 Przejdź do treści
Przejdź do treści 

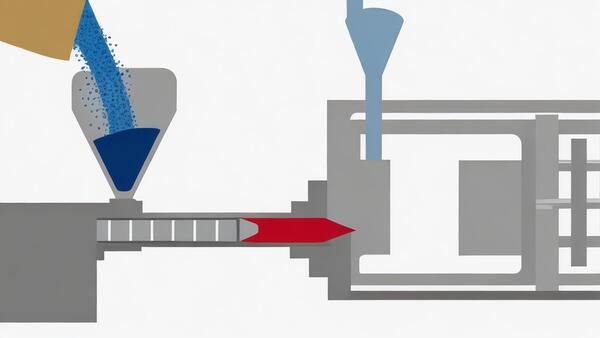
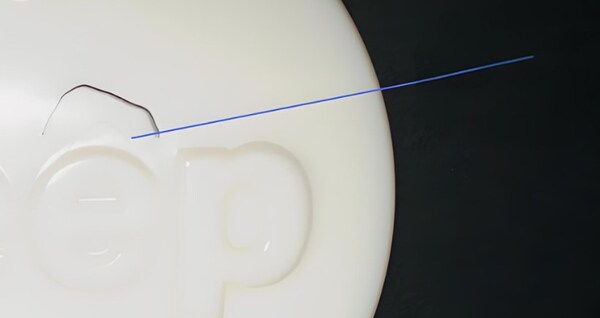
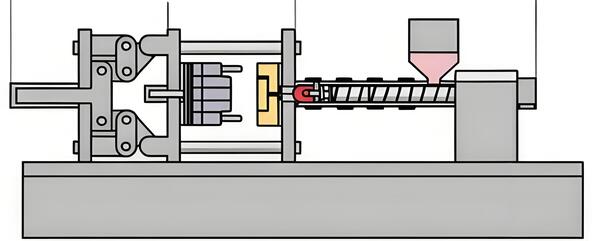
Przedmowa: Formowanie wtryskowe to świetny sposób na tworzenie ładnych prototypów i części z tworzyw sztucznych. Ale jeśli nie masz dobrego systemu kontroli procesu, możesz otrzymać wypraski z wadami, takimi jak ślady płynięcia. Ślady płynięcia są częstą wadą wyglądu produktów formowanych wtryskowo. Występują one głównie w pobliżu wlotu kleju do produktu i rozprzestrzeniają się w sposób falisty na głębokość formy.
Ślady przepływu to wada, której trudno się pozbyć w produkcji. Jeśli więc wiesz, dlaczego się pojawiają i jakie warunki procesu je pogarszają, możesz pozbyć się ich szybciej i łatwiej, gdy próbujesz sprawić, by forma działała prawidłowo. Pomoże to w szybszym wytwarzaniu większej liczby części. powodując linie przepływu przez różne prędkości i kierunki płynu w różnych miejscach.

Analiza przyczyn powstawania znaków przepływu
Temperatura formy jest zbyt niska
Temperatura formy jest zbyt niska, co spowoduje zbyt szybki spadek temperatury materiału, a ciśnienie wtrysku i ciśnienie utrzymywania nie będą wystarczające, aby mocno docisnąć skondensowaną skórę do powierzchni formy, pozostawiając ślady płynięcia stopionego materiału w kierunku przepływu.

Problemy z procesem produkcyjnym
Proces produkcji formowanych wtryskowo produktów PC ma duży wpływ na wygląd i wydajność produktu. Jeśli temperatura wtrysku jest zbyt wysoka lub zbyt niska, prędkość wtrysku jest zbyt szybka lub zbyt wolna, a ciśnienie trzymania nie jest odpowiednie, na produkcie pojawią się ślady płynięcia.
Problemy z wyborem materiałów
Wybór materiału do formowania wtryskowego produktów PC ma również duży wpływ na ich wydajność i wygląd. Jeśli materiały nie pasują do siebie, przepływ materiału jest słaby, kontrola wilgoci nie jest właściwa, a dodatków jest zbyt wiele, na produkcie pojawią się ślady przepływu.

Problemy z przetwarzaniem
Podczas przetwarzania temperatura formy, czas wtrysku, czas utrzymywania itp. wpływają na wygląd i wydajność produktu. Jeśli temperatura formy jest zbyt niska lub zbyt wysoka, czas wtrysku jest zbyt długi lub zbyt krótki, a czas przytrzymania jest niewłaściwy, na produkcie pojawią się ślady płynięcia.
Słaby przepływ stopu
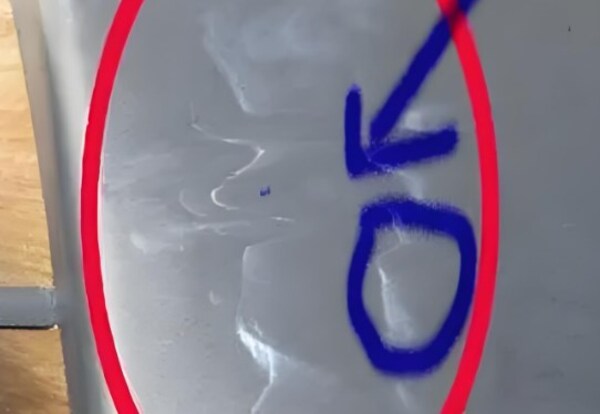
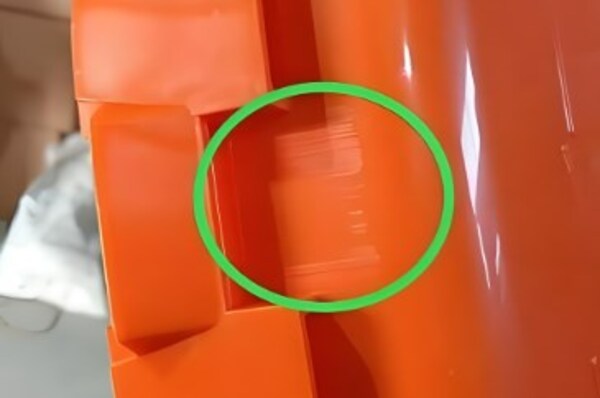
Gdy przepływ stopu jest słaby, na powierzchni części z tworzywa sztucznego, tuż wokół wlewu, pojawiają się ślady przepływu w kształcie pierścienia. Gdy stopiony materiał jest zimny i gęsty i nie płynie dobrze, zostaje wtryśnięty do wnęki w falistym, półstałym stanie w bramie i prowadnicy.
Przepływa wzdłuż powierzchni wnęki formy i zostaje ściśnięty przez następną porcję stopionego materiału, który wchodzi, co powoduje cofanie się i utknięcie, co powoduje powstanie tych pierścieniowych śladów przepływu na powierzchni plastikowej części, tuż wokół bramy.
Aby rozwiązać ten problem, można zwiększyć temperaturę formy i dyszy, zwiększyć szybkość wtrysku i prędkość napełniania, zwiększyć ciśnienie wtrysku i ciśnienie podtrzymania oraz wydłużyć czas podtrzymania. Można również ustawić grzałkę na bramie, aby zwiększyć lokalną temperaturę bramy. Można również odpowiednio zwiększyć pole przekroju poprzecznego bramy i kanału.
Przekrój bramy i prowadnicy powinien być okrągły, jeśli to możliwe, ponieważ jest to najlepszy sposób na wypełnienie formy. Jeśli jednak brama musi znajdować się w słabej części plastikowej części, należy użyć kwadratowego przekroju.
Powinieneś także umieścić większą studzienkę na zimny ślimak na dole bramki i na końcu prowadnicy. Temperatura materiału ma duży wpływ na to, jak dobrze płynie stopiony materiał. Należy więc zwrócić uwagę na rozmiar otworu na zimny materiał. Studzienkę na zimny materiał należy umieścić na końcu stopionego materiału, w kierunku, w którym stopiony materiał wypływa z bramki.
Jeśli główną przyczyną corocznych śladów przepływu w kształcie pierścienia jest słaba wydajność żywicy, można wybrać żywicę o niskiej lepkości, jeśli pozwalają na to warunki.

Roztopiony materiał nie płynie gładko w prowadnicy
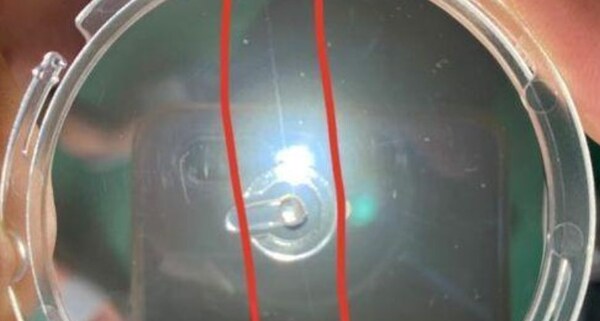
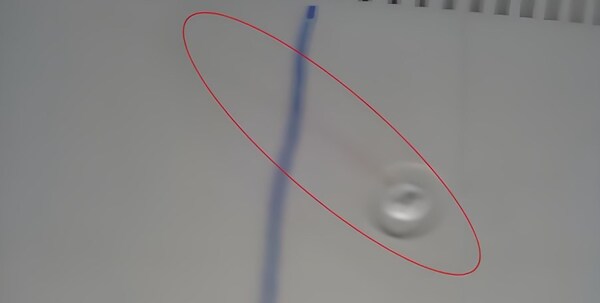
Stopiony materiał nie przepływa płynnie w kanale, co powoduje powstawanie śladów przepływu fali spiralnej na powierzchni części z tworzywa sztucznego. Gdy stopiony materiał przepływa z wąskiego przekroju prowadnicy do wnęki o większym przekroju lub prowadnica formy jest wąska, a wykończenie jest bardzo słabe, przepływ łatwo tworzy turbulencje, powodując spiralne ślady przepływu na powierzchni części z tworzywa sztucznego.
W takim przypadku można spowolnić prędkość wtrysku lub kontrolować prędkość wtrysku, aby była wolna, szybka i wolna. Brama formy powinna być umieszczona w grubej części ściennej lub bezpośrednio po stronie ściany. Kształt zasuwy powinien być typu uchwytowego, wachlarzowego lub membranowego. Pole przekroju poprzecznego prowadnicy i zasuwy można również odpowiednio zwiększyć, aby zmniejszyć opór przepływu przepływającego materiału.
Należy również kontrolować przepływ wody chłodzącej w formie, aby utrzymać ją w wyższej temperaturze. Zwiększenie temperatury cylindra i dyszy w zakresie temperatury roboczej procesu pomoże poprawić wydajność przepływu stopionego materiału.
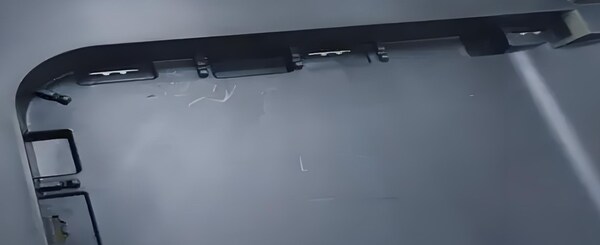
Lotne gazy powodują powstawanie śladów fal przypominających chmury
W przypadku korzystania z ABS lub innych kopolimerowych surowców żywicznych, jeśli temperatura przetwarzania jest wysoka, żywica i smar będą generować lotne gazy, co spowoduje powstanie na powierzchni plastikowych części śladów przypominających chmury.

W tym celu należy odpowiednio obniżyć temperaturę formy i cylindra, poprawić warunki wylotowe formy, obniżyć temperaturę materiału i szybkość napełniania, odpowiednio rozszerzyć sekcję bramy oraz zmienić rodzaj lub ilość smaru.
Rozwiązanie Flow Marks
Tworzywo sztuczne
Zmniejszenie ilości materiału
Zbyt duża ilość materiału może również powodować problem ze śladami. Jeśli ślad jest spowodowany zbyt dużą ilością materiału, można zmniejszyć posuw wtryskarki, ale należy uważać, aby nie zmniejszyć go zbytnio i nie wpłynąć na jakość produktu.

Poprawa płynności tworzyw sztucznych
Wnękę należy wypełnić tworzywem sztucznym, które łatwo płynie. Jeśli roztopiony plastik nie płynie dobrze, topnienie spowolni, a im wolniej, tym będzie zimniejszy. Ciśnienie wtrysku i ciśnienie docisku nie są wystarczające, aby docisnąć skondensowaną skórę do powierzchni formy.
W ten sposób powstają ślady skurczu w kierunku przepływu. Dostawcy materiałów mogą doradzić w oparciu o projekt: użyj najbardziej płynnego tworzywa sztucznego, które nie będzie migać.
Jeśli chcesz stworzyć długą i chudą plastikową część, potrzebujesz tworzywa, które dobrze płynie. Jeśli nie masz plastiku, który dobrze płynie, możesz dodać trochę czegoś, aby poprawić jego płynność. Zazwyczaj dodaje się mniej niż 1% tego środka. Jeśli masz naprawdę długą i cienką część, może być konieczne dodanie większej ilości.
Niewłaściwe stosowanie smarów do formowania
Zazwyczaj zawartość środka smarnego jest mniejsza niż 1%. Gdy długość przepływu jest stosunkowo długa w porównaniu do grubości ścianki, zawartość środka smarnego musi zostać zwiększona, aby zapewnić, że warstwa kondensacyjna przylega do powierzchni formy do momentu uformowania produktu i nie powstają ślady przepływu. Zwiększenie zawartości środka smarnego musi zostać zatwierdzone przez dostawcę materiału.
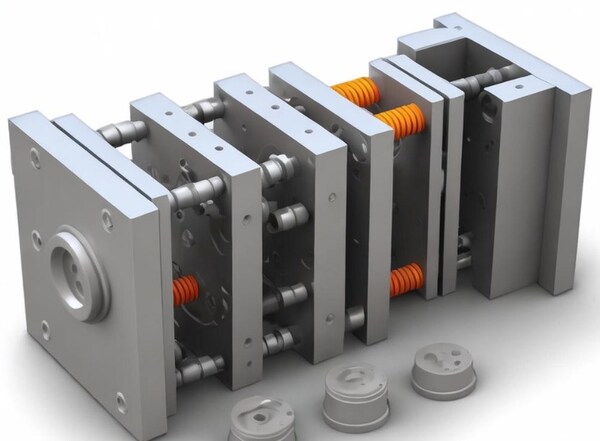
Pleśń
Zwiększanie temperatury formy
Jeśli temperatura formy jest zbyt niska, temperatura materiału spadnie zbyt szybko, a ciśnienie wtrysku i ciśnienie utrzymywania nie będą wystarczające, aby mocno docisnąć skondensowaną powierzchnię do powierzchni formy, pozostawiając ślady skurczu stopionego materiału w kierunku przepływu.
Podniesienie temperatury formy, utrzymanie wysokiej temperatury materiału oraz ciśnienie wtrysku i ciśnienie przytrzymujące będą mocno dociskać warstwę kondensacyjną do powierzchni formy, aż produkt zostanie uformowany i nie powstaną ślady płynięcia.
Ustaw temperaturę formy zgodnie z wartością zalecaną przez producenta materiału. Każdą regulację można zwiększyć lub zmniejszyć o 6 ℃. Po 10 strzałach, jeśli formowanie jest stabilne, zdecyduj, czy dokonać dalszych regulacji na podstawie wyników.
Ulepsz biegacza
Prowadnica, prowadnice lub zasuwa są zbyt małe. Prowadnica, prowadnice lub brama są zbyt małe, a opór przepływu wzrasta. Jeśli ciśnienie wtrysku nie jest wystarczające, front stopu będzie poruszał się coraz wolniej, a tworzywo sztuczne będzie coraz zimniejsze. Ciśnienie wtrysku i ciśnienie utrzymywania nie są wystarczające, aby mocno docisnąć skondensowaną skórę do powierzchni formy, więc w kierunku przepływu stopionego tworzywa pozostają ślady skurczu.
Ulepszenie układu wydechowego
Jeśli wylot nie jest wystarczający lub wylot nie jest dobry, wpłynie to na napełnianie stopionego materiału. Czoło fali stopionego materiału nie jest w stanie docisnąć skondensowanej powłoki ściśle do powierzchni formy, pozostawiając ślady skurczu w kierunku przepływu stopionego materiału. Należy rozważyć wylot na końcu każdego kanału, aby zapobiec przedostawaniu się gazu do wnęki. Nie należy ignorować wydechu wnęki i najlepiej jest użyć wydechu pełnego koła.
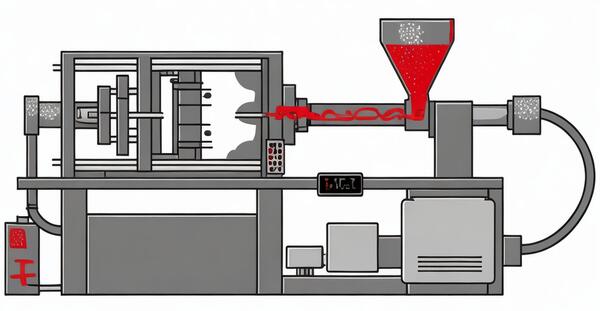
Maszyna do formowania wtryskowego
Regulacja prędkości wtrysku
Jeśli prędkość wtrysku jest zbyt duża, stopiony materiał nie będzie w stanie usunąć powietrza podczas przepływu przez powierzchnię formy, co spowoduje powstanie śladów przepływu. Prędkość wtrysku powinna być dostosowana do konkretnej sytuacji, aby złagodzić problem śladów przepływu.
Regulacja ciśnienia wtrysku
Innym powodem powstawania śladów płynięcia jest niewystarczające ciśnienie wtrysku. Należy więc zwiększyć ciśnienie wtrysku, aby tworzywo sztuczne lepiej wpłynęło do formy i zmniejszyło ślady wypływu.
Zwiększenie ciśnienia wtrysku i ciśnienia utrzymywania
Jeśli ciśnienie wtrysku i ciśnienie przytrzymania nie są wystarczające, skondensowana warstwa nie zostanie mocno dociśnięta do powierzchni formy, a w kierunku przepływu stopionego materiału pojawią się ślady skurczu. Zwiększ ciśnienie wtrysku i ciśnienie utrzymywania, aby skondensowana warstwa mogła być mocno dociśnięta do powierzchni formy, aż produkt zostanie sfinalizowany, a ślady płynięcia nie pojawią się.
Poprawa czasu przebywania
Tworzywo sztuczne pozostaje w cylindrze przez zbyt krótki czas, a temperatura topnienia jest niska. Nawet jeśli wnęka jest ledwo wypełniona, tworzywo sztuczne nie może zostać zagęszczone podczas ciśnienia utrzymującego, pozostawiając ślady skurczu w kierunku przepływu stopionego materiału. Stosunek materiału śrutu do materiału beczki powinien wynosić od 1/1,5 do 1/4.
Wydłużenie czasu cyklu
Gdy czas cyklu jest zbyt krótki, tworzywo sztuczne nie nagrzewa się w rurze materiałowej na czas, a temperatura stopu jest niska. Nawet jeśli wnęka jest ledwo wypełniona, tworzywo sztuczne nie może zostać zagęszczone podczas docisku, pozostawiając ślady skurczu w kierunku przepływu stopionego materiału.
Czas cyklu musi zostać wydłużony do momentu całkowitego stopienia tworzywa sztucznego, a temperatura topnienia jest wystarczająco wysoka, aby zapobiec powstawaniu śladów skurczu w kierunku przepływu.
Zwiększenie ustawienia temperatury bębna
Gdy temperatura cylindra jest zbyt niska, temperatura stopu jest niska, a ciśnienie wtrysku i ciśnienie utrzymywania nie są wystarczające, aby mocno docisnąć skondensowaną powierzchnię do powierzchni formy, pozostawiając ślady skurczu w kierunku przepływu stopu.
Podkręć temperaturę, ciśnienie wtrysku i ciśnienie przytrzymujące, aby docisnąć skórę do powierzchni formy, aż część zastygnie i nie będzie widać żadnych śladów płynięcia. Ustawienie temperatury materiału można uzyskać od dostawcy materiału.
Lufa jest podzielona na cztery strefy: tylną, środkową, przednią i dyszę. Ustawienie temperatury materiału od tyłu do przodu powinno być stopniowo zwiększane, a każda strefa powinna być zwiększana o 6°C. W razie potrzeby czasami wartość ustawienia temperatury materiału w strefie dyszy i/lub strefie przedniej jest taka sama jak w strefie środkowej.

Zwiększenie ustawienia temperatury dyszy
Tworzywo sztuczne pochłania ciepło uwalniane przez taśmę grzewczą i ciepło tarcia generowane przez względny ruch cząsteczek tworzywa sztucznego spowodowany obrotem ślimaka w cylindrze, a temperatura stopniowo wzrasta.
Ostatnią strefą grzewczą w cylindrze jest dysza. Stopiony materiał powinien osiągnąć tutaj idealną temperaturę, ale musi być podgrzewany umiarkowanie, aby pozostać w najlepszym stanie.
Jeśli temperatura dyszy nie jest ustawiona wystarczająco wysoko, dysza i forma będą się stykać i odbierać zbyt dużo ciepła, temperatura materiału spadnie, a ciśnienie wtrysku i ciśnienie utrzymywania nie będą wystarczające, aby mocno docisnąć skondensowaną skórę do powierzchni formy, pozostawiając ślady skurczu w kierunku przepływu stopionego materiału. Zwiększenie temperatury dyszy.
Zazwyczaj temperatura strefy dysz jest o 6 stopni Celsjusza wyższa niż temperatura strefy przedniej.
Wnioski
Jedną z najczęstszych wad wyglądu produktów formowanych wtryskowo podczas produkcji są ślady płynięcia, szczególnie w pobliżu wlewu produktu. Głównymi przyczynami powstawania śladów płynięcia są niska temperatura formy, niewłaściwe parametry procesu formowania wtryskowego, niewłaściwy dobór materiału i słaba płynność stopu.

W celu skutecznego uniknięcia i skorygowania problemu znaku przepływu, producenci mogą podjąć szereg działań. Po pierwsze, należy wyregulować temperaturę formy i dyszy, aby zapewnić równomierny przepływ stopionego materiału i wypełnienie formy podczas procesu napełniania.
Po drugie, zoptymalizuj prędkość wtrysku i kontrolę ciśnienia, aby upewnić się, że tworzywo sztuczne jest wypełnione i zagęszczone.
Dodatkowo, rozsądny dobór i kontrola różnych parametrów w procesie przetwarzania, takich jak czas utrzymywania i konstrukcja kanału przepływu, może również znacznie poprawić jakość powierzchni produktu. Dokonując tych regulacji, można skutecznie zmniejszyć lub nawet wyeliminować problem śladów przepływu, a także poprawić wydajność produkcji i jakość produktów formowanych wtryskowo.







