 콘텐츠로 건너뛰기
콘텐츠로 건너뛰기 

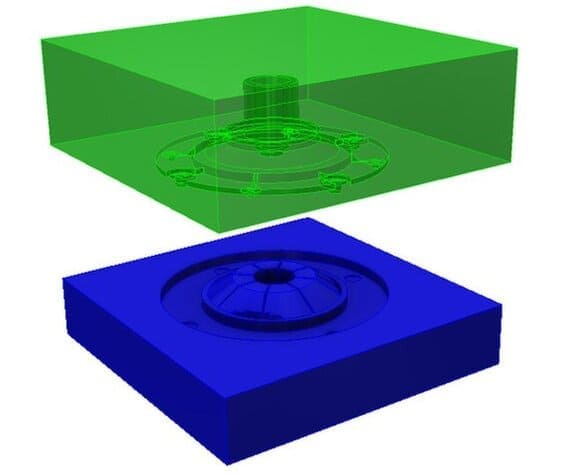
코어와 캐비티는 뜨거운 용융 플라스틱 재료가 코어에 주입되는 금형의 두 반쪽입니다. 코어와 캐비티 사이의 틈새가 뜨거운 용융 물질로 채워지는 동안 사출 성형 프로세스를 거쳐 최종 모양으로 굳힙니다.
코어와 캐비티의 금형 설계는 제품을 올바르게 성형하는 데 매우 중요합니다. 코어는 금형의 돌출된 부분이고 캐비티는 금형의 오목한 부분입니다.
일반적인 플라스틱 사출 성형 기계는 사출 금형의 성형 부품으로 성형된 부품의 모양에 중요한 역할을 합니다.
일부 복잡한 금형의 경우 캐비티 또는 코어를 삽입하는 경우가 많으며, 캐비티 또는 코어에서 일부를 제거하여 인서트 구조를 형성하는 경우가 있는데, 이는 캐비티 및 코어의 분해와 유사합니다.

사출 성형에서 코어 및 캐비티에 대한 다른 단어
수 몰드, 즉 후면 몰드는 상부 볼록 몰드(일반적으로 이젝터 핀이 있는 몰드 코어 플레이트)라고도 하며, 암 몰드, 즉 전면 몰드는 오목 몰드라고도 합니다.
세트 사출 금형 는 금형을 설치하는 방식에 따라 상부 금형과 하부 금형으로 나뉘며, 일부 상부 금형은 볼록한 경우 볼록 금형, 오목한 경우 오목 금형이라고 부릅니다.
위쪽 다이가 오목하고 아래쪽 다이가 볼록한 것을 볼록 다이라고 하고, 위쪽 다이가 오목하고 아래쪽 다이가 볼록한 것을 볼록 다이라고 합니다.
어쨌든 볼록한 몰드를 볼록한 몰드 셧이라고 하고 오목한 몰드를 오목한 몰드라고 합니다.

금형의 코어와 캐비티를 구별하는 방법
모양과 형태에 따라 구분
금형은 제조할 부품의 유형에 따라 2판 또는 3판 금형으로 설계됩니다. 2판 몰드는 조명에서 하루, 3판 몰드는 이틀이 필요합니다.
몰드의 오목한 모양과 볼록한 모양을 직접 관찰합니다. 일반적으로 오목한 모양은 캐비티(이젝터 핀이 없음)이고, 일반적으로 볼록한 모양은 코어(이젝터 플레이트 핀이 있음)입니다.
의 충치와 코어 사출 금형 는 일반적으로 오목 및 볼록 몰드라고 하며, 코어와 캐비티는 고정형 하프 몰드 또는 동적 몰드에 있을 수 있습니다.
즉, 캐비티와 코어는 고정 금형에있을 수 있고 캐비티 플레이트와 코어는 동적 금형에있을 수 있으며 동적 금형의 코어는 동적 모델의 코어이고 고정 금형의 코어는 고정 모델의 코어입니다.
구조의 구성에 따라 다음을 구별합니다.
캐비티는 성형 플라스틱 부품의 외부 표면의 작업 부분으로, 구조에 따라 일체형과 결합형의 두 가지 범주로 나눌 수 있습니다.
캐비티와 코어는 금형의 제품 형성 부분으로, 캐비티와 코어는 각각 A와 B 플레이트에 고정되고 코어와 캐비티 중앙의 부품은 금형을 닫은 후 제품에 주입됩니다.

몰드 캐비티 및 코어의 유형
몰드 캐비티와 코어는 구조에 따라 일체형과 결합형의 두 가지 유형으로 나눌 수 있습니다.
통합형
이 유형의 캐비티는 직선 풀 몰드와 같은 전체 금속 재료로 만들어집니다. 구조가 간단하고 강도가 높으며 강성이 좋고 변형이 쉽지 않으며 플라스틱 구성 부품에 스티칭 흔적이 없는 것이 특징입니다.
조합 유형
플라스틱 부품의 모양이 더 복잡한 경우 가공성을 개선하고 열처리 변형을 줄이며 강철 품질을 절약하기 위해 조합형 캐비티를 사용하는 경우가 많습니다. 결합형 캐비티에는 더 많은 구조적 형태가 있습니다.
크고 복잡한 금형의 경우 네 개의 측벽과 바닥을 가공하고 열처리, 연삭, 연마하고 금형 슬리브에 압착하고 네 벽을 래치 형태로 연결하여 내부 조인트를 단단히 만듭니다.

조인트의 바깥쪽은 0.3 ~ 0.4mm 간격을 남겨야 하며, 모서리 반경 R의 임베디드 부품의 네 모서리는 몰드 슬리브 모서리 반경보다 커야 합니다.
전체 임베디드는 일반적으로 다중 캐비티 금형에 사용되거나 플라스틱 기어와 같은 더 복잡한 플라스틱 부품을 형성하고 전체 인서트는 일반적으로 냉간 압출, 전기 성형 또는 기계 가공 및 기타 가공 방법에 사용되며 임베디드, 가공이 용이 할뿐만 아니라 고품질 강철을 절약 할 수 있습니다.

사출 금형 캐비티 및 코어 크기 계산
캐비티 크기 계산
의 캐비티 크기 계산 사출 금형를 사용하여 더 큰 허용 오차 크기의 마모를 고려하여 음수 값을 취합니다.
캐비티 크기를 계산할 때 플라스틱 수축률의 선택은 종종 매우 정확하게 선택하기가 쉽지 않으며, 크기를 더 작게 선택하여 너무 많은 공간을 남겨 두어야하거나 큰 금형이 폐기됩니다.
A = (A1 + A1Q - 0.75Z) + K
A - 캐비티 크기(큰 쪽)
A1 - 부품의 해당 상단 크기
Q - 수축률
Z - 부품 공차
K - 성형 부품

코어 크기 계산
사용 및 마모 후 크기가 작아지는 것을 고려하여 코어 크기를 계산할 때 허용 오차는 양수 값으로 간주합니다.
코어 크기를 계산할 때 크기를 더 크게 선택해야 하며, 수정할 수 있는 여백을 남겨야 합니다.
B=(B1+B1Q+0.75Z)-K
B - 코어 크기(작은 끝)
B1 - 부품의 해당 하한 크기입니다.
Q - 수축률
Z - 부품 공차
K - 성형 부품
사출 금형의 캐비티 및 코어 깊이 치수 계산
캐비티 깊이 치수 계산
캐비티 깊이 크기를 계산할 때 크기를 더 작게 선택하여 깊이를 조정할 수 있는 공간을 남겨 두어야 합니다.
C = (C1 + C1Q - 0.75Z) + K
C - 캐비티 깊이의 실제 크기입니다.
C1 - 부품의 해당 상단 크기
Q - 수축률
Z - 부품의 공차
K - 성형 부품
코어 높이 계산
코어의 높이를 계산할 때는 코어의 길이를 조정하기 위해 단축할 수 있는 공간을 확보하기 위해 크기를 크게 선택해야 합니다.
D=(D1+D1Q+0.75Z)-K
D - 코어 높이의 실제 크기입니다.
D1 - 부품의 해당 하한 크기입니다.
Q - 수축률
Z - 부품의 공차
K - 성형 부품

금형 캐비티 및 코어 강재 선택
유형에 따라 플라스틱 사출 성형제품의 모양, 치수 정확도, 제품 외관 품질 및 사용 요구 사항, 수량, 절단, 연마, 용접, 에칭, 변형, 내마모성 및 기타 플라스틱 재료의 특성을 고려하는 동시에 금형 및 가공 방법의 경제 및 제조 조건을 고려하여 다양한 유형의 강철을 선택합니다.
투명 플라스틱 제품 금형 성형용
캐비티와 코어는 718(P20 + Ni급), NAK80(P21급), S136(420급), H13급 강재 등 미러 연마 성능이 높은 고급 수입 금형강을 선택해야 하며, 이 중 718, NAK80은 열처리 없이 예경화 상태, S136과 H13급 강재는 어닐링 상태의 강재를 사용해야 합니다.
경도는 일반적으로 HB160-200입니다. S136의 경도는 일반적으로 HRC40-50이며, H13의 경도는 일반적으로 HRC45-55입니다(특정 등급에 따라 결정될 수 있음).
제품 외관 품질 요구 사항을 위한 Peal
긴 수명, 금형의 대량 생산, 금형 캐비티 및 금형강을 다음과 같이 선택한 부품.
a) 캐비티는 718(P20 + Ni 등급), NAK80(P21 등급) 등과 같이 거울 연마 성능이 높은 고급 수입 강철을 사용해야 하며, 열처리가 필요 없는 사전 경화 상태입니다.
b) 코어는 618, 738, 2738, 638, 718 등과 같은 저급 수입 P20 또는 P20+Ni 강으로 사전 경화 상태로 만들 수 있으며, 생산량이 적은 금형의 경우 국산 플라스틱 금형강 또는 S50C, S55C 및 기타 수입 고품질 탄소강도 사용할 수 있습니다.

일반 금형의 제품 품질 요구 사항의 외관을 위해
금형 캐비티와 금형 강철의 부품은 다음과 같이 선택됩니다.
a) 소형 정밀 금형 캐비티 및 코어는 중간급 수입 P20 또는 P20 + Ni 유형 강철에 사용됩니다.
b) 중형 및 대형 금형은 사출 성형 플라스틱 강철에 대한 특별한 요구 사항 없음, 캐비티는 저급 수입 P20 또는 P20 + Ni 등급 강철을 선택할 수 있습니다. 코어는 저급 수입 P20 등급 강철 또는 수입 고품질 탄소강 S50C, S55C 등을 선택할 수 있으며 국내 플라스틱 금형 강철도 선택할 수 있습니다.
c) 에칭된 캐비티의 경우, 에칭된 배 패턴은 P20 + Ni 클래스 2738(738) 등급의 사용을 피하기 위해 노력해야 합니다.







