 Przejdź do treści
Przejdź do treści 







Krok 1: Wybór i przygotowanie materiału:
Wybór odpowiedniego materiału PA jest pierwszym krokiem w procesie formowania wtryskowego. Różne rodzaje materiałów PA, takie jak PA6, PA66 i PA12, mają różną odporność na temperaturę, odporność chemiczną, udarność i płynność. Wybierz materiał, który spełnia określone wymagania aplikacji. Dodatkowo, materiały PA są wysoce higroskopijne, więc muszą zostać wysuszone przed formowaniem wtryskowym, aby zapewnić zawartość wilgoci poniżej 0,3%. W przypadku PA6 zalecane jest suszenie próżniowe w temperaturze 105°C przez 8 godzin. W przypadku PA66 należy suszyć próżniowo w temperaturze 105°C przez 12 godzin. W przypadku PA12 wystarczające jest suszenie w temperaturze 85°C przez 4-5 godzin. W razie potrzeby do materiału PA można dodać dodatki, takie jak barwniki, modyfikatory udarności lub środki zmniejszające palność, zapewniając równomierne rozprowadzenie w celu uzyskania optymalnej jakości produktu.

Krok 2: Konfiguracja maszyny do formowania wtryskowego:
Podczas ustawiania wtryskarki ważne jest, aby dostosować temperaturę, ciśnienie i prędkość wtrysku do używanego materiału PA. W przypadku PA6 temperatura topnienia powinna wynosić od 230°C do 280°C, podczas gdy dla PA66 powinna wynosić od 260°C do 290°C. W przypadku PA12 temperatura topnienia powinna wynosić od 240°C do 300°C, ale nie powinna przekraczać 310°C. Ciśnienie wtrysku dla PA6 i PA66 wynosi zazwyczaj od 750 do 1250 barów, podczas gdy dla PA12 maksymalne ciśnienie wtrysku może osiągnąć nawet 1000 barów. Prędkość wtrysku jest zazwyczaj wysoka, ale w przypadku materiałów wypełnionych szkłem należy ją nieznacznie zmniejszyć, aby uniknąć degradacji materiału. Zapewnienie prawidłowej kalibracji maszyny ma kluczowe znaczenie dla osiągnięcia spójnych i wysokiej jakości wyników.
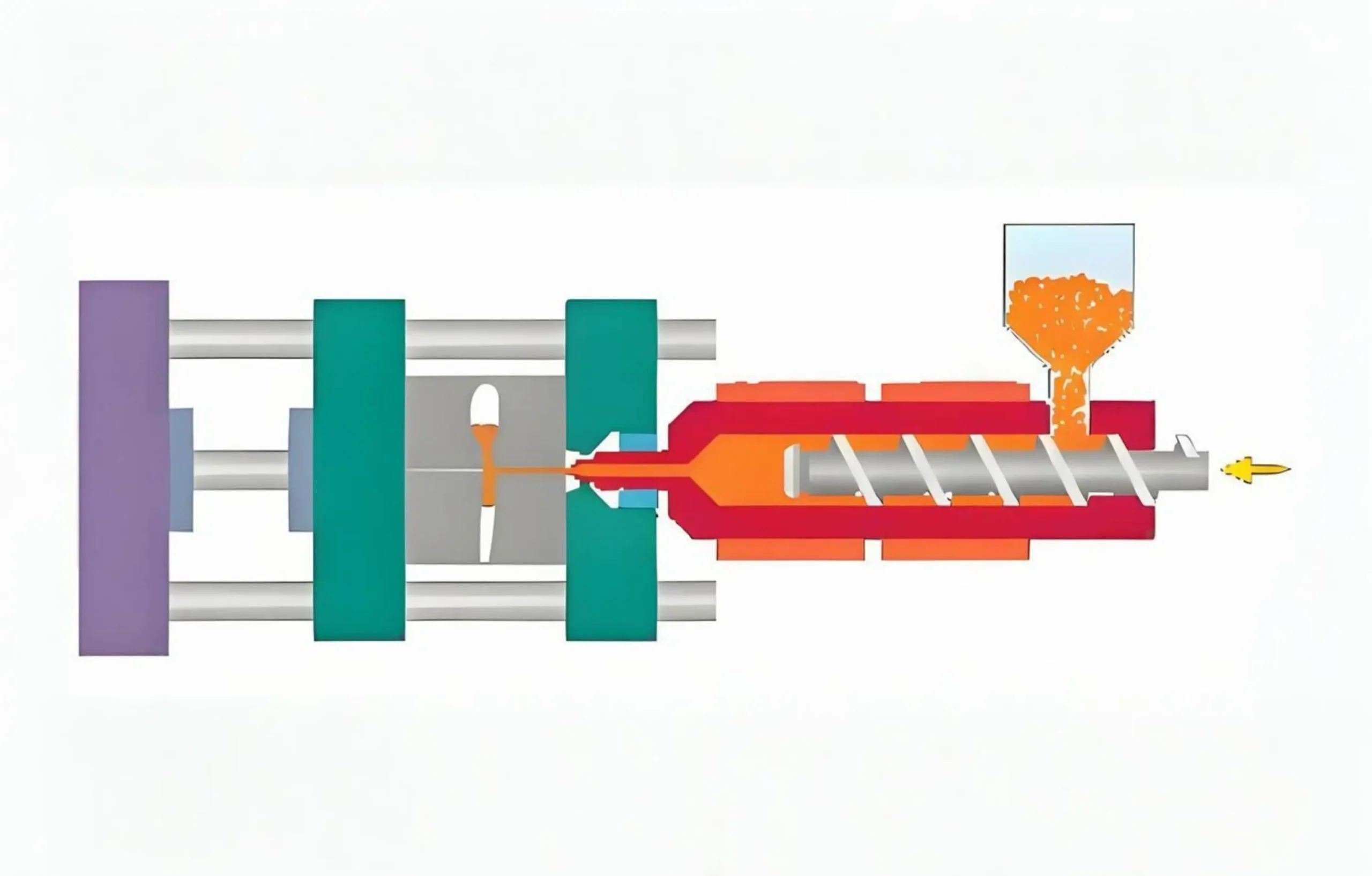
Krok 4: Proces formowania wtryskowego:
Proces formowania wtryskowego rozpoczyna się od zamknięcia formy, aby zapewnić prawidłowe wyrównanie i uszczelnienie. Stopiony materiał PA jest następnie wtryskiwany do gniazda formy pod kontrolowanym ciśnieniem. Aby zapewnić całkowite wypełnienie wnęk formy, ciśnienie wtrysku musi być utrzymywane na stałym poziomie. Podczas wtrysku prędkość wtrysku jest dokładnie kontrolowana, aby uniknąć wad, takich jak pęcherzyki powietrza lub niepełne wypełnienie. Po wtrysku stosowane jest ciśnienie utrzymujące, aby skompensować kurczenie się materiału podczas chłodzenia oraz zapewnić gęstość i stabilność wymiarową produktu. Czas utrzymywania ciśnienia jest zazwyczaj krótki i wynosi około 3-5 sekund. Proces chłodzenia trwa zazwyczaj od 10 do 30 sekund, w zależności od grubości części i zastosowanego materiału PA. Gdy produkt ostygnie i zestali się, forma otwiera się, a część jest wyrzucana z gniazda.
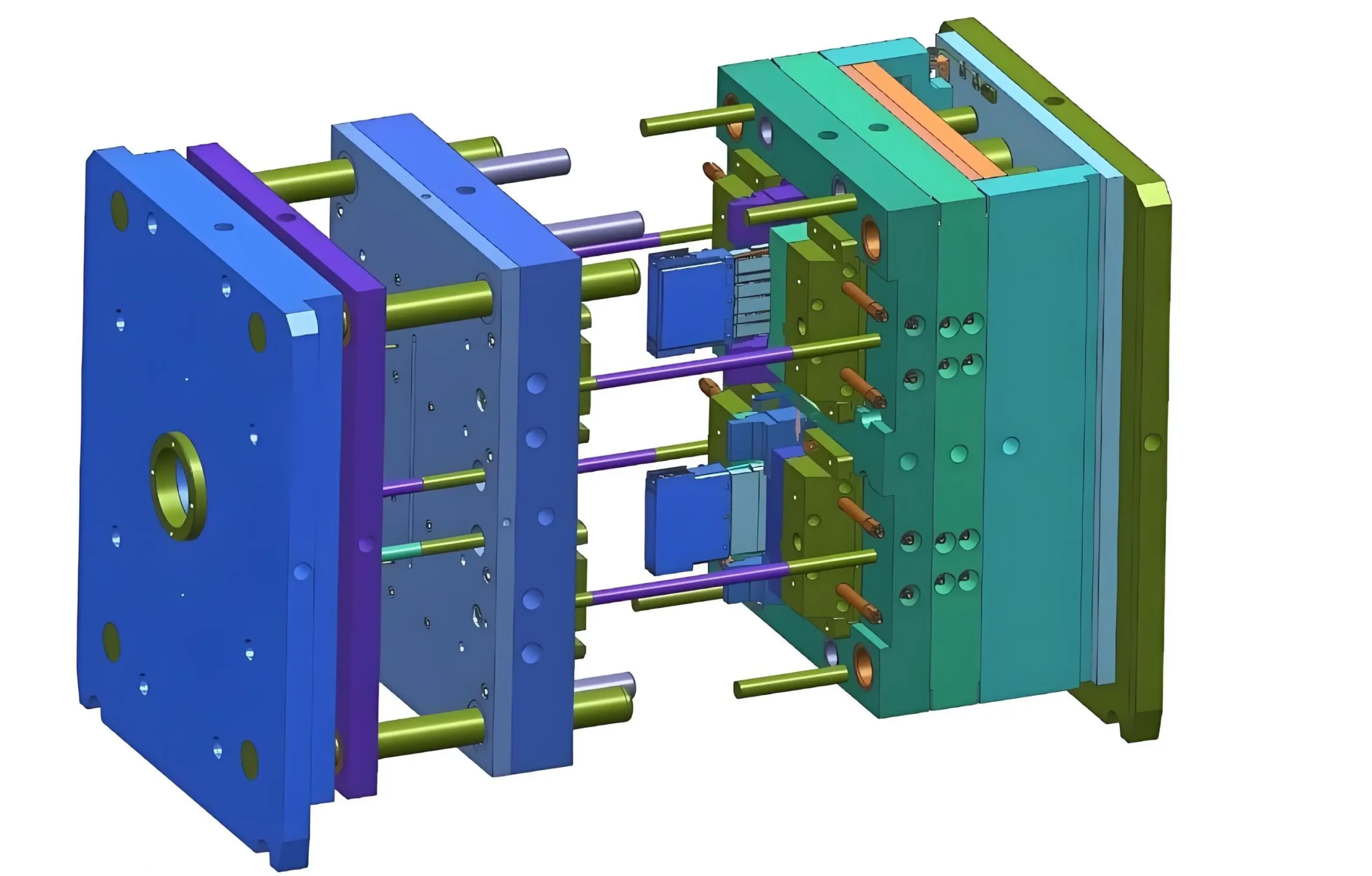
Krok 3: Projekt formy:
Konstrukcja formy ma kluczowe znaczenie dla zapewnienia powodzenia procesu formowania wtryskowego. Prawidłowe zaprojektowanie systemu wlewu i kanałów ma zasadnicze znaczenie dla zapewnienia równomiernego wypełnienia gniazda formy. W przypadku PA6 średnica wlewu nie powinna być mniejsza niż 0,5 grubości części z tworzywa sztucznego. W przypadku PA12 średnica prowadnicy dla niewypełnionych materiałów powinna wynosić około 30 mm, podczas gdy dla wypełnionych materiałów potrzebna jest większa średnica prowadnicy wynosząca 5-8 mm. Kształt kanału powinien być okrągły, a port wtrysku powinien być jak najkrótszy, aby zminimalizować straty materiału. Temperatura formy również musi być dostosowana do użytego materiału. W przypadku PA6, temperatura formy jest zwykle ustawiana w zakresie od 80°C do 90°C, podczas gdy dla PA66 jest to zwykle około 80°C. W przypadku PA12 temperatura formy może wynosić od 30°C do 100°C w zależności od tego, czy materiał jest niewypełniony czy wypełniony.

Krok 5: Operacje po formowaniu:
Po formowaniu wymagane są dodatkowe etapy obróbki końcowej. Mogą one obejmować przycinanie, gratowanie lub polerowanie w celu usunięcia nadmiaru materiału, wypływek lub wad powierzchni, poprawiając wygląd i funkcjonalność części. Niektóre części PA mogą również wymagać wyżarzania lub kondycjonowania w celu zwiększenia wytrzymałości i stabilności wymiarowej. Wyżarzanie polega na podgrzaniu części do temperatury nieco poniżej temperatury topnienia materiału i utrzymaniu jej w tej temperaturze przez pewien czas. Z drugiej strony kondycjonowanie polega na wystawieniu części na działanie wilgotnego środowiska, aby umożliwić jej wchłanianie wilgoci, co może poprawić jej wydajność. Te zabiegi po formowaniu zapewniają, że produkt końcowy spełnia standardy jakości i działa zgodnie z oczekiwaniami w swoim zastosowaniu.

Krok 6: Kontrola jakości i pakowanie:
W fazie kontroli jakości części są sprawdzane pod kątem wad i wymagań wymiarowych, estetycznych i mechanicznych. Precyzyjne narzędzia pomiarowe, takie jak współrzędnościowe maszyny pomiarowe (CMM), są często wykorzystywane do zapewnienia, że części spełniają określone tolerancje. Testy mechaniczne, takie jak wytrzymałość na rozciąganie lub odporność na uderzenia, mogą być również przeprowadzane w celu zweryfikowania trwałości i wydajności części. Po przejściu kontroli części są odpowiednio pakowane, aby chronić je przed uszkodzeniem lub zanieczyszczeniem podczas transportu i przechowywania. Właściwe pakowanie gwarantuje, że produkt zachowa swoją jakość i integralność, dopóki nie dotrze do klienta.






Komponenty silnika:
PA jest używany do produkcji części takich jak kolektory dolotowe. Jego odporność na wysokie temperatury i wytrzymałość mechaniczna zapewniają stabilność i trwałość w trudnych warunkach pracy silnika. W porównaniu z tradycyjnymi metalowymi kolektorami dolotowymi, kolektory formowane wtryskowo z PA zmniejszają masę, poprawiając wydajność paliwową i osiągi pojazdu.

Wnętrza samochodowe:
PA jest używany do produkcji części takich jak regulatory siedzeń, klamki drzwi i elementy deski rozdzielczej. Jego doskonała odporność na zużycie i wykończenie powierzchni sprawiają, że idealnie nadaje się do często używanych i widocznych części, takich jak regulatory siedzeń, które muszą wytrzymywać powtarzające się obciążenia mechaniczne.
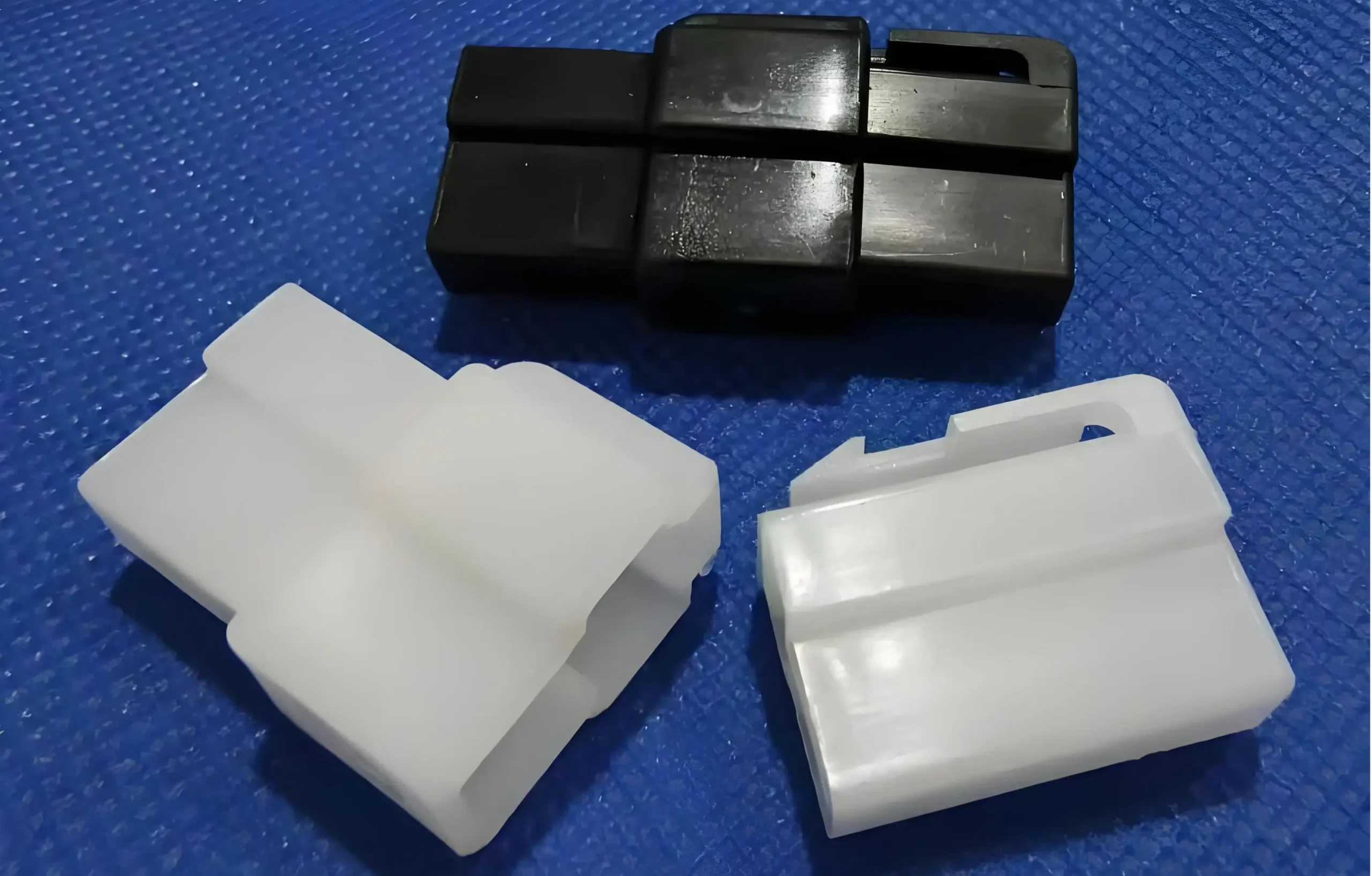
Złącza:
Złącza formowane wtryskowo PA zapewniają doskonałe właściwości izolacji elektrycznej i stabilność mechaniczną, zapewniając niezawodne połączenia w urządzeniach elektronicznych, takich jak komputery, telefony komórkowe i urządzenia gospodarstwa domowego. Precyzyjny proces formowania wtryskowego umożliwia miniaturyzację i projektowanie złączy o dużej gęstości.

Obudowy sprzętu elektronicznego:
PA jest stosowany w obudowach elektroniki użytkowej, takich jak aparaty fotograficzne i elektronarzędzia. Jego odporność na uderzenia i chemikalia chroni wewnętrzne komponenty przed uszkodzeniami fizycznymi i korozją.

Zabawki:
Zabawki formowane wtryskowo z PA, takie jak figurki i pojazdy, są trwałe i mogą wytrzymać brutalną zabawę. Elastyczność i wytrzymałość materiału ograniczają jego pękanie, zapewniając dłuższą żywotność zabawek.

Artykuły gospodarstwa domowego:
PA jest stosowany w produktach takich jak trzonki mioteł, części odkurzaczy i przybory kuchenne. Jego odporność na ścieranie i łatwość czyszczenia sprawiają, że przedmioty te są bardziej praktyczne, takie jak przybory kuchenne, które są odporne na zadrapania i plamy.
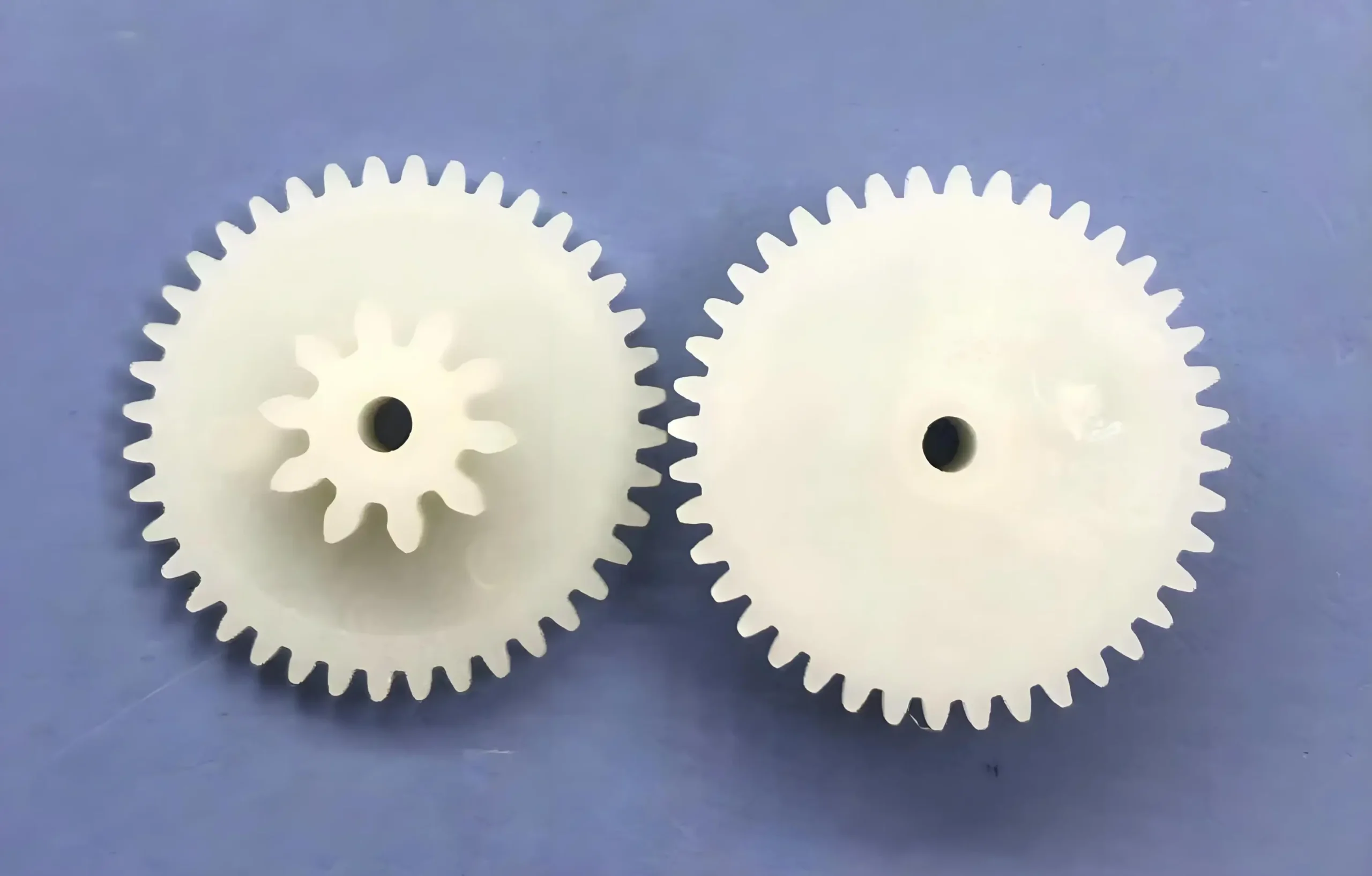
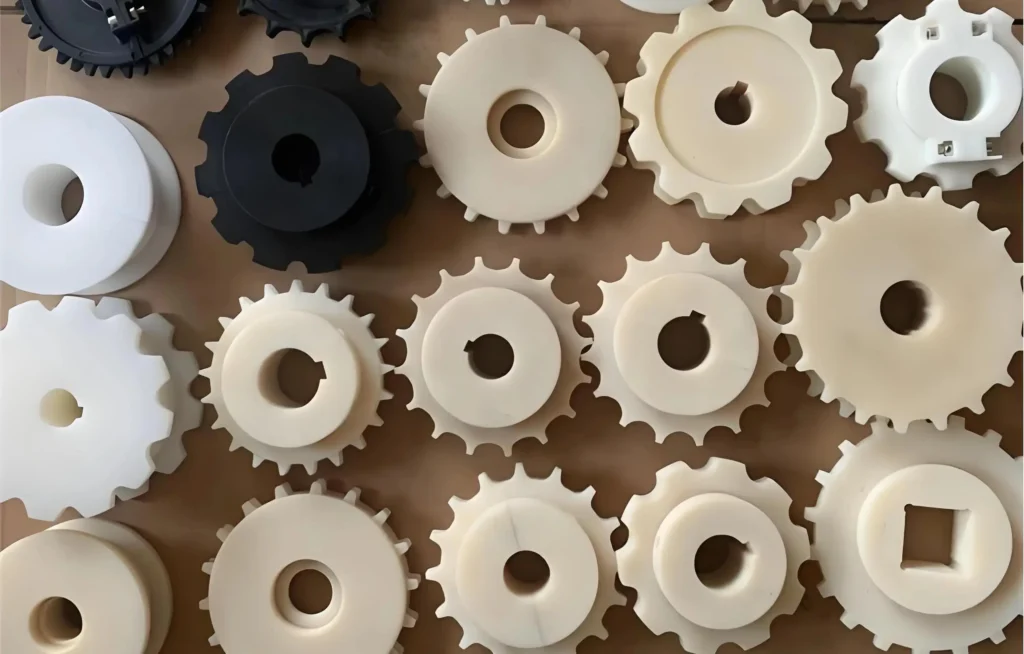
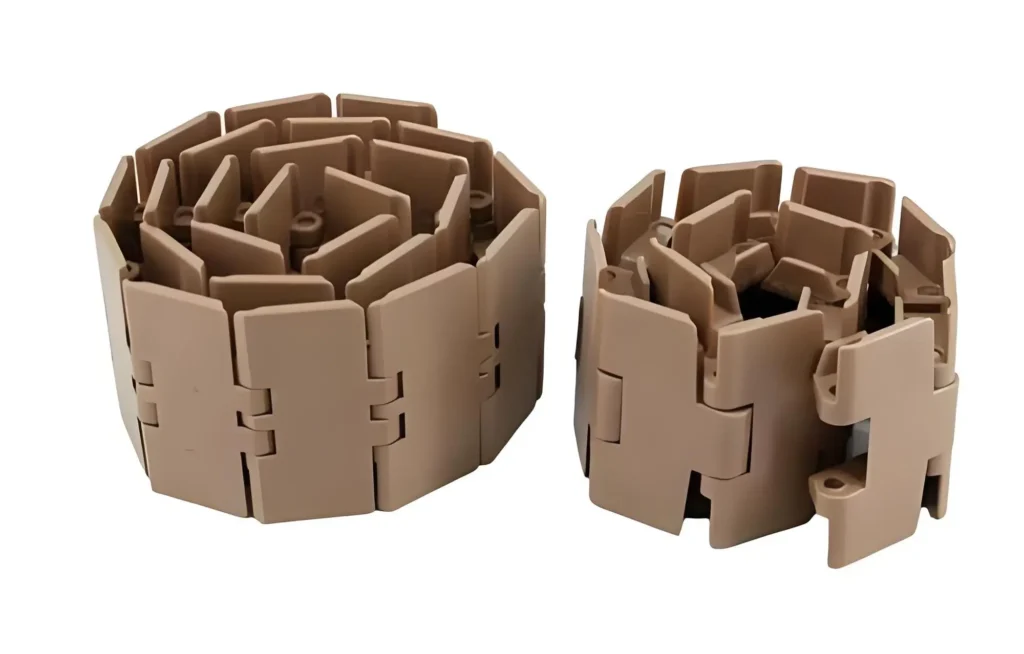
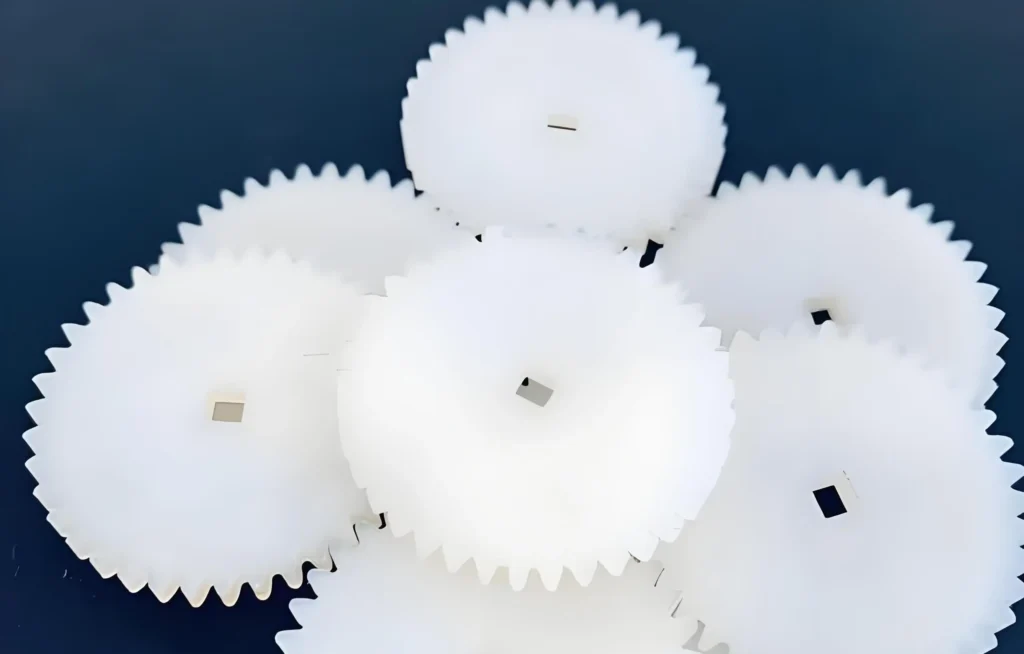
Łożyska i koła zębate:
Formowane wtryskowo łożyska i koła zębate PA są stosowane w lekkich urządzeniach mechanicznych. Ich właściwości samosmarujące zmniejszają tarcie i zużycie, poprawiając wydajność i żywotność urządzeń takich jak systemy przenośników.

Pojemniki przemysłowe i osprzęt:
PA jest wykorzystywany do produkcji zbiorników magazynowych, rur i armatury dla zakładów przetwórstwa chemicznego. Jego odporność chemiczna zapewnia, że pojemniki te mogą bezpiecznie przechowywać różne chemikalia bez degradacji.

PA jest wykorzystywany do produkcji narzędzi chirurgicznych, protez i obudów urządzeń medycznych. Jego biokompatybilność i sterylność spełniają rygorystyczne wymagania zastosowań medycznych, dzięki czemu nadaje się do urządzeń o wysokiej precyzji i higienie.

Przemysł lotniczy wykorzystuje PA do produkcji części takich jak panele strukturalne i elementy wyposażenia wnętrz. Jego wysoki stosunek wytrzymałości do masy i trwałość sprawiają, że idealnie nadaje się do trudnych warunków panujących w środowisku lotniczym.

How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

