 コンテンツへスキップ
コンテンツへスキップ 

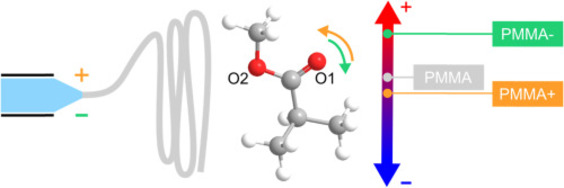
PMMAは一般にプレキシガラス、アクリルなどと呼ばれている。化学名はポリメチルメタクリレート。
ポリマーの原料重合としてアクリル酸とそのエステルは総称してアクリル酸エステルと呼ばれ、対応するプラスチックは総称してポリアクリル酸プラスチックと呼ばれ、ポリメチルメタクリレートで最も広く使用されている。
ポリメチルメタクリレート略号コード PMMA射出成形製造一般にプレキシガラスとして知られている、優秀な光通信の性能があり、日光の92%以上、および73.5%までの紫外ライトを送信できる.
高い機械的強度、一定の耐熱性と耐寒性、耐食性、良好な絶縁特性、寸法安定性、成形が容易、脆い質感、有機溶剤に溶解しやすい、表面硬度が十分ではない、髪をこすりやすい、オイルカップ、ライト、楽器部品、光学レンズ、装飾的なギフトなど、一定の強度を必要とする透明な構造部品に使用することができます。

PMMA素材の種類
プレキシガラスはその外観によって4つのタイプに分けられる。
無色透明のプレキシガラスは、最も一般的で最も使用されているプレキシガラス素材である。
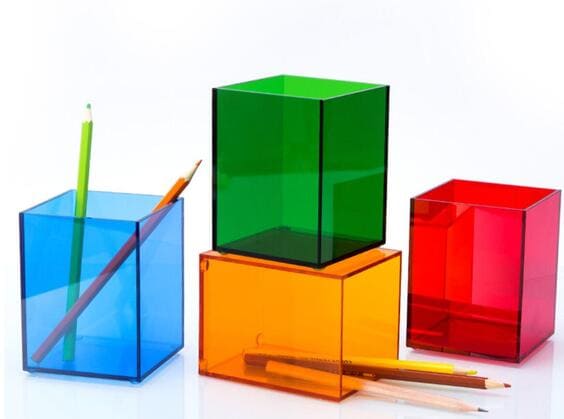
1.カラー透明プレキシガラス:通称カラープレート。光の透過が柔らかく、それで作られたライトボックスや工芸品は人々に快適で寛大な感じを与える。
2.着色されたプレキシガラスは次のように分けられる: 透明な着色される、半透明な着色される、不透明な着色される 3。
磁気プレキシガラスは真珠光沢のあるプレキシガラスほど明るくなく、もろく、割れやすく、文字盤、箱、医療機器や人、動物の模型材料を作るのに適している。
透明なプレキシガラス: 透明度が高く、様々な用途に適している。 PMMA射出成形製造 ランプやランタン。そのシャンデリアは精巧で透明。
半透明のプレキシガラスはすりガラスに似ていて、柔らかな反射があり、それで作られた工芸品は人々に心地よさと寛大さを感じさせる。
3.真珠光沢プレキシガラス:一般的なプレキシガラスに真珠光沢パウダーや蛍光パウダーを加えたもの。
このタイプのプレキシガラスの色および光沢は、表面の終わり高いです、熱いの外の形態によって押される。 射出成形金型研削と研磨の後であっても、まだ維持する。 射出成形 パターン、ユニークな芸術的効果の形成。
キャラクター、動物模型、商標、装飾品、宣伝・展示資料の作成に使用できる。
4.浮彫りにされたプレキシガラス: 透明、半透明な無色、壊れやすく、透明両方の特徴が付いている屋内ドアおよび窓および他の装飾的で、使用される壊れ易いに通常内部を分ける屋内仕切りかドアおよび窓使用される透明な形分かれる。

PMMA素材の主な特徴
ポリメチルメタクリレートは、一般にプレキシグラスとして知られ、PMMAと略される。透明度が高く、価格が安く、加工しやすいという利点があり、ガラスの代替品としてよく使われる。
プレキシガラスは、先に開発された重要な熱可塑性プラスチックで、透明性、安定性、耐候性があり、染色が容易で、加工しやすく、外観が美しく、建築業界で幅広い用途がある。
高い透明性
プレキシガラスは最も優れた高分子透明材料で、光線透過率は92%とガラスより高い。
人工小太陽と呼ばれる太陽灯のランプは石英でできているが、これは石英が紫外線を完全に透過できるからである。普通のガラスは紫外線を0.6%しか透過しないが、プレキシガラスは73%も透過する。

高い機械的強度
プレキシガラスの相対分子量は約200万で、長鎖の高分子化合物であり、分子を形成する鎖が非常に柔らかいため、プレキシガラスの強度は比較的高く、伸びや衝撃に対する耐性は通常のガラスの7~18倍である。
プレキシガラスには加熱延伸処理が施され、分子鎖セグメントが非常に整然と配置されるため、靭性が大幅に向上する。
このプレキシガラスに釘を打っても、釘が貫通してもプレキシガラスにはヒビが入らない。この種のプレキシガラスは、銃弾が貫通しても粉々に割れることはない。
したがって、プレキシグラスの延伸処理は防弾ガラスとして使用できるだけでなく、軍用機のコックピットカバーとしても使用できる。
軽量
プレキシガラスの密度は1.18g/cm3であり、同じ大きさの素材であれば、その重量は通常のガラス、金属アルミニウム(軽金属)43%の半分しかない。
加工が容易
プレキシガラスは、旋盤、ボール盤で穴あけ加工ができるだけでなく、アセトン、クロロホルムなどでさまざまな形状の器具に接着できるだけでなく、ブロー成形、射出成形、押出成形などで、大型から航空機のコックピットカバー、小型から入れ歯、歯科用ブラケットなどカラフルな製品に加工できる。 プラスチック成形 のメソッドがある。

PMMA材料の物理的性質
ポリメチルメタクリレートは総合的な機械的性質がよく、汎用プラスチックの最前線にある。引張強さ、曲げ強さ、圧縮強さはポリオレフィンよりも高く、ポリスチレンやポリ塩化ビニルなどよりも高い。衝撃靭性は劣るが、ポリスチレンより若干優れている。
鋳造されたオントロジー重合ポリメチルメタクリレートシート(例えば、航空用プレキシガラスシート)は、引張、曲げ、圧縮などの機械的特性が高く、ポリアミドやポリカーボネートなどのエンジニアリングプラスチックのレベルに達することができる。
一般的に、ポリメチルメタクリレートの引張強さは50-77MPa、曲げ強さは90-130MPaに達することができ、これらの性能データの上限はいくつかのエンジニアリングプラスチックに達しているか、あるいはそれを超えています。
破断伸度は2%-3%しかなく、機械的特性は基本的に硬くて脆いプラスチックであり、ノッチ感受性があり、応力下で割れやすいが、ポリスチレンや普通の無機ガラスほど鋭く不均一な破壊ではない。
40℃は二次転移温度で、横方向のメチル基が動き始める温度に相当し、40℃を超えると靭性や延性が向上する。ポリメチルメタクリレートの表面硬度は低く、傷がつきやすい。

ポリメチルメタクリレートの強度は応力作用時間に関係し、作用時間が長くなると低下する。引張配向後のポリメチルメタクリレート(配向プレキシガラス)の機械的性質は著しく改善され、ノッチ感度も改善される。
ポリメチルメタクリレートの耐熱性は高くなく、ガラス転移温度は104℃に達するが、連続使用最高温度は作業条件の違いによって65℃から95℃の間で変化し、熱たわみ温度は約96℃(1.18MPa)、ビカット軟化点は約113℃である。
耐熱性は、モノマーをアクリレート・メタクリレートまたはグリコール・ビス・エステル・アクリレートと共重合させることで向上させることができる。
ポリメチルメタクリレートの耐寒性も悪く、脆化温度は約9.2℃である。
ポリメチルメタクリレートの熱安定性は中程度で、ポリ塩化ビニルやポリホルムアルデヒドよりは良いが、ポリオレフィンやポリスチレンよりは劣り、熱分解温度は270℃よりやや高く、流動温度は約160℃であるため、溶融加工温度にはまだ幅がある。
ポリメチルメタクリレートの熱伝導率は0.19W/CM.K、比熱容量は1464J/Kg.Kと、プラスチックの中では中程度である。

PMMA材料の化学的性質
耐薬品性および耐溶剤性
PMMAは、希薄な無機酸に耐性がありますが、濃縮された無機酸は、アルカリに耐性がありますが、暖かい水酸化ナトリウムと水酸化カリウムは、それを浸出させることができ、塩やグリースに耐性があり、脂肪族炭化水素に耐性があり、水、メタノール、グリセロールなどに不溶ですが、アルコールの膨潤を吸収し、ストレスクラックを生成することができ、ケトン、塩素化炭化水素、芳香族炭化水素には耐性がありません。
溶解度パラメーターは約18.8(J/CM3)1/2で、ジクロロエタン、トリクロロエチレン、クロロホルム、トルエンなど多くの塩素化炭化水素や芳香族に溶解する。酢酸ビニルやアセトンにも溶解する。
ポリメチルメタクリレートは、オゾンや二酸化硫黄などのガスに対して優れた耐性を持っている。
耐候性
ポリメチルメタクリレートは大気老化に対して優れた耐性を持つ。その試験片を4年間の自然老化試験にかけると、重量変化、引張強さと光線透過率のわずかな低下、色のわずかな黄変、耐シルバーストライプ性のより明らかな低下、衝撃強さのわずかな上昇が見られ、その他の物性にはほとんど変化がない。
引火性
ポリメチルメタクリレートは非常に燃えやすく、究極酸素指数は17.3しかない。
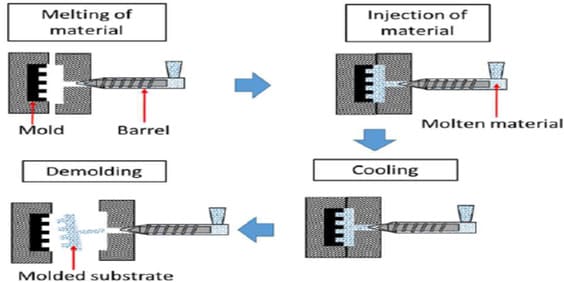
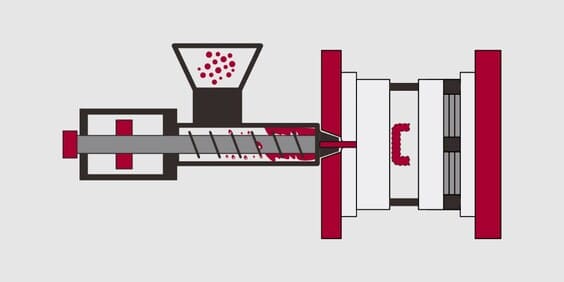
PMMA射出成形プロセス
プラスチックの処理
PMMAは一定の吸水性を持ち、その吸水率は0.3-0.4%に達する。 射出成形 は、温度の0.1%以下でなければならず、通常は0.04%である。
水分があると、溶融物に気泡、空気線、透明度の低下などが現れる。そのため、乾燥させる必要がある。
乾燥温度は80~90℃、時間は3時間以上。
再生材料は、場合によっては100%を使用することができ、実際の量は品質要件に依存し、通常は30%以上であることができ、再生材料は汚染を避ける必要があり、そうでなければ、完成品の透明性と性質に影響を与えます。
射出成形機の選択
PMMAには特別な条件はない。 射出成形 マシンを使用する。溶融粘度が高いため、スクリューの溝を深くし、ノズルの穴の直径を大きくする必要がある。
製品の強度が高い場合、低温可塑化にはアスペクト比の大きいスクリューを使用すべきである。加えて PMMA射出成形 はドライホッパーを使用しなければならない。

金型とゲートの設計
金型の温度は60℃~80℃、メイン流路の直径はインナーテーパーに合わせ、角度は5°~7°が最適。
4mm以上の製品を注入する場合、角度は7°、メイン流路の直径は8~10mm、ゲートの全長は50mm以内、肉厚が4mm未満の製品の場合、流路の直径は6~8mmとする。
肉厚が4mmを超える製品の場合、ランナーの直径は8~12mmとする。エッジ型、扇型、ペンダント型ゲートの場合、深さは0.7~0.9t(tは製品の肉厚)、針型ゲートの直径は0.8~2mmとする。
一般的な通気孔は深さ0.05~0.07mm、幅6mmで、脱型の勾配は30′-1°キャビティ部35′-1°30°の間である。
溶融温度
エアインジェクション法で測定可能:210℃~270℃、サプライヤーからの情報により異なる。
射出温度
高速射出が可能だが、内部応力が高くなるのを避けるため、低速-高速-低速などの多段射出を使用することが望ましい。厚い部品を射出する場合は、低速を使用します。
保持時間
温度が260℃の場合、保持時間は長くても10分以内、270℃の場合、保持時間は8分以内とする。
PMMA射出成形の工程条件は?
PMMAの成形加工性能
1.PMMAは極性側面のメチルを含み、吸湿性がより明らかであり、吸湿率は一般的に0.3%- 0.4%であるため、成形前に乾燥させる必要があり、乾燥条件は80 ~ 85℃、4 ~ 5時間である。
2.PMMA溶融粘度が高く、冷却速度が速く、プラスチック部品は、後処理であることが成形した後、内部応力を生成することは容易である。
3.PMMAは非晶質である、 射出成形 収縮率と変化幅が小さく、一般的に0.5%-0.8%なので、製品精度が高い。
4.PMMAメルトは流動性が悪いため、メルト充填を容易にするためには、大きなサイズのゲートを使用する必要がある。
5.PMMAメルトは明らかに非ニュートン流体特性を有し、溶融粘度はせん断速度とともに増加し、著しく低下し、溶融粘度は温度変化に敏感である。
6.PMMA溶融物の粘度を下げるために、成形圧力と材料温度を上げると、より良い流動性を得ることができる。
7.PMMAは幅広い 射出成形 処理温度、160℃の流れ始めの温度、270℃の分解温度。
8.PMMA溶融物の流れを容易にするため、モールドゲートの断面積は短く厚くする必要があり、広く薄い断面のゲートは使用しない。
PMMAの主な射出成形条件
バレル温度
の熱安定性である。 PMMA射出成形 は中程度で、熱分解温度は270℃よりやや高く、通常スクリュータイプでは 射出成形 の場合、バレル温度は180~230℃に制御されるが、プランジャー式では 射出成形 ノズル温度はバレル温度より約20℃低い。ノズル温度はバレル温度より約20℃低い。
金型温度
PMMAメルトの冷却速度が速いため、プラスチック部品は内部応力が発生しやすく、そのため、PMMAメルトの冷却速度の高低を制御する必要がある。 射出成形金型 温度は厳しい。 一般射出成形金型 温度は40~80℃にコントロールされている。
射出圧力
PMMAメルトの粘度は高く、流動性が悪いので 射出成形 射出圧力は一般的に80~120MPa、保持圧力は40~60MPaに制御される。

PMMAプラスチック射出成形プロセスと注意事項
PMMAプラスチックの乾燥
PMMAには一定の吸水性があり、その吸水率は0.3~0.4%に達する。 PMMA射出成形 は湿度の0.1%以下でなければならず、通常は0.04%である。
水分があると、溶融物に気泡や空気線が生じ、透明度が低下する。だから乾燥させる必要がある。乾燥温度は80~90℃、時間は3時間以上。
リサイクル材料は、場合によっては100%を使用することができ、実際の量は、品質要件に依存し、通常は30%を超えることができ、汚染を避けるためにリサイクル材料は、それ以外の場合は、透明性と完成品の性質に影響を与えます。
PMMAプラスチック射出成形機の選択
PMMAには特別な条件はない。 射出成形 マシンを使用する。溶融粘度が高いため、スクリューの溝を深くし、射出ノズルの穴を大口径にする必要がある。
製品の要求強度が高い場合は、低温可塑化を実施するためにスクリューのアスペクト比を大きくする必要がある。加えて PMMAプラスチック射出成形 はドライホッパーを使用しなければならない。
金型とゲートの設計
の温度である。 射出成形金型 メイン流路の直径は60℃-80℃にすることができます、内側のテーパーに一致する必要があります、最適な角度は5°〜7°、4ミリメートル以上の製品を注入したい場合は、角度は7°にする必要があります。
メイン・ランナーの直径は8~10mmとし、ゲートの全長は50mm以下とする。用途 プラスチック金型製品 肉厚が4mm未満の場合、ランナーの直径は6~8mmとする。
ランナーの直径は8~12mmとする。エッジ、ファン、ペンダントゲートの深さは0.7~0.9t(tは製品の肉厚)、針状ゲートの直径は0.8~2mmとする。
一般的な通気孔は、深さ0.05mm、幅6mm以内で、解放勾配は30′-1°、キャビティ部は35′-1°-30°である。
PMMAプラスチック溶融温度
エアインジェクション法で測定可能:210℃~270℃、サプライヤーからの情報により異なる。のノズルが、エアインジェクションのノズルに接触するように、後部座席を引き出す。 射出成形 マシンは、メインフローブッシングを残し、次に手動で射出を可塑化し、これは対向空気射出である。
PMMAプラスチック射出速度と滞留時間
迅速な対応 射出成形 しかし、高い内部応力を避けるために、厚い部品を射出する場合は、低速-高速-低速などの多段射出と低速を使用することをお勧めします。
注:温度が260℃の場合、保持時間は長くても10分以内、270℃の場合、保持時間は8分以内とする。
PMMA素材の長所と短所
アクリルは、また、PMMAまたはプレキシグラスの利点として知られているセラミック後に衛生陶器を製造するための最良の新素材であり、従来のセラミック材料と比較して、アクリル比類のない高輝度に加えて、次のような利点があります。
PMMA素材の利点
1.プレキシガラスの美学:ミラー効果、絶妙な職人技、しわがなく、継ぎ目がない;
2.プレキシガラスの視覚効果:様々な色、強い視覚的インパクト。
3.プレキシガラスの光透過率:光透過率は96%に達することができ、優れた光透過率、柔らかい光。
4.プレキシガラスの耐衝撃性:通常のガラス製品の200倍以上、破損の危険性がほとんどない;
5.プレキシガラスの耐久性:本製品は内蔵光源を非常によく保護し、光源製品の寿命を延ばす;
6.プレキシガラスの耐候性:プレキシガラスの耐候性:プレキシガラスの耐候性:プレキシガラスの耐候性:プレキシガラスの耐候性は、長い間色を保つことができ、プレートの品質が良いため、6~13年間使用することができます;
7.プレキシガラスは難燃性:自然発火せず、自己消火性がある;
8.プレキシガラスの省エネ: 非常によい光通信は、比較的光源を減らし、電気を節約し、使用コストを削減する;
9.プレキシガラスの合理性:合理的なデザイン、防雨・防湿、オープン構造、清掃・メンテナンスが容易など。

PMMA素材の欠点
アクリルの生産が難しく、コストが高いため、市場には低品質で低価格の代替品が多く出回っている。
これらの代用品は "アクリル "とも呼ばれ、実際にはサンドイッチ・ボードとしても知られる普通の有機ボードや複合ボードである。
普通の有機ガラスを割った材料に顔料を加えて鋳造した普通の有機ボードは、表面の硬度が低く、色あせしやすく、細かいサンディングによる研磨効果は低い。
複合パネルの表面はアクリルの非常に薄い層だけで、真ん中はABSプラスチックで、熱膨張と収縮の使用は剥離しやすい。
アクリルの真偽は、微妙な色の違いと研磨効果のプレート断面から識別できる。
PMMA素材の応用分野
プレキシガラスは商業、軽工業、建設業、化学工業などで広く使われている。そしてプレキシガラスの生産は広告の装飾で、砂モデルは非常に広く利用されている、例えば: 印、掲示板、ライトボックスのパネルおよび中国および英国の手紙のパネル。
材料の選択は、造形デザインに依存し、どのようなプレキシガラスで、どのような造形、色、様々な最高の効果を作るために繰り返しテストする必要があります。良いモデリングデザインだけでなく、美しい工芸品になるために、慎重な処理と生産に依存しています。
1.建築用途:窓、防音ドア・窓、照明カバー、電話ボックスなど。
2.広告の適用: ライト ボックス、看板、表記、陳列台、等。
3.輸送用途:電車、自動車、その他車両のドアや窓など
4.医療用:ベビー用保育器、各種手術用医療器具 民生用:浴室設備、手工芸品、化粧品、ブラケット、水族館など
5.工業用途:計器用定盤、カバーなど
6.照明用途:蛍光灯、シャンデリア、街灯シェードなど
7.家庭用:フルーツプレート、ティッシュボックス、アクリルアート絵画、その他家庭用日用品。

概要
このブログでは、エンジニアリングプラスチックPMMAの種類や特性についてご紹介します。 カスタムインジェクション プロセス、設備の選択、製品のモデリング、実際の生産における金型設計の考慮点、一般的な欠陥の解決策。
実際のPMMA材料の選択と 射出成形品製造を選ぶことをお勧めする。 射出成形金型メーカー そして 射出成形品サプライヤー プロジェクトが円滑に実施されるよう、製品の用途や機能要件、外観などの観点から適切なPMMA素材を推奨する。







