 Przejdź do treści
Przejdź do treści 

Wprowadzenie
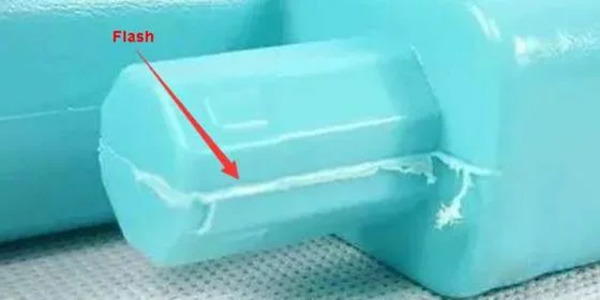
Flash jest jedną z najczęstszych wad w formowaniu wtryskowym. Jest to cienka warstwa tworzywa sztucznego na linii podziału lub w innym miejscu, w którym dwie różne powierzchnie formy stykają się i tworzą granicę. Obszary te będą powodować różnice w rozszerzalności i innych parametrach, co może przyczynić się do zwiększonego prawdopodobieństwa wystąpienia wypływki.

Dealing with flash in injection molding is easy, but it takes more time and makes the process less efficient. Plus, removing flash – whether you do it by hand or with a machine – can hurt the quality of your product and damage your mold, which costs you more money and other bad stuff. That’s why it’s so important to keep flash defects to a minimum in your injection molding projects.
Aby rozwiązać problemy związane z formowaniem wtryskowym tworzyw sztucznych, należy je najpierw zidentyfikować, a następnie skutecznie rozwiązać, stosując ukierunkowane podejście. Zapewni to najszybsze wyniki i pomoże wskazać właściwy kierunek, aby zoptymalizować proces formowania wtryskowego i wyeliminować wszystkie wady.

Czym jest błysk w formowaniu wtryskowym?
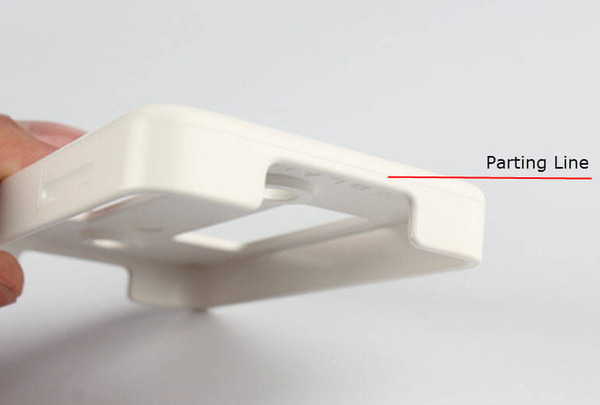
Błysk to wada, która występuje, gdy część ma dodatkowe tworzywo sztuczne na linii podziału, granicy lub w innym miejscu, w którym spotykają się różne kształty i obszary formy. W większości przypadków wypływki w formach z tworzyw sztucznych występują na linii podziału. Ale może się również zdarzyć w innych miejscach. Bez względu na to, gdzie się znajduje, przyczyna i skutek są takie same.
Błysk w formowanych częściach jest powszechny w dzisiejszym przemyśle i większość producentów form wtryskowych z tworzyw sztucznych znacznie go zmniejszy, ale nie całkowicie wyeliminuje. Głównym powodem jest całkowity koszt formowania wtryskowego. Formy bez wypływek są bardzo drogie, ale większość firm znajduje kompromis między kosztami, jakością i estetyką.
Główne przyczyny wypalania wtryskowego
Błysk w formowaniu wtryskowym może wystąpić z różnych powodów. Czasami problem może mieć więcej niż jedną przyczynę. Może to być niedopasowanie linii podziału lub słaby przepływ, ale rezultat jest ten sam - defekty wypływki na częściach formowanych wtryskowo.

Jedną rzeczą, na którą należy zwrócić uwagę w przypadku problemu wypływki w procesie formowania wtryskowego jest to, że nie jest on ograniczony do jednego przypadku lub podprocesu. Błysk ma wiele przyczyn i może wystąpić z różnych powodów, od problemów podczas fazy wtrysku po wady osprzętu lub inne przyczyny, takie jak lepkość, ciśnienie lub prędkość.
Oto najczęstsze przyczyny wypalania tworzyw sztucznych i kiedy one występują.
Błysk formy podczas fazy wtrysku
Niedopasowanie linii podziału
Jedną z największych przyczyn niedopasowania linii podziału jest obecność zanieczyszczeń środowiskowych, takich jak kurz i zanieczyszczenia, które utrzymują otwartą formę. W rezultacie nadmiar materiału wydostaje się na zewnątrz i powoduje defekty typu flash. Ponadto, wady formy mogą również powodować ten problem.

Wady te rozprzestrzeniają się głównie z czasem w wyniku użytkowania. Stare, zużyte narzędzia mogą powodować nieszczelności i prowadzić do wypływek z powodu niedopasowanych linii podziału. Nawet jeśli masz idealną formę i upewnisz się, że nie ma w niej żadnych zanieczyszczeń, wypływki mogą nadal występować, gdy masz do czynienia z niewłaściwym ciśnieniem zacisku lub naprawdę złożonymi kształtami. Wgłębienia i inne złożone elementy zwiększają ogólny nacisk na formę i powodują nieszczelności i wady w niektórych obszarach.
Niewłaściwa wentylacja
Formowanie wtryskowe to złożony proces. Trzeba zwracać uwagę na temperaturę, ciśnienie, kieszenie powietrzne i inne czynniki. Na przykład, uwięzione pęcherzyki powietrza są dużym problemem w każdym projekcie formowania wtryskowego. Wpływają one negatywnie na wytrzymałość części.

Ponadto części formowane wtryskowo mają określony zakres temperatur dla dobrego formowania. Wentylacja sprawia, że wszystkie te elementy działają prawidłowo. Jeśli coś pójdzie nie tak z którymkolwiek z tych elementów, może pojawić się wiele problemów, nie tylko flashowanie.
Błysk formy podczas pakowania lub przechowywania
Niskie ciśnienie docisku
Błysk może wystąpić zarówno w fazie pakowania, jak i przetrzymywania. Faza pakowania odpowiada za kurczenie się materiału podczas chłodzenia. Najlepszym sposobem na poradzenie sobie z tym jest dodanie dodatkowego materiału, podczas gdy faza utrzymywania utrzymuje cały system w równowadze ciśnieniowej do momentu schłodzenia.

W obu przypadkach ciśnienie zacisku musi być prawidłowe. Jeśli siła zacisku jest niewłaściwa, może to spowodować uszkodzenie linii rozdzielającej i wypłynięcie napływającej cieczy, powodując zapłon.
Problemy z tuleją wlewu
Tuleje wlewowe są częścią formy, która przenosi stopione tworzywo sztuczne do gniazda. Z biegiem czasu mogą one stracić wsparcie, aby utrzymać siłę ciśnienia wtrysku i pogorszyć swoją funkcję. W takim przypadku części formowane wtryskowo będą miały wady, z których najczęstszą jest wypływka.
Błysk formy wtryskowej podczas procesu
Oprócz etapu procesu istnieją również czynniki, które mogą powodować formowanie wtryskowe wypływki ze względu na charakterystykę procesu i przepływu. Stopień wypływki części z tworzywa sztucznego ze względu na charakterystykę procesu zależy od następujących cech procesu.
Lepkość
Lepkość jest właściwością przepływu każdej cieczy i stanowi podstawę procesu formowania wtryskowego. Niższa lepkość oznacza, że stopiona ciecz z łatwością wypłynie z formy i spowoduje deformację w postaci wypływki. Zazwyczaj lepkość jest funkcją temperatury, właściwości materiału, ciśnienia i prędkości.
Temperatura lufy i dyszy
Ciśnienie nie jest jedyną rzeczą, która sprawia, że plastik staje się grubszy i powoduje błysk na częściach. Temperatura lufy i dyszy również ma na to duży wpływ. Po podgrzaniu plastik staje się cieńszy i bardziej podatny na wycieki. Dlatego też, gdy wtryskarka pracuje w wyższej temperaturze, pojawia się więcej wypływek.
Przepełnienie
Każdy zestaw do formowania wtryskowego będzie miał ograniczenia oparte na rozmiarze i geometrii. Jeśli stopione tworzywo sztuczne zostanie przepełnione, ciśnienie wtrysku naturalnie przekroczy ciśnienie zacisku i spowoduje wyciek. Zwiększa to ryzyko wystąpienia wypływek i innych wad. Należy jednak zachować ostrożność podczas dostosowywania ustawień posuwu, ponieważ chłodzenie spowoduje kurczenie się tworzywa sztucznego, a nie chcesz, aby część była niekompletna z powodu niedostatecznego formowania wtryskowego.

Wysokie ciśnienie
Ciśnienie jest jedną z najczęstszych cech procesu, które mogą zwiększać prawdopodobieństwo wystąpienia zapłonu. Podstawy fizyki pokazują, że wysokie ciśnienie prowadzi do wyższych temperatur i charakterystyki przepływu w zamkniętym środowisku. Zwiększone ciśnienie i wynikający z niego wzrost lepkości może prowadzić do wielu błędów, w tym do zapłonu.
Nadmierne pakowanie
Konstrukcja jest złożona, a forma ma skomplikowane ścieżki. Może to powodować powstawanie wypływek w częściach formowanych wtryskowo. W wąskim obszarze niewielka ilość stopionej cieczy może zestalić się i zablokować przepływ. Powoduje to powstanie ciśnienia w formie. Pojawia się nie tylko błysk. Pojawiają się wypaczenia, nierównomierna gęstość i inne powiązane problemy.

Przyczyny rozbłysków w produktach formowanych wtryskowo
Zbyt wysoka temperatura materiału
Wysokotemperaturowy stop ma niską lepkość, dobrą płynność i może wpływać do najmniejszych szczelin w formie, powodując wypływ. Dlatego po pojawieniu się wypływu konieczne jest odpowiednie obniżenie temperatury cylindra, dyszy i formy, aby skrócić cykl wtrysku.
W przypadku stopów o niskiej lepkości, takich jak poliamid, trudno jest rozwiązać defekt wypływki po prostu zmieniając warunki formowania. Przy odpowiednim obniżeniu temperatury materiału, forma powinna być precyzyjnie przetworzona i naprawiona w jak największym stopniu, aby zmniejszyć szczelinę formy.

Niewystarczająca siła zacisku
Jeśli ciśnienie wtrysku jest większe niż siła zacisku, powierzchnia podziału formy nie jest dobrze dopasowana, co może powodować powstawanie wypływek. W związku z tym należy sprawdzić, czy ciśnienie doładowania jest nadmierne i czy iloczyn rzutowanej powierzchni części z tworzywa sztucznego i ciśnienia formowania przekracza siłę zacisku urządzenia.
Ciśnienie formowania to średnie ciśnienie w formie, które w normalnych warunkach oblicza się na 40 MPa. Podczas produkcji plastikowych części w kształcie pudełka wartość ciśnienia formowania polietylenu, polipropylenu, polistyrenu i ABS wynosi około 30 MPa; podczas produkcji plastikowych części o głębokich kształtach ciśnienie formowania wynosi około 36 MPa; podczas produkcji małych plastikowych części o objętości mniejszej niż 10 cm3 ciśnienie formowania wynosi około 60 MPa.

Jeśli obliczysz, że siła zacisku jest mniejsza niż iloczyn rzutowanej powierzchni części z tworzywa sztucznego i ciśnienia formowania, oznacza to, że siła zacisku nie jest wystarczająca lub ciśnienie pozycjonowania wtrysku jest zbyt wysokie. można zmniejszyć ciśnienie wtrysku lub zmniejszyć pole przekroju bramki wtryskowej. Można również skrócić czas utrzymywania ciśnienia, skrócić skok wtrysku lub zmniejszyć liczbę wnęk i użyć wtryskarki o dużej sile zacisku.
Wady pleśni
Jeśli rozkład wnęki formy nie jest zrównoważony lub równoległość nie jest wystarczająca, spowoduje to niezrównoważoną siłę, lokalny błysk i lokalne niezadowolenie. Prowadnica powinna być umieszczona w centrum symetrii masy tak bardzo, jak to możliwe, bez wpływu na integralność części. Wady formy są główną przyczyną powstawania wypływek.

W przypadku większej ilości wypływek należy dokładnie sprawdzić formę. Powierzchnia podziału powinna zostać ponownie sprawdzona, aby wyrównać ruchomą formę ze stałą formą, a powierzchnia podziału powinna zostać sprawdzona, aby sprawdzić, czy jest ciasno dopasowana i czy luz zużycia części ślizgowych wnęki i rdzenia nie jest poza tolerancją.
Czy szablony są równoległe, czy występują jakiekolwiek odkształcenia zginające, czy odległość otwarcia szablonu jest dostosowana do prawidłowej pozycji w zależności od grubości formy, czy powierzchnia sworznia prowadzącego jest uszkodzona, czy pręt ciągnący jest nierównomiernie zdeformowany i czy szczelina wylotowa jest zbyt duża lub zbyt głęboka. Zgodnie z wynikami powyższej kontroli krok po kroku, błędy można wyeliminować poprzez obróbkę mechaniczną.

Niewłaściwa kontrola warunków procesu
Jeśli prędkość wtrysku jest zbyt duża, czas wtrysku jest zbyt długi, ciśnienie wtrysku jest nierównomiernie rozłożone w gnieździe formy, szybkość napełniania jest nierównomierna, ilość podawanego materiału jest zbyt duża, a środek smarny jest nadmiernie używany, spowoduje to zapłon. Należy podjąć odpowiednie środki w zależności od konkretnej sytuacji podczas pracy.
Warto zauważyć, że aby wyeliminować wadę wypływki, należy zacząć od wyeliminowania wady formy. Jeśli warunki formowania lub formuła surowca zostaną zmienione z powodu błysku, często ma to niekorzystny wpływ na inne aspekty i łatwo jest spowodować inne wady formowania.
Surowce
Błysk może wystąpić, gdy lepkość tworzywa sztucznego jest zbyt wysoka lub zbyt niska. W przypadku tworzyw sztucznych o niskiej lepkości, takich jak nylon, polietylen i polipropylen, należy zwiększyć siłę zacisku; tworzywa sztuczne o silnej absorpcji wody lub wrażliwe na wodę znacznie zmniejszą lepkość przepływu w wysokich temperaturach, zwiększając możliwość zapłonu, a te tworzywa sztuczne muszą być dokładnie wysuszone.
Tworzywa sztuczne ze zbyt dużą ilością materiału pochodzącego z recyklingu będą miały również niższą lepkość, a w razie potrzeby należy uzupełnić składniki retencyjne. Jeśli lepkość tworzywa sztucznego jest zbyt wysoka, opór przepływu wzrośnie, a duże ciśnienie wsteczne zostanie wygenerowane w celu zwiększenia ciśnienia wnęki, co spowoduje niewystarczającą siłę zacisku i zapłon. Gdy wielkość cząstek surowca z tworzywa sztucznego jest nierówna, ilość dodawanego materiału będzie się różnić, a część może nie być pełna lub wypalona.
Rozwiązania do formowania wtryskowego Flash
Bez wątpienia flash to poważna sprawa. Może powodować różnego rodzaju problemy funkcjonalne i estetyczne. Można jednak pozbyć się wypływek podczas formowania wtryskowego.
Oto 6 najlepszych sposobów na kontrolowanie błysku w formowanych częściach.
Projektowanie pod kątem możliwości produkcyjnych
Najlepszym sposobem na upewnienie się, że części formowane wtryskowo nie mają wypływek, jest projektowanie pod kątem możliwości produkcyjnych. Oznacza to upewnienie się, że masz najprostszy i najskuteczniejszy sposób na zrobienie tego, co chcesz zrobić, a nie najbardziej złożony.

Aby zrozumieć to z perspektywy procesu formowania wtryskowego, należy pomyśleć o linii podziału. Eksperci w tej dziedzinie twierdzą, że linia podziału powinna znajdować się na krawędzi, a nie na powierzchni. Ma to zarówno zalety estetyczne, jak i funkcjonalne. Linia podziału nie będzie widoczna na krawędzi. Taka konstrukcja zmniejszy ryzyko powstawania przebłysków, ponieważ szew zrównoważy wszelkie niedopasowania linii podziału.
Obecnie analiza DFM jest niezbędnym elementem każdego projektu przemysłowego formowania wtryskowego. Istnieją specjalne narzędzia programowe, które mogą symulować wyniki i pokazywać charakterystykę przepływu oraz przewidywać typowe problemy w formowaniu wtryskowym, takie jak wypaczenia, wypływki i strumień ciepła. Na przykład w Zetar Mold można przesłać pliki projektu części na platformę produkcyjną online, a następnie uzyskać bezpłatną analizę DFM części. Wszystkie przesyłane informacje są bezpieczne i poufne.
Spowolnienie szybkości wtrysku
Innym świetnym sposobem na zmniejszenie wypływu podczas formowania wtryskowego jest kontrolowanie zmiennych procesowych. Szybkość wtrysku ma bezpośredni wpływ na lepkość, ciśnienie i temperaturę, które mogą powodować zapłon. Jest to często pierwsza rzecz, którą wielu ekspertów robi, gdy mają do czynienia z wypływem, ponieważ większość zmiennych procesowych jest związana z szybkością wtrysku.

Określanie formy bezbłyskowej
Najlepszym sposobem na pozbycie się wypływek w częściach formowanych wtryskowo jest użycie formy bezwypływkowej. Jest to najlepszy sposób, ale kosztowny. Nie jest to praktyczne dla wielu firm i zastosowań. Jeśli masz wrażliwą aplikację, w której estetyka, funkcjonalność i wszystko inne jest ważne, a koszt nie jest problemem, jest to sposób, aby upewnić się, że otrzymujesz części wolne od wad.
Właściwe czyszczenie pleśni
Jedną z głównych przyczyn niedopasowania linii podziału jest gromadzenie się pyłu, gruzu i innych zanieczyszczeń w formie. Ponadto, cząstki w wąskich wnękach mogą nawet powodować nadmierne przytrzymanie, co dodatkowo pogarsza ogólne wady części. Utrzymywanie formy w czystości i konserwacja pomaga zminimalizować możliwość wystąpienia tych problemów i zapewnić najlepsze wyniki.
Właściwa konserwacja form i usprawnianie procesów
Wreszcie, ważna jest konserwacja formy i optymalizacja procesu w celu osiągnięcia spójnych i wiarygodnych wyników. Czasami siła zacisku i ciśnienie mogą uszkodzić formę i spowodować deformację, co może prowadzić do różnych wad części.

Zmniejszenie ciśnienia wtrysku
Ciśnienie wtrysku jest wysokie. Należy je odpowiednio zmniejszyć, a zakres ustawień wynosi 60mpa-100mpa.
Istnieje również możliwość obniżenia temperatury cylindra. Obniżenie temperatury formy i zmniejszenie prędkości wtrysku w celu zmniejszenia płynności stopionej żywicy z tworzywa sztucznego w celu ustawienia parametrów.
Należy jednak zauważyć, że spowoduje to szczątkowe naprężenia wewnętrzne w produkcie. Jeśli chodzi o obróbkę, można zmniejszyć ciśnienie wtrysku, obniżyć temperaturę bębna grzewczego i zmniejszyć prędkość wtrysku.

Powierzchnia formy, na której występuje wypływka, może być szlifowana, a forma może być rozwiązana przy użyciu twardych materiałów stalowych. Ze względu na różnicę w materiałach, materiały o dobrej płynności są podatne na wypływanie, więc powierzchnia podziału formy musi być szczelna. Materiały krystaliczne powinny mieć bardzo niską lepkość po stopieniu, a powierzchnia podziału formy musi być szczelna.
Wnioski
Flash in formowanie wtryskowe jest faktem, a najlepszym sposobem na jego zmniejszenie jest ciągła optymalizacja procesu i zwracanie uwagi na znaki. Można kupić formy, które są wolne od wypływek, ale są one droższe. Zamiast tego bardziej praktyczne jest zajęcie się najczęstszymi przyczynami poprzez ulepszenie projektu, konserwację form i optymalizację procesów formowania wtryskowego w celu uzyskania najlepszych wyników.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







