukolorowego formowania wtryskowego wykorzystuje dwa różne materiały do formowania wtryskowego, więc wybór dwóch różnych materiałów jest również ważnym procesem. Ogólnie rzecz biorąc, stosuje się dwa tworzywa sztuczne o różnych kolorach, co może znacznie poprawić wytrzymałość i trwałość produktu formowanego wtryskowo. Ułatwia to również łączenie i kształtowanie.
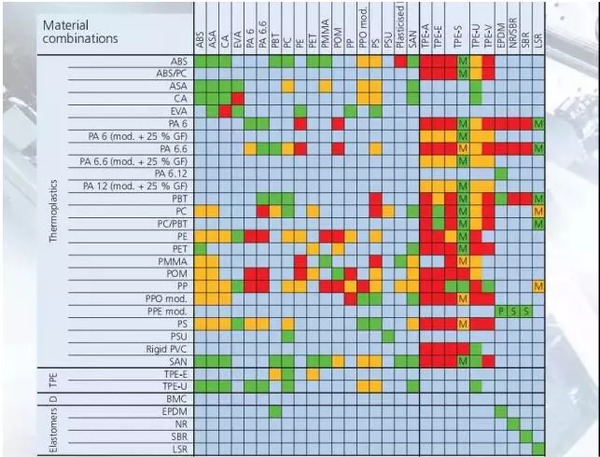
Jednak produkty o specjalnych zastosowaniach mogą wymagać wykorzystania sytuacji, w której właściwości dwóch materiałów są bardzo różne, co wymaga rozwiązania problemu trudności w łączeniu dwóch materiałów o dużych różnicach.
Głównymi problemami są rozwarstwianie i łuszczenie, które są śmiertelnymi ciosami dla Produkty formowane wtryskowo. Dlatego należy dokładnie rozważyć szybkość skurczu i różne warunki interfejsu, a proporcje materiałów muszą zostać dostosowane.
W przypadku formowania dwustrzałowego oba materiały muszą spełniać dwa podstawowe warunki kompatybilności: kompatybilność adhezji i kompatybilność przetwarzania.
Ponadto muszą być spełnione następujące wymagania: jednostka wtryskowa, równoległy i ten sam kierunek, równoległy i przeciwny, poziome i pionowe jednocylindrowe struktury wtryskowe w kształcie litery L, w kształcie litery Y; dysza mieszająca, wzory, fale, ślady przepływu, gradienty, międzywarstwy itp. Dysza specjalna;
Forma zaciskowa, typ standardowy, typ pionowego stołu obrotowego, typ poziomego stołu obrotowego, typ wału obrotowego, typ robota obrotowego i inne mechanizmy; podawanie, oprócz standardowego hydraulicznego napędu silnikowego, istnieje również elektryczna struktura podawania ESD (ElectricScrewDrive); obieg oleju, akumulacja ciśnienia ACC Szybki wtrysk i konstrukcja z zamkniętą pętlą.
b. Wymagania procesowe
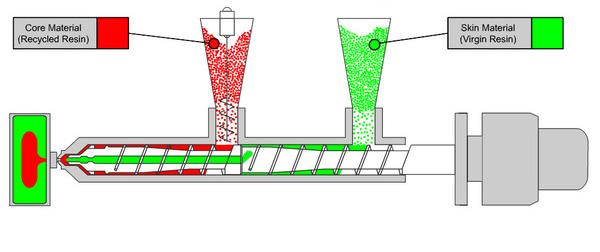
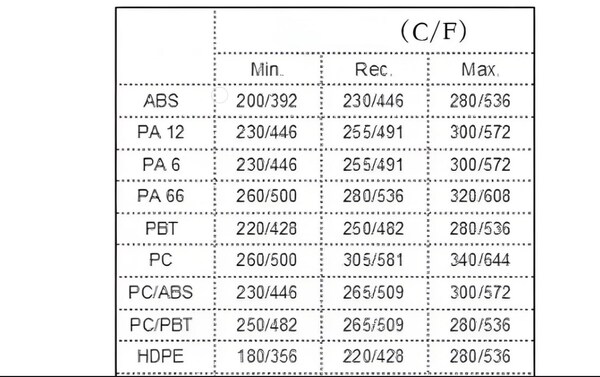
W przypadku podwójnego klejenia miękkiego i twardego kleju, oba materiały muszą mieć pewną różnicę temperatur topnienia. Ogólnie zaleca się, aby wynosiła ona 60°C, a co najmniej 30°C. Temperatura topnienia pierwszego materiału jest wysoka. Zazwyczaj pierwszym materiałem jest PC lub PC/ABS, a drugim materiałem jest zazwyczaj PC lub PC/ABS. Drugi strzał to TPU lub TPE, PC ma grubość 0,6-0,7 mm, oprogramowanie ma 0,4 mm lub więcej.
Spróbuj poszerzyć obszar kontaktu tak bardzo, jak to możliwe, wykonaj rowki itp., aby zwiększyć siłę przyczepności, lub użyj ciągnięcia rdzenia dla pierwszego strzału i wstrzyknij część materiału drugiego strzału do pierwszego strzału i spraw, aby powierzchnia formy pierwszego strzału była tak szorstka, jak to możliwe.
Przezroczysta i nieprzezroczysta konstrukcja podwójna. Podwójna konstrukcja małych soczewek: pierwsza część jest nieprzezroczysta, a druga składa się z soczewek. Pierwsza część powinna być wykonana z PC o wysokiej temperaturze topnienia, a druga z PMMA. Przezroczyste i nieprzezroczyste podwójne ujęcie do dekoracji: pierwsze ujęcie jest nieprzezroczyste, a drugie przezroczyste.

c. Wymagania dotyczące form
Dwie formy żeńskie muszą być różne, aby utworzyć dwa różne produkty, podczas gdy dwie formy męskie muszą być takie same; przednie i tylne formy formy muszą być spójne po obróceniu o 180 ° od środka; maksymalna pojemność musi być dokładnie sprawdzona. Grubość formy, minimalna grubość formy, odległość otworów KO itp.; dysza formy trójpłytowej jest najlepiej zaprojektowana, aby umożliwić automatyczne wyjmowanie z formy.
Podczas projektowania formy głównej do drugiego formowania wtryskowego, aby uniknąć zarysowania pierwszej formy przez drugą formę główną, położenie kleju uformowanego produktu można częściowo zaprojektować, aby uniknąć pustek. Należy jednak dokładnie rozważyć wytrzymałość każdej pozycji uszczelnienia; podczas formowania wtryskowego rozmiar pierwszego produktu formowanego wtryskowo może być nieco większy, aby można go było mocniej docisnąć do drugiej formy męskiej podczas drugiego formowania w celu uzyskania uszczelnienia. Funkcja kleju.
Należy uważać, aby przepływ tworzywa sztucznego nie uderzył w część, która została wykonana za pierwszym razem podczas drugiego strzału, powodując deformację linii kleju; przed zamknięciem formy płytami A i B należy upewnić się, że przedni suwak formy lub kołek kątowy nie uderzy najpierw w część i nie uszkodzi jej podczas resetowania; staraj się, aby przepływ wody w dwóch wnękach i rdzeniu był jak najbardziej równomierny i zrównoważony; w 99% przypadków najpierw strzelasz w twardą gumową część części, a następnie strzelasz w miękką gumową część części, ponieważ miękka gumowa część jest łatwa do odkształcenia.
Jakie są kluczowe punkty dwukolorowych produktów do formowania wtryskowego i projektowania form?
Struktura dwukolorowych produktów formowanych wtryskowo bardzo różni się od zwykłych produktów z tworzyw sztucznych. Ponieważ do formowania wtryskowego używane są dwa różne materiały, produkty mają dwie różne właściwości i cechy, które zasadniczo różnią się od zwykłych produktów formowanych wtryskowo; jednocześnie przed formowaniem wtryskowym wymagany jest staranny projekt konstrukcyjny dwukolorowych produktów formowanych wtryskowo, a charakterystyka kompatybilności obu materiałów powinna być w pełni uwzględniona.

Charakterystyka strukturalna dwukolorowych produktów formowanych wtryskowo
Wybierz dwa materiały
Dwukolorowy formowanie wtryskowe Technologia wykorzystuje dwa różne materiały do formowania wtryskowego, więc wybór dwóch różnych materiałów jest również ważnym procesem. Zazwyczaj stosuje się dwa tworzywa sztuczne o różnych kolorach, co może znacznie poprawić wytrzymałość i trwałość produktu formowanego wtryskowo. Ułatwia to również łączenie i kształtowanie. Jednak produkty o specjalnych zastosowaniach mogą wymagać użycia dwóch materiałów o skrajnie różnych właściwościach.

Jest to trudny problem do rozwiązania, ponieważ oba materiały są stosunkowo różne. Głównymi problemami są rozwarstwianie i zrzucanie, które są śmiertelne dla produktów formowanych wtryskowo. Dlatego musimy dokładnie rozważyć szybkość skurczu i różne warunki interfejsu oraz dostosować proporcje materiałów.

Projektowanie struktury wewnętrznej i kształtu produktów
Projektując strukturę i kształt produktu, musimy najpierw wziąć pod uwagę cel i zastosowanie produktu oraz przeprowadzić szczegółowe badania nad rozmiarem i strukturą wewnętrzną. Ogólnie rzecz biorąc, musimy zwiększyć obszar kontaktu dwóch surowców, aby zwiększyć jędrność.
Tutaj możemy zaprojektować wiele małych rowków i wypukłych rowków wewnątrz produktu do inkrustacji i szycia. Może to zwiększyć powierzchnię styku dwóch materiałów, dzięki czemu podczas formowania wtryskowego możemy lepiej poprawić wytrzymałość i żywotność produktu oraz zwiększyć jego praktyczność.
Obrotowa forma wtryskowa z dwiema prędkościami
Ten rodzaj formy wymaga różnych rozważań w części formującej. Po pierwsze, wklęsłe i wypukłe rowki dwóch form wtryskowych muszą być starannie zaprojektowane, aby zapewnić ścisłe dopasowanie podczas dokowania. Jednocześnie, przy projektowaniu mechanizmu rozformowywania, drugi wtrysk jest wymagany przed przeprowadzeniem rozformowywania.
Różne metody formowania wtryskowego muszą być zróżnicowane w różnych szczegółach. Po wyjęciu z formy wtryskarki z rotacją pionową, produkt jest wyrzucany w celu dokończenia odpowiednich operacji. Jeśli jednak sytuacja rozformowania nie może zostać usunięta przez wtryskarkę, do rozformowania formy należy użyć urządzenia hydraulicznego.
Jakie są zalety dwukolorowego formowania wtryskowego?
Formowanie jednostrzałowe
Dwukolorowa wtryskarka może zakończyć formowanie wtryskowe dwóch kolorów lub materiałów w jednym procesie formowania wtryskowego, unikając wielu etapów formowania wtryskowego i montażu oraz poprawiając wydajność produkcji.

Oszczędność kosztów
Oszczędność kosztów topienia i drukowania, zwiększenie pięknego efektu wizualnego produktu oraz poprawa jakości i wartości dodanej produktu. W porównaniu z tradycyjną jednokolorową technologią formowania wtryskowego, dwukolorowa formowanie wtryskowe Maszyna może zmniejszyć liczbę operacji ręcznych i połączeń produkcyjnych, obniżyć koszty produkcji i koszty pracy.

Precyzyjne pozycjonowanie
Dwukolorowa wtryskarka jest wyposażona w dedykowaną formę i system sterowania, który może osiągnąć bardzo precyzyjne pozycjonowanie i wyrównanie kolorów, zapewniając spójność i piękno wyglądu produktu.

Design Innovation
Ma nie tylko funkcję antypoślizgową i zwiększającą tarcie, ale elastyczny materiał żywiczny sprawia, że jest bardziej ergonomiczny i bardzo przyjemny w dotyku. Technologia dwukolorowego formowania wtryskowego zapewnia więcej możliwości projektowania produktów i może tworzyć bardziej kolorowe i unikalne efekty wyglądu, aby zaspokoić spersonalizowane potrzeby konsumentów.

Zmniejszenie ilości złomu
Formy dwukolorowe mogą łączyć dwie żywice i kolory o różnych właściwościach w jeden dwukolorowy produkt, co może zmniejszyć liczbę zadań związanych z montażem i obróbką końcową formowanych produktów. Ponadto technologia dwukolorowego formowania wtryskowego może zmniejszyć liczbę błędów spowodowanych wielokrotnym montażem, zmniejszając w ten sposób ilość odpadów oraz poprawiając jakość i spójność produktu.

Wysoka stabilność jakości produktu
Dwukolorowe produkty formowane wtryskowo charakteryzują się wysoką stabilnością jakości, łatwą kontrolą deformacji produktu, krótkim cyklem formowania i wysoką wartością wyjściową. Strata może być o 7% niższa niż w przypadku formowania wtryskowego z powłoką gumową, a koszt wytworzenia produktu może być o 20%-30% niższy niż w przypadku formowania wtryskowego z powłoką gumową.

Jakie są główne zastosowania dwukolorowego formowania wtryskowego?
Stosowane w przełącznikach zasilania, przyciskach telefonów komórkowych, przełącznikach samochodowych itp. w celu spełnienia określonych wymagań dotyczących prowadzenia światła lub transmisji światła.
Stosowany w produktach ręcznych, takich jak obudowy krótkofalówek, uchwyty szczoteczek do zębów, uchwyty elektronarzędzi, klucze i kubki termiczne itp.

Stosowany w produktach wymagających wyglądu w wielu kolorach, takich jak klawiatury, przy użyciu dwukolorowego formowania wtryskowego, które jest piękne i nie martwi się o ścieranie podczas użytkowania.
Stosowany w produktach, które wymagają hydroizolacji, aby spełnić wymagania dotyczące wodoszczelności.

Proces dwukolorowego formowania wtryskowego jest obecnie szeroko stosowany w prawie wszystkich dziedzinach tworzyw sztucznych, takich jak samochody, produkty elektroniczne, elektronarzędzia, produkty medyczne, sprzęt gospodarstwa domowego, zabawki itp.
Używany w produktach wymagających lokalnej galwanizacji, takich jak przyciski telefonów itp.

W rodzinie tworzyw sztucznych tylko powierzchnie ABS i polisulfonu (PSU) mogą być powlekane galwanicznie. Jeśli lokalny obszar lub jedna strona produktu wymaga galwanizacji, galwanizowany obszar musi być wtryskiwany za pomocą ABS, a obszar, który nie wymaga galwanizacji, musi być wtryskiwany za pomocą innych materiałów, takich jak PC itp.

Wnioski
Podsumowując, dwukolorowe formowanie wtryskowe Technologia ta istnieje od dawna, ale dopiero w ostatnich latach została doceniona i wykorzystana, ponieważ produkty wykonane przy jej użyciu można dostosować do środowiska, w którym są używane.

Jednocześnie można go formować w jednym kroku, co pozwala zaoszczędzić pieniądze, umożliwia precyzyjne pozycjonowanie, zachęca do innowacji projektowych, zmniejsza ilość odpadów i zapewnia stabilną jakość produktów. Może spełniać różne wymagania, dlatego jest coraz szerzej stosowany i ma duży wpływ na przemysł motoryzacyjny i inne branże. Ma dobre korzyści ekonomiczne i jest technologią o dużym potencjale.







