 Przejdź do treści
Przejdź do treści 
Niestandardowa fabryka formowania wtryskowego PE
Poznaj naszą niestandardową produkcję form wtryskowych PE dzięki szczegółowym przewodnikom i rozwiązaniom ekspertów. Zoptymalizuj swój projekt i zwiększ wydajność już dziś!

Zasoby dla Kompletnego przewodnika po formowaniu wtryskowym PE
Czym jest polietylen (PE)?
Polietylen (PE) jest jednym z najczęściej stosowanych polimerów termoplastycznych na świecie. Powstaje w wyniku polimeryzacji monomerów etylenu (z powtarzającą się jednostką -CH₂-CH₂-, często zapisywaną jako (C₂H₄)ₙ) i należy do rodziny poliolefin. PE jest znany ze swojej wszechstronności, trwałości i opłacalności, które uczyniły go niezbędnym w wielu branżach - od opakowań po motoryzację i zastosowania medyczne.
Połączenie niskich kosztów, odporności chemicznej, elastyczności i trwałości polietylenu sprawiło, że stał się on kamieniem węgielnym w nowoczesnej produkcji i produktach konsumenckich. Niezależnie od tego, czy jest używany do tworzenia elastycznych folii opakowaniowych, czy wytrzymałych rur przemysłowych, możliwość dostosowania jego właściwości poprzez zmiany w strukturze molekularnej i metodach przetwarzania zapewnia, że PE nadal spełnia różnorodne i zmieniające się wymagania technologiczne i środowiskowe.
Jakie są różne rodzaje materiałów PE?
Materiały polietylenowe (PE) są podzielone na kategorie w oparciu o ich gęstość, strukturę molekularną i metody produkcji. Oto uporządkowany przegląd różnych typów:
1. LDPE (polietylen o niskiej gęstości):
Charakterystyka: Wysoko rozgałęziona, elastyczna i przezroczysta.
Zastosowania: Worki plastikowe, folie opakowaniowe, butelki wyciskane.
2. LLDPE (liniowy polietylen o niskiej gęstości):
Charakterystyka: Liniowa struktura z krótkimi odgałęzieniami, zwiększona wytrzymałość.
Zastosowania: Folie stretch, folie rolnicze, wykładziny przemysłowe.
3. HDPE (polietylen o wysokiej gęstości):
Właściwości: Minimalne rozgałęzienia, sztywny, odporny na chemikalia.
Zastosowania: Butelki, pojemniki, rury, zabawki.
4. MDPE (polietylen średniej gęstości):
Charakterystyka: Umiarkowana gęstość, zrównoważona wytrzymałość i elastyczność.
Zastosowania: Rury gazowe, folie termokurczliwe, torby transportowe.
5. HMWPE (polietylen o wysokiej masie cząsteczkowej):
Charakterystyka: Wysoka wytrzymałość i odporność na zużycie.
Zastosowania: Urządzenia przemysłowe, duże pojemniki.
6. UHMWPE (polietylen o ultrawysokiej masie cząsteczkowej):
Właściwości: Długie łańcuchy molekularne, wysoka wytrzymałość.
Zastosowania: Implanty medyczne, przenośniki taśmowe.
7. XLPE/PEX (usieciowany polietylen):
Właściwości: Usieciowane łańcuchy, odporność termiczna i chemiczna.
Zastosowania: Systemy hydrauliczne, ogrzewanie promiennikowe, izolacja.
8. VLDPE (polietylen o bardzo niskiej gęstości):
Właściwości: Wysoka elastyczność przy niskiej krystaliczności.
Zastosowania: Pakowanie żywności, folia stretch, miękkie rurki.
9. mPE (polietylen metalocenowy):
Właściwości: Produkowane z użyciem katalizatorów metalocenowych, doskonała przejrzystość i wytrzymałość.
Zastosowania: Cienkie folie, opakowania do żywności, powłoki specjalne.
10. rPE (polietylen z recyklingu):
Właściwości: Pochodzi z odpadów pokonsumenckich/poprzemysłowych.
Zastosowania: Zrównoważone produkty, materiały budowlane, opakowania.
Dodatkowe uwagi:
Bimodalny HDPE: podtyp o zoptymalizowanym rozkładzie masy cząsteczkowej w celu uzyskania lepszych właściwości.
Mieszanki/modyfikacje: PE można mieszać z dodatkami (np. stabilizatorami UV) do określonych zastosowań.
Każdy typ służy do różnych zastosowań przemysłowych i konsumenckich w oparciu o jego właściwości strukturalne i charakterystykę działania.

Jakie są cechy charakterystyczne PE?
PE (polietylen) jest szeroko stosowanym tworzywem termoplastycznym znanym ze swojej elastyczności, niskiej gęstości i doskonałej odporności chemicznej. Jest powszechnie stosowany w opakowaniach, pojemnikach i rurociągach. Kluczowe cechy obejmują dobrą odporność na uderzenia, niską absorpcję wilgoci i łatwość przetwarzania.
1. Właściwości fizyczne:
Lekkość: Niska gęstość, dzięki czemu jest łatwy w obsłudze.
② Elastyczność a sztywność: LDPE jest elastyczny; HDPE jest sztywny.
Tekstura powierzchni: Woskowata, szczególnie w przypadku LDPE.
④ Wygląd: Półprzezroczysty w postaci naturalnej, łatwo barwiony.
2. Odporność chemiczna:
① Obojętność: Odporność na większość kwasów, zasad i rozpuszczalników.
② Odporność na wilgoć: Nieprzepuszczalny dla wody, idealny do pakowania.
③ Charakter niepolarny: Wyzwania związane z przyczepnością bez obróbki powierzchni.
3. Właściwości termiczne:
① Niska temperatura topnienia: ~120°C (248°F), ograniczająca stosowanie w wysokich temperaturach.
② Zachowanie termoplastyczne: Możliwość przetapiania i zmiany kształtu.
4. Właściwości elektryczne:
Doskonały izolator: Stosowany w powłokach kabli i komponentach elektrycznych.
5. Właściwości mechaniczne:
① HDPE: Wysoka wytrzymałość na rozciąganie, stosowana w rurach i pojemnikach.
② LDPE: Wysoka ciągliwość, odpowiedni do folii i worków.
③ UHMWPE: Wyjątkowa odporność na uderzenia, stosowana w implantach medycznych i sprzęcie kuloodpornym.
6. Wpływ na środowisko:
① Nie ulega biodegradacji: Utrzymuje się w ekosystemach, przyczyniając się do zanieczyszczenia środowiska.
② Możliwość recyklingu: Podlega recyklingowi pod kodami żywicy #2 (HDPE) i #4 (LDPE), choć stawki są różne.
7. Metody przetwarzania:
① Wytłaczanie: Powszechne w przypadku folii (LDPE) i rur (HDPE).
② Formowanie z rozdmuchiwaniem: Używany do butelek (HDPE).
③ Formowanie wtryskowe: Do sztywnych produktów, takich jak pojemniki.
8. Dodatkowe uwagi:
① Wrażliwość na promieniowanie UV: Ulega degradacji pod wpływem światła słonecznego bez stabilizatorów.
Palność: Łatwo się pali, wydzielając toksyczne opary.
Biokompatybilność: UHMWPE jest zatwierdzony medycznie do stosowania w implantach.

Jakie są właściwości PE?
PE (polietylen) jest wszechstronnym tworzywem termoplastycznym o wielu doskonałych właściwościach. Ma niską gęstość (0,91-0,96 g/cm³), dzięki czemu jest lekki i łatwy w obsłudze. PE oferuje doskonałą odporność na uderzenia, zwłaszcza w niskich temperaturach, dzięki czemu jest odporny na pękanie i łamanie. Wykazuje również dużą odporność chemiczną, dzięki czemu jest odporny na działanie różnych kwasów, zasad i rozpuszczalników. Jego temperatura topnienia wynosi 120-180°C, dzięki czemu nadaje się do różnych metod przetwarzania. PE ma bardzo niską absorpcję wody, zapewniając stabilne działanie nawet w wilgotnym środowisku. Ponadto PE jest dobrym izolatorem elektrycznym i oferuje doskonałą przetwarzalność, dzięki czemu jest szeroko stosowany w takich zastosowaniach, jak opakowania, rurociągi, towary konsumpcyjne i kable.
Tabela właściwości materiałów PE:
| Parametr właściwości | HDPE | LDPE | LLDPE |
|---|---|---|---|
| Gęstość (g/cm³) | 0.94-0.965 | 0.910-0.925 | 0.915-0.940 |
| Temperatura topnienia (℃) | 126-136 | 105-115 | 120-125 |
| Skurcz formowania (%) | 1.5-3.6 | 1.5-5 | 1.5-2.5 |
| Wytrzymałość na rozciąganie (MPa) | 20-30 | 10-20 | 15-25 |
| Odporność chemiczna | Odporność na kwasy, zasady i rozpuszczalniki organiczne (z wyjątkiem kwasów utleniających) | Odporny na kwasy, zasady, ale podatny na korozję węglowodorową | Odporność na kwasy, zasady i rozpuszczalniki organiczne |
| Izolacja elektryczna | Doskonały, odpowiedni do osłon kabli | Dobry, odpowiedni do izolacji cienkowarstwowej | Dobry |
Proces formowania wtryskowego HDPE:
| Parametr | Zakres/Wymagania | Uwagi |
|---|---|---|
| Temperatura/czas suszenia | 65-75 ℃ / 0,5 godziny (można nie suszyć) | Niska absorpcja wilgoci, możliwość przechowywania bez suszenia |
| Temperatura topnienia (℃) | 180-220 | Temperatura lufy podzielona na trzy strefy: tylna 140-160, środkowa 180-220, przednia 170-200 |
| Temperatura formy (℃) | 40-70 | Wysoka temperatura formy może zmniejszyć naprężenia wewnętrzne i poprawić połysk powierzchni |
| Ciśnienie wtrysku (MPa) | 80-130 | Odpowiednik 800-1300 kg/cm² |
| Ciśnienie wsteczne (MPa) | 7-18 | Odpowiednio zwiększ ciśnienie wsteczne, aby zredukować pęcherzyki powietrza. |
| Prędkość obrotowa śruby (obr./min) | 60-100 | Standardowa śruba, prosta dysza przelotowa |
| Siła zacisku (tona/in²) | 2 | Dostosuj do grubości produktu |
| Współczynnik wykorzystania Regrind (%) | 20-40 | Czysty przemiał w celu uniknięcia zanieczyszczenia |
Proces formowania wtryskowego LDPE:
| Parametr | Zakres/Wymagania | Uwagi |
|---|---|---|
| Temperatura topnienia (℃) | 140-170 | Wysoka temperatura może powodować rozkład, musi być ściśle kontrolowana. |
| Ciśnienie wtrysku (MPa) | 50-70 | Niska lepkość materiału, niskie zapotrzebowanie na ciśnienie |
| Temperatura formy (℃) | 40-60 | Niska temperatura formy może skrócić czas chłodzenia |
| Prędkość wtrysku | Niski do średniego | Wysoka prędkość może powodować defekty na powierzchni produktu. |
Proces formowania wtryskowego LLDPE:
| Parametr | Zakres/Wymagania | Uwagi |
|---|---|---|
| Temperatura topnienia (℃) | 180-210 | Potrzeba równomiernego ogrzewania, aby zapobiec lokalnemu przegrzaniu |
| Temperatura formy (℃) | 40-70 | Podobne do HDPE |
| Ciśnienie wtrysku (MPa) | 70-100 | Musi być wyższa niż LDPE, aby poprawić płynność |
Czy materiały PE mogą być formowane wtryskowo?
Tak, materiały polietylenowe (PE) mogą być z powodzeniem formowane wtryskowo i są szeroko stosowane w tym procesie produkcyjnym. Oto najważniejsze kwestie i szczegóły:
1. Rodzaje materiałów:
① HDPE (polietylen o wysokiej gęstości): Znany z wysokiej wytrzymałości, sztywności i wyższej temperatury topnienia (~130-145°C). Powszechnie stosowany do produkcji pojemników, części samochodowych i artykułów gospodarstwa domowego.
② LDPE (polietylen o niskiej gęstości): Bardziej elastyczny, o niższej temperaturze topnienia (~105-115°C). Używany do produkcji butelek, nakrętek i zabawek.
2. Charakter termoplastyczny:
PE jest tworzywem termoplastycznym, co oznacza, że może być wielokrotnie topiony, dzięki czemu idealnie nadaje się do formowania wtryskowego.
3. Parametry przetwarzania:
① Temperatura: Dostosowana na podstawie typu PE (wyższa dla HDPE, niższa dla LDPE).
② Ciśnienie i prędkość: Zoptymalizowane w celu zapewnienia prawidłowego wypełnienia formy i uniknięcia wad (np. krótkich strzałów).
③ Czas chłodzenia: krytyczny ze względu na wysoki współczynnik kurczenia się PE; dłuższe chłodzenie może zmniejszyć wypaczenia.
4. Zarządzanie skurczami:
① PE zazwyczaj kurczy się o 1,5-4% podczas chłodzenia. Projekty form uwzględniają to dzięki precyzyjnym tolerancjom, kanałom chłodzącym i rozmieszczeniu bramek.
② Dodatki (np. wypełniacze) mogą zmniejszyć skurcz i poprawić stabilność wymiarową.
5. Charakterystyka przepływu:
LDPE płynie łatwiej niż HDPE ze względu na niższą lepkość. Regulacja prędkości wtrysku/ciśnienia zapewnia całkowite wypełnienie formy.
6. Zastosowania:
Typowe produkty obejmują wiadra, zabawki, pojemniki, części samochodowe i opakowania.
7. Możliwość recyklingu:
Złom PE można poddać recyklingowi, choć wielokrotne przetwarzanie może pogorszyć jego właściwości. Materiał pierwotny jest często mieszany z PE pochodzącym z recyklingu.
8. Ograniczenia:
① Nie nadaje się do zastosowań wysokotemperaturowych (PE ma niższą odporność na ciepło w porównaniu z materiałami takimi jak ABS).
② Grube sekcje mogą nasilać kurczenie się; modyfikacje projektu pomagają to złagodzić.
Podsumowując, PE jest wszechstronnym materiałem do formowania wtryskowego, pod warunkiem, że parametry procesu, konstrukcja formy i dobór materiału są starannie dostosowane do jego właściwości.
Jakie są kluczowe czynniki wpływające na formowanie wtryskowe PE?
Rozważając formowanie wtryskowe polietylenu (PE), należy wziąć pod uwagę kilka kluczowych czynników, aby zapewnić optymalną jakość części i wydajność procesu. Oto uporządkowany przegląd:
1. Wybór materiału:
① Typ PE: Wybór pomiędzy HDPE (wysoka gęstość) i LDPE (niska gęstość) w oparciu o wymagane właściwości mechaniczne (np. sztywność vs. elastyczność).
② Dodatki: Należy wziąć pod uwagę stabilizatory UV, barwniki lub wypełniacze, które mogą wpływać na parametry przetwarzania.
③ Zawartość z recyklingu: Ocenić wykorzystanie PE z recyklingu pod kątem zrównoważonego rozwoju, zwracając uwagę na potencjalny wpływ na spójność materiału.
2. Parametry przetwarzania:
① Temperatura:
Temperatura topnienia: HDPE zazwyczaj 200-300°C; LDPE 160-260°C.
Temperatura formy: 20-60°C w celu kontroli chłodzenia i krystalizacji.
② Ciśnienie: Zoptymalizuj ciśnienie wtrysku (zwykle 70-140 MPa), aby zrównoważyć przepływ i uniknąć wad (np. rozbłysków, krótkich strzałów).
③ Czas chłodzenia: Dostosuj w oparciu o grubość części, aby zminimalizować wypaczenia i czas cyklu.
④ Siła zacisku: Zapewnienie wystarczającej siły, aby utrzymać formę zamkniętą podczas wtrysku, na co ma wpływ rozmiar części i przepływ materiału.


3. Konstrukcja formy:
① Konstrukcja bramki: Ustawić bramki tak, aby zapewnić równomierne napełnianie (np. bramki krawędziowe lub wachlarzowe dla PE).
② Wentylacja: Wbudowane otwory wentylacyjne zapobiegają powstawaniu pułapek powietrznych i śladów poparzeń.
Kąty zanurzenia: Używaj kątów 1-2°, aby ułatwić wyrzucanie i zmniejszyć uszkodzenia powierzchni.
④ Kompensacja skurczu: Uwzględnienie współczynnika skurczu (HDPE: 1,5-4%; LDPE: 1-3%) w wymiarach formy.
⑤ Kanały chłodzące: Konstrukcja zapewniająca równomierne chłodzenie w celu zminimalizowania wypaczeń.
4. Konstrukcja części:
① Grubość ścianki: Zachowaj jednolitość (2-4 mm dla HDPE; do 5 mm dla LDPE), aby uniknąć śladów zacieków.
Żebra i szefowie: Konstrukcja o grubości ≤60% sąsiednich ścian, aby zapobiec powstawaniu śladów zlewu.
Promienie: Używaj zaokrągleń (≥0,5 mm), aby zmniejszyć koncentrację naprężeń.
5. Przetwarzanie końcowe:
① Przycinanie: Ostrożnie usuwaj lampy błyskowe lub bramki, aby uniknąć uszkodzenia części.
② Wyżarzanie: Opcjonalnie do usuwania naprężeń w precyzyjnych częściach.
③ Operacje dodatkowe: Należy wziąć pod uwagę kompatybilność ze spawaniem, drukowaniem lub klejeniem.
6. Kontrola jakości:
① Kontrole wymiarów: Weryfikacja kompensacji skurczu i tolerancji.
② Testy mechaniczne: Ocenić wytrzymałość na rozciąganie, udarność i wydłużenie.
③ Kontrola usterek: Sprawdź, czy nie ma pustych przestrzeni, wypaczeń lub wad powierzchni.
7. Koszty i wydajność:
① Optymalizacja czasu cyklu: Zrównoważenie czasu chłodzenia i jakości części.
② Redukcja odpadów materiałowych: Jeśli to możliwe, poddaj recyklingowi wlewki/runnery.
8. Względy środowiskowe:
① Efektywność energetyczna: Optymalizacja systemów ogrzewania/chłodzenia w celu zmniejszenia zużycia energii.
② Możliwość recyklingu: Konstrukcja umożliwiająca recykling po zakończeniu eksploatacji.
9. Dodatkowe czynniki:
① Wilgotność: PE generalnie nie jest higroskopijny, ale w przypadku niektórych gatunków może być konieczne wstępne suszenie (2-4 godziny w temperaturze 60-80°C).
② Zachowanie przepływu: Gatunki o wyższym wskaźniku płynięcia (MFI) łatwiej wypełniają formy, ale mogą wymagać niższego ciśnienia wtrysku.


Zasoby dla Kompletnego przewodnika po produkcji form wtryskowych PE
Wytyczne projektowe dla formowania wtryskowego PE
Polietylen (PE), jedno z najczęściej stosowanych tworzyw termoplastycznych, wymaga optymalizacji w oparciu o jego właściwości materiałowe i ogólne wytyczne projektowe dotyczące formowania wtryskowego. Poniżej znajdują się kluczowe punkty projektowe i sugestie dotyczące wdrożenia:
1. Zasady projektowania grubości ścian:
① Preferowana jednolita grubość ścianki:
PE ma wysoki współczynnik skurczu (HDPE około 1,5%-4%, LDPE około 1%-2,5%), a nierówna grubość ścianek może powodować ślady zapadania się, wypaczenia i inne problemy. Zalecenia obejmują:
Zakres grubości ścianek: 1,5-4 mm (cienkościenne części mogą mieć nawet 0,5 mm, co wymaga zastosowania PE o wysokim przepływie).
Grubość żeber wzmacniających nie powinna przekraczać 50%-60% grubości głównej ściany, a promienie powinny być stosowane u podstawy, aby zmniejszyć koncentrację naprężeń.
② Projekt stopniowego przejścia:
Używaj stożkowych przejść na styku grubych i cienkich obszarów, aby uniknąć ostrych zmian, które mogłyby wywołać naprężenia wewnętrzne.

2. Optymalizacja szczegółów konstrukcyjnych:
① Promień zaokrąglenia i kąt zanurzenia:
Promień zaokrąglenia: Promień wewnętrznego narożnika powinien wynosić co najmniej 1-krotność grubości ścianki, a promień zewnętrznego narożnika powinien wynosić co najmniej 0,5-krotność grubości ścianki, aby poprawić przepływ stopionego materiału i zmniejszyć naprężenia.
Kąt zanurzenia: Zalecany jest kąt zanurzenia 1°-2° (wyższe kąty mogą być potrzebne w przypadku powierzchni o wysokim połysku), aby zapewnić płynne wyrzucanie z formy.
② Żebra wzmacniające i konstrukcje wsporcze:
Żebra wzmacniające mogą zastąpić grubsze ścianki w celu poprawy sztywności przy jednoczesnym zmniejszeniu zużycia materiału i skróceniu czasu chłodzenia. Wysokość żeber nie powinna przekraczać 3-krotności grubości ścianki.
3. Kluczowe parametry projektu formy:
① Projekt systemu wtrysku:
Typ bramy: Bramki punktowe są odpowiednie dla części cienkościennych, podczas gdy bramki boczne lub wachlarzowe są używane dla części grubościennych.
Rozmiar prowadnicy: Średnica głównego kanału powinna być o 0,5-1 mm większa niż dysza wtryskarki. Średnica odgałęzienia powinna wynosić 4-8 mm (dostosowana do rozmiaru części).
② Optymalizacja układu chłodzenia:
PE ma wysoką krystaliczność, a szybkość chłodzenia bezpośrednio wpływa na kurczliwość i stabilność wymiarową. Zalecenia obejmują:
Temperatura formy: 40-80°C (wyższa dla HDPE, niższa dla LDPE).
Używaj konforemnych kanałów chłodzących, aby zapewnić równomierne rozpraszanie ciepła i zmniejszyć wypaczenia.
③ Wentylacja i kompensacja skurczu:
Głębokość otworu wentylacyjnego powinna wynosić ≤0,03 mm, aby uniknąć zapłonu.
Wymiary wnęki formy należy powiększyć, aby skompensować skurcz PE (kompensacja skurczu HDPE wynosi około 2%-3,5%, LDPE około 1%-2%).
4. Kontrola parametrów procesu:
① Ustawienia temperatury:
Temperatura beczki: 180-280°C (LDPE: 180-240°C, HDPE: 200-280°C).
Temperatura dyszy powinna być nieco niższa niż temperatura końca cylindra, aby zapobiec kapaniu.
② Ciśnienie i czas cyklu:
Ciśnienie wtrysku: 50-100 MPa (wyższe ciśnienia wymagane w przypadku cienkościennych lub złożonych części).
Czas przetrzymywania i chłodzenia należy wydłużyć, aby zmniejszyć skurcz po formowaniu (czas chłodzenia dla HDPE jest o 20%-30% dłuższy niż dla LDPE).
5. Wybór materiału i obróbka wstępna:
① Dopasowanie płynności:
Wybierz wskaźnik płynięcia (MFI) w oparciu o złożoność części. Wysoki MFI (>20g/10min) jest odpowiedni dla części cienkościennych.
② Wymagania dotyczące suszenia:
PE ma niską absorpcję wilgoci i zazwyczaj nie wymaga wstępnego suszenia. Jednakże, jeśli jest przechowywany w wilgotnym środowisku, może być suszony w temperaturze 80°C przez 1-2 godziny.


Jak wykonać formowanie wtryskowe PE: Przewodnik krok po kroku
Formowanie wtryskowe PE obejmuje wybór odpowiedniego materiału, kontrolowanie temperatury i ciśnienia oraz zapewnienie odpowiednich czasów cyklu w celu uzyskania wysokiej jakości części. Wydajne formowanie zmniejsza ilość odpadów, obniża koszty i poprawia spójność części we wszystkich seriach produkcyjnych.
1. Wstępne przetwarzanie materiału:
① Charakterystyka materiału:
PE (polietylen) jest krystalicznym polimerem o bardzo niskiej absorpcji wilgoci (<0,01%) i nie wymaga suszenia.
Współczynnik skurczu LDPE (polietylen o niskiej gęstości): 1,5% 5,0%.
Współczynnik skurczu HDPE (polietylen o wysokiej gęstości): 25% 60%.
② Wybór materiału:
Wybierz LDPE (dla wysokiej elastyczności) lub HDPE (dla wysokiej wytrzymałości) w zależności od zastosowania produktu.
Należy pamiętać, że LDPE ma niską lepkość w stanie stopionym i dobrą płynność, dzięki czemu nadaje się do cienkościennych produktów o długim przepływie.
2. Przygotowanie sprzętu i form:
① Ustawienia parametrów wtryskarki:
| Parametr | Zakres LDPE | Zakres HDPE | Uwagi |
|---|---|---|---|
| Temperatura beczki | 140-200°C | 140-220°C | Użyj niskich wartości dla tylnej i wysokich wartości dla przedniej części lufy. |
| Ciśnienie wtrysku | 50-80 MPa | 60-100 MPa | W przypadku części cienkościennych należy odpowiednio zwiększyć ciśnienie |
| Prędkość wtrysku | Średnio-wysoki | Średnio-niski | Unikanie przegrzania i utleniania stopionego materiału |
② Projektowanie formy Kluczowe punkty:
System wtrysku: Preferować bramki boczne lub punktowe, unikać bramek bezpośrednich, aby zapobiec nierównomiernemu skurczowi.
System chłodzenia: Konstrukcja musi być jednolita, aby kontrolować skurcz (temperatura formy LDPE 30-45°C, temperatura formy HDPE 40-65°C).
Kąt zanurzenia: Zaleca się ≥1°, aby zapobiec zarysowaniom produktu podczas wysuwania.
3. Etapy procesu formowania:

① Plastyfikacja stopu:
Prędkość ślimaka: Dostosować do płynności stopu (HDPE wymaga niższych prędkości).
Monitorowanie temperatury topnienia: Unikać przekroczenia 300°C (temperatura rozkładu PE).
② Ciśnienie wtrysku i utrzymywania:
Faza wtrysku: Szybko wypełnia gniazdo formy, minimalizując chłodzenie na czole stopu.
Faza utrzymywania ciśnienia: Ciśnienie powinno wynosić 80%-90% ciśnienia wtrysku, z czasem dostosowanym do grubości ścianki (zazwyczaj 2-5 sekund/mm).
③ Chłodzenie i wyrzucanie:
Czas chłodzenia: Odpowiada za 70%-80% cyklu i musi być wystarczający do zmniejszenia deformacji.
Metoda wyrzucania: Użyć kołków wyrzutowych lub wyrzutu pneumatycznego, unikać wymuszonego wyrzutu, aby zapobiec koncentracji naprężeń.
4. Typowe problemy i rozwiązania:
| Typ problemu | Analiza przyczyn | Rozwiązanie |
|---|---|---|
| Nierównomierny skurcz | Niewłaściwa kontrola temperatury formy | Optymalizacja układu obiegu wody chłodzącej |
| Wypaczenie | Słabe pozycjonowanie bramki | Korzystanie z bramek wielopunktowych lub dostosowanie rozmiaru bramek |
| Znaki zlewu powierzchniowego | Niewystarczające ciśnienie trzymania lub zbyt krótki czas trwania | Zwiększenie ciśnienia i czasu utrzymywania |
5. Przetwarzanie końcowe i kontrola jakości:
① Wyżarzanie (opcjonalnie):
Temperatura: 60-80°C (LDPE), 80-100°C (HDPE).
Czas: 2-4 godziny w celu wyeliminowania naprężeń wewnętrznych.
② Elementy inspekcji:
Dokładność wymiarowa (tolerancja odniesienia: ±0,2-0,5 mm).
Połysk powierzchni (kontrolowany poprzez regulację temperatury formy).

Jakie są zalety formowania wtryskowego PE?
Polietylen (PE), jako powszechnie stosowane tworzywo termoplastyczne, wykazuje kilka istotnych zalet w formowaniu wtryskowym. Poniżej znajduje się szczegółowa analiza jego podstawowych zalet:
1. Proste przetwarzanie wstępne materiału:
① Nie wymaga suszenia: PE ma wyjątkowo niską absorpcję wilgoci (<0.01%), making it suitable for direct injection molding without the need for drying, saving preparation time and energy consumption.
② Niższe koszty produkcji: Uproszczone przetwarzanie wstępne pomaga skrócić cykl produkcyjny i poprawić ogólną wydajność.
2. Doskonała płynność i wydajność formowania:
① Wysoka płynność: Stopiony PE ma doskonałą charakterystykę płynięcia, co pozwala na wypełnianie złożonych struktur formy przy niższym ciśnieniu wtrysku, szczególnie nadaje się do produkcji cienkościennych produktów i części o długim przepływie.
② Silna zdolność adaptacji: PE jest wrażliwy na ciśnienie, a poprzez regulację ciśnienia wtrysku można elastycznie kontrolować prędkość i jakość napełniania, zmniejszając ryzyko wad.
3. Wysoka stabilność procesu:
Szeroki zakres temperatur formowania: PE ma duży zakres temperatur przetwarzania (np. temperatura beczki LDPE 140-200°C, HDPE około 220°C), dzięki czemu jest mniej wrażliwy na wahania temperatury i zapewnia wysoką tolerancję procesu.
② Doskonała stabilność termiczna: PE nie ulega łatwemu rozkładowi w temperaturze poniżej 300°C, co zmniejsza ilość odpadów materiałowych spowodowanych degradacją termiczną podczas produkcji.
4. Energooszczędna i wysokowydajna produkcja:
Niskie zużycie energii: Ze względu na dobrą płynność PE wymaga niższego ciśnienia wtrysku (zwykle 50-100 MPa) i ma wysoką wydajność plastyfikacji, co zmniejsza zużycie energii przez sprzęt.
② Szybki cykl formowania: Szybkość chłodzenia można zoptymalizować poprzez zaprojektowanie formy, a w połączeniu z wysoką płynnością skraca to czas produkcji na jednostkę.
5. Zalety wydajności produktu:
① Odporność na korozję chemiczną: PE wykazuje dużą odporność na chemikalia, takie jak kwasy i zasady, dzięki czemu nadaje się do rurociągów chemicznych, uszczelnień i innych zastosowań odpornych na korozję.
② Izolacja elektryczna: PE ma doskonałe właściwości izolacyjne przy wysokich częstotliwościach, powszechnie stosowane w komponentach elektrycznych i elektronicznych (takich jak osłony kabli i złącza).
③ Lekkość i wysoka wytrzymałość: Produkty z PE są lekkie, a jednocześnie odporne na uderzenia, dzięki czemu idealnie nadają się do zastosowań, w których niezbędna jest redukcja masy (takich jak części samochodowe i materiały opakowaniowe).
6. Elastyczność w projektowaniu i produkcji: liczniki:
① Łatwe uwalnianie z formy: Stosunkowo miękka tekstura PE pozwala na uwalnianie płytkich zagłębionych struktur poprzez wymuszone wyrzucanie, zmniejszając złożoność formy.
Wszechstronne zastosowania: Części formowane wtryskowo z PE są stosowane w różnych branżach, od urządzeń medycznych (takich jak cewniki i materace) po wodoodporne materiały budowlane.
7. Korzyści środowiskowe i ekonomiczne:
① Możliwość recyklingu: Materiały PE 100% nadają się do recyklingu, co jest zgodne z zasadami gospodarki o obiegu zamkniętym i zmniejsza wpływ na środowisko.
② Opłacalność: Koszt surowców jest stosunkowo niski, a w połączeniu z wydajnymi procesami produkcyjnymi, ogólna przewaga kosztowa jest znacząca.

Jakie są wady formowania wtryskowego PE?
Chociaż formowanie wtryskowe polietylenu (PE) jest szeroko stosowane ze względu na jego opłacalność i wszechstronność, należy wziąć pod uwagę pewne wady:
1. Kwestie skurczu i deformacji:
① Wysoki współczynnik skurczu i skurcz kierunkowy: PE ma stosunkowo duży zakres skurczu, przy czym polietylen o niskiej gęstości (LDPE) ma współczynnik skurczu około 1,22%, podczas gdy polietylen o wysokiej gęstości (HDPE) może osiągnąć nawet 1,5%. Skurcz jest kierunkowy, co może prowadzić do deformacji i wypaczenia produktu, zwłaszcza w przypadku grubościennych lub złożonych części konstrukcyjnych.
② Wrażliwość na temperaturę formy: Temperatura formy ma znaczący wpływ na krystaliczność PE. Jeśli temperatura formy jest zbyt wysoka, krystaliczność wzrasta, a skurcz staje się bardziej wyraźny; jeśli temperatura jest zbyt niska, wewnętrzne naprężenia mogą się kumulować, wpływając na wydajność mechaniczną.
2. Wyzwania związane z przetwarzaniem:
① Niska szybkość chłodzenia: Stopiony PE ma stosunkowo niską szybkość chłodzenia, co wymaga wydajnego systemu chłodzenia formy w celu skrócenia cyklu formowania. W przeciwnym razie może to wydłużyć czas produkcji i zmniejszyć wydajność.
② Nadmierna płynność: Stopiony PE ma niską lepkość i doskonałą płynność, co pomaga w wypełnianiu złożonych form, ale może prowadzić do wypływania (przelewania się materiału). Dlatego konieczne jest ścisłe kontrolowanie precyzji zamknięcia formy i ciśnienia wtrysku.
③ Wrażliwość na utlenianie termiczne: Stopiony PE jest podatny na utlenianie i degradację w wysokich temperaturach, dlatego podczas przetwarzania należy unikać ekspozycji na tlen (np. stosując ochronę przed azotem). W przeciwnym razie wydajność materiału może ulec pogorszeniu.
3. Ograniczenia dotyczące właściwości materiałów:
① Wąski zakres temperatur mięknienia: PE ma niewielki zakres temperatur mięknienia, co sprawia, że precyzyjna kontrola temperatury podczas przetwarzania jest niezbędna. Wahania temperatury mogą powodować zmiany lepkości stopu, wpływając na stabilność formowania.
② Ograniczenia właściwości mechanicznych: Produkty z PE mają stosunkowo miękką teksturę, niską odporność na zużycie i niską sztywność, przez co nie nadają się do zastosowań wymagających dużych obciążeń lub wysokiej precyzji (np. koła zębate, łożyska).
4. Wymagania dotyczące form i sprzętu:
① Ograniczenia konstrukcyjne bramy: Bezpośrednie podawanie może prowadzić do koncentracji naprężeń i nierównomiernego skurczu. Aby poprawić równomierność napełniania, zaleca się stosowanie wielu bramek lub bramek w kształcie wachlarza.
② Wyższe zużycie energii: PE ma stosunkowo wysoką pojemność cieplną właściwą, co wymaga więcej energii do plastyfikacji. Skutkuje to wyższym zapotrzebowaniem na moc grzewczą dla wtryskarek.

Typowe problemy i rozwiązania w formowaniu wtryskowym PE
Formowanie wtryskowe polietylenu (PE) jest szeroko stosowanym procesem produkcyjnym, ale jak każdy proces, może napotkać pewne typowe problemy. Poniżej przedstawiamy niektóre z typowych problemów i możliwe rozwiązania:
1. Lampa błyskowa:
Analiza przyczyn:
① Niewłaściwe parametry procesu: Nadmierne ciśnienie lub prędkość wtrysku mogą powodować przelewanie się stopionego materiału z linii podziału formy.
② Wady konstrukcyjne formy: Niewystarczająca wytrzymałość formy, nadmierna szczelina na linii podziału lub słaba wentylacja.
③ Właściwości materiału: Wysoka płynność PE (zwłaszcza LDPE) sprawia, że jest on podatny na penetrację szczelin formy.
Rozwiązania:
① Optymalizacja parametrów wtrysku: Zmniejsz ciśnienie wtrysku do rozsądnego zakresu (dla porównania: HDPE zazwyczaj 60-100 MPa) i użyj segmentowej kontroli prędkości wtrysku.
Ulepszenie formy: Zwiększ sztywność formy, a szczelina na linii podziału powinna wynosić ≤0,02 mm; dodaj kanały wentylacyjne (głębokość 0,02-0,03 mm).
③ Kontrola surowców: Należy wybierać gatunki PE o umiarkowanym wskaźniku topnienia (np. wtryskowy HDPE o wskaźniku topnienia 20-30 g/10 min) i unikać stosowania przemiału większego niż 30%.
2. Ślady zlewu i pęcherzyki powietrza:
Analiza przyczyn:
① Niewystarczające ciśnienie trzymania: PE ma wysoki współczynnik skurczu (1,5-4%), a niewystarczający czas utrzymywania ciśnienia powoduje brak kompensacji skurczu.
Nierównomierne chłodzenie: Gdy stosunek grubości ścianek wynosi >2:1, grubościenne obszary stygną i kurczą się w różnym tempie, co prowadzi do powstawania pęcherzyków próżniowych.
③ Zawartość wilgoci w surowcach: Chociaż PE ma niską absorpcję wilgoci (<0,01%), niewłaściwe przechowywanie może wprowadzić wilgoć.
Rozwiązania:
① Regulacja procesu: Czas utrzymywania ciśnienia powinien wynosić ≥ grubość ścianki (mm) × 1,5 sekundy, przy ciśnieniu utrzymywania na poziomie 80% ciśnienia wtrysku.
Optymalizacja formy: Użycie konformalnych kanałów chłodzących w celu zapewnienia jednolitego tempa chłodzenia dla różnych grubości ścianek; grubość wlewu powinna wynosić ≥ 50% grubości ścianki produktu.
③ Obróbka surowca: Suszyć w temperaturze 80°C z cyrkulacją powietrza przez 2-4 godziny; idealna jest suszarka osuszająca o punkcie rosy ≤ -40°C.
3. Srebrne smugi:
Analiza przyczyn:
① Kwestia degradacji: PE może ulec termicznej degradacji oksydacyjnej, jeśli pozostanie zbyt długo w beczce (>5 minut).
② Zanieczyszczenie lub mieszanie materiałów: Mieszanie gatunków PE o różnych wskaźnikach topnienia lub wprowadzanie innych tworzyw sztucznych (np. PP).
Rozwiązania:
① Kontrola temperatury: Ustaw różne strefy temperatury w cylindrze (tylna część 180-200°C, przednia część 200-220°C), aby uniknąć miejscowego przegrzania.
② Czysta produkcja: Dokładnie czyść beczkę podczas zmiany materiału (używaj HDPE do czyszczenia przejściowego) i używaj dedykowanych lejów suszących.
4. Wypaczenia:
Analiza przyczyn:
① Naprężenie orientacyjne: Łańcuchy molekularne PE ustawiają się silnie w kierunku przepływu, co prowadzi do anizotropowego skurczu podczas chłodzenia.
② Nierównowaga wyrzutu: Nierównomierne rozmieszczenie sworzni wyrzutnika lub kąt wyrzutu <1° powoduje miejscową koncentrację naprężeń.
Rozwiązania:
Optymalizacja procesu: Kontrola temperatury formy w zakresie 30-50°C w celu zmniejszenia naprężeń ścinających stopu; stosowanie powolnych procesów chłodzenia (wydłużenie czasu chłodzenia o 20%, gdy temperatura formy >60°C).
② Konstrukcja formy: Zapewnienie kąta wyrzutu ≥1,5°; system wyrzutu powinien zapewniać równomierny rozkład siły wyrzutu (co najmniej jeden trzpień wyrzutnika na każde 100 cm²).
5. Linie spawania:
Analiza przyczyn:
① Zbieżność wielu bramek: Gdy różnica temperatur między wiodącymi krawędziami stopionego PE przekracza 10°C, nie może dojść do skutecznego stopienia frontu stopu.
② Słaba wentylacja: Uwięzione powietrze powoduje utlenianie stopionego metalu, co skutkuje widocznymi liniami spawu.
Rozwiązania:
① Konstrukcja bramy: W celu rozszerzenia obszaru zbiegu należy użyć bramek w kształcie wachlarza, z rozstawem bramek ≤150 mm (dla HDPE).
② Usprawnienie procesu: Zwiększenie temperatury formy do 60-80°C i zwiększenie prędkości wtrysku o 20%-30% w celu poprawy stapiania.
6. Nierównomierny połysk powierzchni:
Analiza przyczyn:
① Niewystarczające polerowanie formy: PE łatwo odwzorowuje stan powierzchni formy, a Ra >0,2 μm może skutkować matową powierzchnią.
② Niska prędkość wtrysku: Chłodzenie czoła stopionego materiału zmniejsza zdolność replikacji powierzchni.
Rozwiązania:
① Obróbka formy: Polerowanie lustrzane wnęki do Ra 0,05-0,1 μm i regularna konserwacja elektropolerowania.
② Optymalizacja prędkości: Zastosowanie szybkiego wtrysku (czas napełniania <3 sekundy) i zapewnienie precyzji przełączania końcówek w zakresie ±0,5 mm.
Jakie są zastosowania formowania wtryskowego PE?
Formowanie wtryskowe polietylenu (PE) jest szeroko stosowane w różnych dziedzinach ze względu na jego doskonałe właściwości fizyczne i charakterystykę przetwarzania. Poniżej znajdują się główne scenariusze zastosowań i typowe produkty:
1. Opakowania i pojemniki logistyczne:
Skrzynki i palety zwrotne: Formowanie wtryskowe polietylenu o wysokiej gęstości (HDPE) jest szeroko stosowane w produkcji pojemników zwrotnych, takich jak skrzynki na piwo, skrzynki na napoje, skrzynki na żywność i skrzynki na warzywa. Produkty te charakteryzują się odpornością na niskie temperatury i uderzenia. Palety formowane wtryskowo z HDPE oferują również wysoką sztywność i odporność na zużycie, dzięki czemu idealnie nadają się do logistyki i transportu.
Zakrętki do butelek i pojemniki cienkościenne: Formowanie wtryskowe i tłoczenie są wykorzystywane do produkcji zakrętek do butelek (takich jak butelki na wodę mineralną i soki) oraz cienkościennych pojemników na żywność, spełniających wymagania dotyczące szczelności i lekkiej konstrukcji.
2. Komponenty przemysłowe i motoryzacyjne:
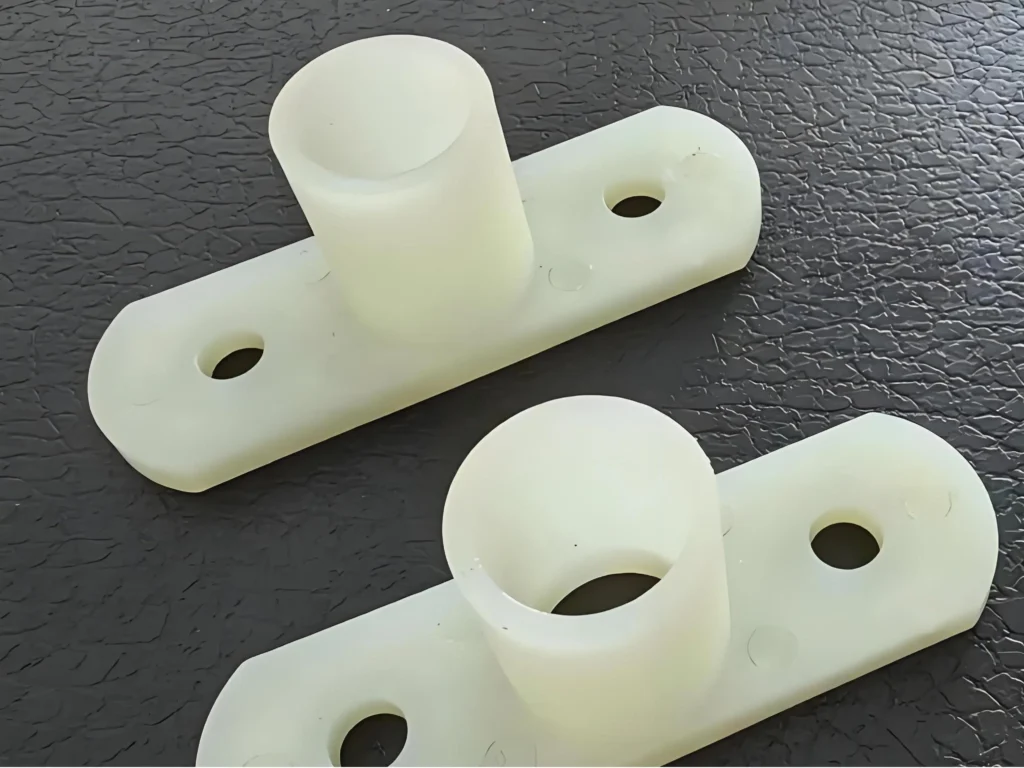
① Bębny i części przemysłowe: Produkty formowane wtryskowo z HDPE są wykorzystywane w produkcji bębnów przemysłowych, koszy na śmieci i innych elementów, oferując doskonałą odporność chemiczną, dzięki czemu nadają się do przechowywania chemikaliów. Ponadto małe części formowane wtryskowo, takie jak korki przeciwpyłowe z PE, służą jako elementy ochronne w sprzęcie mechanicznym i elektronicznym.
② Złączki do rurociągów: Formowanie wtryskowe PE jest stosowane do produkcji złączy rurowych zgrzewanych termicznie i redukujących złączy rurowych do systemów rur PE, powszechnie stosowanych w systemach wodociągowych i gazociągowych.
3. Codzienne potrzeby i produkty gospodarstwa domowego:
Artykuły gospodarstwa domowego i różne towary: Formowanie wtryskowe PE jest wykorzystywane do produkcji przedmiotów codziennego użytku (takich jak pudełka do przechowywania i kosze na śmieci) oraz narzędzi domowych. Jego lekkość i trwałość sprawiają, że jest to popularny wybór.
② Zabawki i artykuły papiernicze: Elastyczność i bezpieczeństwo PE sprawiają, że nadaje się on do formowania zabawek, artykułów papierniczych i innych produktów dla dzieci.
4. Specjalne części funkcyjne:
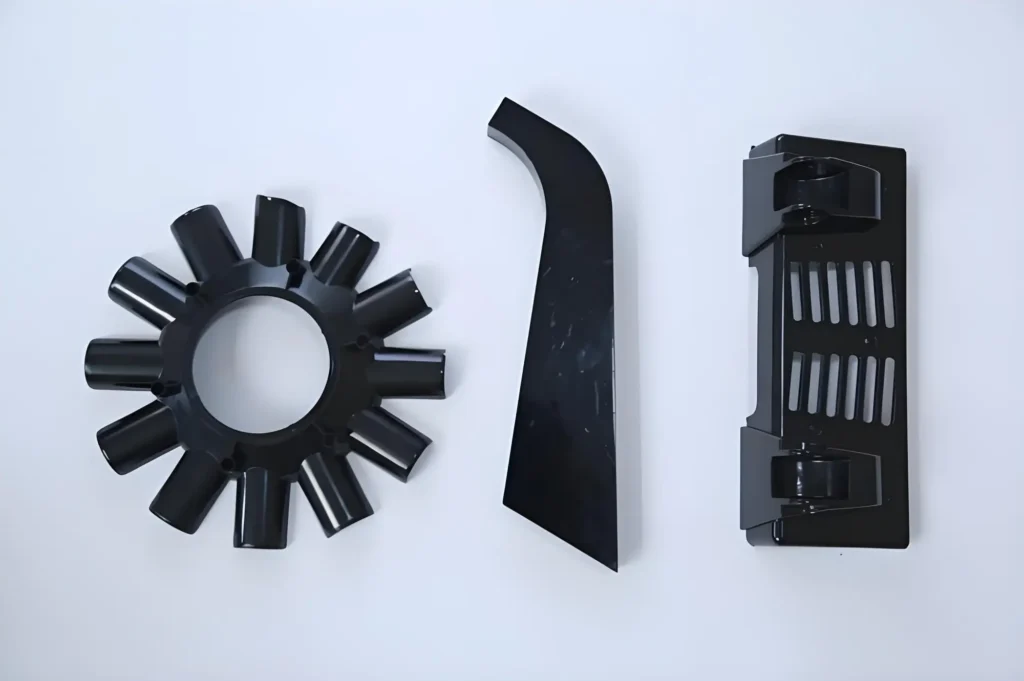
① Produkty formowane na zamówienie: Na przykład palety PE z siatką, produkowane za pomocą niestandardowych form, spełniają określone potrzeby w zakresie przechowywania i logistyki, demonstrując elastyczność formowania wtryskowego.
Produkty z materiałów kompozytowych: Łącząc materiały wzmocnione włóknem szklanym lub miękkie powłoki wewnętrzne, produkowane są kompozytowe części formowane wtryskowo (takie jak komponenty do systemów siewnych), oferujące zarówno wytrzymałość strukturalną, jak i właściwości funkcjonalne.


3D Printing vs. Injection Molding: When Should You Switch from Prototype to Production?
Key Takeaways – The choice between 3D printing and injection molding is primarily a function of volume; the typical “breakeven point” lies between 100 and 500 units. – 3D printing

What Are the 10 Essential Design for Manufacturing (DFM) Rules for Plastic Parts?
Key Takeaways – DFM is a proactive engineering process used to optimize part geometry for the injection molding process before tooling begins. – Uniform wall thickness is the single most
How Do You Calculate Total Cost of Ownership (TCO) for MUD Systems?
Key Takeaways – MUD (Master Unit Die) systems typically reduce initial tooling capital expenditure (CapEx) by 40–60% compared to standard mold bases. – TCO calculations must account for operational savings,
Dostarczane rozwiązania optymalizacyjne Za darmo
- Dostarczanie informacji zwrotnych i rozwiązań optymalizacyjnych
- Optymalizacja struktury i redukcja kosztów formowania
- Bezpośrednia rozmowa z inżynierami jeden na jeden

