 Przejdź do treści
Przejdź do treści 

Wprowadzenie: Istnieje wiele zmiennych w procesie sterowania urządzeniami do ogrzewania, wtrysku i chłodzenia podczas procesu formowania, zwłaszcza w procesie wtrysku. Na przykład: temperatura cylindra, natężenie przepływu w układzie hydraulicznym, ciśnienie hydrauliczne, temperatura oleju hydraulicznego, siła zacisku, temperatura otoczenia, wilgotność, zużycie sprzętu itp.
W procesie produkcyjnym parametry procesu wtryskarki nie uległy zmianie, ale jakość wytwarzanych produktów z tworzyw sztucznych ulegnie zmianie. Jak więc możemy upewnić się, że jakość wytwarzanych produktów z tworzyw sztucznych nie ulegnie zmianie? Niniejszy artykuł odpowiada głównie na to pytanie i podsumowuje techniki optymalizacji procesów formowania wtryskowego.
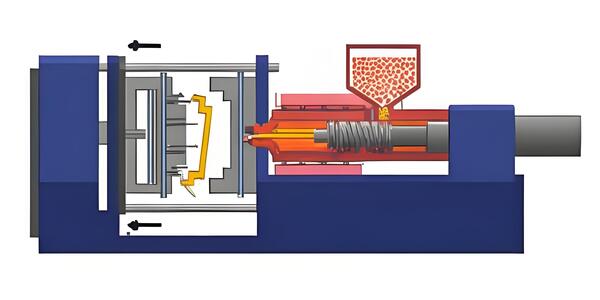
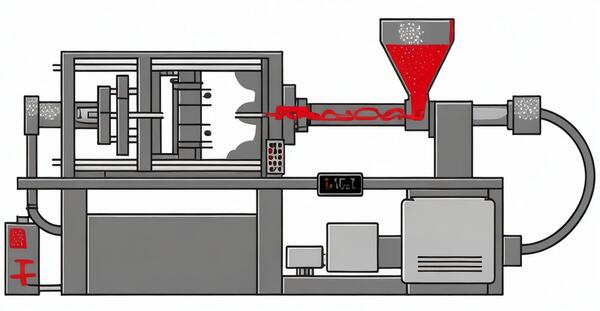
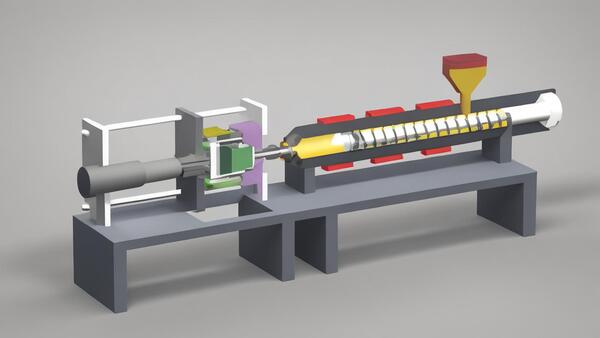
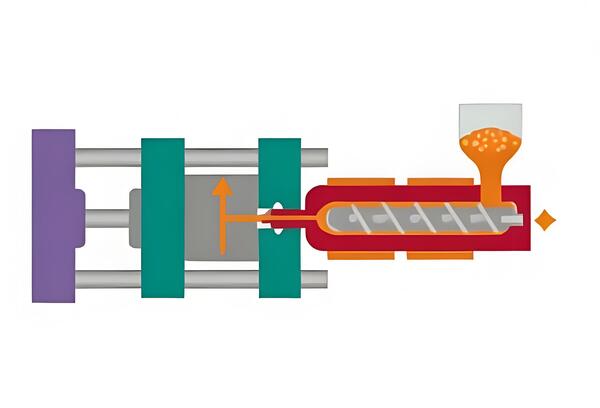
Na czym polega proces formowania wtryskowego?
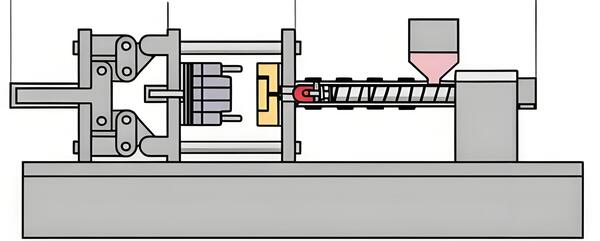
Formowanie wtryskowe to proces wytwarzania półproduktów o określonym kształcie poprzez zwiększanie ciśnienia, wtryskiwanie, chłodzenie i oddzielanie stopionych surowców. Jest to szeroko stosowany proces produkcyjny.
Optymalizacja parametrów formowania wtryskowego
We always talk about optimizing the injection molding process, but what does that mean? What parameters do we need to improve to achieve the best optimization? Here are 10 key parameters that need to be adjusted in injection molding to produce consistent, high-quality plastic parts.
Prędkość wtrysku
Szybkość wtryskiwania tworzywa sztucznego wpływa na sposób napełniania i schładzania produktu. Zbyt szybki wtrysk spowoduje przypalenie powierzchni produktu, jego wypaczenie i inne problemy z jakością. Jeśli wtrysk będzie zbyt wolny, produkt nie wypełni się do końca. Należy więc wybrać odpowiednią prędkość wtrysku w oparciu o rozmiar, materiał i inne cechy produktu.
Ciśnienie strzału
Ciśnienie wtrysku to ciśnienie wtrysku stosowane przez wtryskarkę do stopionego tworzywa sztucznego podczas procesu wtrysku. Jeśli ciśnienie wtrysku jest zbyt wysokie, produkt ulegnie deformacji. Jeśli ciśnienie wtrysku jest zbyt niskie, powierzchnia produktu będzie szorstka. Dlatego konieczne jest zoptymalizowanie ciśnienia wtrysku i znalezienie odpowiedniego zakresu ciśnienia wtrysku, aby zapewnić jakość produktu.
Temperatura formy
Temperatura formy wpływa na to, jak szybko produkt stygnie i jak bardzo się kurczy. Jeśli temperatura jest zbyt wysoka, produkt skurczy się zbyt mocno. Jeśli temperatura jest zbyt niska, produkt będzie miał defekty na powierzchni. Należy więc określić właściwą temperaturę dla formy w oparciu o takie czynniki jak temperatura topnienia materiału i rozmiar produktu.

Kontrola temperatury
Tworzywo sztuczne lub temperatura topnienia: Ważne jest, aby dokładnie kontrolować temperaturę tworzywa sztucznego w celu jego równomiernego stopienia. Różne materiały mają różne wymagania temperaturowe, a utrzymanie prawidłowego zakresu temperatur może zapobiec problemom, takim jak niepełne stopienie lub degradacja termiczna.
Temperatura formy: Kontrolowanie temperatury formy wpływa na krystaliczność, skurcz i czas cyklu części. Utrzymywanie formy w zalecanej temperaturze pomaga zapewnić, że żywica ma prawidłowe właściwości mechaniczne.

Czas chłodzenia
Czas chłodzenia to czas, przez jaki część pozostaje w formie po wtryśnięciu i wypełnieniu materiałem. Należy go odpowiednio schłodzić, aby się nie wypaczył i równomiernie zestalił. Ma to również wpływ na czas potrzebny do wyprodukowania części.

Wybór materiałów z tworzyw sztucznych
The type of plastic you use can have a big effect on how the injection molding process goes. Different plastics have different melting points, shrinkage rates, and flow properties. Picking the right plastic for what you’re trying to make is super important if you want your part to turn out the way you want it to.

Prędkość śruby i przeciwciśnienie
Prędkość ślimaka: Prędkość obrotowa ślimaka we wtryskarce wpływa na ogólne ścinanie materiału. Prędkość obrotową ślimaka należy dobrać w oparciu o rodzaj materiału i zawartość dodatków. Prawidłowa prędkość obrotowa ślimaka zapewni odpowiednią ilość ścinania zapewnianego przez obrót ślimaka i geometrię ślimaka.
Ciśnienie wsteczne: Utrzymywanie odpowiedniego ciśnienia wstecznego na ślimaku jest ważne dla mieszania i mieszania stopionego plastiku. Pomaga również zatrzymać bulgotanie i sprawia, że części są lepsze.
Kalibracja wtryskarki
Aby wtryskarka była dokładna, należy ją regularnie kalibrować. Oznacza to konieczność kalibracji ustawień ciśnienia, temperatury i czasu na maszynie.

Projektowanie i konserwacja form
Dobry projekt formy z odpowiednimi otworami wentylacyjnymi, prowadnicami i kanałami chłodzącymi jest bardzo pomocny w procesie optymalizacji. Regularna konserwacja form jest ważna, aby problemy takie jak zużycie, korozja lub uszkodzenia nie wpływały na jakość części.

Systemy monitorowania i kontroli
Korzystając z zaawansowanych systemów monitorowania i kontroli, takich jak CoPilot®, można śledzić różne rzeczy w czasie rzeczywistym. Pomaga to w szybkim wychwytywaniu problemów i szybkim ich rozwiązywaniu, dzięki czemu możesz być coraz lepszy w formowaniu wtryskowym.
Etapy optymalizacji procesu formowania wtryskowego
Krzywa lepkości
Powodem, dla którego tworzymy krzywą lepkości, jest wybranie dobrej prędkości wtrysku, która nie spowoduje dużych zmian lepkości stopu przy drobnych zmianach. Chcemy, aby różnice między poszczególnymi formami były jak najmniejsze, abyśmy mogli za każdym razem tworzyć te same dobre części.
Patrząc na krzywą lepkości, można zauważyć, że gdy prędkość wtrysku przekracza 55 mm/s, lepkość stopionego materiału jest dość stabilna. Jeśli więc ustawisz prędkość wtrysku na 65 mm/s, uzyskasz stałą fazę napełniania. Niewielkie zmiany samych parametrów nie spowodują dużych zmian lepkości stopu.
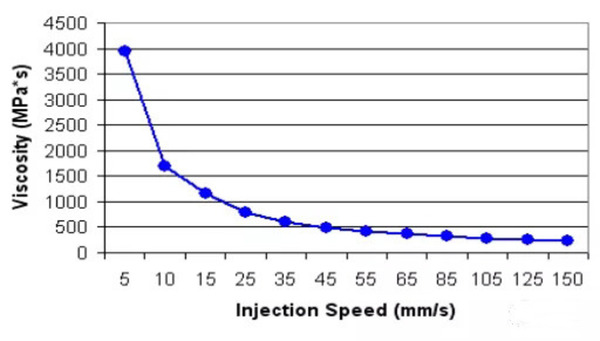
Oczywiście istnieją specjalne przypadki, w których ta zoptymalizowana prędkość nie może być użyta, takie jak zmniejszenie halo bramki. W takim przypadku wygląd jest oczywiście priorytetem, ale ta zoptymalizowana prędkość powinna być używana jako odniesienie dla krzywej wtrysku, na przykład zaczynając od niskiej prędkości przez bramkę, aby zmniejszyć halo bramki, a następnie szybko zwiększając do tej zoptymalizowanej prędkości.
Test równowagi przepływu
Ten test jest wymagany tylko w przypadku form wielogniazdowych, takich jak 2 gniazda lub więcej. Celem jest sprawdzenie maksymalnego odchylenia procentowego między każdą wnęką na różnych etapach napełniania. Nierównowaga napełniania może być akceptowalna lub niedopuszczalna, w zależności od wymagań jakościowych produktu. Informacje te najlepiej ustalić po zakończeniu okna formowania wyglądu (krok 4).
Jeśli możesz trzymać produkt w dłoni, a okno formowania jest duże, sprawdź, czy wymiary produktu mieszczą się w tolerancji. Jeśli tak, nierównowaga wypełnienia jest w porządku.

Jeśli okno formowania jest małe, a pierwsze wgłębienie do wypełnienia ma zadziory, podczas gdy inne wgłębienia mają krótkie strzały lub ślady zatopienia, sprawdź, dlaczego występuje nierównowaga wypełnienia.
Istnieją zazwyczaj cztery główne przyczyny niezrównoważonego napełniania: różne rozmiary kanałów, różne rozmiary wrót, różne rozmiary wylotów i różne chłodzenie. Przyczyny te mają jednak często niewielki wpływ, gdy maszyna jest dopiero uruchamiana. Inną sytuacją jest brak równowagi spowodowany ścinaniem, szczególnie w przypadku 8-otworowych form zimnokanałowych.
Test spadku ciśnienia
Test spadku ciśnienia jest wykonywany w celu sprawdzenia, ile ciśnienia jest tracone w różnych punktach podczas napełniania. Zazwyczaj obejmuje to dyszę maszyny, pionowy kanał, główny kanał, dodatkowy kanał, zasuwę i koniec napełniania.
Nie używaj maksymalnego ciśnienia maszyny do formowania. Na przykład, jeśli maksymalne ciśnienie maszyny wynosi 180 barów, maksymalne ciśnienie wymagane do napełniania nie powinno osiągnąć 180 barów. Jeśli tak się stanie, oznacza to, że ślimak potrzebuje większego ciśnienia, aby osiągnąć ustawioną prędkość wtrysku, ale nie może jej osiągnąć z powodu ograniczeń ciśnienia. Nazywa się to "ograniczonym ciśnieniem".
Zazwyczaj nie należy przekraczać 90% maksymalnego ciśnienia urządzenia podczas procesu wtrysku. Jeśli spojrzysz na krzywą spadku ciśnienia i znajdziesz się w obszarze "ograniczonego ciśnienia" lub przekroczysz 90% ciśnienia maszyny, znajdź bardziej stromą część krzywej ciśnienia i spróbuj zmniejszyć tam spadek ciśnienia.

Na przykład na rysunku po prawej stronie spadek ciśnienia na prowadnicy jest bardzo wysoki, co oznacza, że do przepchnięcia tworzywa sztucznego przez prowadnicę potrzebna jest duża siła. Zwiększenie średnicy prowadnicy pomoże zmniejszyć ciśnienie.
Okno do formowania wyglądu
Okno procesu kosmetycznego jest bardzo ważnym testem. Zazwyczaj okno procesu kosmetycznego składa się z ciśnienia pakowania i temperatury materiału (materiał amorficzny), ciśnienia pakowania i temperatury formy (materiał krystaliczny).
Okno procesu kosmetycznego określa, ile miejsca masz na dostosowanie procesu przy jednoczesnym uzyskaniu akceptowalnej części. Idealną sytuacją jest posiadanie większego okna procesu. Jeśli okno procesu jest mniejsze, łatwiej będzie uzyskać defekty kosmetyczne.
Na przykład na powyższym obrazku, jeśli okno procesu jest mniejsze, łatwiej będzie uzyskać krótkie ujęcia lub błysk z powodu wahań samego procesu. Solidnym procesem jest posiadanie większego okna procesu, aby zrekompensować wahania samego procesu.
Okno formowania wyglądu zapewnia również górną i dolną granicę temperatury materiału / temperatury formy i ciśnienia utrzymywania, które można wykorzystać w kolejnych próbach formy ze względu na dostosowanie rozmiaru lub testy DOE.
Test zamrażania bramki
W przypadku form zimnokanałowych lub półzimnokanałowych (od gorących do zimnych), aby zapewnić powtarzalność między formami, ciśnienie przytrzymujące musi być kontynuowane aż do całkowitego schłodzenia bramy.
Po wygenerowaniu krzywej wybierz czas, po którym masa produktu przestanie rosnąć. Na powyższym rysunku masa produktu przestaje rosnąć po 7 sekundach, więc dla bezpieczeństwa i uwzględnienia własnych wahań procesu ustaw czas wstrzymania na 8 sekund.
Należy zauważyć, że dodatkowa jedna sekunda na etapie przetrzymywania nie wydłuża czasu cyklu, ponieważ w tym czasie brama powinna zamarznąć i tylko zimny kanał będzie przetrzymywany przez krótki czas, podczas gdy produkt już zaczął się ochładzać. W związku z tym dodatkową sekundę należy odjąć od czasu chłodzenia, aby zapewnić taki sam czas cyklu.
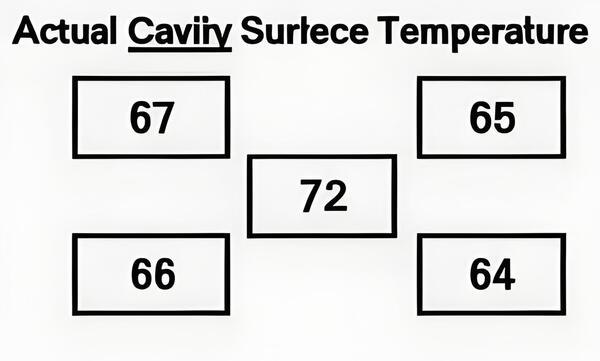
Mapa temperatury pleśni
Celem mapy temperatury formy jest zarejestrowanie rozkładu chwilowej temperatury powierzchni formy po wyrzuceniu produktu. Można jej użyć do potwierdzenia, czy obieg wody chłodzącej działa, czy też występują "gorące punkty".

Informacje te można również wykorzystać do późniejszego rozwiązywania problemów. Na przykład, gdy rozmiar produktu jest niespójny, można to wykorzystać do potwierdzenia, czy temperatura powierzchni formy jest taka sama jak wcześniej. Do pomiaru temperatury można użyć pirometru kontaktowego.
Po pierwszym uruchomieniu lub zatrzymaniu maszyny temperatura formy stopniowo wzrośnie do stabilnego stanu. Należy więc zmierzyć temperaturę formy po jej ustabilizowaniu się (co najmniej 10 form).

Powyższy rysunek przedstawia 5 ramek, które mogą być używane dla różnych form. Na przykład, jeśli testujesz formę z 4 gniazdami, zapiszesz pomiary w tym samym miejscu w każdym gnieździe w czterech narożnych polach i pozostawisz środkowe pole puste. Jeśli testujesz formę jednogniazdową, użyj wszystkich 5 do reprezentowania różnych miejsc pomiarowych.
Wskazówki dotyczące optymalizacji procesu formowania wtryskowego
Co oznacza "optymalizacja" procesu formowania wtryskowego? Ogólnie rzecz biorąc, oznacza to, że należy dobrze przyjrzeć się przebiegowi procesu, aby upewnić się, że osiągasz cele procesu w najbardziej wartościowy i efektywny sposób. Oto pięć wskazówek, które w tym pomogą.
Kontrola jakości poprzez produkcję próbek
Kontrola jakości jest krytyczną częścią całego procesu produkcji form. Często jest ona przeprowadzana w fazie poprodukcyjnej. Jednak kontrola jakości części próbnych jest inna. Części próbne mogą odgrywać kluczową rolę w dążeniu do optymalizacji procesu produkcji. formowanie wtryskowe proces.
Eliminują one ryzyko pełnego testowania i optymalizacji produkcji. Zapewniają również lepsze zrozumienie procesu i tego, jak maszyna będzie działać w bardziej kontrolowanym środowisku.
Wykonując małe partie, można zobaczyć, jak przebiega cały proces, sprawdzając jakość części, objętość wtrysku, temperaturę topnienia rzeczywistej partii żywicy. Wyniki uzyskane dzięki próbkom i dobrym kontrolom jakości często rekompensują poświęcony czas i pieniądze.
Badanie i ocena pleśni
Innym sposobem na optymalizację procesu formowania jest przetestowanie formy z materiałami, których chcesz użyć. Dostępnych jest tak wiele różnych żywic i formuł, że nawet niewielkie różnice w lepkości, temperaturze topnienia, temperaturze formy itp. mogą się sumować, tworząc skumulowane wahania i zmiany w procesie formowania, powodując złomowanie części i nieefektywne procesy.

Niektóre z kluczy do testowania form to testowanie krótkich strzałów, współczynnik wypełnienia i wzór oraz ocena profilu ciśnienia itp.
Testowanie i regulacja form i procesów formowania
Po uzyskaniu użytecznych informacji z testów form i kontroli jakości próbek części, można wprowadzić precyzyjne korekty, które mogą przynieść duże korzyści w zakresie optymalizacji procesu i wydajności.

Na przykład, jeśli występują problemy z krótkimi strzałami lub niespójnymi czasami napełniania, można dostosować projekt i układ formy, aby zoptymalizować ją pod kątem tych problemów. Jeśli temperatury formy są niespójne lub wykraczają poza dopuszczalne zakresy, można je dostosować, aby uzyskać najlepsze czasy nagrzewania i chłodzenia.
Parametry procesu i zakresy wydajności
Od maszyn, przez formy, po żywice - każda część procesu formowania wtryskowego ma akceptowalny zakres wydajności. Kiedy wprowadzasz małe (lub duże) zmiany w komponentach procesu, korzystając z rzeczywistych wyników testów, wyniki mogą zacząć się sumować, aż do uzyskania dużego wpływu na zyski, wyniki i wartość, jaką możesz zaoferować swoim klientom.

Tworzenie lub przestrzeganie danego procesu projektowania eksperymentów
Proces, który można powtórzyć, zapewni dobrą liczbę części, jest łatwy do rozwiązania i daje jak najwięcej wglądu w to, jak działa proces. Powtarzalność jest również ważna, aby pamiętać o przeprowadzaniu testów w celu optymalizacji procesu formowania wtryskowego.
Inne wskazówki dotyczące optymalizacji procesu formowania wtryskowego obejmują: kontrolowanie temperatury tworzywa sztucznego w zakresie zalecanym przez dostawcę materiału; napełnianie tak szybko, jak to możliwe i przy użyciu jak najmniejszej liczby segmentów; oddzielanie napełniania i kurczenia; napełnianie tylko 95-99% produktu pod koniec napełniania.

Odpowiednio zwolnij prędkość napełniania, aby zmniejszyć orientację molekularną tworzywa sztucznego; zapewnij wystarczające ciśnienie podczas etapu napełniania; rejestruj i utrzymuj stały czas napełniania; przełącz się na skurcz pod koniec napełniania; Kontroluj ciśnienie i czas skurczu.
Upewnij się, że ciśnienie jest utrzymywane do momentu zamknięcia bramki. Kontroluj szybkość i czas chłodzenia. Upewnij się, że w kanale chłodzącym występują turbulencje. Kontroluj temperaturę wody chłodzącej na wlocie i wylocie. Nie używaj technologii automatycznej regulacji.

Proces plastyfikacji powinien przebiegać tak wolno, jak to możliwe, bez wydłużania cyklu. Nie segmentuj przeciwciśnienia. Jeśli właściwości materiału ulegną zmianie, nie należy ich kompensować poprzez regulację temperatury, ale głównie poprzez regulację prędkości napełniania.
"Projektowanie eksperymentalne" oznacza przeprowadzanie testów w zaplanowany, ustrukturyzowany i zarejestrowany sposób. W ten sposób, jeśli znajdziesz jakiekolwiek naruszenia lub inne problemy, możesz łatwo prześledzić ich źródła.

Wnioski
Podsumowując, formowanie wtryskowe jest powszechną metodą przetwarzania, która jest szybka, dokładna i powtarzalna. Jednak zawsze pojawiają się problemy. Prawie w każdej fabryce formowania wtryskowego występują problemy, takie jak niestabilny wtrysk, a w produktach zawsze występują wady.

Ponieważ tworzywa sztuczne mają swoje własne cechy, a sprzęt do przetwarzania jest skomplikowany, formowanie wtryskowe jest stosunkowo skomplikowane. Rozsądna kontrola i dostosowanie czynników, takich jak surowce, formy i parametry procesu w procesie formowania wtryskowego. formowanie wtryskowe Proces ten może skutecznie poprawić jakość produktu i wydajność produkcji, optymalizując produkcję wtryskową.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.






