 コンテンツへスキップ
コンテンツへスキップ 

ウェルドマークはプラスチック部品の品質に影響を与える重要な要因である。調査の結果、同じプロセス条件下では、ウェルドライン部分の強度は元の材料の10-92%しかなく、射出成形品の通常の使用に深刻な影響を与えることが分かった。
このようなことは避けなければならない。 射出成形 不具合は、適切な金型メーカーを使うことと、不具合を発見してトラブルシューティングできる適切な品質保証を持つ部品メーカーを持つことがすべてである。
例えば、自動車産業では、不適格なプラスチック部品は自動車の品質低下に直結し、人命の安全さえも脅かす。
したがって、溶接線の形成過程とその影響因子を研究し、溶接線をなくす方法を見つけることは、実用上大きな意義がある。

溶接線の形成メカニズム
のプラスチック製品 射出成形 プロセスは、そのような会議の最初の部分で溶融物の2つ以上のストランドとして、キャビティを充填プラスチック溶融物で発見された、彼らは完全に統合することができないように冷却されている、それは溝の交差点になり、メルトマークの形成。
プラスチック製品の "ウエルドライン "とは、溶融した2本のストランドの形態構造と機械的特性が接触する3次元的な領域を指し、他の部分とは全く異なる。

射出成形部品で最も一般的なウェルドラインは、基本的に2種類ある:
ひとつは、2つ以上のゲートを使用する場合、構造的な特性や鋳型のサイズが大きいために、溶融の流れや鋳型の充填時間を短縮するために、異なるゲートからキャビティに入る溶融フロントの会合部に形成されるメルトジョイントマークで、コールドメルトジョイントマークと呼ばれる。 射出成形部品.
もう1つは、キャビティにコアとインサートが装備されている場合、低温の溶融物はこの障害物を迂回する際に2本のストランドに分かれ、障害物を迂回した後に2本の溶融物が再結合してホット・ウェルド・マークと呼ばれる溶接痕を形成する。

プラスチック製品のウエルドマークの原因
1.ゲートを高速で通過した樹脂溶融物は、そのままキャビティに入り、キャビティ表面に触れて硬化し、後続の樹脂溶融物に押されて蛇行痕が残る。
2.2. 射出成形金型 設計は、マルチゲート供給方式を採用し、プラスチック溶融流の前面は互いに収束する。穴や障害物の領域では、溶融流の前面も2つに分割されます。不均一な均一な肉厚はまた、ウェルドマークにつながる。
3.サイドゲートを使用し、プラスチックがゲートを通過した後、滞留材料領域がない、または滞留材料領域が不十分な場合、スプレーマークが発生しやすい。

プラスチック製品のウェルドマークに対するソリューション
1.ゲートの数を減らす。
2.ゲートの位置を調整する。
3.融合部の近くに材料のオーバーフロー・ウェルを追加し、溶接線をオーバーフロー・ウェルまで移動させてから取り除く。
4.ウェルドライン部の排気を高め、この部分の空気や揮発性物質を速やかに排出する。プラスチックの流動性を高め、溶断時の材料温度を上げるために、材料温度と金型温度を上げる。
5.ゲートの位置と数を変更し、溶接線の位置を別の場所に移す。
6.射出速度を上げる。
7.注入圧力を上げ、注入システムのサイズを大きくする。
8.離型剤の使用を減らす。
9.ゲートと溶接部の距離を短くする。
10.ゲートを通過した後、溶融プラスチックがピンや壁に当たるようにゲートの位置を調整する。
11.ゲートの形状を、ゲート領域に十分な滞留領域を持つオーバーラップゲートまたはラグゲートに変更する。
12.プラスチック溶融物の最初の射出速度を遅くする。
13.ゲートの厚さ/断面積を大きくして、材料のフローフロントが即座に形成されるようにする。
14.金型温度を上げ、材料の急激な硬化を防ぐ。

メルトマークの影響因子と改善策
メルトマークはプラスチック部品の品質に重要な影響を与えるため、その形成メカニズムや性能評価について多くの研究が行われ、さまざまな解決策が提案されている。
a.温度の影響
温度を上げると、ポリマーの弛緩プロセスが促進され、分子鎖が絡み合う時間が短縮されるため、材料の前端部における分子の完全な融合、拡散、絡み合いが促進され、溶接接合部の傷跡部分の強度が向上する。
溶融温度を上げることは、プラスチック部品表面のVノッチの深さを減少させるのに有効であり、溶融温度を220℃から250℃に上げると、Vノッチの深さは7μmから3μmに減少することが証明された。
PA66のメルトマークの引張強さに及ぼす温度の影響 射出成形品 33%ガラス繊維強化材を含む試験片の引張強さを調べたところ、メルトマークの有無にかかわらず、メルト温度の上昇とともに引張強さが増加することがわかった。
温度変化が溶接スプライスマークの引張強さに及ぼす影響は直線的ではなく、温度が比較的低い場合(例えば70℃)には、温度上昇に伴って溶接スプライスマークの引張強さが大きく変化する;
しかし、温度がある程度まで上昇すると、この変化は比較的平坦になる。
同様の結論は、ABSを用いたPA66(35%ガラス繊維強化)の実験でも得られた。
シミュレーションを行った結果、金型温度と溶融温度は、次の通りであることが判明した。 射出成形 機械は、異なる材料で形成された溶接痕の強度に同じ影響を与えなかった。
実験とシミュレーションの組み合わせにより、射出成形プロセスパラメーターの中で、溶融温度がABS樹脂部品のウェルドスプライスマークの強度に最も大きな影響を与えることがわかった。

b.射出圧力と保持圧力の影響
射出圧力は、プラスチック溶融物の充填と成形において重要な要素である。その役割は、プラスチック溶融物がバレル、ノズル、注湯システム、キャビティ内を流れる際の抵抗に打ち勝ち、プラスチック溶融物に十分な充填速度を与え、溶融物を圧縮して成形品の品質を確保できるようにすることである。 射出成形品.
射出圧力を高めることで、流路抵抗を克服し、圧力をメルトフロントに伝えることができるため、メルトは高い圧力でウェルドマークで融合し、ウェルドマークでの密度を高めることができ、その結果、ウェルドマークの強度を向上させることができる。
保持圧力を高めると、溶融分子鎖の運動エネルギーが高まるだけでなく、2本の溶融ストランドの相互結合が促進されるため、ウェルドマーク部分の密度が高まり、ウェルドマークの強度が向上する。

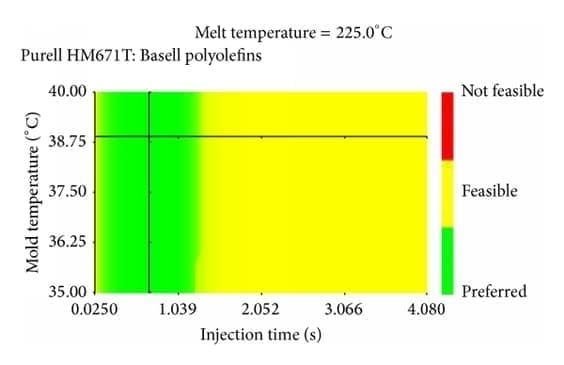
c.射出速度と射出時間の影響
射出速度を上げ、射出時間を短くすると、溶融前線が収束するまでの流動時間が短縮され、熱損失が減少し、せん断発熱が促進されるため、溶融粘度が低下して流動性が向上し、溶接痕の強度が向上する。
溶接継ぎ目の強度は射出時間に非常に敏感で、射出時間を短くするほど向上する。
しかし、射出速度が大きすぎるため、乱流(溶融破断)が発生しやすく、プラスチック部品の性能に深刻な影響を与える。
一般的に、溶接ライン 射出成形 プラスチック射出成形の速度は、成形品の形状に応じて調整する。
実際には、生産サイクルを短縮し、乱流を避けるために、中速から高速の射出速度が使用されることが多い。

射出速度は、キャビティ内の溶融物の流動挙動、キャビティ内の圧力と溶融物温度、および製品の性能に影響する。
射出速度が大きく、金型鋳造システムとキャビティ流量を通じて溶融物も大きく、より強い材料がせん断され、摩擦熱が大きく、温度が上昇し、粘度が低下し、材料プロセスも拡張され、キャビティ圧力も増加し、製品の溶接痕の強度も増加する。
また、部品の均一な肉厚が違いすぎると、流体の流れは、部品間の隙間を通過することになる。 射出成形金型 空洞の抵抗が異なる場合、肉厚部の抵抗が小さいと流量は速くなり、肉薄部の抵抗が大きいと流量は遅くなる。
流量のこの差のために、収束の異なる流量で、異なる肉厚から溶融し、最終的に溶接痕の形成の収束になるように。







